2. DASAR TEORI
2.1 Simulasi
Simulasi adalah sarana untuk meniru kejadian nyata dalam beberapa cara.
Simulasi bisa dilakukan melalui model fisik ataupun simulator dengan berinteraksi dengan komputer secara virtual atau buatan, hal yang dimaksud dengan interaksi komputer adalah dengan bantuan software. (Laguna, 2005). Software simulasi digunakan untuk membuat model komputer yang meniru perilaku proses dunia nyata, seperti ProModel, Process Simulator, dan lainnya.
Perkembangan yang cepat menyebabkan simulasi komputer menjadi alat yang efektif untuk permodelan proses dan teknik yang bagus untuk memprediksi kinerja.
Simulasi berguna dalam konteks ini karena sangat membantu dalam mengambil keputusan. Berikut adalah beberapa alasan untuk menggunakan simulasi komputer:
Mengembangkan model matematika yang mustahil dikerjakan manual.
Kinerja desain proses biasanya sangat tergantung pada kemampuan untuk mengatasi variabilitas waktu dan waktu proses.
Dinamika seringkali sangat kompleks.
Perilaku atau kebiasaan yang terjadi selama periode tertentu harus di observasi, tujuannya agar desain simulasi yang sudah dibuat valid/sesuai kenyataan. Hal lain yang penting adalah kemampuan untuk menunjukkan animasi bagaimana operasi tersebut berjalan, dengan adanya animasi dapat memudahkan orang lain untuk memahami desain simulasi yang sudah dibuat.
Simulasi juga memberikan ukuran kuantitatif sama halnya dengan model analitis, seperti utilitas pekerja atau waktu tunggu rata-rata. Perbedaan dengan model analitis dan model simbolik yaitu simulasi mampu mempertimbangkan variasi sistem yang kompleks dan saling bergantung. Simulasi dapat menunjukkan waste yang biasanya tidak terdeteksi sampai sistem beroperasi. Berikut adalah langkah-langkah menurut Kelton (1991) dalam melakukan simulasi:
1. Rumuskan masalah dan rencanakan penelitian. Setiap studi harus dimulai dengan pernyataan yang jelas tentang keseluruhan tujuan penelitian. Studi keseluruhan harus direncanakan berdasarkan jumlah orang, biaya, dan waktu yang dibutuhkan untuk setiap aspek penelitian
2. Kumpulkan data dan tentukan modelnya. Informasi dan data harus dikumpulkan pada sistem dan digunakan untuk menentukan proses dan distribusi probabilitas untuk variabel acak yang digunakan dalam model. Mengumpulkan waktu antar kedatangan dan waktu proses untuk menentukan distribusi waktu.
3. Data waktu diuji menggunakan diagram histogram dan dilakukan uji goodness of fit untuk distribusi diskrit dengan bantuan ProModel. Teknik pengujian distribusi terdapat tiga macam, yaitu Chi Squared, Komolgorov Smirnov, dan Anderson Darling dengan hipotesis statistik:
H0: Distribusi data sesuai dengan distribusi yang diuji H1: Distribusi data tidak sesuai dengan distribusi yang diuji
Pengujian distribusi data dengan tingkat kesalahan (α) sebesar 0.05 akan memberikan keputusan bahwa distribusi yang diuji cocok dengan distribusi data, apabila p-value yang terhitung bernilani lebih besar dari 0.05.
4. Validasi. Dalam membangun model, sangat penting bagi peneliti untuk melibatkan orang-orang dalam penelitian yang sangat akrab dengan sistem sebenarnya. Hal ini akan meningkatkan validitas model sebenarnya, dan kredibilitas model kepada pengambil keputusan.
5. Membuat program komputer dan verifikasi.
6. Menjalankan uji coba model yang diverifikasi untuk tujuan validasi. Jika sistem serupa dengan yang ada saat ini, data output dari uji coba untuk model sistem yang ada dapat dibandingkan dengan sistem aktual yang ada.
