TUGAS AKHIR – TI 141501
RANCANGAN PERBAIKAN METODE PERENCANAAN DAN
PENGADAAN EXPENDABLE MATERIAL UNTUK MEMENUHI
KEBUTUHAN AKTIVITAS PERAWATAN PESAWAT TERBANG
PADA INDUSTRI MRO
RACHMANIA SHINTA S.
024 1 14 40000 078
Dosen Pembimbing :
Prof. Ir. I Nyoman Pujawan, M.Eng., Ph.D., CSCP
NIP. 196901071994121001
Dosen Ko-Pembimbing :
Dewanti Anggrahini, S.T., M.T.
NIDN. 0702058801
DEPARTEMEN TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
INSTITUT TEKNOLOGI SEPULUH NOPEMBER
SURABAYA 2018
RANCANGAN PERBAIKAN METODE PERENCANAAN DAN
PENGADAAN
EXPENDABLE
MATERIAL
UNTUK
MEMENUHI
KEBUTUHAN
AKTIVITAS
PERAWATAN
PESAWAT TERBANG PADA INDUSTRI MRO
RACHMANIA SHINTA S.
024 1 14 40000 078
Dosen Pembimbing :
Prof. Ir. I Nyoman Pujawan, M.Eng., Ph.D., CSCP
NIP. 196901071994121001
Dosen Ko-Pembimbing :
Dewanti Anggrahini, S.T., M.T.
NIDN. 0702058801
DEPARTEMEN TEKNIK INDUSTRI
FAKULTAS TEKNOLOGI INDUSTRI
INSTITUT TEKNOLOGI SEPULUH NOPEMBER
SURABAYA 2018
iii
FINAL PROJECT – TI 141501
DESIGN OF IMPROVEMENT METHOD FOR PLANNING
AND PROCUREMENT OF EXPENDABLE MATERIALS
TO MEET THE NEEDS OF AIRCRAFT MAINTENANCE
ACTIVITIES ON MRO INDUSTRY
RACHMANIA SHINTA S.
024 1 14 40000 078
SUPERVISOR :
Prof. Ir. I Nyoman Pujawan, M.Eng., Ph.D., CSCP
NIP. 196901071994121001
CO-SUPERVISOR :
Dewanti Anggrahini, S.T., M.T.
NIDN. 0702058801
DEPARTMENT OF INDUSTRIAL ENGINEERING
FACULTY OF INDUSTRIAL TECHNOLOGY
INSTITUT TEKNOLOGI SEPULUH NOPEMBER
SURABAYA 2018
vii
RANCANGAN PERBAIKAN METODE PERENCANAAN DAN
PENGADAAN EXPENDABLE MATERIAL UNTUK
MEMENUHI KEBUTUHAN AKTIVITAS PERAWATAN
PESAWAT TERBANG PADA INDUSTRI MRO
Nama : Rachmania Shinta NRP : 024 1 14 40000 078
Pembimbing : Prof. Ir. I Nyoman Pujawan, M.Eng, Ph.D Ko-Pembimbing : Dewanti Anggrahini, S.T., M.T.
ABSTRAK
Salah satu elemen penunjang terpenting bagi industri MRO dalam melakukan jasa perawatan pesawat terbang adalah ketersediaan material agar industri tersebut dapat mengembangkan kapasitas dan kapabilitasnya. Untuk itu, sebagai industri yang menyediakan jasa perawatan pesawat, PT. ABC perlu mengontrol persediaan sparepart / material agar dapat digunakan ketika dibutuhkan, namun tetap berprinsip pada efisiensi agar material yang ada tidak menjadi beban inventory. Rekomendasi perbaikan yang ditawarkan berupa rancangan sistem perencanaan dan pengadaan material dalam rangka efisiensi biaya dan minimasi inventory. Metode peramalan Croston dan Syntetos-Boylan Approximation digunakan dalam penelitian ini karena demand pattern dari
sparepart memiliki karakteristik intermittent. Metode lain yang digunakan dalam
penelitian ini yaitu pendekatan sistem pengendalian continuous review (s,S) serta menggunakan simulasi Monte Carlo dalam melakukan generate random data dan menemukan kombinasi (s,S) acak yang menghasilkan nilai total cost, service level dan sisa nilai inventory paling optimal. Evaluasi tingkat performansi nilai min-max eksisting akan dibandingkan dengan evaluasi performansi Alternatif 1 dan Alternatif 2. Di mana Alternatif 1 merupakan penyesuaian nilai min-max dengan menggunakan input data historis dan metode EOQ memiliki performansi terbaik hampir pada semua material. Namun pada beberapa material, nilai min-max Alternatif 2 yang menggunakan nilai hasil metode forecast pilihan, memiliki performansi yang lebih baik dibandingkan dengan nilai min-max kondisi eksisting.
Kata Kunci : Continuus Review, Croston, Industri MRO, Inventory Management,
ix
DESIGN OF IMPROVEMENT METHOD FOR PLANNING
AND PROCUREMENT OF EXPENDABLE MATERIAL TO
MEET THE NEEDS OF AIRCRAFT MAINTENANCE
ACTIVITIES ON MRO INDUSTRY
Name : Rachmania Shinta NRP : 024 1 14 40000 078
Supervisor : Prof. Ir. I Nyoman Pujawan, M.Eng, Ph.D Co-Supervisor : Dewanti Anggrahini, S.T., M.T.
ABSTRACT
One of the most important supporting elements for the MRO industry in performing aircraft maintenance services is the availability of materials for the industry to develop its capacity and capabilities. For that, as an industry that provides aircraft maintenance services, PT. ABC needs to control the supply of spare parts / materials to be used when needed, but still principled on the efficiency so that the material does not become excess inventory. Suggested improvements that is offered in this research is a planning and procurement system of materials in in order to cost efficiency and inventory minimization. Croston and Syntetos-Boylan Approximation forecasting method is used in this research because the demand pattern of spare parts has intermittent characteristics. The method used in this research is continuous review inventory control system (s, S). Monte Carlo simulation is also used in generating random data and finding random (s, S) combinations that performed the most total cost, service level and remaining value of inventory. Evaluation of the performance of min-max existing values will be compared with the evaluation of Alternative 1 and Alternative 2 performance. Where Alternative 1 is an adjustment of min-max value using historical data input and EOQ method, this alternative has the best performance in almost all materials. However, in some materials, the min-max value of Alternative 2 which uses the value of the selected forecast method has better performance compared to the min-max value of the existing condition.
Keywords : Continuus Review, Croston, Inventory Management, Monte Carlo
xi
KATA PENGANTAR
Puji dan syukur kehadirat Tuhan Yang Maha Esa atas segala rahmat-Nya sehingga penulis dapat menyelesaikan Laporan Tugas Akhir dengan baik dan tepat waktu. Adapun penyusunan laporan ini digunakan sebagai persyaratan untuk menyelesaikan studi S-1 Departemen Teknik Industri, Institut Teknologi Sepuluh Nopember Surabaya.
Laporan ini dapat terselesaikan berkat bantuan dari beberapa pihak, oleh karena itu penulis mengucapkan terima kasih kepada:
1. Bapak Prof. Ir. I Nyoman Pujawan selaku dosen pembimbing yang telah memberikan masukan, arahan dan bimbingan selama penulis melakukan penelitian Tugas Akhir;
2. Ibu Dewanti Anggrahini, S.T., M.T., selaku dosen co-pembimbing yang telah memberikan pengarahan dan bimbingan selama penulis menyusun laporan Tugas Akhir;
3. Seluruh stakeholder perusahaan PT. ABC yang telah memberikan bantuan, kepercayaan dan kesempatan kepada penulis untuk melakukan penelitian Tugas Akhir pada studi kasus yang diberikan;
4. Bapak Dody Hartanto, M.T. dan Ibu Dr. Niniet Indah Arvitrida selaku dosen penguji yang telah memberikan koreksi dan masukan dalam rangka penyempurnaan laporan penelitian Tugas Akhir;
5. Serta Orang Tua tercinta, dan Kakak-kakak yang senantiasa memberikan doa restu, ijin, dan dukungan kepada penulis selama mengerjakan Tugas Akhir;
Penulis merasa masih banyak terdapat kekurangan pada penyusunan laporan ini, oleh karena itu penulis mengharapkan kritik dan saran dari semua pihak demi penyempurnaan penyusunan laporan ini. Penulis berharap laporan ini dapat bermanfaat dan memberikan wawasan kepada pembaca maupun penulis sendiri.
Surabaya, 17 Juli 2018
xiii
DAFTAR ISI
LEMBAR PENGESAHAN ... Kesalahan! Bookmark tidak ditentukan.
