BAB 4
PENGUMPULAN, PENGOLAHAN, DAN ANALISIS DATA
4.1 Sejarah Perusahaan
PT. Primatech Presisi Utama adalah sebuah perusahaan manufaktur yang bergerak dalam bidang pembuatan spare part automotive dan alat – alat teknik. Perusahaan ini didirikan oleh Bapak Mubiyanko dengan modal awal ditandai dengan adanya pembelian mesin auto lathe.
Perusahaan ini berdiri pada tanggal 16 Januari 2003. Kegiatan operasional dari awal hingga sekarang adalah dengan melakukan kegiatan penjualan dan pengadaan spare parts
automotive, trafo listrik, dan juga kedokteran.
Sebagai perusahaan yang berkembang, PT. Primatech Presisi Utama selalu berusaha dalam memenuhi kebutuhan dan kepuasan customers dalam meningkatkan jaminan mutu kualitas.
Customers PT. Primatech Presisi Utama diantaranya adalah PT. Hi Lex Indonesia, PT. Traffo
Indonesia, PT. Paramount, dan sebagainya.
Sampai saat ini PT. Primatech Presisi Utama memiliki plant workshop yang berada di daerah Cikarang, dan kantor pusat sekaligus pabrik yang terletak di daerah Pergudangan Kosambi, dengan jumlah tenaga kerja berjumlah 50 orang yang dibagi ke dalam 3 shift jam kerja per hari, yaitu shift pertama dimulai pukul 07.00 sampai 15.00 WIB, shift kedua dimulai dari pukul 15.00 sampai 23.00 dan terakhir dimulai dari pukul 23.00 sampai 07.00 pagi. Untuk mengetahui struktur organisasi pada PT. Primatech Presisi Utama, dapat dilihat pada lampiran 2.
4.1.1 Visi dan Misi
PT. Primatech Presisi Utama bertekad untuk menjadi perusahaan manufaktur yang memproduksi part presisi dan bermutu tinggi, untuk menyokong kemajuan industri otomotif dan elektronik dengan hanya menggunakan bahan – bahan berkualitas dan telah teruji dengan baik, serta menjamin kemasan produk dengan baik agar kualitas tetap terjaga pada saat proses pengiriman.
4.1.2 Proses Produksi
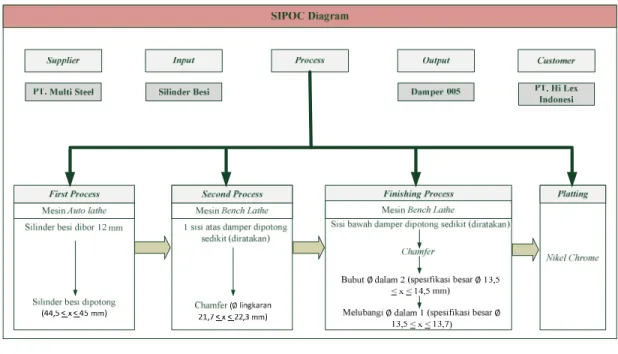
Sebagaimana yang telah dijelaskan pada ruang lingkup di bab 1, sampel yang diambil sebagai objek penelitian adalah damper 005. Di dalam proses pembuatan damper ini, terdapat tiga langkah proses, yaitu: first process, second process, dan finishing process.
1. First Process
First process adalah langkah awal pada pembuatan damper. Pada proses ini, diawali
dengan pengeboran material, yaitu silinder besi sebesar 12 mm. Kemudian bagian material yang dibor tersebut dipotong menjadi produk work in process dengan panjang target spesifikasi 45 mm. Variabel yang diambil pada proses ini adalah panjang work in process, dan batas spesifikasinya adalah 45 – 0,5 mm. Proses ini berlangsung dengan menggunakan mesin
auto lathe.
2. Second Process
Pada second process yang dilakukan pada mesin bench lathe, proses diawali dengan
turning process pada diameter luar 1 damper dengan spesifikasi 22 – 0,3 mm. Proses ini
diakhiri dengan turning permukaan atas, agar panjang work in process dari first process lebih mendekati spesifikasi akhir (43 ± 0,7 mm).