7. Melakukan replikasi untuk mengurangi variasi pada sistem desain.
8. Menganalisis data output. Teknik statistik digunakan untuk menganalisa data output.
Uji replikasi harus dilakukan terlebih dahulu sebelum melakukan validasi,
𝑛 = (
𝑠×𝑡𝑘×𝑥̿
)
2 (2.1)Sumber: Law& Kelton (1991)
dimana:
n = Jumlah replikasi s = Standar deviasi t = nilai distribusi tabel T k = Tingkat kepercayaan 𝑥̅ = Nilai rata-rata
2.1.1 Verifikasi Model Simulasi
Verifikasi adalah proses untuk memastikan apakah simulasi sudah sesuai dengan model konseptual atau belum. Verifikasi dilakukan dengan cara mengganti salah satu waktu proses dalam sistem, apabila hasil yang keluar sesuai dengan model logis artinya model komputer sudah ter-verifikasi. Cara yang dilakukan dalam proses verifikasi model simulasi adalah sebagai berikut (Law & Kelton, 1991):
1. Menulis dan debug program komputer untuk tiap modul atau subprogram.
2. Pengembangan model simulasi dilakukan dalam satu tim yang terdiri dari beberapa anggota yang memiliki tugas-tugas tertentu yang berbeda.
3. Melakukan tracing sehingga dapat menelusuri state sistem yang disimulasikan secara jelas.
4. Menjalankan model dengan melakukan penyederhanaan asumsi pada karakteristik model yang sudah diketahui.
5. Membuat suatu tampilan grafis yang mampu menampilkan output simulasi pada saat simulasi berjalan.
2.1.2 Validasi Model
Validasi merupakan aktivitas untuk mengetahui apakah simulasi merupakan model akurat dari sistem yang sedang diamati. Validasi dapat dilakukan dengan cara membandingkan data output dari sistem aktual dan model simulasi. Perbandingan antara model dan sistem nyata merupakan perbandingan statistik dan perbedaan dalam performans harus diuji untuk signifikansi statistiknya. Model yang sudah valid dapat dijadikan dasar untuk mengambil suatu keputusan pada kehidupan nyata.
Pendekatan yang bisa digunakan dalam melakukan uji validasi adalah (Sargent, 1992):
Validasi konseptual, dilakukan dengan observasi perilaku sistem nyata pada suatu kondisi tertentu dan menjalankan model pada kondisi yang sedapat mungkin mendekati kondisi sistem riil. Model dianggap valid jika tidak ada perbedaan yang signifikan antara observasi model dengan sistem nyata.
Validasi data, dilakukan dengan mengambil data riil di lapangan dan dijadikan input model. Model dikatakan valid apabila hasil output masih berada dalam batas interval kepercayaan. Rumus 2.2 menunjukkan cara perhitungan interval kepercayaan.
2.2 Distribusi Peluang Diskrit
Distribusi peluang diskrit adalah peubah acak diskrit yang ruang rentangnya merupakan himpunan yang berhingga atau tak berhingga tapi terhitung. Macam- macam distribusi diskrit adalah distribusi binomial, distribusi multinomial, distribusi hipergeometrik, dan distribusi poisson.
x̅ + 𝑍𝛼/2 . 𝜎
√(𝑛) 2.2
dimana:
x̅ = Nilai rata-rata
𝑍𝛼/2 = Nilai distribusi tabel z α = Tingkat kepercayaan n = Ukuran sampel
2.2.1 Distribusi Binomial
Distribusi binomial memiliki empat kondisi untuk dipenuhi, yaitu:
Proses atau peristiwa harus dapat didefinisikan hanya memiliki dua dan hanya dua peristiwa yang saling eksklusif dan lengkap.
Peluang terjadinya sebuah peristiwa harus sama untuk setiap percobaan dan tidak boleh berubah-ubah karena waktu dan jumlah percobaan.
Setiap percobaan harus independen dengan percobaan yang lain. Artinya sebuah percobaan tidak dapat memperngaruhi percobaan lain.
Jumlah percobaan harus bersifat diskrit.
Untuk membentuk suatu distribusi binomial diperlukan jumlah dari percobaan dan probabilitas suatu kejadian baik sukses maupun gagal. Distribusi probabilitas binomial dapat dinyatakan sebagai berikut:
𝑃(𝑥) = 𝑛𝐶𝑥 𝑝^𝑥. 𝑞^(𝑛 − 𝑥) 2.2
dimana:
P(x) = Nilai probabilitas binomial
p = Probabilitas sukses suatu kejadian setiap percobaan
x = Banyaknya peristiwa sukses suatu kejadian untuk keseluruhan percobaan n = Jumlah total percobaan
q = Probabilitas gagal suatu kejadian yang diperoleh dari q = 1- p
2.2.2 Distribusi Multinomial
Percobaan binomial berkembang dengan memberikan lebih dari dua hasil yang mungkin, bukan hanya kategori sukses dan gagal, distribusi ini disebut multinomial. Distribusi multinomial memiliki syarat sebagai berikut:
Percobaan terdiri atas n usaha yang berulang.