ABSTRAK ... vii
ABSTRACT ... ix
KATA PENGANTAR ... xi
DAFTAR ISI ... xiii
DAFTAR TABEL ... xvii
DAFTAR GAMBAR ... xxi
BAB 1 PENDAHULUAN ... 23 1.1 Latar Belakang ... 23 1.2 Rumusan Masalah ... 29 1.3 Tujuan ... 29 1.4 Manfaat ... 29 1.5 Ruang Lingkup ... 29 1.5.1. Batasan ... 29 1.5.2. Asumsi ... 30 1.6 Sistematika Penulisan ... 30
BAB 2 TINJAUAN PUSTAKA ... 33
2.1 Manajemen Persediaan ... 33
2.1.1. Inventory ... 33
2.1.2. Faktor-faktor yang Mempengaruhi Persediaan ... 33
2.1.3. Inventory Control ... 34
2.1.4. Kebijakan Pengadaan Material ... 35
2.1.5. Safety Stock ... 37
2.2 Teori Peramalan (Forecasting) ... 39
2.3 Simulasi Monte Carlo ... 46
2.3.1. Pengertian Simulasi Monte Carlo ... 46
2.3.2. Langkah Penting dalam Simulasi Monte Carlo ... 47
2.3.3. Elemen-elemen Simulasi Monte Carlo ... 47
2.3.4. Replikasi dalam Simulasi Monte Carlo... 48
BAB 3 METODOLOGI PENELITIAN ... 51
xiv
4.1 Alur Perencanaan dan Pengadaan Material ... 57
4.2 Pengumpulan Data Sisa Pembelian Material ... 58
4.3 Klasifikasi ABC ... 59
4.4 Klasifikasi Demand Pattern ... 60
4.5 Pengumpulan Data Simulasi ... 61
4.6 Kondisi Eksisting Sistem Perencanaan Kebutuhan Material ... 64
4.7 Data Pemakaian Aktual Material Objek Amatan ... 65
4.8 Rancangan Perbaikan untuk Perencanaan Kebutuhan Material ... 65
4.8.1. Hasil Perhitungan Forecasting menggunakan Metode Croston ... 65
4.8.2. Hasil Perhitungan Forecasting menggunakan Metode SBA ... 70
4.8.3. Hasil Perbandingan Perhitungan Tingkat Akurasi Forecasting ... 71
4.9 Tahapan Perhitungan Evaluasi Kondisi Eksisting Pengadaan Material . 72 4.9.1. Perancangan Simulasi Inventory Management... 72
4.9.2. Penentuan Parameter Penilaian Simulasi dan Jumlah Replikasi ... 79
4.10 Hasil Perhitungan Evaluasi Kondisi Eksisting Pengadaan Material ... 80
4.10.1. Evaluasi Nilai (s,S) Kondisi Eksisting Pengadaan Material Intermittent ... 80
4.10.2. Evaluasi Nilai (s,S) Kondisi Eksisting Pengadaan Material Lumpy 80 4.11 Tahapan Perhitungan Rancangan Skenario Perbaikan untuk Pengadaan Material ... 81
4.11.1. Tahap Perhitungan Nilai (s,S) Rekomendasi Perbaikan ... 81
4.11.2. Hasil Perhitungan Nilai (s,S) Rekomendasi Perbaikan untuk Sistem Eksisting ... 82
4.11.3. Hasil Perhitungan Rekomendasi Perbaikan Nilai (s,S) berdasarkan Metode Forecast Terpilih... 83
4.12 Hasil Evaluasi Rancangan Skenario Perbaikan untuk Pengadaan Material ... 84
4.12.1. Hasil Evaluasi Rekomendasi Perbaikan Nilai (s,S) Kondisi Eksisting ... 84
4.12.2 Hasil Evaluasi Rekomendasi Perbaikan Nilai (s,S) berdasarkan Metode Forecast Terpilih... 88
BAB 5 ANALISIS HASIL ... 91
5.1 Analisa Hasil Perhitungan Rekomendasi Perbaikan Sistem Perencanaan Kebutuhan Material ... 91
xv
5.3 Analisa Hasil Perancangan Simulasi Skenario Perbaikan Sistem
Pengadaan Material ... 95
BAB 6 KESIMPULAN DAN SARAN ... 101
6.1 Kesimpulan ... 101
6.2 Saran ... 101
DAFTAR PUSTAKA ... 103
xvii
DAFTAR TABEL
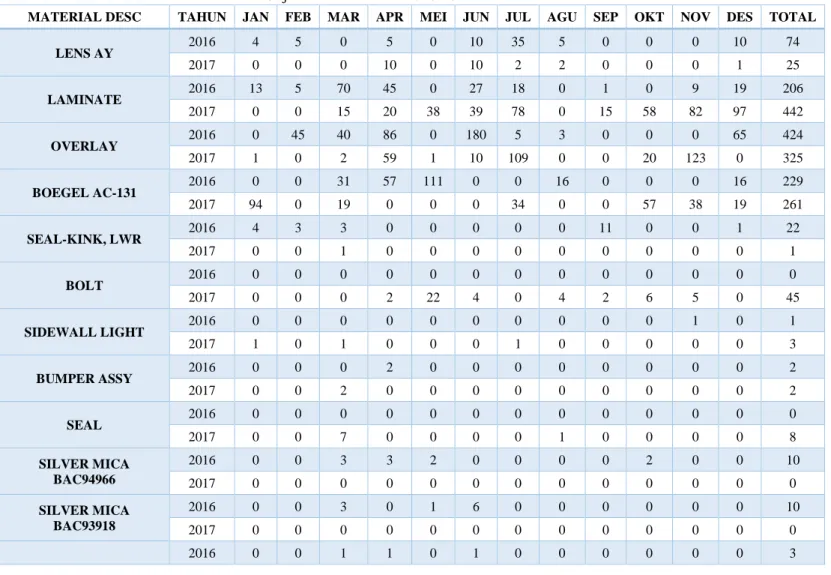
Tabel 4. 1 Rangkuman Data Pembelian Material periode 2016-2017 ... 58 Tabel 4. 2 Rangkuman Data Hasil Klasifikasi ABC ... 59 Tabel 4. 3 Data Penunjang yang Menjadi Input pada Simulasi ... 62 Tabel 4. 4 Data Pemakaian Aktual Material Objek Amatan Periode 2016-2017 . 66 Tabel 4. 5 Hasil Perhitungan Forecast Metode Croston untuk Material Lens AY69 Tabel 4. 6 Hasil Perhitungan Forecast Metode SBA untuk Material Lens AY ... 70 Tabel 4. 7 Hasil Perhitungan Akurasi Metode Perbaikan Sistem Perencanaan Material Lens AY ... 71 Tabel 4. 8 Hasil Perhitungan Akurasi Metode Perbaikan Sistem Perencanaan Material Laminate ... 71 Tabel 4. 9 Hasil Perhitungan Akurasi Metode Perbaikan Sistem Perencanaan Material Overlay ... 71 Tabel 4. 10 Hasil Perhitungan Akurasi Metode Perbaikan Sistem Perencanaan Material Boegel AC-131 ... 71 Tabel 4. 11 Hasil Perhitungan Akurasi Metode Perbaikan Sistem Perencanaan Material Seal Kink - Lwr ... 72 Tabel 4. 12 Hasil Perhitungan Akurasi Metode Perbaikan Sistem Perencanaan Material Bolt ... 72 Tabel 4. 13 Contoh Simulasi Inventory Management dengan Kondisi Eksisting Sistem Pengadaan Material Lens AY ... 77 Tabel 4. 14 Contoh Output Hasil Simulasi Inventory Management yang Menjadi Parameter Evaluasi ... 79 Tabel 4. 15 Contoh Output Parameter Evaluasi berdasarkan Replikasi Simulasi 79 Tabel 4. 16 Rekap Data Hasil Evaluasi Nilai min-max Eksisting pada Material
Intermittent ... 80
Tabel 4. 17 Rekap Data Hasil Evaluasi Nilai min-max Eksisting pada Material
Lumpy ... 81
Tabel 4. 18 Data Iput Rancangan Rekomendasi Perbaikan pada Sistem Pengadaan Material Eksisting ... 81
xviii
Tabel 4. 19 Rekap Data Hasil Perhitungan Rekomendasi Perbaikan nilai min-max Kondisi Eksisting ... 83 Tabel 4. 20 Rekap Data Hasil Perhitungan Nilai min-max berdasarkan Metode
Forecast Terpilih ... 83
Tabel 4. 21 Rekap Data Hasil Evaluasi Rekomendasi Alternatif 1 Material Lens AY ... 85 Tabel 4. 22 Rekap Data Hasil Evaluasi Rekomendasi Alternatif 1 Material Laminate ... 85 Tabel 4. 23 Rekap Data Hasil Evaluasi Rekomendasi Alternatif 1 Material Overlay ... 85 Tabel 4. 24 Rekap Data Hasil Evaluasi Rekomendasi Alternatif 1 Material Boegel AC-131 ... 86 Tabel 4. 25 Rekap Data Hasil Evaluasi Rekomendasi Alternatif 1 Material Seal Kink ... 86 Tabel 4. 26 Rekap Data Hasil Evaluasi Rekomendasi Alternatif 1 Material Canister ... 86 Tabel 4. 27 Rekap Data Hasil Evaluasi Rekomendasi Alternatif 1 Material Seal 87 Tabel 4. 28 Rekap Data Hasil Evaluasi Rekomendasi Alternatif 1 Material AFT Engine Retainer ... 87 Tabel 4. 29 Rekap Data Hasil Evaluasi Rekomendasi Alternatif 1 Material Bearing 1 ... 87 Tabel 4. 30 Rekap Data Hasil Evaluasi Rekomendasi Alternatif 1 Material Latch AY ... 87 Tabel 4. 31 Rekap Data Hasil Evaluasi Rekomendasi Alternatif 1 Material Nut . 88 Tabel 4. 32 Rekap Data Hasil Evaluasi Rekomendasi Alternatif 1 Material Cover-Assy ... 88 Tabel 4. 33 Rekap Data Hasil Evaluasi Rekomendasi Alternatif 1 Material Pin .. 88 Tabel 4. 34 Rekap Data Hasil Evaluasi Rekomendasi Alternatif 2 Material
Intermittent ... 89
Tabel 5. 1 Perbandingan Data Evaluasi terhadap Target Pengadaan Material
xix
Tabel 5. 2 Perbadingan Data Evaluasi terhadap Target Material Lumpy ... 95 Tabel 5. 3 Rekap Hasil Evaluasi Kondisi Eksisting dan Perbaikan Pengadaan Material Lens AY ... 96 Tabel 5. 4 Rekap Hasil Evaluasi Kondisi Eksisting dan Perbaikan Pengadaan Material Laminate ... 96 Tabel 5. 5 Rekap Hasil Evaluasi Kondisi Eksisting dan Perbaikan Pengadaan Material Overlay ... 96 Tabel 5. 6 Rekap Hasil Evaluasi Kondisi Eksisting dan Perbaikan Pengadaan Material Boegel AC-131 ... 96 Tabel 5. 7 Rekap Hasil Evaluasi Kondisi Eksisting dan Perbaikan Pengadaan Material Seal Kink ... 97 Tabel 5. 8 Rekap Hasil Evaluasi Kondisi Eksisting dan Perbaikan Pengadaan Material Canister ... 97 Tabel 5. 9 Rekap Hasil Evaluasi Kondisi Eksisting dan Perbaikan Pengadaan Material Seal ... 97 Tabel 5. 10 Rekap Hasil Evaluasi Kondisi Eksisting dan Perbaikan Pengadaan Material AFT Engine ... 97 Tabel 5. 11 Rekap Hasil Evaluasi Kondisi Eksisting dan Perbaikan Pengadaan Material Bearing 1... 97 Tabel 5. 12 Rekap Hasil Evaluasi Kondisi Eksisting dan Perbaikan Pengadaan Material Latch AY ... 98 Tabel 5. 13 Rekap Hasil Evaluasi Kondisi Eksisting dan Perbaikan Pengadaan Material Nut ... 98 Tabel 5. 14 Rekap Hasil Evaluasi Kondisi Eksisting dan Perbaikan Pengadaan Material Cover Assy ... 98 Tabel 5. 15 Rekap Hasil Evaluasi Kondisi Eksisting dan Perbaikan Pengadaan Material Pin ... 98