3. Finishing Process
Pada finishing process diawali dengan turning process permukaan bagian bawah, sehingga didapatkan panjang produk hasil proses ini yaitu panjang akhir spesifikasi yang diinginkan oleh customer (43 ± 0,7). Kemudian proses dilanjutkan dengan turning sisi permukaan bawah (chamfer) dengan besar derajat kemiringannya yaitu 45o. Proses berikutnya dilakukan pengeboran diameter dalam yang memiliki besar 13,5 mm. Diameter ini merupakan fungsi utama dari produk damper. Langkah akhir pada proses ini adalah proses penyayatan diameter dalam pada sisi permukaan bawah, dengan besar diameter yaitu 14 mm. Pada finishing process, terdapat 3 variabel yang diambil, yaitu: diameter dalam 1, panjang
P an jang B ody (Fin ish ing P ro ce ss )
P an jang W o rk In P rocess (F irst P ro ce ss ) D ia m e te r D ala m 2
(F inishin g P rocess )
D iam eter D alam 1 (F inishin g P rocess ) D iam eter Lu ar 1 (S econ d P rocess ) Gambar 4.1 Proses Variabel 4.2 Pembahasan 4.2.1 Define
Tahap define adalah langkah awal pada penerapan konsep Six Sigma DMAIC, yang merupakan awal dalam menentukan pokok permasalahan. Untuk itu diperlukan informasi mengenai proses dan kebutuhan pelanggan, seperti spesifikasi produk yang akan dijelaskan pada diagram SIPOC (Supplier, Input, Process, Output, Customer).
Pada tahap define, dilakukan penentuan Critical To Quality (CTQ) baik secara variabel (terukur) maupun atribut (terhitung) berdasarkan spesifikasi kebutuhan pelanggan. Untuk mengidentifikasi tujuan dari proyek Six Sigma akan dijelaskan melalui Project Charter, kemudian identifikasi tentang proses pembuatan damper 005 secara lengkap akan digambarkan melalui Peta Aliran Proses atau Flow Process Chart. Tahap ini dimulai pada tanggal 24 Februari 2012, dan berakhir pada tanggal 29 Februari 2012.
1.2.1.1 Project Charter
Penyusunan project charter ini terdiri dari beberapa elemen – elemen, seperti: (1)
Business Case, yang merupakan sasaran utama yang ingin dicapai oleh perusahaan, yaitu
peningkatan kualitas dan sistem yang terdokumentasi. (2) Problem Statement, merupakan langkah awal dalam menentukan fokus permasalahan. (3) Goal Statement, yang merupakan
tujuan penelitian, yaitu meningkatkan kualitas produk, sistem inspeksi baku dan terdokumentasi dengan metode Six Sigma DMAIC sebagai pendekatannya. (4) Project Scope, yaitu ruang lingkup penelitian, (5) Project Plan, yaitu rencana penelitian dengan metode DMAIC yang dilakukan dimulai pada pertengahan Februari. DMAIC Project Charter ditunjukkan pada lampiran 4.
1.2.1.2 SIPOC Diagram
SIPOC (Supplier, Input, Process, Output, dan Control) Diagram ini akan memberikan informasi yang berkaitan dengan proses produksi damper 005 ini beserta spesifikasi yang telah ditentukan. SIPOC Diagram akan dijelaskan pada gambar 4.2.
Gambar 4.2 SIPOC Diagram
1.2.1.3 Flow Process Chart
Flow Process Chart merupakan sebuah diagram yang menggambarkan informasi
mengenai langkah – langkah proses produksi yang dimulai dari tahap awal hingga akhir, pengolahan material, yaitu silinder besi hingga menjadi produk jadi (damper), waktu proses, serta jarak perpindahan material dari proses awal hingga akhir. Flow Process Chart beserta penjelasan perhitungan waktu proses dapat dilihat pada lampiran 5. Sedangkan analisis Flow
Tabel 4.1 Analisis Flow Process Chart pada Pembuatan Damper
FLOW PROCESS CHART DAMPER Location:
lantai produksi PT. Primatech Presisi Utama
Summary
Activity: Pembuatan Damper Event Present
Date: Operation 8
Operator: Analyst: Transport 4
Method: Present Inspection 1
Type : Material Storage 2
Information: Time(detik) 109.09
Distance(m) 40.5
Hasil: Pengolahan data penulis 1.2.2 Measure
Pada tahap ini akan dilakukan pengukuran terhadap spesifikasi produk berdasarkan critical
to quality. Setelah komponen critical to quality pada produk diketahui, maka langkah yang
dilakukan selanjutnya adalah proses pengambilan data yang terbagi menjadi dua macam, yaitu
data variabel dan data atribut.