Percobaan tersebut saling lepas dan saling meniadakan (mutually exclusive)
Setiap usaha mempunyai lebih dari dua kali kemungkinan Distribusi multinomial dapat dinyatakan sebagai berikut:
𝑃(𝑋1, 𝑋1, … , 𝑋𝑛) = 𝑋 𝑛!
1!𝑋2! ..𝑋𝑘!𝑃12. 𝑃22. . . 𝑃𝑘𝑘 2.3
dimana:
P = Probabilitas sukses suatu kejadian setiap percobaan
x = Banyaknya peristiwa sukses suatu kejadian untuk keseluruhan percobaan n = Jumlah total percobaan
2.2.3 Distribusi Hipergeometrik
Distribusi hipergeometrik menggunakan variabel diskrit dengan dua kejadian yang berkomlemen, seperti halnya distribusi binomial. Perbedaan yang utama antara distribusi binomial dan hipergeometrik adalah pada cara pengambilan sampel. Pada distribusi binomial pengambilan sampel dilakukan dengan pengembalian, sedangkan pada distribusi hipergeometrik pengambilan sampel dilakukan tanpa pengembalian.
Distribusi hipergeometrik memiliki sifat:
Sampel acak ukuran n diambil tanpa pengembalian dari N populasi.
Sebanyak k jumlah dapat disebut sukses, sedangkan sisanya N-k disebut gagal.
Distribusi hipergeometrik dapat dinyatakan sebagai berikut:
𝑃(𝑋 = 𝑥) = ℎ(𝑥; 𝑁, 𝑛, 𝑘) =𝐶𝑥𝑘𝐶𝑛−𝑥𝑁−𝑘
𝐶𝑛𝑁 2.4
dimana:
N = Ukuran populasi n = Ukuran sampel
k = Jumlah sukses pada populasi
x = Jumlah peristiwa sukses dalam sampel
2.2.4 Distribusi Poisson
Distribusi Poisson adalah distribusi nilai-nilai bagi suatu variabel random x (x diskrit), yaitu banyaknya hasil percobaan yang terjadi dalam suatu interval waktu tertentu atau disuatu daerah tertentu. Distribusi poisson memiliki ciri-ciri sebagai berikut:
Banyaknya hasil percobaan yang terjadi dalam suatu interval waktu atau suatu daerah tertentu tidak bergantung pada banyaknya hasil percobaan yang terjadi pada interval waktu atau daerah lain.
Probabilitas terjadinya hasil percobaan selama suatu interval waktu yang singkat atau dalam suatu daerah yang kecil, sebanding dengan panjang interval waktu atau besarnya daerah tersebut dan tidak bergantung pada banyaknya hasil percobaan ang terjadi di luar interval waktu atau daerah tersebut.
Probabilitas lebih dari satu hasil percobaan yang terjadi dalam interval waktu yang singkat atau dalam daerah yang kecil dapat diabaikan.
Distribusi poisson dapat dinyatakan sebagai berikut:
𝑃(𝑋 = 𝑥) =𝜆𝑥𝑒−𝜆
𝑥! 2.5
dimana:
P(X = x) = Nilai probabilitas distribusi poisson λ = Rata-rata terjadinya suatu peristiwa ( λ = n x p) e = Bilangan euler = 2.71828
x = Jumlah nilai sukses
2.3 Lean Manufacturing
Lean manufacturing merupakan metode optimal untuk memproduksi barang melalui peniadaan waste (pemborosan) dan penerapan flow (aliran). Lean manufacturing adalah filosofi manajemen proses yang berasal dari Toyota Production System (TPS), yang terkenal karena menitikberatkan pada peniadaan seven waste.
Karakteristik dari lean manufacturing meliputi struktur lantai produksi yang aktif melakukan pemecahan masalah dengan penerapan kaizen dan continuous improvement, serta pelaksanaan lean manufacturing melalui tingkat inventory yang rendah, manajemen kualitas yang mengutamakan tindakan preventive (pencegahan) dibandingkan tindakan corrective (perbaikan). Gaspersz (2006) menyatakan terdapat 5 prinsip dalam lean manufacturing:
Mengidentifikasi nilai produk berdasarkan perspektif pelanggan, dimana pelanggan menginginkan produk berkualitas superior, dengan harga yang kompetitif dan penyerahan yang tepat waktu.