xxi
DAFTAR GAMBAR
Gambar 1. 1 Value Inventory per dinas pada PT. ABC Tahun 2016-2017 ... 25 Gambar 1. 2 Diagram Persentase Value Sumber Pembelian terhadap Total Inventory Tahun 2016-2017 ... 27 Gambar 1. 3 Diagram Persentase Pemakaian Aktual Material terhadap Material
Plan ... 27
Gambar 1. 4 Diagram Persentase Tingkat Konsumsi Planned Material ... 28 Gambar 2. 1 Bagan Kebijakan Persediaan dengan Pendekatan (s,S) ... 36 Gambar 2. 2 Grafik Hubungan antara Lead Time, Safety Stock dan ROP ... 39 Gambar 2. 3 Horizontal Data Pattern ... 41 Gambar 2. 4 Trend Data Pattern ... 42 Gambar 2. 5 Seasonal Data Pattern ... 42 Gambar 2. 6 Cyclied Data Pattern ... 42 Gambar 3. 1 Flowchart Metodologi Penelitian ... 51 Gambar 4. 1 Flowchart Alur Perencanaan dan Pengadaan Material ... 57 Gambar 4. 2 Contoh Demand Pattern Material yang Termasuk Klasifikasi
Intermittent ... 60
Gambar 4. 3 Contoh Demand Pattern Material yang Termasuk Klasifikasi Lumpy ... 61 Gambar 4. 4 Contoh Demand Pattern Material yang Termasuk Klasifikasi Slow
Moving... 61
Gambar 4. 5 Contoh Material dengan Karakteristik Nilai Demand Fluktuasi Rendah... 73 Gambar 4. 6 Contoh Material dengan Karakteristik Nilai Demand Fluktuasi Tinggi ... 73 Gambar 4. 7 Contoh Pembangunan Distribusi Bilangan Random untuk Material dengan Karakteristik Demand Fluktuasi Rendah ... 74 Gambar 4. 8 Contoh Pembangunan Distribusi Bilangan Random untuk Material dengan Karakteristik Demand Fluktuasi Tinggi ... 74 Gambar 4. 9 Contoh Input yang Diperlukan dalam Simulasi ... 74
23
BAB 1
PENDAHULUAN
Pada bab ini akan dijelaskan mengenai latar belakang dilakukannya penelitian tugas akhir, rumusan masalah, tujuan, manfaat, ruang lingkup, dan sistematika penulisan laporan Tugas Akhir.
1.1 Latar Belakang
Industri Transportasi Udara saat ini mengalami perkembangan yang sangat pesat. Dalam data BPS tercatat jumlah penumpang angkutan udara domestik selama Januari – Desember 2016 mencapai 80,4 juta orang, di mana angka tersebut menunjukkan kenaikan sebesar 16,97% dibandingkan dengan periode yang sama pada tahun 2015. Sedangkan jumlah penumpang penerbangan internasional mencapai 14,8 juta orang, naik sebesar 8,16% dari tahun sebelumnya. Kondisi tersebut sejalan dengan perkembangan industri Maintenance, Repair and Overhaul pesawat terbang (MRO) sebagai salah satu pihak penunjang performansi industri transportasi udara. Kementerian Perindustrian Republik Indonesia memproyeksikan bahwa dalam 20 tahun ke depan, pusat industri perawatan pesawat terbang akan berpusat di kawasan Asia Pasifik. Hal ini menjadi peluang besar bagi industri MRO di Indonesia untuk dapat menjangkau pasar tersebut agar mampu bersaing dengan industri MRO global. Untuk mencapai target tersebut, dibutuhkan banyak strategi dalam menjalankan proses bisnis. Salah satunya adalah peningkatan kapabilitas serta efisiensi dalam berbagai lini. Program perbaikan berkelanjutan (continuous improvement) juga merupakan salah satu strategi dalam pengembangan bisnis yang dapat diterapkan pada berbagai aspek.
PT. ABC merupakan salah satu industri MRO di Indonesia yang saat ini mengembangkan kapasitas dan kapabilitasnya dalam jasa perawatan pesawat terbang. Dalam hal perawatan pesawat, terdapat berbagai macam jenis yang telah diklasifikasikan berdasarkan interval flight hours, flight cycle, dan calendar time (A-check, C-check, dan D-check). Masing-masing jenis perawatan memiliki uraian aktivitas berbeda yang dimuat dalam paket maintenance program. Salah satu elemen penunjang terpenting untuk melakukan maintenance adalah ketersediaan material. Aktivitas yang dilakukan dalam proses perawatan pesawat sangat
24
beragam, yakni pembersihan, pengecatan, perbaikan, penggantian component, dan lain sebagainya. Sehingga, dalam proses tersebut ketersediaan material merupakan faktor penting dalam menjalankan perawatan pesawat. Material yang dibutuhkan dalam perawatan pesawat terbang terdiri dari ribuan macam Part Number. Hal ini disebabkan karena pesawat terbang merupakan moda transportasi yang memiliki komponen / part penyusun paling banyak di dunia, yakni hampir jutaan parts. Untuk itu, sebagai industri yang menyediakan jasa perawatan pesawat, PT. ABC perlu mengontrol persediaan sparepart / material agar dapat digunakan ketika dibutuhkan, namun tetap berprinsip pada efisiensi agar material yang ada tidak menjadi beban inventory. Diperlukan sistem perencanaan dan pengadaan material yang baik agar tidak terjadi under-estimate dan over-estimate. Sistem perencanaan dan pengadaan material under-estimate terjadi ketika kebutuhan material aktual lebih besar dibandingkan material yang sudah dibeli berdasarkan material plan. Sehingga hal tersebut dapat menimbulkan adanya rush order, di mana biaya yang dikeluarkan untuk pembelian dengan sistem ini menjadi lebih tinggi dibandingkan dengan pembelian normal. Sedangkan sistem perencanaan dan pengadaan material
over-estimate terjadi ketika daftar material plan yang telah dibeli dan disimpan di
gudang perusahaan melebihi pemakaian material aktual dalam eksekusi project
maintenance. Material yang dikelola oleh PT. ABC diklasifikasikan menjadi 3
jenis, yaitu material Expendable, Rotable dan Repairable. Kondisi saat ini, proses perencanaan dan pengadaan material pada perusahaan PT. ABC dikelola secara terpusat pada dinas material management (TM). Dinas tersebut akan melakukan tugasnya berdasarkan demand dari unit produksi (TB, TL, TV) untuk menjalankan
maintenance. Dinas yang memiliki ranah kerja di bidang produksi akan
memproyeksikan jumlah aktivitas maintenance yang akan terjadi dalam periode 1 tahun, meliputi tipe pesawat, jenis maintenance, jadwal maintenance, serta kebutuhan material dengan mengadopsi sistem MRP dan kebutuhan manhours secara keseluruhan. Setelah itu, dinas tersebut akan berkoordinasi dengan dinas TM terkait pengadaan material dan pengendalian persediaan.
Sistem perencanaan pengadaan material untuk project Base Maintenance dilakukan oleh tim planner dinas produksi base maintenance (TB) dan dinas TM. Tim Planner dinas produksi bertugas menurunkan daftar material yang dibutuhkan
25
dalam aktivitas maintenance kedepan beserta jumlahnya, kemudian diajukan kepada tim planner dinas TM. Saat ini, tim planner dinas produksi menggunakan metode Moving Average dalam membuat daftar kebutuhan material plan berdasarkan data historis pemakaian aktual material selama periode 2 tahun sebelumnya. Kemudian, tugas dari tim planner dinas TM ialah meninjau kembali daftar material yang diajukan oleh dinas produksi dengan cara melihat tren kebutuhan periode sebelumnya. Setelah itu, tim planner dinas TM akan menentukan jumlah material yang akan dibeli oleh tim purchaser dengan mempertimbangkan kondisi persediaan. Dalam hal ini, sistem pengendalian persediaan dilakukan dengan metode Min-max. Kemudian, dokumen kebutuhan material yang sudah final akan menjadi input bagi sistem dan tercatat sebagai PO kemudian diproses oleh tim purchaser untuk proses pembelian / pengadaan material.
