BAB 2
LANDASAN TEORI
2.1 Pengertian Produk
Produk adalah segala sesuatu yang bisa ditawarkan ke pasar dan dapat memenuhi kebutuhan konsumen. (http://kopisusu.wordpress.com/).
Ada tiga aspek produk :
• Bertujuan pada manfaat
o Manfaat penggunaan o Manfaat psikologis
o Manfaat dalam mengatasi masalah
• Visualisasi produk
o Atribut dan keistimewaan produk o Kualitas produk
o Corak produk
o Kemasan dan label produk o Merk
• Menambah nilai produk o Garansi
o Kemudahan Instalasi o Pengiriman
o Ketersediaan di pasar
o Layanan purna jual
Produk adalah sesuatu yang dapat ditawarkan untuk memenuhi kebutuhan atau keinginan pelanggan. Pentingnya suatu produk fisik bukan terletak pada kepelikannya tetapi pada jasa yang dapat diberikannya. Oleh karena itu dalam membuat produk harus memperhatikan produk fisik dan jasa yang diberikan produk tersebut. (http://www.ekafood.com/strategipemasaran4.htm).
Menurut Kotler (2002,p18), produk adalah segala sesuatu yang dapat ditawarkan ke suatu pasar untuk memenuhi keinginan atau kebutuhan Dalam standar internasional, produk adalah barang atau jasa yang berarti :
- hasil kegiatan atau proses (produk wujud dan terwujud, seperti jasa, program komputer, desain, petunjuk pemakaian)
- suatu kegiatan proses (seperti pemberian jasa ataau pelaksanaan proses produksi )
Berdasarkan beberapa pengertian produk diatas, maka dapat disimpulkan bahwa produk adalah barang atau jasa yang dapat dipasarkan kepada konsumen guna memenuhi kebutuhan konsumen.
2.2 Pengertian kualitas
Kualitas merupakan kesesuaian dengan spesifikasi pelanggan (http://www.
bl.ac.id/dosen/arief/diktat/sim.).
Kualitas adalah segala sesuatu yang mampu memenuhi keinginan dan kebutuhan pelanggan. (http://www.damandiri.or.id/file/nurhasyimadunairbab2.pdf).
kualitas dapat diartikan sebagai kemampuan suatu produk baik barang maupun jasa dalam memenuhi kebutuhan konsumen.
(http://www.stekpi.ac.id/skin/download10/bab3_MO.pdf).
Menurut Goetsch dan Davis (2004,p47) quality is a dynamic associated with products, service, people, process, and environments that meets or exceeds expectation.
Artinya kualitas merupakan suatu kondisi dinamis yang berhubungan dengan produk, manusia, proses, tugas, serta lingkungan yang memenuhi atau melebihi harapan pelanggan atau konsumen.
Menurut Kotler (2002,p67) mutu/kualitas adalah keseluruhan ciri serta sifat dari suatu produk yang berpengaruh pada kemampuannya untuk memuaskan kebutuhan yang dinyatakan atau yang tersirat.
Berdasarkan beberapa pengertian kualitas atau mutu diatas, maka dapat disimpulkan bahwa kualitas adalah gabungan seluruh karakteristik suatu produk yang menampilkan kemampuannya untuk dapat memenuhi dan sesuai dengan kebutuhan konsumen.
2.3 Dimensi Kualitas
Menurut David Garvin yang diterjemahkan Fandy Tjiptono dan Anastasia Diana (2002,p27) terdapat delapan dimensi kualitas yang umumnya digunakan oleh perusahaan-perusahaan manufaktur untuk mengukur tingkat kualitas pada produk yang dihasilkan.Delapan kualitas yang terdapat dalam produk yaitu:
1. Performa performance) berkaitan dengan aspek fungsional dari produk dan merupakan karakteristik utama yang dipertimbangkan pelanggan ketika ingin membeli suatu produk.
2. Keistimewaan(feature) yaitu cirri khas produk yang membedakan dari produk lain yang merupakan karakteristik pelengkap dan mampu menimbulkan kesan yang baik bagi pelangan.
3. Keandalan(reliability) berkaitan dengan kemungkinan suatu produk
berfungsi secara berhasil dalam periode tertentu di bawah kondisi
tertentu.Dengan demikian ,keandalan merupakan karakteristik yang merefreksikan kemungkinan tingkat keberhasilan dalam penggunaan suatu produk.