Mengidentifikasi value stream mapping (pemetaan proses pada value stream) untuk setiap produk.
Menghilangkan pemborosan yang tidak bernilai tambah (non value added activity) dari semua aktivitas sepanjang proses value stream itu.
Mengorganisasikan material, informasi, dan produk itu mengalir secara lancara dan efisien sepanjang proses value stream menggunakan sistem tarik (pull system).
Terus menerus mencari berbagai teknik dan alat peningkatan (improvement tools and techniques) untuk mencapai keunggulan dan peningkatan terusmenerus.
Berikut adalah seven deadly wastes dalam lean:
Overproduction, kondisi ketika sebuah manufaktur melakukan produksi melebihi demmand yang ada.
Waiting, kondisi ini terjadi ketika antrian dalam suatu sistem produksi atau layanan sehingga terdapat waktu tunggu.
Transportation, kondisi ini terjadi ketika dalam suatu sistem perpindahannya tidak teratur.
Over processing, memproses melebihi standar yang sudah ditentukan.
Inventory, Kondisi ini terjadi ketika terlalu banyak bahan baku, produk Work in Process, dan produk jadi yang harus disimpan dalam gudang.
Motion, terjadi ketika ada pergerakan yang tidak sesuai dengan standar.
Rework, kondisi ini terjadi ketika terdapat hasil defect yang harus dikerjakan lagi.
2.4 Value Stream Mapping
Jones dan Womack (2002) menyebutkan bahwa VSM merupakan proses pemetaan secara visual aliran informasi dan material yang bertujuan untuk menyiapkan metode dan performance yang lebih baik dalam usulan future state map.
14
Universitas Kristen Petra
Tujuan pemetaan ini adalah untuk mengindentifikasi seluruh jenis pemborosan di sepanjang proses produksi dan untuk mengambil langkah dalam upaya mengeliminasi pemborosan tersebut. Langkah yang diambil dalam upaya mengeliminasi pemborosan adalah dengan cara memperbaiki keseluruhan aliran bukan hanya mengoptimalkan aliran secara sepotong-sepotong. Hal ini dapat membantu pihak perusahaan mengambil keputusan dalam memperbaiki keseluruhan proses produksi.
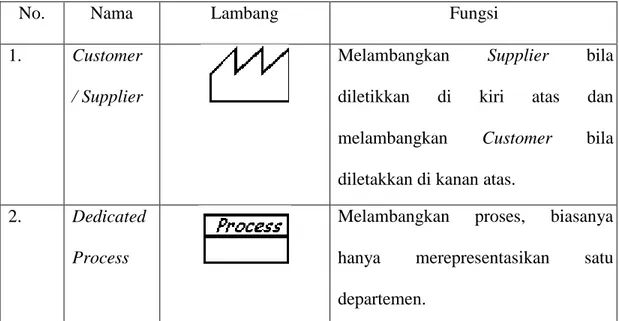
Terdapat dua peta dalam value stream mapping, yaitu pembuatan current state map dan future state map. Pembuatan current state map dilakukan untuk memetakan kondisi lantai produksi aktual, dimana segala informasi yang terdapat dalam setiap proses dicantumkan dalam pemetaan. Current state map digunakan untuk mengidentifikasi pemborosan dan sumber pemborosan yang terjadi. Setelah identifikasi pemborosan dilakukan, maka dapat digambarkan future state map. Future state map merupakan pemetaan kondisi perusahaan di masa mendatang sebagai usulan rancangan perbaikan dari current state map yang ada. Lambang-lambang pada value stream mapping dapat dilihat pada Tabel 2.1 dan Tabel 2.2.
Tabel 2.1 Lambang-lambang yang digunakan pada peta kategori proses
No. Nama Lambang Fungsi
1. Customer / Supplier
Melambangkan Supplier bila diletikkan di kiri atas dan melambangkan Customer bila diletakkan di kanan atas.
2. Dedicated Process
Melambangkan proses, biasanya hanya merepresentasikan satu departemen.
