5
BAB II
LANDASAN TEORI
2.1 Kualitas (Quality) 2.1.1 Pengertian Kualitas
Menurut D Arum (2012), dalam jurnal analisis pengaruh kualitas produk, Dalam membeli suatu produk konsumen selalu berharap agar barang yang dibelinya dapat memuaskan segala keinginan dan kebutuhannya. Untuk itu perusahaan harus dapat memahami keinginan konsumen, sehingga perusahaan dapat menciptakan produk yang sesuai dengan harapan konsumen. Kualitas produk yang baik merupakan harapan konsumen yang harus dipenuhi oleh perusahaan, karena kualitas produk yang baik merupakan kunci perkembangan produktivitas perusahaan.
Adapun yang dimaksud dengan kualitas menurut Gaspersz dalam bukunya Total Quality Management (2005,hal.5) Kualitas adalah totalitas dari karakteristik suatu produk yang menunjang kemampuannya untuk memuaskan kebutuhan yang dispesifikasikan atau diterapkan.
2.1.2 Pengertian Pengendalian Kualitas
Pada suatu perusahaan pengendalian kualitas sangat penting karena hal ini menentukan produk yang dihasilkan sesuai dengan standar kualitas perusahaan atau tidak. Pengertian pengendalian kualitas menurut Assauri dalam bukunya Manajemen Produksi dan Operasi (2004, hal. 210) mengemukakan bahwa Pengendalian kualitas adalah kegiatan memastikan apakah kebijakan dalam hal kualitas (standar) dapat tercermin dalam hasil akhir, atau dengan kata lain usaha untuk mempertahankan mutu atau kualitas dari barang-barang yang dihasilkan agar sesuai dengan spesifikasi produk yang telah ditetapkan berdasarkan kebijakan pimpinan.
Pelaksanaan pengendalian kualitas dilaksanakan oleh operator dan leader pada masing-masing departemen. Pada pelaksanaan pengendalian kualitas semua produk dicek menurut standar, dan semua penyimpangan-penyimpangan dalam
5
6 hal ini digunakan sebagai umpan balik sehingga dapat dilakukan tindakan perbaikan untuk produksi di masa yang akan datang.
2.1.3 Faktor-faktor yang Mempengaruhi Kualitas
Kualitas dipengaruhi oleh faktor yang akan menentukan bahwa suatu barang dapat memenuhi tujuannya. Menurut Assauri dalam bukunya Manajemen Produksi dan Operasi (2004, hal. 206) mengemukakan bahwa tingkat kualitas ditentukan oleh beberapa faktor, antara lain:
1.
Fungsi Suatu BarangKualitas yang hendak dicapai sesuai dengan fungsi untuk apa barang tersebut digunakan atau dibutuhkan tercermin pada spesifikasi dari barang tersebut seperti tahan lamanya, kegunaannya, berat, bunyi, mudah atau tidaknya perawatan dan kepercayaannya.
2.
Wujud LuarSalah satu faktor yang penting dan sering dipergunakan oleh konsumen dalam melihat suatu barang pertama kalinya, untuk menentukan kualitas barang tersebut, adalah wujud luar barang itu. Faktor wujud luar yang terdapat pada suatu barang tidak hanya terlihat dari bentuk, tetapi juga dari warna, susunan dan hal-hal lainnya.
3.
Biaya Barang TersebutUmumnya biaya dan harga suatu barang akan menentukan kualitas barang tersebut. Hal ini terlihat dari barang-barang yang mempunyai biaya atau harga yang mahal, dapat menunujukan bahwa kualitas barang tersebut relatif lebih baik.
2.1.4 Ruang Lingkup Pengendalian Kualitas
Menurut Assauri dalam bukunya Manajemen Produksi dan Operasi (2004, hal. 210) secara garis besar pengendalian kualitas dikelompokan dalam dua tingkatan, yaitu :
1. Pengendalian Selama Pengolahan (Proses)
Pengendalian harus dilakukan secara beraturan dan teratur. Pengendalian dilakukan hanya terhadap bagian dari proses mungkin tidak ada artinya bila tidak diikuti dengan pengendalian pada bagian lain. Pengendalian ini termasuk juga pengendalian atas bahan-bahan yang digunakan untuk proses.
7 2. Pengendalian Atas Hasil yang Telah Diselesaikan
Meskipun telah diadakannya pengendalian kualitas selama proses tidak menjamin bahwa tidak ada hasil produksi yang rusak atau kurang baik. Untuk menjaga agar barang-barang yang dihasilkan cukup baik sampai ke konsumen maka diperlukan adanya pengendalian atas barang hasil produksi.