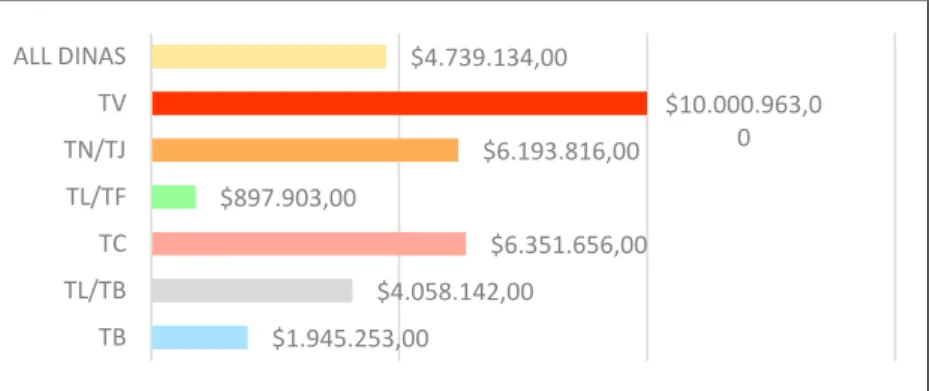
Berdasarkan data yang diperoleh dari dinas TM, nilai material
unconsumed dari keseluruhan dinas di PT. ABC sebesar USD 34.186.871. Nilai
tersebut merupakan nilai pembelian material yang telah datang di gudang PT. ABC terhitung sejak 1 Januari 2016 dan tidak digunakan untuk aktivitas produksi hingga 31 Desember 2017. Sehingga nilai tersebut merupakan value inventory gabungan dari material tidak bergerak dan sisa material bergerak. Total value unconsumed
inventory tersebut merupakan nilai gabungan dari semua dinas di PT. ABC.
Persentase nilai value unconsumed inventory untuk masing-masing dinas dapat dilihat pada Gambar 1.1
Gambar 1. 1 Value Inventory per dinas pada PT. ABC Tahun 2016-2017
$1.945.253,00 $4.058.142,00 $6.351.656,00 $897.903,00 $6.193.816,00 $10.000.963,0 0 $4.739.134,00 TB TL/TB TC TL/TF TN/TJ TV ALL DINAS
26
Pada Gambar 1.1 terdapat rincian value unconsumed inventory dari dinas TB, TV, TC dan beberapa klasifikasi material yang dapat digunakan oleh irisan antara 2 dinas (TL/TB, TL/TF, TN/TJ) dan general parts yang dapat digunakan oleh semua dinas. Kemudian, jika dibagi menurut sumber purchase order dari value
unconsumed tersebut, persentase terbesar dari value unconsumed inventory
keseluruhan GMF berasal dari item Planning yaitu sebesar 49%, kemudian Rush
Order sebesar 31%, Lain-lain 10%, List Provisioning 6%, dan A0G 3%. Item Planning terdiri dari daftar material yang masuk dalam material plan yang
kemudian dibeli dan terdapat pengendalian terhadap tingkat persediaannya dengan metode min-max. Material yang dibeli dengan sistem Rush Order berupa material yang dibutuhkan untuk tindakan maintenance di luar dari estimasi atau di luar rencana. Sehingga, sering kali material tersebut tidak tersedia karena tidak ada pengendalian khusus terhadap tingkat persediaannya. Material yang termasuk dalam list Provisioning merupakan daftar material rujukan dari pihak OEM (Original Equipment Manufacturer) dan beberapa lembaga resmi yang mengatur regulasi terkait kelayakan terbang (airworthiness). Pengadaan material dengan sistem AOG (Aircraft on Ground) merupakan salah satu bagian dari sistem pembelian Rush Order. Kondisi ini terjadi ketika material tidak tersedia saat dibutuhkan untuk aktivitas maintenance. Satu hal yang membedakan antara sistem pembelian material AOG dan Rush Order ialah Lead time. Untuk sistem pembelian
Rush Order memiliki batas waktu tunggu maksimal hingga 14 hari sedangkan untuk
pembelian material dengan sistem AOG maksimal 1 x 24 jam material harus tiba di
line station. Persentase sumber value unconsumed material untuk keseluruhan PT.
27
Gambar 1. 2 Diagram Persentase Value Sumber Pembelian terhadap Total
Inventory Tahun 2016-2017
Pada Gambar 1.2 dapat dilihat bahwa item Planning menjadi sumber value
unconsumed inventory terbesar di perusahaan. Value unconsumed inventory dari
pembelian item planning memiliki nilai sejumlah USD 16.901.455. Akurasi dari sistem perencanaan pengadaan material dapat dilihat dari pemakaian aktual material dibandingkan dengan daftar material plan. Berdasarkan data pemakaian material untuk aktivitas maintenance dinas TB selama tahun 2017, sebanyak 4689
part number telah sesuai dengan daftar part number yang terdapat di daftar material plan dan sejumlah 4708 part number merupakan material yang berada di luar plan.
Berikut ini adalah diagram yang menggambarkan jumlah part number pemakaian aktual dibandingkan dengan daftar material plan untuk project dinas TB.
Gambar 1. 3 Diagram Persentase Pemakaian Aktual Material terhadap
Material Plan
Pada Gambar 1.3 dapat dilihat bahwa secara keseluruhan penggunaan material untuk proyek base maintenance yang dilakukan oleh dinas TB memiliki persentase yang seimbang. Di sisi lain, tingkat konsumsi material yang terdapat pada list material plan juga dapat digunakan sebagai parameter penilaian akurasi
PLANNING RUSH ORDER
LAIN-LAIN PROVISIONING
Planned 50% Unplanned
28
planning yang telah dilakukan. Terdapat 6325 part number yang masuk dalam list material plan 2017 proyek dinas TB, di mana 3124 part number di antaranya
digunakan dalam pemakaian aktual dan 3201 part number lainnya tidak digunakan untuk aktivitas maintenance selama periode 2017. Persentase tingkat kosumsi material dalam material plan terhadap pemakaian aktual selama periode 2017 dapat dilihat pada Gambar 1.4.
Gambar 1. 4 Diagram Persentase Tingkat Konsumsi Planned Material Pada Gambar 1.4, dapat dilihat bahwa 49% material yang tercantum pada list material plan benar-benar digunakan dalam aktual pemakaian untuk proyek dinas TB. Sedangkan 51% material yang terdapat dalam list material plan tidak digunakan untuk aktivitas maintenance dinas TB selama periode 2017. Berdasarkan dua kondisi di atas, dapat dilihat bahwa sistem perencanaan pengadaan material masih belum efektif karena masih terdapat banyak material yang dibutuhkan namun belum tercover di dalam daftar material plan dan masih banyak material yang terdapat dalam list material plan namun utilisasinya rendah. Sehingga perlu adanya perancangan model baru terkait perencanaan pengadaan material khususnya komponen expendable agar biaya yang dikeluarkan untuk pengadaan material dapat efisien serta inventory yang ada di gudang dapat diminimalisir. Penggunaan metode konvensional, yakni berdasarkan data historis dinilai kurang relevan dengan kondisi bisnis industri perawatan pesawat yang memiliki tingkat kompleksitas dan ketidakpastian yang tinggi. Dalam penelitian ini, penulis akan membahas tentang perancangan metode perbaikan pada sistem perencanaan pengadaan suku cadang khususnya material expendable untuk kebutuhan proyek maintenance dinas TB.
Needed 49% Unneeded
29
1.2 Rumusan Masalah
Berdasarkan permasalahan yang telah dijelaskan pada subbab sebelumnya, maka rumusan masalah yang akan dibahas dalam penelitian tugas akhir ini adalah bagaimana cara meningkatkan akurasi peramalan dan efektifitas kebijakan pengadaan suku cadang untuk aktivitas perawatan pesawat terbang. Rumusan masalah tersebut diselesaikan dengan harapan dapat mengurangi dampak pada cost yang tinggi dan terjadinya kelebihan persediaan.
1.3 Tujuan
Tujuan yang ingin dicapai pada penelitian tugas akhir ini antara lain: 1. Mengevaluasi sistem eksisting terkait sistem perencanaan dan pengadaan
material expendable di PT. ABC.
2. Membuat rekomendasi perbaikan terkait sistem perencanaan dan pengadaan material expendable pada PT. ABC guna efisiensi terhadap biaya pengadaan material dan minimasi excess inventory.
1.4 Manfaat
Manfaat yang dapat diperoleh dari penelitian tugas akhir ini adalah sebagai berikut:
1. Adanya evaluasi terhadap kebijakan eksisting pada sistem perencanaan dan pengadaan material expendable pada perusahaan PT. ABC.
2. Adanya rekomendasi perbaikan terhadap metode perencanaan dan nilai
min-max optimum dalam pengadaan material. Sehingga output dari
penelitian ini dapat dijadikan dasar continuous improvement dengan tambahan penyesuaian terhadap prosedur dan kebijakan perusahaan.
1.5 Ruang Lingkup
Ruang lingkup dalam penelitian tugas akhir ini meliputi batasan dan asumsi sebagai berikut:
1.5.1. Batasan
30
1. Evaluasi perencanaan material pada penelitian ini menggunakan data list
material plan 2017 dan aktual pemakaian material 2017 khusus untuk
lingkup dinas TB (Base Maintenance).