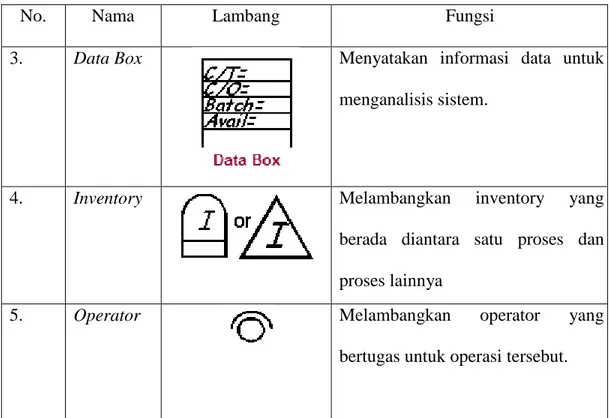
Tabel 2.1 Lambang-lambang yang digunakan pada peta kategori proses (Lanjutan)
Sumber: Rother, Shook (2003)
No. Nama Lambang Fungsi
3. Data Box Menyatakan informasi data untuk
menganalisis sistem.
4. Inventory Melambangkan inventory yang
berada diantara satu proses dan proses lainnya
5. Operator Melambangkan operator yang
bertugas untuk operasi tersebut.
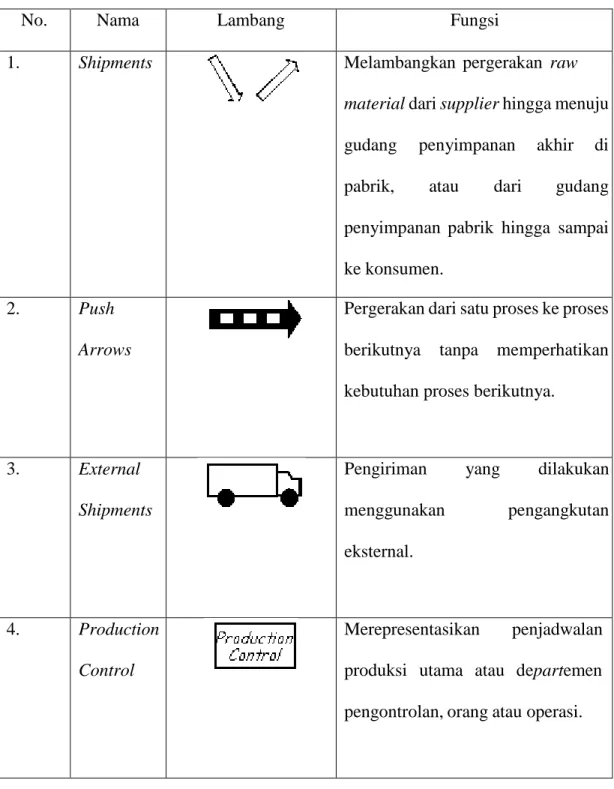
Tabel 2.2 Lambang-lambang yang melengkapi peta keseluruhan
No. Nama Lambang Fungsi
1. Shipments Melambangkan pergerakan raw
material dari supplier hingga menuju
gudang penyimpanan akhir di pabrik, atau dari gudang penyimpanan pabrik hingga sampai ke konsumen.
2. Push
Arrows
Pergerakan dari satu proses ke proses berikutnya tanpa memperhatikan kebutuhan proses berikutnya.
3. External Shipments
Pengiriman yang dilakukan menggunakan pengangkutan eksternal.
4. Production Control
Merepresentasikan penjadwalan produksi utama atau departemen pengontrolan, orang atau operasi.
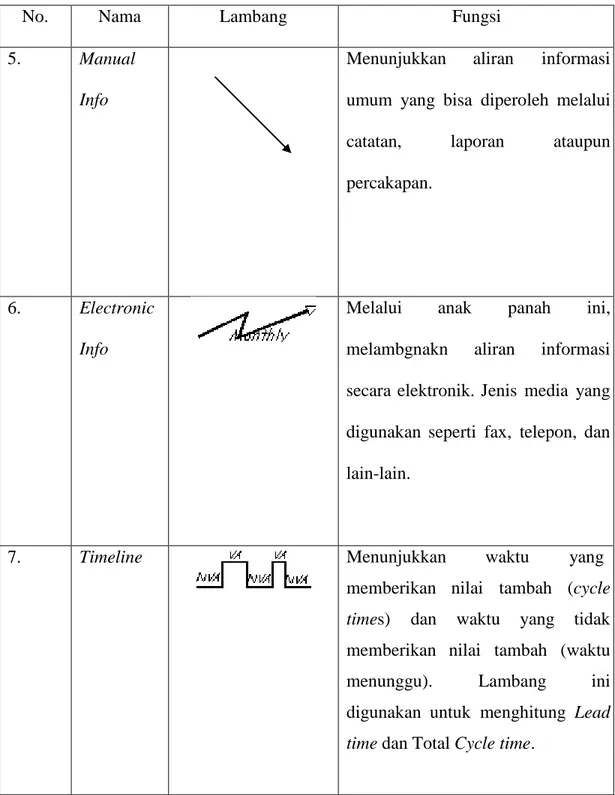
Tabel 2.2 Lambang-lambang yang melengkapi peta keseluruhan
Sumber: Rother, Shook (2003)
No. Nama Lambang Fungsi
5. Manual
Info
Menunjukkan aliran informasi umum yang bisa diperoleh melalui catatan, laporan ataupun percakapan.