4. Konfirmasi(conformance) berkaitan dengan tingkat kesesuaian produk terhadap spesifikasi yang telah ditetapkan sebelumnya berdasarkan keinginan pelanggan.
5. Daya tahan(durability) merupakan ukuran masa pakai suatu produk.Karakteristik yang berkaitan dengan daya tahan dari produk itu.
6. Kemampuan pelayanan(serviceability) merupakan karakteristik yang berkaitan dengan kecepatan atau kesopanan, kompetensi, kemudahan, serta akurasi dalam perbaikan.
7. Estetika(aesthetics) merupakan karakteristik mengenai keindahan yang bersifat subjektif sehingga berkaitan dengan pertimbangan pribadi atau refelksi dari preferensi atau pilihan individual. Dengan demikian, estetika dari produk lebih banyak berkaitan dengan perasaan pribadi dan mencakup karakteristik tertentu, seperti keelokan, kemulusan, suara yang merdu, selera, dan lain-lain.
8. Kualitas yang dipersiapkan(perceived quality) besifat subjektif, berkaitan dengan perasaan pelanggan dalam mengkonsumsi produk, seperti meningkatkan harga diri. Hal ini dapat juga berupa karakteristik yang berkaitan dengan reputasi.
2.4 Faktor-faktor yang mempengaruhi kualitas
Terdapat 6 unsur dasar yang mempengaruhi kualitas / mutu, menurut
Prawirosentono (2002, p12) yaitu :
1. Manusia
Sumber daya manusia adalah unsur utama yang memungkinkan terjadinya proses pemanbahan nilai. Kemampuan mereka untuk melakukan suatu tugas (task) adalah kemampuan (ability), pengalaman, pelatihan (training), dan potensi kreativitas yang beragam sehingga diperoleh suatu hasil (output).
2. Metode (Method)
Hal ini meliputi prosedur kerja di mana setiap orang harus melakukan kerja sesuai dengan tugas yang dibebankan pada masing-masing individu. Metode ini harus merupakan prosedur kerja terbaik agar setiap orang dapat melaksanakan tugasnya secara efektif dan efisien. Walaupun seseorang dapat saja menginterpretasikan tugas-tugasnya secara berbeda satu sama lain, asalkan saja pekerjaan tersebut dapat dilaksanakan sesuai rencana.
3. Mesin (Machines)
Mesin atau peralatan yang digunakan dalam proses penambahan nilai menjadi output. Dengan memakai mesin sebagai alat pendukung pembuatan suatu produk memungkinkan berbagai variasi dalam bentuk, jumlah, dan kecepatan proses penyelesaian kerja.
4. Bahan (Materials)
Bahan baku yang diproses, diproduksi agar menghasilkan nilai tambah menjadi output, jenisnya sangat beragam. Keragaman bahan baku yang digunakan akan mempengaruhi nilai output yang beragam pula. Bahkan perbedaan bahan baku (jenisnya) mungkin dapat pula menyebabkan proses pengerjaannya.
5. Ukuran (Measurement)
Dalam setiap tahap proses produksi, harus ada ukuran sebagai standar penilaian agar setiap tahap proses produksi dapat dinilai kinerjanya.
Kemampuan dari standar ukuran tersebut merupakan faktor penting untuk mengukur kinerja seluruh tahapan proses produksinya, tujuannya agar hasil yang diperoleh sesuai dengan rencana.
6. Lingkungan (Environment)
Lingkungan di mana proses produksi berada sangat mempengaruhi hasil atau kinerja proses produksinya. Bila lingkungan kerja berubah, maka kinerjanya pun akan berubah. Bahkan faktor lingkungan eksternal pun dapat mempengaruhi kelima unsur tersebut di atas sehingga dapat menimbulkan variasi tugas pekerjaan.
2.5 Pengertian Pengendalian
Pengendalian merupakan suatu proses dalam mengarahkan sekumpulan variabel untuk mencapai tujuan atau sasaran yang telah ditetapkan sebelumnya. Dasar dari semua proses pengendalian adalah pemikiran untuk mengarahkan suatu variabel, atau sekumpulan variabel, guna mencapai tujuan tertentu. Variabel ini dapat berupa manusia, mesin, dan organisasi.