Pada data variabel akan dilakukan uji kecukupan data untuk membuktikan apakah data yang diambil sudah cukup, dan uji normalitas, untuk membuktikan apakah variabel yang diambil telah normal, sehingga dapat diolah melalui analisis peta kontrol. Sedangkan untuk data atribut, dilakukan perhitungan defect part per million (DPMO), untuk mengetahui tingkatan sigma proses pengukuran saat ini. Tahap ini dimulai pada tanggal 1 Maret 2012 sampai 30 April 2012.
4.2.2.1 CTQ (Critical to Quality)
Kriteria Critical to Quality dibagi menjadi 2 bagian sesuai jenis data yang berlaku, yaitu:
Critical to Quality variabel, critical to quality atribut. Kriteria Critical to Quality ini secara
langsung akan ditampilkan terhadap data yang masuk dalam pengukuran. a. Critical to quality variabel
Tabel 4.2 CTQ Variabel
No. Variabel Spesifikasi
1 Panjang Body 43 ± 0.7 mm
2 Diameter Luar 1 22 + 0.3 mm
3 Diameter Dalam 1 13.5 + 0.2 mm
4 Diameter Dalam 2 14 ± 0.2 mm
Perlu diketahui, bahwa variabel nomor 1 sampai 4 adalah kriteria akhir yang sesuai dengan spesifikasi yang ditentukan oleh customer. Sedangkan pada variabel nomor 5, merupakan variabel produk yang dihasilkan pada standar first process, tetapi variabel tersebut penting untuk menunjang variabel nomor 1. Apabila variabel nomor 5 tidak dapat dipenuhi, maka hal tersebut akan berakibat pada variabel nomor 1 yang keluar dari batas spesifikasi. b. Critical to quality atribut
Terdapat 8 jenis critical to quality yang bersifat atribut, dimana data yang dikumpulkan bersifat diskrit, yaitu: (1) body cacat, (2) permukaan tidak rata, (3) panjang body tidak sesuai, (4) diameter dalam satu besar, (5) lubang tidak center, (6) diameter dalam satu kecil, (7)
diameter dalam dua kecil, dan (8) tidak ada diameter empat belas. Penjelasan secara detail
tentang Critical to Quality atribut akan ditunjukkan pada lampiran 6.
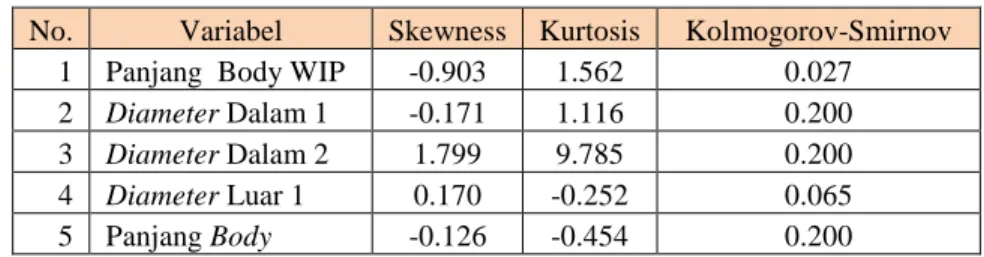
4.2.2.2 Perhitungan Data Kualitas Variabel
Sebelum memasuki tahap analyze, data variabel harus diuji kenormalannya dengan metode Kolmogorov-Smirnov. Analisis uji kenormalan data didapat berdasarkan uji normalitas terhadap data yang didapat dengan menggunakan program SPSS seperti terlihat pada tabel berikut:
Tabel 4.3 Perhitungan Uji Normalitas Data Variabel
No. Variabel Skewness Kurtosis Kolmogorov-Smirnov 1 Panjang Body WIP -0.903 1.562 0.027
2 Diameter Dalam 1 -0.171 1.116 0.200
3 Diameter Dalam 2 1.799 9.785 0.200
4 Diameter Luar 1 0.170 -0.252 0.065
5 Panjang Body -0.126 -0.454 0.200
Seperti terlihat pada perhitungan 3 metode tersebut, terdapat variabel panjang WIP yang tidak signifikan sebagai sebaran normal. Jika dilihat pada variabel yang lain, tidak dapat dinyatakan dengan mutlak bahwa variabel tersebut memiliki sebaran normal. Hal ini dapat disebabkan karena variabilitas masing-masing variabel yang tinggi, atau banyak sebaran data yang jauh dari nilai tengah. Oleh karena itu, maka analisis terlebih dahulu diarahkan pada seleksi data yang lebih ketat melalui peta kontrol, sehingga didapatkan data yang lebih normal.