2.1.5 Perspektif Terhadap Kualitas
Beraneka ragamnya definisi mengenai kualitas ini dikarenakan perpedaan perspektif atau pandangan yang digunakan. David Garvin mengidentifikasikan Ada lima alternatif perspektif kualitas yang biasa digunakan yaitu Fandy Tjiptono, dalam bukunya Manajemen Jasa (2000, hal. 24) yaitu:
1. Transcedental Approach
Kualitas dalam pendekatan ini dapat dirasakan atau diketahui, tetapi sulit didefinisikan dan dioperasionalkan. Dengan demikian fungsi perencanaan, produksi, dan pelayanan suatu perusahaan sulit sekali menggunakan definisi seperti ini sebagai dasar manajemen kualitas
2. Produck-based Aproach
Pendekatan ini menganggap kualitas ini sebagai karakteristik atau atribut yang dimiliki produk. Karena pandangan ini sangat objektif, maka tidak dapat menjelaskan perbedaan dalam selera, kebutuhan, dan preferensi individual.
3. User-based Approach
Pendekatan didasarkan pada pemikiran bahwa kualitas tergantung pada orang yang memandangnya, dan produk yang paling memuaskan preferensi seseorang (misalnya perceived quality) merupakan produk yang berkualitas paling tinggi. Perspektif yang subjektif dan demand-oriented ini juga menyatakan bahwa konsumen yang berbeda memiliki kebutuhan dan keinginan yang berbeda pula, sehingga kualitas bagi seseorang adalah sama dengan kepuasan maksimum yang dirasakannya.
4.
Manufacturing-based ApproachPerspektif ini bersifat supply-based dan terutama memperhatikan praktik- praktik perekayasaan serta mendefinisikan kualitas sebagai sama dengan persyaratannya (conformance to requirements). Dalam sektor jasa, dapat
8 dikatakan bahwa kualitasnya bersifat operation-driven. Pendekatan ini berfokus pada penyesuaian spesifikasi yang dikembangkan secara internal, yang seringkali didorong oleh tujuan peningkatan produktivitas dan penekanan biaya. Jadi yang menentukan kualitas adalah standar-standar yang ditetapkan perusahaan, bukan konsumen yang menggunakannya.
5.
Value-based ApproachPendekatan ini memandang kualitas dari segi nilai dan harga. Dengan mempertimbangkan trade-off antara kinerja dan harga, kualitas didefinisikan sebagai affordable exellence. Kualitas dalam perspektif ini bersifat relatif, sehingga produk yang memiliki kualitas paling tinggi belum tentu produk yang paling bernilai. Akan tetapi yang paling bernilai adalah produk atau jasa yang paling tepat dibeli (best-buy).
2.1.6 Dimensi Kualitas
Ada delapan dimensi kualitas menurut Gaspersz dalam bukunya Total Quality Management (2005, hal. 37) yang dapat digunakan sebagai dasar perencanaan strategis dan analisis, terutama untuk produk manufaktur. Dimensi- dimensi tersebut adalah:
1. Kinerja (performance), yaitu karakteristik operasi pokok dari produk inti.
2. Ciri-ciri atau keistimewaan tambahan (features), yaitu karakteristik sekunder atau pelengkap.
3. Kehandalan (reliability), yaitu kemungkinan kecil akan mengalami kerusakan atau gagal pakai.
4. Kesesuaian dengan spesifikasi (conformance to specification), yaitu sejauh mana karakteristik desain dan operasi memenuhi standar-standar yang telah ditetapkan sebelumnya.
5. Daya tahan (durability), yaitu berkaitan dengan berapa lama produk tersebut dapat terus digunakan.
6. Serviceability, meliputi kecepatan, kompetensi, kenyamanan, mudah direparasi, penanganan keluhan yang memuaskan.
7. Estetika, yaitu daya tarik produk terhadap panca indera.
9 8. Kualitas yang dipersepsikan (perceived quality), yaitu citra dan reputasi
produk serta tanggung jawab perusahaan terhadapnya
2.1.7 Organisasi Pengendalian Kualitas
Menurut Assauri dalam bukunya Manajemen Produksi (2004, hal. 211) berpendapat bahwa pengendalian kualitas merupakan salah satu fungsi yang penting dari suatu perusahaan, sehingga kegiatan ini ditangani oleh bagian pengendalian kualitas yang ada di perusahaan itu. Tugas dari bagian pengendalian kualitas itu sendiri adalah menyelenggarakan atau melihat kegiatan atau hasil yang dikerjakan serta mengumpulkan dan menyalurkan kembali keterangan- keterangan yang dikumpulkan selama pekerjaan itu sesudah dianalisa. Tugas- tugas ini meliputi:
1. Pengendalian atas penerimaan dari bahan-bahan yang masuk.
2. Pengendalian atas kegiatan di bermacam-macam tingkat proses dan diantara tingkat-tingkat proses jika perlu.
3. Pengendalian terakhir atas produk-produk hasil sebelum dikirimkan kepada langganan.
4. Test-test dari para pemakai
5. Penyelidikan atas sebab-sebab kesalahan yang timbul selama pembuatan.
2.1.8 Maksud dan Tujuan Pengendalian Kualitas
Menurut Assauri dalam bukunya yang berjudul Manajemen produksi (2004, hal. 210) bahwa maksud dari pengendalian kualitas adalah agar spesifikasi produk yang telah ditetapkan sebagai standar dapat tercermin dalam produk atau hasil akhir.