Pengendalian adalah semua upaya pemeriksaan dan pengujian yang dilakukan selama proses produksi untuk menjamin agar yang diproduksi senantiasa memenuhi persyaratan yang telah ditentukan.
(http://www.pom.go.id/public/hukum_perundangan/pdf).
Pengendalian dalam dunia industri merupakan suatu proses untuk
mendelegasikan tanggung jawab dan wewenang untuk kegiatan manajemen. Dengan tetap
menggunakan cara-cara untuk menjamin hasil yang memuaskan.
2.6 Pengertian dan Tujuan Pengawasan Mutu 2.6.1 Pengertian pengawasan Mutu
Pengawasan mutu atau kualitas hendaknya dirancang dengan tepat untuk menjamin bahwa setiap produk yang diproduksi mempunyai mutu dan keamanan sesuai dengan
standar yang ditetapkan.
(http://www.pom.go.id/public/hukum_perundangan/pdf/SK_Menkes_965.pdf).
Pengawasan mutu merupakan alat bagi manajemen untuk memperbaiki kualitas produk bila diperlukan, mempertahankan kualitas yang sudah tinggi dan mengurangi jumlah bahan yang rusak. (Reksohadiprodjo dan Gitosudarma, 2000, p245).
Pengawasan mutu adalah suatu cara agar spesifikasi produk yang ditetapkan sebagai standar dapat tercermin dalam produk atau hasil akhir. (Assuri, 2004, p210).
2.6.2 Tujuan pengawasan mutu
Tujuan pengawasan mutu atau kualitas menurut Assuri (2004, p210) adalah : a. Agar barang yang dihasilkan dapat mencapai standar mutu yang
telah ditetapkan.
b. Mengusahakan agar biaya inspeksi dapat sekecil mungkin.
c. Mengusahakan agar biaya desain produk dan proses dengan menggunakan mutu produksi tertentu dapat menjadi sekecil mungkin.
d. Mengusahakan agar biaya produksi dapat menjadi serendah mungkin.
Tujuan pengawasan kualitas atau mutu adalah agar produk akhir mempunyai
spesifikasi dengan standar mutu yang telah ditetapkan dan agar biaya desain produk,
biaya inspeksi, dan biaya proses produksi dapat berjalan secara efisien. (Prawirosentono, 2002, p75).
2.7 Pengertian produksi dan proses produksi 2.7.1 Pengertian produksi
Produksi merupakan fungsi pokok dalam setiap organisasi, yang mencakup aktivitas yang bertanggung jawab untuk menciptakan nilai tambah produk yang merupakan output dari setiap organisasi industri itu.
(http:// fportfolio.petra.ac.id/user_files/03-023/SI%2520Produksi.pdf).
Produksi adalah seluruh rangkaian kegiatan yang meliputi penerimaan dan penyiapan bahan baku serta bahan pengemas, pengolahan, pengemasan dan pengendalian mutu sehingga diperoleh produk jadi yang siap didistribusikan.
(http:// www.pom.go.id/public/hukum_perundangan/pdf/SK_Menkes_965.pdf).
Berdasarkan beberapa pengertian produksi diatas, maka dapat disimpulkan bahwa produksi adalah segala usaha kegiatan dalam menciptakan dan menambah kegunaan (utility) sesuatu barang atau jasa, untuk kegiatan dimana dibutuhkan faktor- faktor produksi yang ada di dalam ilmu ekonomi berupa tanah, modal, tenaga kerja dan keahlihan (organizational, managerial, and technical skills). Produk adalah hasil dari kegiatan produksi yang berwujud barang. Produsen adalah orang, badan ataupun lembaga-lembaga yang lain yang menghasilkan produk. Sedangkan produktivitas adalah suatu perbandingan dari hasil kegiatan yang senyatanya dengan hasil kegiatan yang seharusnya.
2.7.2 Proses Produksi
Proses adalah cara, metoda maupun teknik untuk penyelenggaraan atau
pelaksanaan dari suatu hal tertentu. Sedangkan proses produksi adalah suatu cara,
metoda maupun teknik bagaimana kegiatan penciptaan faedah baru atau penambahan faedah tersebut dilaksanakan dalam perusahaan.