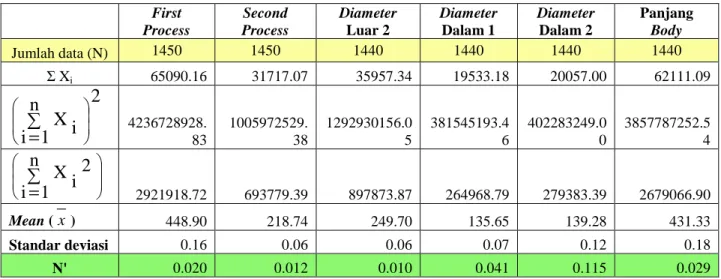
Pada uji kecukupan data, perhitungan dilakukan terhadap data pengamatan yang diambil secara langsung dan berikut adalah tabel masing-masing variabel kecukupan data berdasarkan perhitungan yang dilakukan dengan program SPSS.
Tabel 4.4 Tabel Uji Kecukupan Data
First Process Second Process Diameter Luar 2 Diameter Dalam 1 Diameter Dalam 2 Panjang Body Jumlah data (N) 1450 1450 1440 1440 1440 1440 Σ Xi 65090.16 31717.07 35957.34 19533.18 20057.00 62111.09 2 n 1 i i X ∑ = 4236728928.83 1005972529. 38 1292930156.0 5 381545193.4 6 402283249.0 0 3857787252.5 4 ∑ = n 1 i i X 2 2921918.72 693779.39 897873.87 264968.79 279383.39 2679066.90 Mean (x ) 448.90 218.74 249.70 135.65 139.28 431.33 Standar deviasi 0.16 0.06 0.06 0.07 0.12 0.18 N' 0.020 0.012 0.010 0.041 0.115 0.029
Hasil: Pengolahan data penulis
Keterangan:
N1 = Jumlah pengamatan yang seharusnya dilakukan
K = Tingkat kepercayaan dalam pengamatan.(k = 2, 1-α=95%) S = Derajat ketelitian dalam pengamatan (5%)
N = Jumlah pengamatan yang sudah dilakukan Xi = Data pengamatan
Dari hasil perhitungan tersebut terlihat bahwa jumlah data pengamatan yang diambil lebih besar dari jumlah data minimal yang seharusnya diambil dimana masing-masing dari nilai N pada setiap variabel lebih besar dari nilai N'. Perbedaan nilai N terhadap N' sangat ekstrim, sehingga dapat di simpulkan bahwa jumlah data pengamatan yang diambil sangat cukup.
4.2.2.3 Perhitungan Data Kualitas Atribut
Data atribut yang didapat pada periode Maret hingga April dapat dilihat pada lampiran 7. Berdasarkan data tersebut, diperoleh total produk yang diteliti selama periode 1 Maret 2012 – 30 April 2012 adalah 9.363 unit, dengan jumlah total produk cacat yang didapat adalah 538 unit.
Selanjutnya, data hasil pengukuran atribut pada tingkat output akan diolah untuk menentukan nilai DPO, DPMO dan Kapabilitas Sigma dapat dilihat pada tabel berikut:
Tabel 4.5 Perhitungan Data Kualitas Atribut
Total Produk
Total
Defect DPO DPMO Sigma
9363 538
= 0.007182527
3.95
Hasil: Pengolahan data penulis
Pada hasil perhitungan nilai sigma sebesar 3.95, dapat dikatakan bahwa hasil produk berada pada tingkat rata-rata industri di Indonesia. Dengan pencapaian ini, dapat memungkinkan adanya perbaikan pada sistem produksi perusahaan, sehingga dapat meningkatkan pencapaian sigma sebagai upaya continuous improvement khususnya produk damper 005 pada perusahaan.