Secara terperinci dapat dikatakan bahwa tujuan dari pengendalian kualitas adalah : 1. Agar produk hasil produksi dapat mencapai standar mutu yang ditetapkan.
2. Mengusahakan agar biaya inspeksi dapat menjadi sekecil mungkin.
3. Mengusahakan agar biaya design dari produk dan proses dengan menggunakan kualitas produksi tertentu dapat menjadi sekecil mungkin.
4. mengusahakan agar biaya produksi dapat menjadi serendah mungkin.
10 2.1.9 Hal-hal yang Mempengaruhi Derajat Pengendalian Kualitas
Adapun faktor-faktor yang mempengaruhi derajat atau tingkat pengendalian kualitas produk menurut Assauri dalam bukunya yang berjudul Manajemen produksi (2004, hal. 212) adalah sebagai berikut :
1. Kemampuan proses
Batas-batas yang ingin dicapai harus disesuaikan dengan kemampuan proses yang ada, tidak akan ada gunanya mencoba mengendalikan suatu proses dalam batas-batas yang melebihi kemampuan proses yang ada.
2. Spesifikasi yang berlaku
Spesifikasi dari hasil produksi yang ingin dicapai harus dapat berlaku, bila ditinjau dari segi kemampuan proses dan keinginan atau kebutuhan konsumen yang ingin dicapai dari hasil produksi tersebut. Dalam hal ini harus dapat dipastikan apakah spesifikasi yang ditentukan tersebut dapat berlaku, sebelum pengendalian kualitas pada proses dapat dimulai
3. Apkiran yang dapat diterima
Tujuan untuk mengendalikan suatu proses adalah untuk dapat mengurangi bahan-bahan di bawah standar, sehingga menjadi seminimum mungkin. Derajat atau tingkat pengendalian kualitas yang dilakukan akan tergantung pada banyaknya bahan/barang yang berada di bawah standar atau apkiran yang dapat diterima. Banyaknya produk yang dinyatakan rusak (salah), yang dapat diterima harus ditentukan dan disetujui sebelumnya
4. Ekonomisnya kegiatan produksi
Ekonomis atau efisiennya suatu kegiatan produksi tergantung pada seluruh proses yang ada di dalamnya. Sesuatu yang sama dapat dihasilkan dengan macam-macam proses, dengan biaya produksi yang berbeda-beda, dan jumlah barang-barang yang terbuang atau apkiran yang berbeda. Tidaklah selalu ekonomis untuk memilih proses dengan jumlah barang-barang apkiran yang sedikit, karena biaya untuk pengerjaan atau processing lebih lanjut akan mungkin lebih mahal ( melebihi biaya-biaya yang telah dihemat ).
11 2.1.10 Teknik Pengendalian Kualitas
Menurut Sofjan Assauri dalam bukunya Manajemen Produksi dan Operasi (2004, hal. 218) ada tiga cara yang dapat dilakukan untuk mengadakan pengendalian kualitas:
1. Inspeksi ( inspect )
Inspeksi dilakukan untuk melihat dimana barang yang diproduksi mempunyai kualitas yang dikehendaki. Caranya dengan melakukan pengukuran dan sampel yang telah diambil.
A. Cara pemeriksaan Attributes
Pemeriksaan karakteristik yang bersifat kualitatif pengelompokan sesuai standar dengan produk yang cacat.
Variabel-variabel
Pemeriksaan secara variabel berarti bahwa karakteristik diukur secara kualitatif.
B. Jenis sampel Single sampling
Sampel diambil dari sejumlah barang yang diambil secara acak dari kumpulan produk akhir.
Double sampling
Pengambilan sampling dengan 2 tingkatan apabila sampel pertama rusak melebihi standar yang ditentukan oleh perusahaan maka dilakukan pengambilan sampel lagi. Sampel kedua merupakan yang menentukan apakah produk tersebut diterima atau tidak.
2. Pemberian Keterangan
Keterangan-keterangan yang diperoleh selama inspeksi diteruskan ke bagian lain yang bersangkutan. Keterangan yang diberikan dapat berupa ringkasan, catatan, demonstrasi atau pemberian komentar, tindakan atau peringatan.
3. Penyelidikan
Kegiatan penyelidikan membutuhkan penganalisaan catatan (biasanya tentang pengendalian), yang hasilnya dapat digunakan untuk menentukan kebijakan perusahaan dalam pengendalian kualitas produk.