Proses produksi ditinjau dari segi arus proses produksi, dapat dibagi menjadi dua yakni, perusahaan yang melaksanakan proses produksinya dalam perusahaan dengan proses produksi yang sama dari hari ke hari atau proses produksi terus menerus, dan proses produksi yang mempergunakan pola atau pelaksanaan proses produksi yang berbeda-beda dari hari ke hari atau proses produksi terputus-putus.
Proses produksi merupakan rentetan rangkaian dari input sampai barang atau jasa itu menjadi output.
2.8 Pengertian TQM dan alat-alat pengendalian Mutu 2.8.1 Pengertian TQM
TQM adalah pencapaian keunggulan perusahaan secara menyeluruh dalam dimensi produk dan dimensi jasa dengan mencegah timbulnya kualitas yang buruk (bad quality). (http:// www.bl.ac.id/dosen/arief/diktat/sim.pdf).
TQM) didefinisikan sebagai suatu cara meningkatkan kinerja secara terus- menerus (continuous performance improvement) pada setiap level operasi atau menggunakan semua sumber daya manusia dan modal yang tersedia.
(http://www.damandiri.or.id/file/nurhasyimadunairbab2.pdf).
TQM (Total Quality Management) yaitu Manajemen organisasi keseluruhan yang menjadikannya unggul dalam semua aspek produk barang dan jasa yang penting bagi konsumen.
(http: www.stekpi.ac.id/skin/download10/bab3_MO).
2.8.2 Alat-alat Pengendalian Mutu
Menurut Nasution(2006,p304) Pada dasarnya kita mengenal 7 alat (dikenal sebagai The Seven Tools) yang dapat digunakan untuk melakukan pengendalian mutu. Alat – alat untuk pengendalian mutu antara lain :
1. Diagram alir/Flow Chart, adalah diagram balok yang secara grafis menerangkan sebuah proses atau sistem.
2. Diagram pareto, adalah sebuah cara menggunakan diagram untuk mengelola kesalahan, masalah, atau cacat untuk membantu memusatkan perhatian pada usaha penyelesaian masalah.
3. Check sheet adalah suatu formulir yang didesain secara sederhana untuk mengumpulkan dan mencatat data.
4. Diagram sebab akibat ai sebut Diagram Kaoru Ishikawa adalah teknik yang digunakan untuk menemukan lokasi yang mungkin pada permasalahan kualitas.
5. Histogram, adalah diagram balok yang menunjukkan cakupan nilai sebuah perhitungan dan frekuensi dari setiap nilai yang terjadi.
6. Bagan kendali, adalah gambaran grafis data sejalan dengan waktu yang menunjukkan batas atas dan bawah proses yang ingin kita kendalikan.
7. diagram sebar/Scatter diagram , yaitu grafik yang menunjukkan hubungan dua perbandingan.
2.9 Pengertian dan Tujuan SPC (Statistical Process Control ) 2.9.1 Pengertian SPC (Statistical Process Control )
Statistical Process Control merupakan sebuah teknik statistik yang digunakan
secara luas untuk memastikan bahwa proses memenuhi standar. Dengan kata lain,
Statistical Process Control merupakan sebuah proses yang digunakan untuk
mengawasi standar, membuat pengukuran dan mengambil tindakan perbaikan selagi
sebuah produk atau jasa sedang diproduksi. (Render dan Heizer, 2005, p286).
Pengertian lain dari Statistical Process Control menurut pendapat Vincent Gasperz (1998, p1 ) ialah suatu terminologi yang mulai digunakan sejak tahun 1970-an untuk menjabarkan penggunaan tekni-teknik statistikal dalam memantau dan meningkatkan performansi proses menghasilkan produk yang berkualitas.