2. Evaluasi dan rekomendasi perbaikan pada penelitian ini dirancang khusus untuk pengadaan material expandable.
3. Data yang diolah pada penelitian ini berasal dari dinas TM dan TB.
1.5.2. Asumsi
Asumsi yang digunakan dalam penelitian Tugas Akhir ini antara lain: 1. Nilai biaya simpan (holding cost) per tahun setara dengan 10% dari nilai
pembelian per tahun.
2. Nilai biaya pemesanan (reorder cost) per tahun setara dengan 20% dari nilai pembelian per tahun.
3. Apabila terdapat nilai min-max eksisting sama dengan 0, maka diasumsikan material tersebut menggunakan sistem pengadaan rush order di mana lead time masih berada di dalam range TAT produksi.
1.6 Sistematika Penulisan
Adapun sistematika penulisan yang digunakan penulis dalam menyusun laporan tugas akhir ini adalah sebagai berikut:
BAB 1 PENDAHULUAN
Pada Bab 1 akan dijelaskan mengenai latar belakang yang mendasari penelitian pada objek amatan yaitu PT. ABC dan topik yang diangkat oleh penulis dalam penelitian ini. Kemudian dilanjutkan dengan penjabaran tujuan dan manfaat dari penelitian yang dilakukan, serta dilengkapi ruang lingkup dan sistematika laporan penyusunan Tugas Akhir.
BAB 2 TINJAUAN PUSTAKA
Pada Bab 2 akan diberikan landasan teori dari beberapa literatur yang digunakan oleh penulis sebagai acuan dalam penyelesaian permasalahan yang dihadapi.
31
BAB 3 METODOLOGI PENELITIAN
Pada Bab 3 akan diberikan gambaran metodologi penelitian dalam bentuk
flowchart yang terdiri dari tahapan-tahapan proses atau urutan langkah yang
dilakukan oleh penulis dalam menjalankan penelitian.
BAB 4 PENGUMPULAN DAN PENGOLAHAN DATA
Pada bab 4 akan berisi hasil pengumpulan data yang diperoleh selama penelitian yang kemudian akan diolah guna mencari solusi permasalahan yang ada serta mencapai tujuan dari penelitian. Adapun data yang digunakan meliputi; alur proses pengadaan material, data pembelian material, data pemakaian aktual material dan data-data pendukung lainnya.
BAB 5 ANALISIS HASIL
Pada bab 5 akan diberikan analisa terhadap hasil dari pengolahan data pada bab sebelumnya. Analisa yang dilakukan berupa evaluasi serta pemilihan rekomendasi perbaikan terkait metode perencanaan dan pengadaan material
expendable.
BAB 6 KESIMPULAN DAN SARAN
Pada bab 6 berisi tentang penarikan kesimpulan berdasarkan analisa pada bab sebelumnya untuk menjawab tujuan penelitian serta memberikan saran bagi perusahaan maupun penelitian selanjutnya.
32
33
BAB 2
TINJAUAN PUSTAKA
Pada bab ini akan diberikan beberapa teori dari berbagai literatur yang menjadi dasar pemahaman penulis dalam menentukan metode penelitian yang sesuai untuk menghadapi permasalahan yang ada. Dengan adanya studi literatur, diharapkan penulis dapat memiliki pedoman yang kuat dalam mencari solusi permasalahan dan mencapai tujuan penelitian.
2.1 Manajemen Persediaan
2.1.1. Inventory
Menurut Herjanto (1999), persediaan adalah bahan atau barang yang disimpan untuk memenuhi tujuan tertentu, misalnya untuk proses produksi atau perakitan, untuk dijual kembali, dan untuk suku cadang dari suatu peralatan atau mesin. Persediaan dapat berupa bahan baku (raw material), bahan pembantu, barang dalam proses (work in process), barang jadi (finished products) ataupun suku cadang (spareparts). Fungsi utama persediaan yaitu sebagai penyangga dan penghubung kegiatan perusahaan dalam kebijakan perawatan yang digunakan. Fungsi lain persediaan yaitu sebagai stabilisator harga terhadap fluktuasi permintaan.
2.1.2. Faktor-faktor yang Mempengaruhi Persediaan
Menurut Ristono (2009), dalam buku yang berjudul Manajemen Persediaan, memaparkan baha besar-kecil nya persediaan bahan baku dan bahan penolong dipengaruhi oleh :
a. Volume atau jumlah yang dibutuhkan untuk menjaga kelangsungan (kontinuitas) proses produksi. Semakin banyak jumlah bahan baku yang dibutuhkan, maka akan semakin besar tingkat persediaan bahan baku.
Volume produksi yang direncanakan, hal ini ditentukan oleh kebutuhan di
masa lalu dan ramalan kebutuhan yang akan datang. Semakin tinggi
volume produksi yang direncanakan maka membutuhkan persediaan yang
34
b. Kontinuitas atau keberlangsungan aktivitas produksi yang terus-menerus, sehingga membutuhkan tingkat persediaan yang tinggi agar mampu memenuhi kebutuhan sewaktu-waktu.
c. Tingkat ketahanan (durability) bahan baku / bahan penolong yang beragam. Barang yang memiliki sifat durability rendah tidak dapat disimpan dalam waktu yang lama, sehingga tidak perlu disimpan dalam jumlah yang banyak. Sedangkan untuk bahan baku yang memiliki sifat tahan lama, maka perusahaan dapat melakukan pembelian dalam jumlah yang besar sekaligus dan disimpan di dalam gudang.
Sehingga, besar-kecilnya persediaan yang ada pada perusahaan sangat bergantung dari beberapa faktor antara lain; Ramalan kebutuhan berdasarkan data historis, Jadwal proses produksi, dan Sifat dari bahan baku yang akan disimpan menjadi persediaan.
2.1.3. Inventory Control
Menurut Indrajit dan Djokopranoto (2011), diperlukan adanya suatu sistem pengendalian persediaan untuk menjaga keberlangsungan operasional suatu industri dengan mempertimbangkan kondisi dan biaya inventory. Salah satu metode
inventory control yang dapat digunakan yaitu dengan formula min-max stock.
Dalam penerapan metode min-max, meliputi beberapa tahapan berikut :
a. Menentukan Persediaan Pengaman (Safety stock). Safety stock merupakan persediaan ekstra yang perlu diperhitungkan untuk mengantisipasi hal-hal yang terjadi di luar rencana, seperti: keterlambatan kedatangan barang, kerusakan barang, dan lain-lain.
b. Menentukan Persediaan Minimum (Minimum Inventory). Minimum stock adalah suatu titik di mana pemesanan kembali harus diadakan sehingga kedatangan barang dapat sesuai dengan estimasi waktu, yaitu ketika kondisi persediaan sama dengan safety stock. Dalam metode lain,
minimum stock juga disebut Reorder Point.
c. Menentukan Persediaan Maksimum (Maximum Inventory). Maximum
stock merupakan jumlah persediaan maksimum yang diperbolehkan untuk
35
2.1.4. Kebijakan Pengadaan Material
Kebijakan pengisian kembali persediaan (replenishment) terdiri dari keputusan kapan pemesanan akan dilakukan kembali, dan berapa banyak jumlah yang dipesan (Chopra & Meindl, 2007). Sedangkan menurut Silver, Pyke dan Peterson (1998), pengendalian persediaan didasarkan pada tiga aspek mendasar yaitu kapan pemesanan akan dilakukan kembali, berapa frekuensi optimal pemesanan harus dilakukan, dan seberapa besar jumlah pemesanan tersebut. Terdapat empat klasifikasi sistem pengendalian persediaan yang masing-masing akan dijelaskan sebagai berikut.
1. Sistem Persediaan Deterministik
Menurut Tersine (1994), sistem persediaan deterministik yaitu sistem persediaan yang parameter dan seluruh variabelnya diketahui secara pasti. Model yang dikembangkan dalam sistem ini sering dinamakan dengan Lot Sizing Model, karena keputusan sistem persediaan akan didasarkan pada kuantitas item (Lot Size). Sistem persediaan deterministik akan memudahkan perusahaan dalam melakukan analisa kebijakan persediaan. Model lot size yang paling sederhana yaitu Economic
Order Quantity (EOQ).
2. Sistem Persediaan Probabilistik
Model persediaan probabilistik merupakan sebuah model dimana parameter dan variabel yang ada menunjukkan adanya suatu ketidakpastian dan bersifat
random (acak). Ketidakpastian dalam model ini dapat dipengaruhi oleh fluktuasi
jumlah permintaan (demand quantity) dan waktu pengiriman (lead time) dimana dapat mengakibatkan terjadinya stockout (kekurangan persediaan). Untuk mengatasi terjadinya stockout yang akan berpengaruh terhadap kepuasan konsumen (service level), maka dibuat suatu kebijakan untuk menyimpan sejumlah persediaan dalam gudang (SS). Customer service level merupakan kemampuan suatu perusahaan untuk dapat memenuhi seluruh permintaan konsumen dalam suatu periode tertentu (Tersine, 1994). Nilai service level ini akan berpengaruh pada SS yang diharapkan dimana semakin tinggi service level yang ditetapkan maka semakin tinggi pula SS yang harus disimpan. Sistem persediaan probabilistik terbagi menjadi 2 bagian yaitu continuous review dan periodic review.