12 2.1.11 Pengertian Produk, Produk Cacat, Produk Rusak
Produk merupakan sesuatu yang dapat dirasakan manfaatnya oleh konsumen untuk memenuhi kebutuhannya. Perusahaan dituntut untuk menciptakan suatu produk yang sesuai dengan permintaan konsumen. Pengertian produk menurut Menurut Philip Kotler dalam bukunya manajemen pemasaran (2002, hal. 448)
“Produk adalah segala sesuatu yang dapat ditawarkan ke suatu pasar untuk memenuhi kebutuhan atau keinginan”. Philip Kotler dalam bukunya Manajemen Pemasaran (2002, hal. 451) mengklasifikasikan produk menjadi 3 macam berdasarkan karakteristik produk tersebut, yaitu :
1. Daya tahan dan keberwujudan
Produk dapat diklasifikasikan ke dalam 3 kelompok menurut daya tahan dan wujudnya, yaitu :
a. Barang yang tidak tahan lama (non durable goods), yaitu barang berwujud yang biasanya dikonsumsi dalam satu atau beberapa kali penggunaan, misalnya makanan, sabun, bir, minyak tanah, kertas tisu, dan sebagainya.
b. Barang tahan lama (durable goods), yaitu barang berwujud yang biasanya dapat digunakan berkali-kali, contohnya seperti meja, kursi, mobil, mesin, pakaian, dan sebagainya.
c. Jasa (service), jasa bersifat tidak berwujud, tidak dapat dipisahkan, dan mudah habis, contohnya mencakup potongan rambut, reparasi.
2. Klasifikasi Barang Konsumen
Produk dapat diklasifikasikan menjadi 4 macam
a. Barang Convinience, adalah barang-barang yang biasanya sering dibeli konsumen, segera dan dengan usaha minimum, contohnya meliputi produk tembakau surat kabar, sabun.
b. Barang Shopping, merupakan barang-barang yang karakteristiknya dibandingkan, berdasarkan kesesuaian, kualitas, harga dan gaya dalam proses pemilihan, dan pembelian, contohnya meliputi meja, kursi, pakaian, peralatan rumah tangga.
c. Barang Khusus (Special goods), adalah barang-barang dengan karakteristik unik atau identifikasi merek dimana untuk memperoleh barang-barang itu sekelompok pembeli yang cukup besar bersedia melakukan usaha khusus
13 untuk membelinya, contohnya meliputi merek dan jenis barang mewah, mobil, komponen stereo.
d. Barang unsought, adalah barang-barang yang tidak diketahui konsumen atau diketahui namun secara normal konsumen tidak berfikir untuk membelinya, contohnya detektor asap, pengolah makanan, batu nisan, tanah kuburan, ensiklopedia.
3. Klasifikasi Barang Industri
Barang industri dapat diklasifikasikan berdasarkan cara barang itu memasuki proses produksi dan harga relatifnya, yaitu :
a. Barang baku dan suku cadang (material and part), adalah barang-barang yang sepenuhnya memasuki produk yang dihasilkan. Barang-barang itu terbagi menjadi dua kelas, yaitu :
Bahan mentah, yaitu produk pertanian (misalnya gandum, kapas, ternak, buah, dan sayuran) dan produk alam (misalnya ikan, kayu, minyak mentah, biji besi).
Bahan baku dan suku cadang hasil manufaktur, yaitu bahan baku komponen (misalnya besi, benang semen, semen, kabel) dan suku cadang komponen (misalnya motor kecil, ban, cetakan).
b. Barang Modal (capital items) adalah barang-barang tahan lama yang memudahkan pengembangan atau pengolahan produk akhir, meliputi instalasi dan peralatan.
c. Perlengkapan dan jasa bisnis, adalah barang dan jasa tidak tahan lama yang membantu pengembangan atau pengolahan produk akhir. Barang-barang itu dibagi dalam dua jenis :
Perlengkapan operasi (misalnya pelumas, batu bara, kertas tulis, pensil) atau barang untuk pemeliharaan dan perbaikan (misalnya cat, paku, sapu) Jasa bisnis, meliputi jasa pemeliharaan dan perbaikan (misalnya
pembersihan jendela, reparasi mesin) dan jasa konsultasi bisnis (misalnya konsultasi manajemen, hukum, periklanan).
14 2.2 Fault Tree Analysis (FTA)
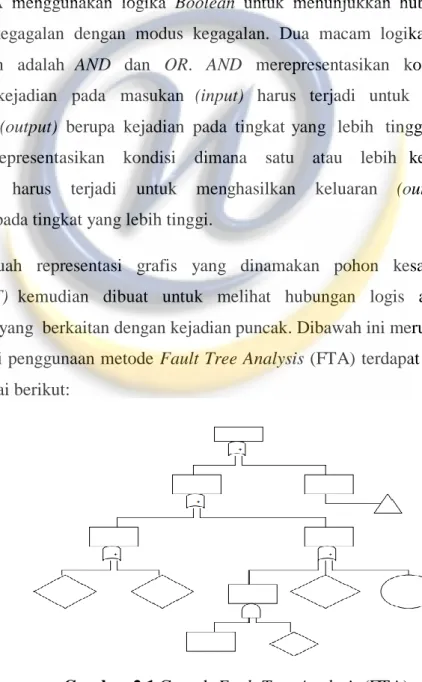
Menurut Yumaida (2011) dalam Jurnal Analisis Resiko Kegagalan Pemeliharaan, Analisis Pohon Kesalahan (Fault Tree Analysis, FTA) adalah sebuah teknik analisisdari atas ke bawah (top-down), dimana kejadian yang tidak diharapkan yang disebut top event diidentifikasi terlebih dahulu. Setelah itu, semua kejadian yang dapat menyebabkan terjadinya kejadian puncak diidentifikasi. Hal tersebut dilakukan terus-menerus pada tingkat yang lebih rendah hingga mencapai tingkat dimana identifikasi lebih jauh tidak diperlukan.