2.9.2 Tujuan SPC (Statistical Process Control )
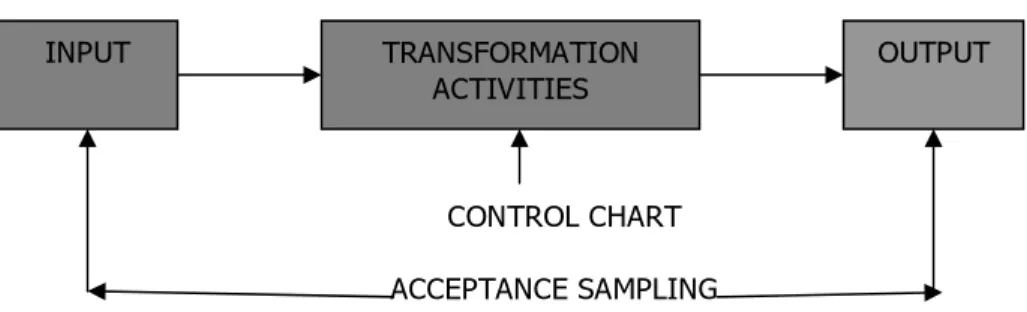
Tujuan Statistical Process Control ialah untuk menunjukkan tingkat reliabilitas sampel dan bagaimana cara mengawasi resiko. Pengawasan kualitas secara statistik (Statistical Process Control) mengandung dua penggunaan umum, yaitu :
• Untuk mengawasi pelaksanaan kerja sebagai operasi-operasi individual selama pekerjaan sedang berlangsung.
• Untuk memutuskan apakah menerima atau menolak sejumlah produk yang telah diproduksi.
Penggunaan metode Statistical Process Control dapat diketahui seperti gambar di bawah ini:
CONTROL CHART ACCEPTANCE SAMPLING
Sumber : Nasution Nur. (2004). Manajemen Mutu Terpadu, Ghalia Indonesia.
Gambar 2.1 Interaksi antara Pengawasan Kualitas dan Produksi
INPUT TRANSFORMATION
ACTIVITIES OUTPUT
2.10 Teknik analisis yang digunakan dalam metode SPC 2.10.1 Check Sheet
Menurut Gasperz (2003, p41) lembar periksa adalah suatu formulir di mana item-item yang akan diperiksa telah dicetak dalam formulir itu dengan maksud agar data dapat dikumpulkan secara mudah dan ringkas.
Penggunaan Check Sheet bertujuan untuk untuk :
¾ Menyusun data secara otomatis, sehingga data itu dapat dipergunakan dengan mudah.
¾ Membantu mentabulasikan banyaknya kejadian dari suatu masalah tertantu atau penyebab tertentu.
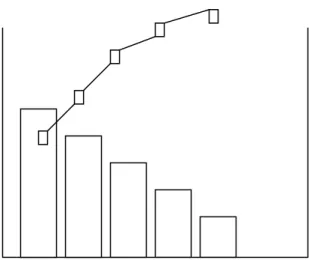
2.10.2 Diagram Pareto (Pareto Chart)
Pareto chart adalah diagram yang dikembangkan oleh seorang ahli ekonomi Italia yang bernama Vilfredo Pareto abad ke 19. Pareto Chart digunakan untuk memperbandingkan berbagai kategori kejadian yang disusun menurut ukurannya dari yang paling besar di sebelah kiri ke yang paling kecil di sebelah kanan. Fungsi pareto chart adalah sebagai berikut :
• Pareto chart dapat membantu untuk memusatkan perhatian pada persoalan utama yang harus ditangani dalam upaya perbaikan.
• Menunjukkan hasil upaya perbaikan. Setelah dilakukan tindakan korektif berdasarkan prioritas, kita dapat mengadalkan pengukuran ulang dan membuka pareto chart baru. Apabila terdapat perubahan dalam pareto chart baru,maka tindakan korektif ada efeknya.
Hasil pareto chart digunakan diagram sebab-akibat untuk mengetahui
penyebab masalah. Setelah sebab diketahui dari diagram tersebut, kemudian
disusun untuk merasionalisasi data yang diperoleh dari diagram sebab akibat.
Jenis kerusakan
Sumber : (Gasperz, 2003, p51)
Gambar 2.2 Diagram Pareto
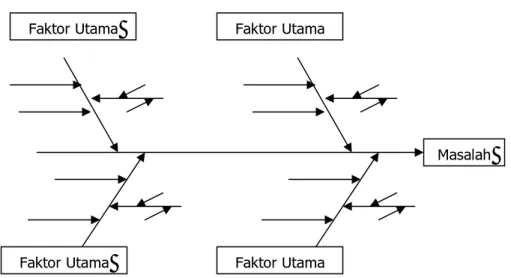
2.10.3 Diagram Sebab-Akibat/Diagram tulang ikan/Diagram Kaoru Ishikawa Diagram sebab akibat adalah suatu pendekatan terstruktur yang memungkinkan dilakukan suatu analisis lebih terperinci dalam menemukan penyebab-penyebab suatu masalah.