36
a. Sistem Persediaan Continuous Review
Kebijakan continuous review dapat juga dikatakan sebagai kebijakan fix
order quantity model atau model (Q, R), dimana pada model ini pemesanan
dengan jumlah Q akan dilakukan ketika persediaan telah mencapai ROP (titik pemesanan kembali) (Li, 2011). Dalam model kebijakan continuous review, jumlah pemesanan tidak akan berubah dari satu periode ke periode lainnya dan waktu antar pemesanan akan berfluktuasi tergantung pada variasi permintaan yang terjadi. Tujuan sistem persediaan ini yaitu untuk menentukan nilai optimum kuantittas pemesanan (Q) dan reorder level nya (R) sehingga dapat meminimalkan total biaya persediaan yang terdiri dari biaya pemesanan, biaya penyimpanan, dan biaya shortage (tidak tersedianya persediaan).
Order Point, Order Up to Level (s,S) System
Sistem ini merupakan sistem persediaan dimana pemesanan akan dilakukan ketika persediaan telah mencapai tingkat s atau lebih rendah maka akan dilakukan pemesanan sebesar S yang merupakan maksimum stok.
Replenishment pada sistem ini akan dilakukan ketika posisi persediaan sama
atau kurang dari ROP (S). Sama halnya dengan sistem (s,Q) dimana pergantian persediaan dilakukan hingga tingkat persediaan mencapai posisi
order-up-to level S , dimana S = s + Q. Sehingga kebijakan pemesanan dalam
metode ini yaitu melakukan pemesanan hingga tingkat persediaan mencapai S jika posisi persediaan telah mencapai batas s, seperti yang terlihat pada gambar 2.5 berikut ini :
Gambar 2. 1 Bagan Kebijakan Persediaan dengan Pendekatan (s,S)
37
b. Sistem Persediaan Periodic Review
Kebijakan periodic review atau dapat disebut sebagai T-system merupakan sistem persediaan yang memantau tingkat inventory dengan T (interval waktu) yang sama. Menurut Chopra dan Meindl (2007), status persediaan akan dimonitor pada interval waktu yang sama dan pemesanan akan dilakukan hingga mencapai suatu batas tertentu. Pada sistem ini, periode pemesanan akan selalu tetap meskipun jumlah pemesanan berubah-ubah. Tujuan dari sistem ini yaitu menentukan nilai optimum pada periode waktu pemesanan (T) dan nilai persediaan maksimal (S) yang dapat meminimalkan total biaya persediaan. Periode pemesanan akan dilakukan menurut keputusan perusahaan karena setiap perusahaan akan memiliki kebijakan masing-masing dalam menentukan periode pemesanan (dilakukan setiap akhir minggu, setiap pagi, atau di akhir bulan).
2.1.5. Safety Stock
Persediaan pengaman menurut Herjanto (2008), adalah persediaan yang dicadangkan untuk kebutuhan selama menunggu barang datang. Persediaan pengaman berfungsi untuk melindungi atau menjaga kemungkinan terjadinya kekurangan barang, misalnya karena penggunaan barang yang lebih besar dari perkiraan semula atau keterlambatan dalam penerimaan barang yang dipesan.
Pemesanan suatu barang sampai barang tersebut sampai di gudang, diperlukan jangka waktu yang bisa bervariasi dari beberapa jam sampai beberapa bulan. Perbedaan waktu antara saat melakukan pemesanan sampai saat barang tiba dikenal dengan istilah waktu tenggang (lead time). Waktu tenggang sangat dipengaruhi oleh ketersediaan dari barang itu sendiri dan jarak lokasi antara pembeli dan pemasok berada. Selama waktu tenggang, diperlukan adanya persediaan yang dicadangkan untuk kebutuhan selama menunggu barang datang, yaitu disebut dengan persediaan pengaman. (Heizer & Render, 2005)
Ketika permintaan selama waktu tenggang (lead time) tidak dapat diketahui sebelumnya secara pasti, maka deviasi kapan persediaan dibutuhkan dan kapan persediaan datang harus diketahui. Jika rata-rata permintaan selama periode kedatangan pesanan ditransformasi maka perilaku penyimpangan tingkat
38
permintaan tersebut akan menyebar sehingga deviasi penyebaran itu akan dapat digunakan untuk memperkirakan persediaan cadangan (safety stock) yang berdasar pada perilaku penyimpangan variabel-variabel yang mempengaruhi dan dinyatakan dalam σ dapat dihitung dengan formula sebagai berikut:
𝑆𝑆 = 𝑍 × 𝜎 × √𝐿𝑇
(2.1) Keterangan : SS : Safety stock Z : service level σ : standar deviasi LT : lead time 2.1.6. Reorder Point
Titik pemesanan kembali (reorder point) menurut Herjanto (2008), adalah jumlah persediaan yang menandai saat harus dilakukan pemesanan ulang sedemikian rupa, sehingga kedatangan atau penerimaan barang yang dipesan dengan tepat waktu (di mana persediaan di atas persediaan pengaman sama dengan nol). Titik ini menandakan pembelian harus segera dilakukan untuk menggantikan persediaan yang telah digunakan. Jika ROP ditetapkan terlalu rendah, persediaan akan habis sebelum persediaan pengganti diterima sehingga produksi dapat terganggu atau permintaan pelanggan tidak dapat dipenuhi. Namun, jika titik pemesanan kembali ditetapkan terlalu tinggi, maka persediaan baru sudah datang sementara persediaan di gudang masih banyak. Keadaan ini mengakibatkan pemborosan biaya dan investasi yang berlebihan. Formula penentuan titik pemesanan kembali dapat dituliskan sebagai berikut (Heizer & Render, 2015): 𝑅𝑂𝑃 = 𝑑 × 𝐿 + 𝑆𝑆
(2.2) Keterangan :
ROP : Reorder point d : Permintaan
L : Waktu tenggang (lead time) SS : Safety stock
39
Hubungan antara waktu tenggang (lead time), persediaan pengaman
(safety stock), dan titik pemesanan kembali (reorder point) dapat digambarkan
dalam satu bagan sebagaimana dijelaskan pada gambar berikut ini:
2.2 Teori Peramalan (Forecasting)
Untuk menghadapi permintaan di masa yang akan datang dengan tingkat ketidak-pastian yang tinggi, diperlukan upaya untuk menyelesaikan permasalahan tersebut dengan model pendekatan yang sesuai dengan perilaku data aktual. Salah satu metode yang dapat digunakan adalah dengan Peramalan (forecasting). Peramalan diperlukan di samping untuk memperkirakan apa yang terjadi di masa yang akan datang juga dibutuhkan oleh para pengambil keputusan sebagai dasar untuk membuat perencanaan.
1. Definisi Peramalan
Menurut Biegel (1999), “Peramalan adalah kegiatan memperkirakan tingkat permintaan produk yang diharapkan untuk suatu produk atau beberapa produk dalam periode waktu tertentu di masa yang akan datang.”
Menurut S. Elwood (1996), “Peramalan atau forecasting diartikan sebagai penggunaan teknik-teknik statistik dalam bentuk gambaran masa depan berdasarkan pengolahan angka-angka historis.”
Q+S ROP SS L Tingkat persediaan waktu T
40
Menurut Makridakis (1988), “Peramalan merupakan bagian internal dari kegiatan pengambilan keputusan manajemen.” Kebutuhan akan peramalan meningkat sejalan dengan usaha manajemen untuk mengurangi ketergantungannya pada hal-hal yang belum pasti. Peramalan menjadi lebih ilmiah sifatnya dalam menghadapi lingkungan manajemen. Karena setiap organisasi berkaitan satu sama lain, baik buruknya forecast dapat mempengaruhi seluruh bagian organisasi.
Dalam peramalan (forecasting) tidak jarang terjadi kesalahan seperti; kebutuhan aktual sering tidak sama dengan nilai eksak yang diperkirakan. Ada 3 cara untuk mengakomodasi perkiraan, yaitu: yang pertama adalah mencoba mengurangi kesalahan dalam melakukan peramalan. Yang kedua adalah membuat fleksibilitas pada operasi dan yang terakhir adalah mengurangi waktu tunggu yang dibutuhkan dalam peramalan.
2. Jenis-jenis Peramalan
Situasi peramalan sangat beragam berdasarkan horizon waktu peramalan, faktor yang menentukan hasil sebenarnya, tipe pola data dan berbagai aspek lainnya. Untuk menghadapi penggunaan yang luas seperti itu, beberapa teknik telah dikembangkan.
Peramalan pada umumnya dapat dibedakan dalam berbagai segi tergantung pada cara melihatnya. Jangka waktu peramalan dapat dikelompokkan menjadi 3 kategori (Heizer & Render, 1996), yaitu:
a. Peramalan jangka pendek, yaitu peramalan yang dilakukan untuk menentukan hal-hal yang akan datang untuk periode kurang dari 1 bulan. Peramalan ini digunakan untuk mengambil keputusan dalam hal penjadwalan kerja, penugasan karyawan, dan lain-lain keputusan control jangka pendek.
b. Peramalan jangka menengah, yaitu peramalan yang dilakukan untuk hal-hal yang akan datang untuk periode 3 bulan sampai 3 tahun. Peramalan ini digunakan untuk mengambil keputusan dalam hal perencanaan penjualan, pembelian material, perencanaan produksi, dan lain-lain keputusan control jangka menengah.
c. Peramalan jangka panjang, yaitu peramalan yang dilakukan untuk hal-hal yang akan datang untuk periode lebih dari 3 tahun. Peramalan ini
41
digunakan untuk mengambil keputusan dalam hal perencanaan produk, penanaman modal, perencanaan fasilitas & sumber daya perusahaan, dan lain-lain keputusan control jangka panjang.