FTA menggunakan logika Boolean untuk menunjukkan hubungan antara dampak kegagalan dengan modus kegagalan. Dua macam logika yang sering digunakan adalah AND dan OR. AND merepresentasikan kondisi dimana seluruh kejadian pada masukan (input) harus terjadi untuk menghasilkan keluaran (output) berupa kejadian pada tingkat yang lebih tinggi. Sedangkan OR merepresentasikan kondisi dimana satu atau lebih kejadian pada masukan harus terjadi untuk menghasilkan keluaran (output) berupa kejadian pada tingkat yang lebih tinggi.
Sebuah representasi grafis yang dinamakan pohon kesalahan (Fault Tree, FT) kemudian dibuat untuk melihat hubungan logis antara semua kejadian yang berkaitan dengan kejadian puncak. Dibawah ini merupakan contoh kasus dari penggunaan metode Fault Tree Analysis (FTA) terdapat pada Gambar 2.1 sebagai berikut:
Gambar 2.1 Contoh Fault Tree Analysis (FTA)
15 Tabel 2.1 Simbol Dalam (FTA)
Simbol Keterangan
Gerbang AND
Kejadian keluaran terjadi hanya jika semua kejadian masukan terjadi bersamaan
Gerbang OR
Kejadian keluaran hanya terjadi jika satu atau lebih kejadian masukan
Kesalahan dasar
Kesalahn atau kejadian dasar disebabkan oleh komponen yang probabilitasnya diketahuia
Kejadian antara
Kesalahan atau kejadian yang disebabkan kombinasi kejadian lain lewat gerbang logika
Kejadian yang tidak dikembangkan Kesalahan yang tidak dibagi dalam kejadian dasar karena kurang atau tidak pentingnya informasi. Kejadian harus diperluas dan dikembangkan kemudian
Kejadian pemindahan
Seluruh bagian pohon dipindahkan ke tempat lain
Sumber: Gasperz 2002
2.3 Metode Failure Mode and Effect Analysis (FMEA) 2.3.1 Sejarah Failure Mode and Effect Analysis (FMEA)
Menurut McDermott, (2009) dalam Jurnal Penerpan Fuzzy Failure Mode And Effect Analysis. FMEA (Failure Mode and Effects Analysis) pada awalnya dibuat oleh Aerospace Industry pada tahun 1960-an. FMEA mulai digunakan oleh Ford pada tahun 1980-an, AIAG ( Automotive Industry Action Group ) dan Amaerican Society for Quality Control (ASQC) menetapkannya sebagai standar pada tahun 1993. Saat ini FMEA merupakan salah satu core tools dalam ISO/TS 16949:2002 ( Techical Specification for Automotive Industry ).
FMEA adalah suatu alat yang secara sistematis mengidentifikasi akibat atau konsekuensi dari kegagalan sistem atau proses, serta mengurangi atau mengeliminasi peluang terjadinya kegagalan. FMEA merupakan living
16 documentsehingga dokumen perlu di up date secara teratur, agar dapat digunakan untuk mencegah dan mengantisipasi terjadinya kegagalan. FMEA digolongkan menjadi dua jenis yaitu:
1. Design FMEA yaitu alat yang digunakan untuk memastikan bahwapontential failure modes, sebab dan akibatnya terlah diperhatikan terkait dengan karakteristik desain, digunakan oleh Design Responsible Engineer/ Team.
2. Process FMEA yaitu alat yang digunakan untuk memastikan bahwapontential failure modes, sebab dan akibatnya terlah diperhatikan terkait dengan karakteristik prosesnya, digunakan oleh Manufacturing Engineer/Team.
Design FMEA akan menguji fungsi dari komponen, sub sistem dan sistem.