6. Electronic Info
Melalui anak panah ini, melambgnakn aliran informasi secara elektronik. Jenis media yang digunakan seperti fax, telepon, dan lain-lain.
7. Timeline Menunjukkan waktu yang memberikan nilai tambah (cycle times) dan waktu yang tidak memberikan nilai tambah (waktu menunggu). Lambang ini digunakan untuk menghitung Lead time dan Total Cycle time.
2.5 DMAIC sebagai Aplikasi Six Sigma
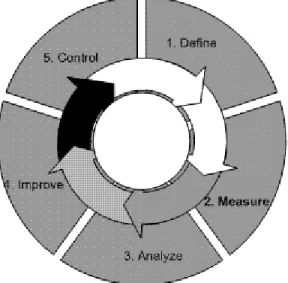
Six Sigma merupakan pendekatan menyeluruh untuk menyelesaikan masalah dan peningkatan proses melalui fase DMAIC (Define, Measure, Analyze, Improve, Control). DMAIC merupakan inti analisis six sigma yang menjamin voice of costumer berjalan dalam keseluruhan proses sehingga produk yang dihasilkan memuaskan pelanggan.
Define adalah fase menentukan masalah, menetapkan persyaratan-persyaratan pelanggan, mengetahui CTQ (Critical to Quality).
Measure adalah fase untuk mengumpulkan data yang mendeskripsikan sifat dan tingkat masalah. Banyak alat pengumpulan data akan digunakan pertama kali pada tahap ini, dengan pengumpulan data ini berikutnya akan digunakan untuk konfirmasi perbaikan pada tahap selanjutnya.
Analyze adalah fase menganalisis faktor-faktor penyebab masalah/cacat .
Improve adalah fase meningkatkan proses dan menghilangkan faktor-faktor penyebab cacat.
Control adalah fase mengontrol kinerja proses dan menjamin cacat tidak muncul.
Gambar 2.1 Siklus DMAIC
Sumber : Pande, Peter (2000)
2.6 Cause and Effect Diagram
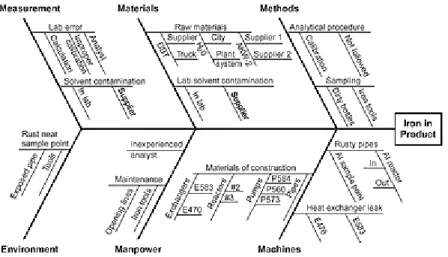
Cause & efect diagram adalah alat visual yang digunakan untuk membantu tim mengidentifikasi penyebab untuk masalah tertentu atau efek dengan menampilkannya secara grafis dengan merinci penyebab masalah (George, 2002). Gagasan-gagasan tersebut dikelompokkan ke dalam 6 kategori, yaitu man, machine, material, methods, measurement, dan environment. Nama lain dari diagram ini adalah fishbone diagram karena bentuk tulang ikan. Bentuk ini memungkinkan melihat bagaimana hubungan masing-masing sebab akibat yang kemudian memungkinkan menentukan klasifikasi yang berkaitan dengan dampak dan kemudahan menangani setiap penyebab. Diagram ini hanya alat untuk menemukan kemungkinan penyebab bukan data penyebab, hanya karena penyebab itu tertulis dalam diagram tidak berarti itu adalah penyebab sebenarnya dari masalah tersebut, maka dari itu perlu diambil data lagi untuk verifikasi penyebab sebenarnya.
Gambar 2.2 Fishbone diagram
Sumber: Nancy (2005)