Diagram sebab-akibat disebut juga diagram tulang ikan (fishbone diagram) atau diagram Ishikawa sesuai dengan nama Prof. Kaoru Ishikawa dari Jepang yang memperkenalkan diagram ini.
Diagram ini digunakan dalam situasi di mana :
• Terdapat kesulitan untuk membedakan penyebab dari akibat.
• Diperlukan analisis lebih terperinci terhadap suatu masalah
Frekuensi ku mulatif Persen tase k umulatif
Sumber : (Gasperz, 2003, p60)
Gambar 2.3 Diagram Fishbone/tulang ikan
2.10.4 Bagan Kendali (Control Chart)
Bagan kendali merupakan gambaran grafis data sejalan dengan waktu yang menunjukkan batas atas dan bawah proses yang ingin kita kendalikan. Pengunaan utama dari bagan pengendalian adalah untuk meningkatkan proses:
1. Sebagian besar proses tidak berjalan pada pengendalian proses secara statistik yang statis.
2. Bagan pengendalian hanya mendeteksi penyebab tetap. Tindakan manajemen, operator dan rancang-bangun dipelukan untuk mengurangi penyebab tetap.
Dalam mengidentifikasi dan mengurangi penyebab tetap, penting untuk menemukan akar masalah (root cause) dan menyerangnya. Bagan pengendalian banyak digunakan karena:
1. Menyediakan informasi tentang kapabilitas proses.
Faktor Utama Faktor Utama
Faktor Utama Faktor Utama
Masalah
2. Efektif untuk mencegah cacat.
3. Menyediakan informasi diagnosis.
4. Mencegah penyesuaian proses yang tidak perlu.
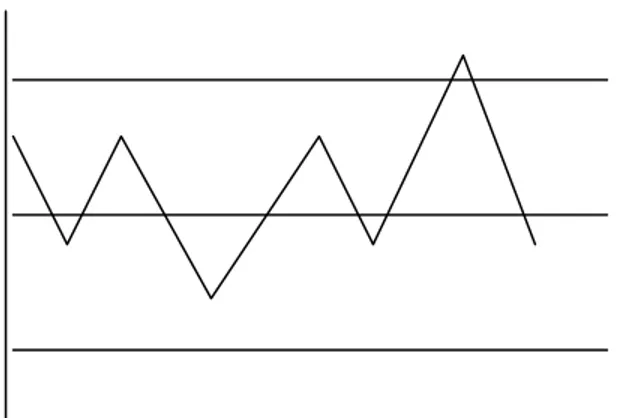
Sebuah bagan pengendalian dapat mengindikasikan kondisi tak terkontrol ketika satu atau lebih titik jatuh di luar batas kendali. Teknik kualitas yang paling umum dilakukan dalam pengawasan kualitas adalah dengan menggunakan diagram kontrol Shewhart seperti yang digambarkan di bawah ini :
UCL
Garis Sentral
LCL
Nomor sampel barang
Sumber : Nasution Nur. (2004). Manajemen Mutu Terpadu, Ghalia Indonesia.
Gambar 2.4 Diagram Kontrol Shewhart
Garis sentral melukiskan nilai baku yang menjadi dasar perhitungan terjadinya penyimpangan hasil-hasil pengamatan untuk tiap sampel. UCL atau batas kontrol atas adalah garis yang menunjukkan penyimpangan paling tinggi dari nilai baku. LCL atau batas kontrol bawah adalah batas penyimpangan yang paling rendah.
Nilai setiap sampel berdasarkan statistik dihitung dan kemudian digambarkan dengan titik dan dihubungkan dengan garis untuk dianalisis. Apabila titik-titik berada dalam daerah yang dibatasi oleh UCL dan LCL, maka proses produksi berada dalam
Karakterstik b arang
kontrol, sehingga penyimpangan kualitas masih dapat ditolelir. Sebaliknya, bila titik- titik berada di luar batas UCL dan LCL, maka proses produksi berada di luar kontrol.