Modus pontensialnya dapat berupa kesalahan pemilihan jenis material, ketidak tepatan spesifikasi dan yang lainnya. Seharusnya dilal\kukan sejak dilakukan desain produk awal. Process FMEA akan menguji kemampuan proses yang akan digunakan untuk membuat komponen, sub sistem dan sistem. Modus pontensialnya dapat berupa kesalahan operator dalam merakit part, adanya variasi proses yang terlalu besar sehingga produk diluar batas spesifikasi yang telah ditetapkan serta faktor yang lainnya. Seharusnya dilakukan desain proses manufaktur. Ada beberapa alasan mengapa kita perlu menggunakan FMEA diantaranya lebih baik mencegah terjadinya kegagalan dari pada memperbaiki kegagalan, meningkatkan peluang kita untuk dapat mendeteksi terjadinya suatu kegagalan, mengindentifikasi penyebab kegagalan terbesar dan mengeliminasi- nya, mengurangi peluang terjadinya kegagalan dan membangun kualitas dari produk dan proses. FMEA akan sangat berguna sebagai suatu aktivitas “before the event”. Keuntungan yang dapat diperoleh dari penerapan FMEA diantaranya Meningkatan keamanan, kualitas dan keandalan, Nama baik perusahaan, Kepuasan konsumen, Biaya pengembangan yang lebih murah dan Adanya catat historis dari peristiwa kegagalan
17 2.3.2 Pengertian Failure Mode and Effect Analysis (FMEA)
Menurut McDermott, (2009) dalam Jurnal Penerpan Fuzzy Failure Mode And Effect Analysis. FMEA (Failure Mode and Effects Analysis) FMEA adalah suatu prosedur terstruktur untuk mengidentifikasi dan mencegah sebanyak mungkin mode kegagalan (failure mode). FMEAdigunakan untuk mengidentifikasi sumber- sumber dan akar penyebab dari suatu masalahkualitas. Suatu mode kegagalan adalah apa saja yang termasuk dalam kecacatan/ kegagalandalam desain, kondisi diluar batas spesifikasi yang telah ditetapkan, atau perubahan dalamproduk yang meny ebabkan terganggunya fungsi dari produk itu.FMEA dapat dilakukan dengan cara:
1. Mengenali dan mengevaluasi kegagalan potensi suatu produk dan efeknya.
2. Mengidentifikasi tindakan yang bisa menghilangkan atau mengurangi kesempatan dari kegagalan potensi terjadi.
3. Pencatatan proses (document the process)
Kegunaan FMEA adalah sebagai berikut:
1. Ketika diperlukan tindakan pencegahan sebelum masalah terjadi.
2. Ketika ingin mengetahui/mendata alat deteksi yang ada jika terjadi kegagalan.
3. Pemakaian proses baru
4. Perubahan/pergantian komponen peralatan 5. Pemindahan komponen atau proses ke arah baru
Sedangkan manfaat FMEA adalah sebagai berikut :
1. Hemat biaya. Karena sistematis maka penyelesaiannya tertuju pada potensial causes(penyebab yang potensial) sebuah kegagalan / kesalahan.
2. Hemat waktu ,karena lebih tepat pada sasaran.
Terdapat dua penggunaan FMEA yaitu dalam bidang desain (FMEA Desain) dan dalam proses (FMEA Proses). FMEA desain akan membantu menghilangkan kegagalan-kegagalanyang terkait dengan desain, misal nya kegagalan karena kekuatan yang tidak tepat, materialyang tidak sesuai, dan lain lain. FMEA Proses akan menghilangkan kegagalan yang disebabkan oleh perubahan- perubahan dalam variabel proses, misal kondisi diluar batas-batasspesifikasi yang
18 ditetapkan seperti ukuran yang tidak tepat, tekstur dan warna yang tidak sesuai, ketebalan yang tidak tepat, dan lain-lain.Para ahli memiliki beberapa definisi mengenai failure modes and effect analysis ,definisi tersebut memiliki arti yang cukup luas dan apabila dievaluasi lebih dalam memilikiarti yang serupa.
Definisi failure modes and effect analysis tersebut disampaikan oleh Roger D.
Leitch bahwa definisi dari FMEA adalah analisa teknik yang apabila dilakukan dengantepat dan waktu yang te pat akan memberikan nilai yang besar dalam membantu proses pembuatan keputusan. .Analisa tersebut biasa disebut analisa
“bottom up”, seperti dilakukan pemeriksaan pada proses produksi tingkat awal dan mempertimbangkan kegagalan sistem yang merupakan hasil darikeseluruhan bentuk kegagalan yang berbeda.
2.3.3 Tujuan Failure Mode and Effect Analysis (FMEA)
Tujuan yang dapat dicapai oleh perusahaan dengan penerapan FMEA:
1. Untuk mengidentifikasi mode kegagalan dan tingkat keparahan efeknya 2. Untuk mengidentifikasi karakteristik kritis dan karakteristik signifikan 3. Untuk mengurutkan pesanan desain potensial dan defisiensi proses
4. Untuk membantu fokus engineer dalam mengurangi perhatian terhadap produk dan proses, dan membentu mencegah timbulnya permasalahan.
2.3.4 Identifikasi Elemen-elemen Proses FMEA
Element FMEA dibangun berdasarkan informasi yang mendukung analisa.
Beberapa elemen-elemen FMEA adalah sebagai berikut : 1. Fungsi proses
Merupakan deskripsi singkat mengenai proses pembuatan item dimana sistem akan dianalisa.
2. Moda kegagalan
Merupakan suatu kemungkinan kecacatan terhadap setiap proses.
3. Efek potensial dari kegagalan
Merupakan suatu efek dari bentuk kegagalan terhadap pelanggan.
4. Tingkat Keparahan (Severity (S))
Penilaian keseriusan efek dari bentuk kegagalan potensial.