3. Jenis-jenis Pola Data Peramalan
Langkah penting dalam menentukan metode peramalan yang tepat adalah dengan mempertimbangkan jenis pola data, sehingga metode yang paling tepat adalah dengan mengidentifikasi pola tersebut kemudian diuji apakah metode yang digunakan telah sesuai. Pola data dapat dibedakan menjadi 4 jenis (Makridakis, 1988) yaitu:
a. Pola Horizontal (Horizontal Data Pattern)
Pola data ini terjadi apabila data berfluktuasi di sekitar nilai rata-rata. Suatu material yang penggunaannya tidak meningkat atau menurun selama jangka waktu tertentu mengikuti pola data jenis ini. Pola data horizontal relatif membutuhkan teknik peramalan dengan bentuk model yang sederhana agar dapat memudahkan pelaksanaan. Jenis data yang mengikuti pola ini juga membutuhkan asumsi tertentu dan transformasi data sehingga menjadi lebih stabil. Bentuk pola data horizontal ditunjukkan pada gambar berikut ini:
b. Pola Tren (Trend Data Pattern)
Pola data ini terjadi apabila terdapat kenaikan atau penurunan sekuler jangka panjang. Rangkaian trend ditandai dengan adanya kecenderungan arah data bergerak naik (growth) atau turun (decline). Dengan kata lain, data tersebut mengandung pola tren jika nilai rata-ratanya berubah pada periode tertentu. Bentuk pola data trend ditunjukkan pada gambar berikut ini:
42 c. Pola Musiman (Seasonal Data Pattern)
Pola data ini terjadi apabila suatu data dipengaruhi oleh faktor musiman (misal, kuartal tahun tertentu, bulan atau hari-hari pada minggu tertentu). Rangkaian musiman ditandai dengan pola pergantian yang berulang dari tahun ke tahun. Dalam mengembangkan peramalan untuk pola data musiman dibutuhkan estimasi indeks seasonal berdasarkan data histori. Bentuk pola data seasonal ditunjukkan pada gambar berikut ini:
d. Pola Siklis (Cyclied Data Pattern)
Pola data ini terjadi apabila data dipengaruhi oleh fluktuasi ekonomi jangka panjang seperti yang berhubungan dengan siklus bisnis. Pola data siklis sulit untuk dimodelkan karena pola tersebut memiliki tipikal yang tidak stabil/tetap. Bentuk pola data siklis ditunjukkan pada gambar berikut ini:
Gambar 2. 4 Trend Data Pattern
Gambar 2. 5 Seasonal Data Pattern
43
4. Metode-metode Peramalan
Metode peramalan sangat bervariasi bentuknya mulai dari metode tradisional hingga modern. Pemilihan metode peramalan yang tepat tergantung pada pola data dan informasi yang akan diproyeksikan serta tujuan yang hendak dicapai oleh organisasi atau perusahaan. Secara garis besar, metode peramalan dapat dibedakan menjadi 2 macam (Heizer & Render, 2015), yaitu:
a. Metode Kualitatif
Metode peramalan yang menggabungkan faktor intuisi, emosi, pendapat
(judgement) dan pengetahuan serta pengalaman dari penyusunnya.
Sehingga, hasil peramalan yang dilakukan oleh satu orang dengan lainnya dapat berbeda (Ishak, 2010). Terdapat 4 metode peramalan kualitatif yang baik dan sering digunakan yaitu; Executive Opinion, Delphi Method,
Market Survey dan Sales Force Composite (Heizer & Render, 2015)
b. Metode Kuantitatif
Metode peramalan yang didasari perhitungan data kuantitatif pada masa lalu dengan menggunakan predictor untuk masa mendatang (Assauri, 2008). Metode ini mengutamakan perhitungan numerik dengan menggunakan beberapa macam teknik statistik. Metode kuantitatif akan dapat digunakan jika memenuhi beberapa kondisi sebagai berikut:
• Adanya informasi / data masa lalu.
• Informasi / data yang dimiliki dapat dijadikan data numerik.
• Dapat diasumsikan bahwa pola data yang dimiliki akan berkelanjutan pada masa yang akan datang
- Metode Croston
Croston’s Method merupakan salah satu metode yang termasuk
Causal Models. Metode ini pertama kali muncul pada tahun 1972 yang dikembangkan oleh Croston. Metode ini menggunakan perhitungan jumlah permintaan dan waktu inter-arrival antar permintaan. Leven dan Segerstedt (2004) menjelaskan bahwa Croston mengusulkan metode yang dapat menangani kesulitan untuk permintaan intermittent. Metode Croston tidak hanya fokus pada permintaan melainkan metode ini juga
44
mempertimbangkan waktu antar permintaan ke dalam perhitungan Sehingga model ini sesuai untuk peramalan spare part yang memiliki pola permintaan intermittent. Kemudian, dijelaskan dalam penelitian Willemain , Charles dan Henry (2004) metode Croston digunakan untuk meramalkan permintaan yang bersifat lumpy, yaitu permintaan yang terjadi tidak setiap periode dan mempunyai varian yang tinggi, sehingga metode ini ditujukan untuk menghitung peramalan pada periode yang tidak terjadi permintaan atau permintaan sama dengan nol.
Metode Croston meramalkan rata-rata permintaan per periode dengan menerapkan exponential smoothing. Metode ini memisahkan besar permintaan yang diperbaharui (𝑍̅𝑡) dan interval permintaan (𝑃̅𝑡.). Dalam
peninjauan periode t, jika tidak ada permintaan pada periode tersebut maka estimasi besarnya permintaan dan waktu inter-arrival pada akhir waktu t, Zt
,
dan Pt masing-masing tetap tidak berubah. Persamaan metode Crostondibagi menjadi 2 yaitu; i. Jika Z(t) = 0 𝑍̅𝑡 = 𝑍̅𝑡−1 (2.9) 𝑃̅𝑡 = 𝑃̅𝑡−1 (2.10) 𝑞 = 𝑞 + 1 (2.11) ii. Jika X(t) ≠ 0 𝑍̅𝑡 = 𝑎𝑍𝑡+ (1 − 𝛼)𝑍̅𝑡−1 (2.12) 𝑃̅𝑡= 𝑎𝑞 + (1 − 𝛼)𝑃̅𝑡−1 (2.13) 𝑞 = 1
Kombinasi dari ukuran kuantitas permintaan dan interval kejadian permintaan per periode dapat ditulis dengan formula:
𝐹𝑡= 𝑍̅𝑡
𝑃̅𝑡 (2.14)
Keterangan:
𝑍̅𝑡 : Perkiraan ukuran kuantitas permintaan 𝑃̅𝑡 : Rata-rata interval antar permintaan q : Interval waktu sejak permintaan terakhir
45 Zt : Permintaan pada periode t
Ft : Rata-rata permintaan
- Metode Syntethos-Boylan Approximation
Metode Syntetos-Boylan Approximation (SBA) merupakan pengembangan dari metode Croston. Syntetos dan Boylan (2005), menunjukkan metode Croston yang asli adalah bias. Untuk memperbaiki bias tersebut maka Syntetos dan Boylan (2005) mengusulkan untuk menambahkan metode peramalan Croston dengan sebuah faktor (1 – 𝛼2). Sehingga metode SBA tidak jauh berbeda dengan metode Croston, yang membedakan hanya pada perhitungan permalan permintaan nya dimana dikalikan dengan (1 – 𝛼2).
𝐹𝑡 = (1 −𝛼2)𝑍̅𝑃̅𝑡𝑡 (2.15)
Keterangan:
𝑍̅𝑡 : Perkiraan ukuran kuantitas permintaan
𝑃̅𝑡 : Rata-rata interval antar permintaan
Ft : Rata-rata permintaan
5. Pengujian Tingkat Akurasi Peramalan
Hasil dari perhitungan metode peramalan yang dipilih perlu diuji kesalahan atau error untuk memastikan tingkat akurasi dari model forecast tersebut. Hal ini dibutuhkan karena adanya faktor ketidak-pastian yang tidak dapat dihilangkan melainkan harus diminimalisir. Keakuratan dan pengendalian peramalan adalah aspek penting dari peramalan, sehingga untuk mengukur tingkat akurasi peramalan perlu ada indikasi sejauh mana ramalan dapat menyimpang dari nilai variabel yang benar-benar terjadi. Sehingga hal ini akan memberikan perspektif yang lebih baik bagi penggunanya. Menurut (Stevenson & Chee Chuong, 2014), bahwa terdapat 3 parameter kesalahan yang digunakan untuk mengukur tingkat kesalahan, yaitu:
a. Mean Absolute Deviation (MAD)
MAD merupakan salah satu metode yang digunakan untuk mengevaluasi metode peramalan dengan menggunakan jumlah dari kesalahan-kesalahan
46
yang absolut. Metode ini dapat digunakan untuk mengukur kesalahan ramalan dalam unit yang sama sebagai deret asli. Nilai MAD dapat dihitung dengan menggunakan rumus sebagai berikut:
𝑀𝐴𝐷 =1𝑛∑𝑛𝑡=1|𝐴𝑡− 𝐹𝑡| (2.16)
Keterangan :
At : Permintaan aktual pada periode t Ft : Forecast permintaan pada periode t n : Jumlah periode yang akan diramal
b. Mean Square Error (MSE)
MSE adalah metode lain untuk mengevaluasi metode peramalan. Masing-masing nilai error dikuadratkan sehingga dapat mengatur kesalahan peramalan yang besar. Berikut ini formula yang digunakan untuk menghitung nilai MSE: 𝑀𝑆𝐸 =1𝑛∑𝑛𝑡=1(𝐴𝑡− 𝐹𝑡)2 (2.17)
Keterangan :
At : Permintaan aktual pada periode t Ft : Forecast permintaan pada periode t n : Jumlah periode yang akan diramal
Tingkat akurasi suatu metode peramalan lebih baik jika nilai MSE lebih atau paling kecil jika dibandingkan dengan hasil nilai hitung MSE metode lainnya.