4.2.3 Analyze
Tahap analyze berlangsung pada tanggal 1 Mei 2012 hingga 30 Mei 2012. Pada tahap ini, analisis dilakukan terhadap data variabel dan data atribut. Pada analisis data variabel bertujuan untuk mencari penyebab variabilitas pada saat proses produksi berlangsung. Sedangkan pada
data atribut, analisis dilakukan untuk mengidentifikasi penyebab adanya kegagalan yang dapat
menyebabkan produk defect, sehingga nantinya diharapkan agar jumlah produk defect tersebut dapat berkurang melalui perbaikan sistem kerja, khususnya sistem inspeksi.
4.2.3.1 Analisis Pengolahan Data Variabel
Dalam tahap analisis data variabel, digunakan 3 tools of quality untuk mendapatkan permasalahan variabilitas, yaitu: peta kontrol, analisis kapabilitas proses, dan diagram sebab akibat.
1. Analisis Peta Kontrol dan Kapabilitas Proses
Analisis peta kontrol dan kapabilitas proses dilakukan terhadap masing-masing variabel proses, yang didapat berdasarkan pengolahan data menggunakan program SPSS. Analisis peta kontrol dan kapabilitas proses dapat dilihat pada lampiran 8.
Sesuai tabel analisis yang terlampir pada lampiran 8 tersebut, terdapat 3 variabel yang membutuhkan perbaikan yang bertujuan agar dapat menekan variabilitas pada variabel proses tersebut, yaitu: panjang body work in process, diameter luar 1, diameter dalam 1. Sedangkan 2 variabel lainnya tidak masuk dalam perbaikan proses, karena untuk variabel diameter dalam 2 hanya merupakan variabel identifikasi produk. Sedangkan untuk variabel panjang body, perbaikan berjalan bersamaan dengan perbaikan CTQ panjang body pada data atribut, karena kedua data ini memiliki karakteristik pengukuran yang sama, perbedaan hanya terdapat pada cara pengambilan datanya.
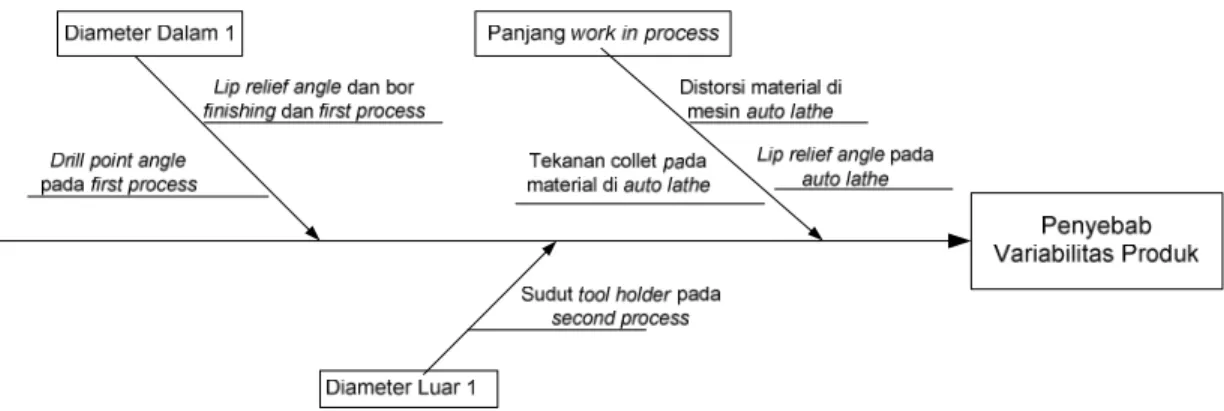
2. Analisis Diagram Sebab-Akibat (Fishbone)
Analisis diagram sebab akibat dilakukan agar dapat mengidentifikasi penyebab timbulnya kegagalan. Analisis fishbone diagram ini akan dilakukan terhadap 3 variabel yang telah ditentukan berdasarkan analisis peta kontrol dan kapabilitas proses sebelumnya. Dengan demikian, identifikasi penyebab kegagalan akan difokuskan pada panjang work in process,
diameter dalam 1, dan diameter luar 1. Diagram sebab akibat pada 3 variabel tersebut akan
dijelaskan pada gambar 4.3 di bawah ini.