19 5. Penyebab Potensial (Potential Cause(s))
Adalah bagaimana kegagalan tersebut bisa terjadi. Dideskripsikan sebagai sesuatu yang dapat diperbaiki.
6. Keterjadian (Occurrence (O))
Adalah sesering apa penyebab kegagalan spesifik dari suatu proyek tersebut terjadi.
7. Deteksi (Detection (D))
Merupakan penilaian dari kemungkinan alat tersebut dapat mendeteksi penyebab potensial terjadinya suatu bentuk kegagalan.
8. Nomor Prioritas Resiko (Risk Priority Number (RPN))
Merupakan angka prioritas resiko yang didapatkan dari perkalian Severity, Occurrence, dan Detection
RPN = S * O * D
9. Tindakan yang direkomendasikan (Recommended Action)
Setelah bentuk kegagalan diatur sesuai peringkat RPNnya, maka tindakan perbaukan harus segera dilakukan terhadap bentuk kegagalan dengan nilai RPN tertinggi.
2.3.5 Langkah Dasar Failure Mode and Effect Analysis (FMEA)
Terdapat langkah dasar dalam proses Failure Mode and Effect Analysis(FMEA) yaitu sebagai berikut:
1. Mengidentifikasi fungsi pada proses produksi.
2. Mengidentifikasi potensi failure mode proses produksi.
3. Mengidentifikasi potensi efek kegagalan produksi.
4. Mengidentifikasi penyebab-penyebab kegagalan proses produksi.
5. Mengidentifikasi mode-mode deteksi proses produksi.
6. Menentukan rating terhadap severity, occurance, detection dan RPN proses produksi.
7. Usulan perbaikan
Pengukuran terhadap besarnya nilai severity, occurance, dan detection adalah sebagai berikut:
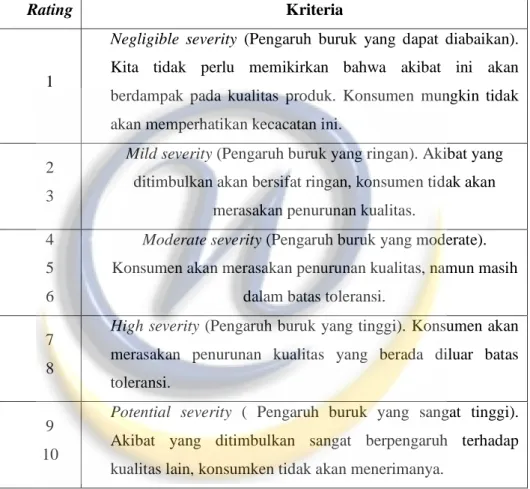
20 1. Nilai Severity
Severity adalah langkah pertama untuk menganalisa resiko, yaitu menghitung seberapa besar dampak atau intensitas kejadian mempengaruhi hasil akhir proses. Dampak tersebut di rating mulai skala 1 sampai 10, dimana 10 merupakan dampak terburuk dan penentuan terhadap rating terdapat pada table 2.2 dibawah ini.
Tabel 2.2 Nilai Severity
Rating Kriteria
1
Negligible severity (Pengaruh buruk yang dapat diabaikan).
Kita tidak perlu memikirkan bahwa akibat ini akan berdampak pada kualitas produk. Konsumen mungkin tidak akan memperhatikan kecacatan ini.
2 3
Mild severity (Pengaruh buruk yang ringan). Akibat yang
ditimbulkan akan bersifat ringan, konsumen tidak akan merasakan penurunan kualitas.
4 5 6
Moderate severity (Pengaruh buruk yang moderate).
Konsumen akan merasakan penurunan kualitas, namun masih dalam batas toleransi.
7 8
High severity (Pengaruh buruk yang tinggi). Konsumen akan
merasakan penurunan kualitas yang berada diluar batas toleransi.
9 10
Potential severity ( Pengaruh buruk yang sangat tinggi).
Akibat yang ditimbulkan sangat berpengaruh terhadap kualitas lain, konsumken tidak akan menerimanya.
Sumber: Gasperz 2002
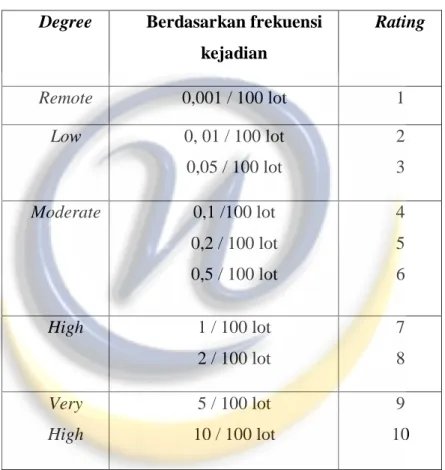
21 2. Nilai Occurance
Apabila sudah ditentukan rating pada proses severity, maka tahap selanjutnya adalah menentukan rating terhadap nilai occurance. Occurance merupakan kemungkinan bahwa penyebab kegagalan akan terjadi dan menghasilkan bentuk kegagalan selama masa produksi produk. Penentuan nilai occurance bisa dilihat berdasarkan tabel 2.3 dibawah ini.