2.3 Simulasi Monte Carlo
2.3.1. Pengertian Simulasi Monte Carlo
Simulasi adalah sebuah metode analitik yang bertujuan untuk membuat tiruan dari sebuah sistem yang mempunyai sifat acak. Pembangunan model Simulasi Monte Carlo didasarkan pada probabilitas yang diperoleh data historis sebuah kejadian dan frekuensinya, di mana (Cahyo 208:13):
𝑃𝑖 = 𝑓𝑖 𝑛⁄ (2.18)
Keterangan:
Pi : Probabilitas kejadian i
47
n : Jumlah frekuensi semua kejadian
Tetapi dalam Simulasi Monte Carlo, probabilitas juga dapat ditentukan dengan mengukur probabilitas sebuah kejadian terhadap suatu distribusi tertentu. Metode ini relatif mudah dan sederhana, namun mampu mengakomodasi outcome yang mempunyai faktor ketidakpastian. Hal ini dilakukan dengan cara menentukan berbagai nilai outcome beserta probabilitasnya kemudian melakukan simulasi berdasarkan output bilangan acak terhadap probabilitas outcome. Bilangan acak yang digunakan dalam Simulasi Monte Carlo merupakan sebuah representasi dari situasi yang tidak pasti dalam sebuah sistem yang sebenarnya. (Banks & Nelson, 1996). Pengambilan sampel dalam menggunakan bilangan acak dengan prinsip kerja membangkitkan bilangan-bilangan tersebut dari suatu variabel acak yang telah diketahui distribusinya. Sehingga, semua teknik sampling statistik yang dilakukan dalam Simulasi Monte Carlo dapat digunakan untuk memperkirakan solusi terhadap masalah-masalah kuantitatif.
2.3.2. Langkah Penting dalam Simulasi Monte Carlo
Menurut (Sediawan, 2013) terdapat 3 langkah penting dalam melakukan Simulasi Monte Carlo, antara lain:
1. Membangun distribusi populasi yang erat mewakili distribusi populasi dari sistem nyata.
2. Menghasilkan nomor acak mengikuti distribusi populasi, untuk mewakili sifat atau kondisi komponen yang membentuk sistem
3. Memprediksi sifat sistem makroskopik didasarkan pada ekspektasi matematis dari sistem yang disimulasikan.
Dalam metode Monte Carlo, simulasi sistem yang terdiri dari sejumlah unit/partikel yang memiliki kondisi acak, dan distribusinya dibuat semirip mungkin dengan sistem nyata yang dilakukan melalui generasi nomor acak. Sifat sistem makroskopik hanya didekati dengan probabilitas matematis yang relevan.
2.3.3. Elemen-elemen Simulasi Monte Carlo
Menurut (Yeh & Sun, 2013), Simulasi Monte Carlo memerlukan beberapa elemen berikut ini:
48 1. Probability density function (pdf)
2. Generator random number untuk menyediakan bilangan acak
3. Sampling prescription, sampel dari p.d.f. tertentu dengan interval pada bilangan acak
4. Calculation, di mana hasil yang muncul akan digunakan sebagai total
value
5. Miscalculation, di mana terdapat hubungan antar jumlah terjadinya
statistical error dan fungsi dari bilangan lain yang perlu dipastikan
6. Variation reducing technique, untuk mempersingkat waktu yang dibutuhkan dalam melakukan simulasi
7. Horizontal and vertical integration, untuk menerapkan simulasi secara efektif ke dalam struktur sistem komputasi
2.3.4. Replikasi dalam Simulasi Monte Carlo
Untuk mengetahui apakah jumlah replikasi yang dilakukan sudah cukup untuk membuat keputusan, maka dapat dilakukan beberapa langkah sebagai berikut:
1. Lakukan percobaan dengan jumlah awal replikasi (n) tertentu
2. Jelaskan model simulasi dan dapatkan output yang menjadi fokus observasi. Dapatkan nilai halfwidth (hw) atau error dengan rumus berikut: ℎ𝑤 = 𝑒 = 𝑡(𝛼 2,𝑛 −1)× 𝑠 √𝑛 ...(2.19) keterangan : 𝑡(𝛼
2,𝑛 −1) : nilai dari tabel t distribusi dengan nilai derajat kebebasan (n
-1), α = 5%
𝑠 : standar deviasi sample simulasi 𝑛 : jumlah replikasi
3. Lakukan evaluasi terhadap nilai hw, apabila sudah cukup maka gunakan n pada percobaan pertama. Namun jika diinginkan nilai hw yang lebih kecil maka dilakukan perhitungan n’ dengan menggunakan hw baru sebagai input perhitungan :
49 𝑛′ = [𝑡(𝛼2,𝑛 −1) 𝑠 ℎ𝑤′ ] 2 ...(2.20)
50
51
BAB 3
METODOLOGI PENELITIAN
Pada bab ini akan dijelaskan mengenai metodologi penelitian yang meliputi tahapan-tahapan proses penelitian. Tahapan atau urutan langkah yang terdapat pada metodologi akan dijadikan penulis sebagai pedoman dalam melakukan penelitian secara sistematis dan terarah sehingga dapat mencapai tujuan penelitian
Start
Studi Literatur
Manajemen Persediaan Manajemen Pengadaan Material
Metode-metode Peramalan Simulasi Monte Carlo
Studi Lapangan
Proses Bisnis Perusahaan Kebijakan Perencanaan & Pengadaan
Material Eksisting
Pengumpulan Data
Interview Stakeholder
Data Material Plan
Data Pembelian Material
Data Pemakaian Aktual Material
Prosedur Bisnis Pengadaan Material
C
52
Pengolahan Data Awal Klasifikasi ABC
Menentukan sample
Klasifikasi Demand Pattern
Evaluasi Sistem Eksisting
Evaluasi Kondisi Eksisting Sistem Perencanaan Kebutuhan Material Evaluasi Kondisi Eksisting Sistem Pengadaan Material Perancangan Rekomendasi Perbaikan Rekomendasi Perbaikan Sistem Perencanaan Rekomendasi Perbaikan Sistem Pengadaan Metode Croston Metode SBA Perhitungan Tingkat Akurasi Metode Forecasting C C
53 C Rekomendasi Perbaikan Sistem Pengadaan Perhitungan Nilai (s,S) Perancangan Simulasi Running Simulasi
Gambar 3. 1 Flowchart Metodologi Penelitian (lanjutan 2)
Berikut ini adalah beberapa tahapan yang perlu dilakukan oleh penulis selama penelitian:
1. Studi Literatur
Pada tahap ini dilakukan kegiatan pembelajaran terkait literatur-literatur yang mendukung tujuan penelitian. Studi literatur yang dilakukan meliputi kajian terhadap literatur buku, jurnal dan penelitian terdahulu yang berkaitan dengan penelitian yang dilakukan. Tahapan ini bertujuan untuk menentukan konsep atau teori yang relevan dan juga dapat digunakan dalam penyelesaian permasalahan dan pencapaian tujuan penelitian. Kajian pustaka yang dilakukan meliputi; Teori Manajemen Persediaan, Teori Peramalan dan Simulasi Monte Carlo.
2. Studi Lapangan
Tahapan ini diperlukan agar penulis mampu mengenal dan memahami proses bisnis perusahaan, kemudian dapat mengetahui visi-misi serta strategi yang diterapkan oleh perusahaan dalam mencapai tujuan perusahaan. Hal ini dilakukan dengan tujuan hasil penelitian dapat sesuai dengan kebutuhan perusahaan.
54 3. Pengumpulan Data
Pada tahap ini dilakukan pengumpulan data yang diperlukan untuk pengolahan data dalam penelitian. Data yang diperoleh berupa data primer dan sekunder, di mana data primer diperoleh dengan cara interview terhadap stakeholder terkait dan data sekunder diperoleh langsung dari master data yang dimiliki oleh perusahaan. Interview dilakukan dengan tujuan mendapatkan informasi yang bersifat kualitatif, seperti; asumsi-asumsi yang digunakan dalam melakukan pengendalian persediaan, sifat-sifat atau karakteristik material yang menyebabkan tingginya inventory, serta kemungkinan yang dapat menyebabkan utilitas material yang telah dibeli relatif rendah. Sedangkan data sekunder yang diperoleh berupa; data
material plan, data historis pembelian material, data pemakaian aktual
material dan prosedur bisnis perencanaan dan pengadaan material yang telah ditetapkan oleh pihak perusahaan.
4. Pengolahan Data
Setelah memperoleh beberapa data yang dibutuhkan pada tahap sebelumnya, langkah selanjutnya adalah pengolahan data. Dalam tahap ini, langkah awal yang dilakukan adalah membuat klasifikasi part number. Tahap klasifikasi dilakukan terhadap material yang terdapat dalam data historis pembelian material. Kemudian, berdasarkan klasifikasi tersebut, diambil 30% list material pada peringkat teratas untuk diambil sebagai objek amatan. Hal ini berdasarkan prinsip Pareto, di mana 30% material memiliki pengaruh 70% terhadap keseluruhan value inventory perusahaan. Kemudian, material yang telah ditentukan sebagai objek amatan tersebut dipetakan berdasarkan nilai kebutuhan (demand) dan tingkat persediaan (supply) untuk dapat memperoleh pola kebutuhan (demand pattern) masing-masing part number. Sehingga, dengan mengetahui demand
pattern tersebut, dapat dinilai apakah metode yang digunakan dalam
melakukan perencanaan dan pengadaan sudah sesuai dengan kondisi atau karakteristik material tersebut.