Gambar 4.3 Fishbone Diagram Data Variabel
Berdasarkan identifikasi penyebab kegagalan pada fishbone diagram di atas, maka analisis penyebab kegagalan pada data variabel tersebut ditunjukkan pada tabel 4.6.
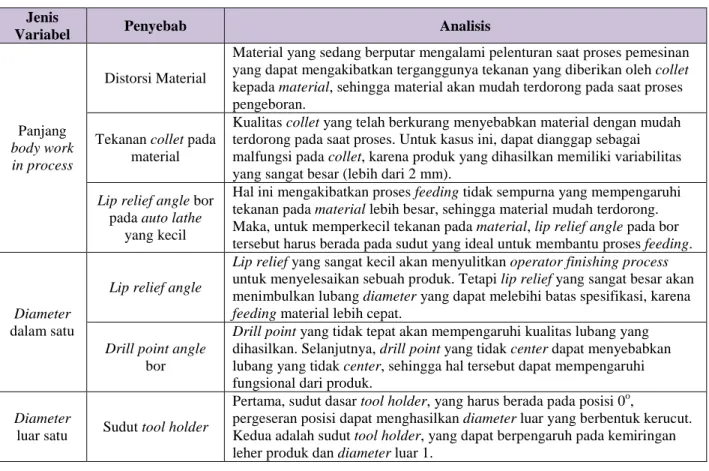
Tabel 4.6 Analisis Fishbone Diagram data Variabel
Jenis
Variabel Penyebab Analisis
Panjang body work in process
Distorsi Material
Material yang sedang berputar mengalami pelenturan saat proses pemesinan yang dapat mengakibatkan terganggunya tekanan yang diberikan oleh collet kepada material, sehingga material akan mudah terdorong pada saat proses pengeboran.
Tekanan collet pada material
Kualitas collet yang telah berkurang menyebabkan material dengan mudah terdorong pada saat proses. Untuk kasus ini, dapat dianggap sebagai malfungsi pada collet, karena produk yang dihasilkan memiliki variabilitas yang sangat besar (lebih dari 2 mm).
Lip relief angle bor pada auto lathe
yang kecil
Hal ini mengakibatkan proses feeding tidak sempurna yang mempengaruhi tekanan pada material lebih besar, sehingga material mudah terdorong. Maka, untuk memperkecil tekanan pada material, lip relief angle pada bor tersebut harus berada pada sudut yang ideal untuk membantu proses feeding.
Diameter dalam satu
Lip relief angle
Lip relief yang sangat kecil akan menyulitkan operator finishing process untuk menyelesaikan sebuah produk. Tetapi lip relief yang sangat besar akan menimbulkan lubang diameter yang dapat melebihi batas spesifikasi, karena feeding material lebih cepat.
Drill point angle bor
Drill point yang tidak tepat akan mempengaruhi kualitas lubang yang dihasilkan. Selanjutnya, drill point yang tidak center dapat menyebabkan lubang yang tidak center, sehingga hal tersebut dapat mempengaruhi fungsional dari produk.
Diameter
luar satu Sudut tool holder
Pertama, sudut dasar tool holder, yang harus berada pada posisi 0o,
pergeseran posisi dapat menghasilkan diameter luar yang berbentuk kerucut. Kedua adalah sudut tool holder, yang dapat berpengaruh pada kemiringan leher produk dan diameter luar 1.
1.2.3.2 Analisis Pengolahan Data Atribut
Data atribut merupakan jenis data kualitatif, sehingga data atribut mengikuti pola
distribusi binomial. Dengan demikian penggunaan analisis indeks kapabilitas proses dengan menggunakan control chart pada perhitungan data atribut tidak digunakan, karena pada penelitian ini, data atribut difokuskan untuk memperbaiki kinerja standar inspeksi dengan mengurangi jumlah cacat produk, bukan mengamati batas control pada produk cacat.
Tools yang digunakan dalam analisis data atribut adalah: (1) diagram Paretto, (2) diagram
sebab akibat, dan (3) FMEA (Failure Modes and Effects Analysys). Pada analisis data atribut, diagram Paretto digunakan untuk menganalisa jenis cacat berdasarkan urutan jumlah cacat terbanyak yang dihasilkan. Analisis diagram sebab akibat (Fishbone Diagram) bertujuan untuk mengidentifikasi akar penyebab dari produk cacat yang terjadi pada proses produksi damper dan penggunaan FMEA (Failure Modes and Effects Analysys) adalah untuk mengidentifikasi modus jenis kegagalan serta memberikan usulan perbaikan yang sesuai pada penyebab jenis kegagalan.