Tabel 2.3 Nilai Occurance Degree Berdasarkan frekuensi
kejadian
Rating
Remote 0,001 / 100 lot 1
Low 0, 01 / 100 lot 0,05 / 100 lot
2 3 Moderate 0,1 /100 lot
0,2 / 100 lot 0,5 / 100 lot
4 5 6
High 1 / 100 lot
2 / 100 lot
7 8 Very
High
5 / 100 lot 10 / 100 lot
9 10
Sumber: Gasperz 2002
3. Nilai Detection
Setelah diperoleh nilai occurance, selanjutnya adalah menentukan nilai detection. Detection berfungsi untuk upaya pencegahan terhadap proses produksi dan mengurangi tingkat kegagalan pada proses produksi. Penentuan nilai detection bisa dilihat pada tabel 2.4 dibawah ini.
22 Tabel 2.4 Nilai Detection
Rating Kriteria Berdasarkan Frekuansi
Kejadian 1 Metode pencegahan sangat efektif.
Tidak ada kesempatan penyebab mungkin muncul.
0,001/ 100 lot
2 3
Kemungkinan penyebab terjadi sangat rendah.
0,01/ 100 lot 0,05 / 100 lot 4
5 6
Kemungkinan penyebab terjadi bersifat moderat.
Metode pencegahan kadang memungkinkan penyebab itu terjadi.
0,1 / 100 lot 0,2/ 100 lot 0,5 / 100 lot
7 8
Kemungkinan penyebab terjadi masih tinggi. Metode pencegahan kurang efektif. Penyebab masih berulang kembali.
1 / 100 lot 2 /100 lot
9 10
Kemungkinan penyebab terjadi masih sangat tinggi. Metode pencegahan tidak efektif.
Penyebab masih berulang kembali.
5 / 100 lot 10 / 100 lot
Sumber: Gasperz 2002
Setelah mendapatkan nilai severity, occurance, dan detection pada pembuatan ekstrak kulit manggis, maka akan diperoleh nilai RPN, dengan cara mengkalikan nilai severity, occurance, dan detection (RPN= S x O x D) yang kemudian dilakukan pengurutan berdasarkan nilai RPN tertinggi sampai yang terendah. Setelah itu, kegiatan proses produksi yang mempunyai nilai RPN besar dan mempunyai peranan penting dalam suatu kegiatan produksi, dilakukan usulan perbaikan untuk menurunkan tingkat kecacatan produk.
23 2.4 Diagram Pareto
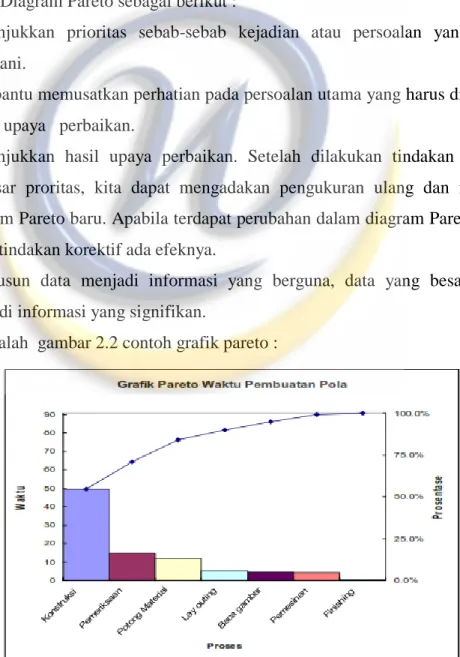
Menurut Nasution dalam bukunya Manajemen Jasa Terpadu (2004, Hal. 114) Diagram Pareto (Pareto Chart) adalah diagram yang dikembangkan oleh seorang ahli ekonomi Italia yang bernama Vilfredo Pareto pada abad XIX Diagram Pareto digunakan untuk memperbandingkan berbagai kategori kejadian yang disusun menurut ukurannya, dari yang paling besar di sebelah kiri ke yang paling kecil di sebelah kanan. Susunan tersebut membantu menentukan pentingnya atau prioritas kategori kejadian-kejadian atau sebab-sebab kejadian yang dikaji atau untuk memngetahui masalah utama proses.
Kegunaan Diagram Pareto sebagai berikut :
1. Menunjukkan prioritas sebab-sebab kejadian atau persoalan yang perlu ditangani.
2. Membantu memusatkan perhatian pada persoalan utama yang harus ditangani dalam upaya perbaikan.
3. Menunjukkan hasil upaya perbaikan. Setelah dilakukan tindakan koreksi berdasar proritas, kita dapat mengadakan pengukuran ulang dan memuat diagram Pareto baru. Apabila terdapat perubahan dalam diagram Pareto baru, maka tindakan korektif ada efeknya.
4. Menyusun data menjadi informasi yang berguna, data yang besar dapat menjadi informasi yang signifikan.
Berikut adalah gambar 2.2 contoh grafik pareto :
Gambar 2.2 Contoh Grafik Diagram Pareto