Dalam keadaan demikian, perusahaan harus mencari hal-hal yang menyebabkan banyaknya barang yang kualitasnya menyimpang dari kualitas standar, kemudian diperbaiki agar produksi kembali dalam kontrol atau kendali.
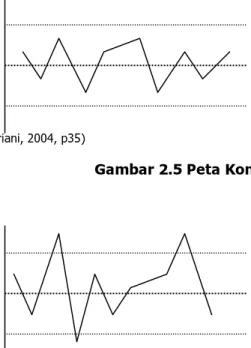
UCL CL LCL
Sumber : (Ariani, 2004, p35)
Gambar 2.5 Peta Kontrol dalam kendali
UCL CL LCL
Sumber : (Ariani, 2004, p35)
Gambar 2.6 Peta Kontrol di luar kendali
Beberapa aturan untuk bagan pengendalian Shewchart:
1. Satu titik jatuh di luar batas kendali 3-sigma.
2. Dua titik dari tiga titik berurutan jatuh di luar batas peringatan 2-sigma.
3. Empat titik dari lima titik berurutan jatuh di suatu jarak 1-sigma atau di luar garis tengah.
4. Delapan titik berurutan jatuh pada salah satu sisi garis tengah.
5. Enam titik berturut-turut secara tetap meningkat atau menurun.
6. Empatbelas titik berturut-turut naik dan turun.
7. Delapan titik berturut-turut berada pada kedua sisi garis tengah tanpa satupun berada pada zona C.
8. Satu atau lebih titik di dekat batas peringatan atau batas kendali.
2.10.5 Peta Kendali p (p-Chart)
Peta kendali p digunakan untuk mengukur proporsi ketidaksesuaian (penyimpangan atau sering disebut cacat) dari item-item dalam kelompok yang sering diinspeksi.
Jadi peta atau bagan kendali ini digunakan untuk mengetahui apakah cacat produk yang dihasilkan masih dalam batas yang disyaratkan. (Gasperz, 2003, p92).
Rumus menurut Ariani (2004, p133) :
P= n x
Dimana :
P : proporsi kesalahan dalam setiap sampel
X : banyaknya produk yang salah dalam setiap sampel n : banyaknya sampel yang diambil dalam inspeksi
Garis pusat (central line) peta pengendali proporsi kesalahan ini adalah :
p atau CL = ∑
= g
i
pi
1
= ∑
= g
i
xi
1
g n.g
Dimana :
p atau CL : garis pusat peta pengendali proporsi kesalahan
pi : proporsi kesalahan setiap sampel atau sub kelompok dalam setiap observasi
n : banyaknya sampel yang diambil setiap kali observasi g : banyaknya observasi yang dilakukan
Sedangkan batas pengendali atas (UCL) dan batas pengendali bawah (LCL) untuk peta pengendali proporsi kesalahan tersebut adalah :
UCL = p + 3
n p p ( 1 − )
LCL = p - 3
n p p ( 1 − )
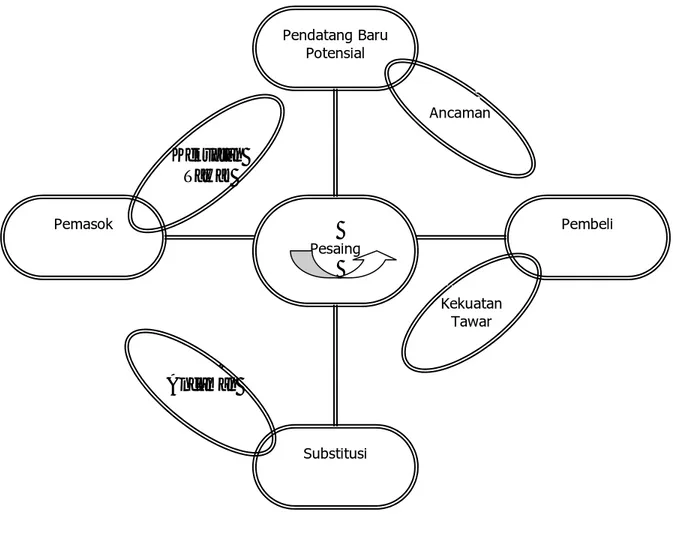
2.11 Analisis Porter
Menurut Michael E. Porter yang dikutip dari buku Hariadi (2003,p49) pola umum peta persaingan dalam pasar biasanya melibatkan lima kekuatan yang masing- masing saling menekan untuk memperoleh keuntungan yang maksimal.Kekuatan- kekuatan tersebut berasal dari lima kekuatan persaingan dalam industri :
1. Ancaman pendatang baru (The Threat Of New Entrants) 2. Daya tawar pelanggan (The Bargaining Power Of Costumers) 3. Daya tawar pemasok (The Threat Power Of Suppliers)
4. Ancaman produk atau jasa substitusi (The Threat Of Suppliers)
5. Persaingan antara perusahaan yang sejenis
Pendatang Baru Potensial
Pemasok Pembeli
Pesaing
Substitusi
Ancaman
Kekuatan Tawar
Ancaman
Kekuatan Tawar
Sumber : (Haryadi Sarjono)
Gambar 2.7 Lima kekuatan porter
1. Ancaman masuknya pendatang baru
Pendatang baru dalam suatu industri mempunyai keinginan untuk memperoleh pangsa pasar dan sumber daya yang substansial.
Keseriusan ancaman pendatang baru tergantung hambatan yang ada dan reaksi dari pesaing itu sendiri, yang sudah diperkirakan oleh pendatang baru.
2. Pemasok
Pemasok dapat menggunakan kekuatan tawar-menawar untuk peserta dalam industri dengan meningkatkan harga atau mengurangi kualitas barang atau jasa yang dibeli.Dengan demikian, pemasok mempunyai pengaruh untuk menekan suatu industri terhadap kenaikan atau penurunan biaya melalui harga jual.
3. Pembeli
Pembeli atau pelanggan juga mempunyai pengaruh terhadap harga terhadap suatu industri. Pembeli yang dikatakan berpengaruh apabila :
• Pembeli terkonsentrasi dalam pembelian dengan volume besar.
Pembeli dengan volume besar khususnya merupakan kekuatan besar.
• Pembeli menempatkan suatu ancaman yang dapat dipercaya melakukan integrasi ke hulu yang dapat membuat suatu produk industri.
4. Ancaman produk substitusi
Produk perusahaan sering menghadapi persaingan yang ketat dengan
produk dari industri lain yang dapat menjadi alternatif bagi konsumen
untuk memilih. Suatu produk dapat menjadi substitusi atau pengganti
bagi produk lain jika konsumen menganggap produk-produk tersebut mempunyai fungsi yang serupa. Tekanan persaingan dari produk substitusi akan mendorong suatu perusahaan menjalankan strategi untuk menyakinkan pelanggan bahwa produk mereka berbeda daripada produk substitusi.
5. Persaingan antar perusahaan sejenis
Persaingan diantara pesaing yang ada dalam merebut pangsa pasar
menggunakan berbagai strategi, diantaranya : kompetisi harga dan
pengenalan produk.
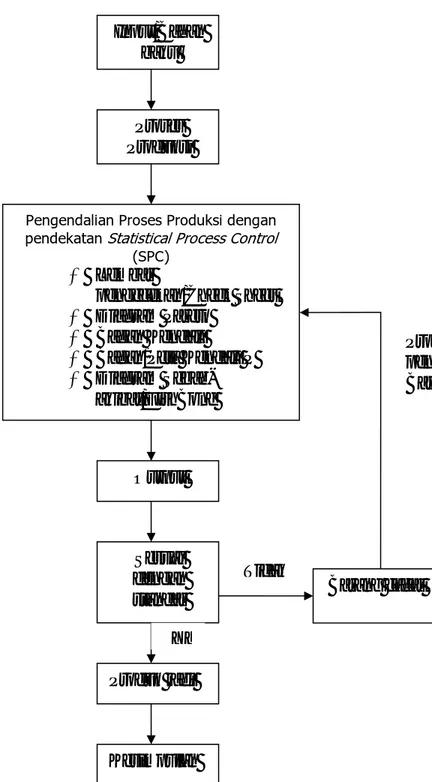
2.12 Kerangka Pemikiran
Sumber:Hasil penelitian data, Maret 2007