Analisis terhadap data ini berdasarkan pengamatan yang dilakukan dan hasil wawancara pihak terkait mengenai faktor yang memungkinkan adanya penyebab terjadinya produk cacat.
1. Analisis Diagram Pareto
Terdapat 8 jenis cacat berdasarkan CTQ yang telah ditentukan sebelumnya, yaitu: (1)
body cacat, (2) permukaan tidak rata, (3) panjang body tidak sesuai, (4) diameter dalam 1
besar, (5) lubang tidak center, (6) diameter dalam 1 kecil, (7) diameter dalam 2 kecil, dan (8) tidak ada diameter 14. Berdasarkan hasil pengamatan yang dilakukan pada inspeksi akhir produk, maka didapatkan jumlah serta tingkat persentase produk cacat pada damper 005 seperti yang ditunjukkan pada tabel 4.7 sebagai berikut:
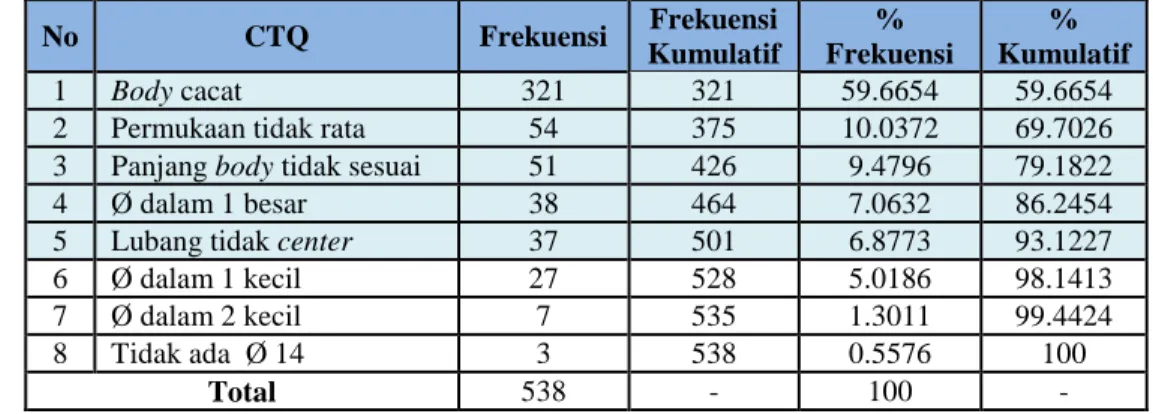
Tabel 4.7 Hasil Perhitungan Tingkat CTQ
No CTQ Frekuensi Frekuensi Kumulatif % Frekuensi % Kumulatif 1 Body cacat 321 321 59.6654 59.6654
2 Permukaan tidak rata 54 375 10.0372 69.7026
3 Panjang body tidak sesuai 51 426 9.4796 79.1822
4 Ø dalam 1 besar 38 464 7.0632 86.2454
5 Lubang tidak center 37 501 6.8773 93.1227
6 Ø dalam 1 kecil 27 528 5.0186 98.1413
7 Ø dalam 2 kecil 7 535 1.3011 99.4424
8 Tidak ada Ø 14 3 538 0.5576 100
Total 538 - 100 -
Hasil: Pengolahan data penulis
Berdasarkan jumlah produk cacat yang telah dihitung, maka dapat dilakukan analisis
diagram Paretto untuk menentukan persentase modus produk cacat. Analisis diagram Paretto
pada data atribut ditunjukkan pada gambar 4.4.
.
Analisis diagram Paretto menunjukkan bahwa frekuensi tertinggi timbulnya permasalahan produk damper adalah body cacat, sebesar 59,67%. Namun, untuk menyelesaikan masalah pada produk cacat dengan mengurangi tingkat produk cacat yang dihasilkan, maka acuan persentase frekuensi kumulatif yang digunakan adalah 90%, sehingga analisis permasalahan atribut akan dimulai dari CTQ pada body cacat, sampai CTQ lubang tidak center.
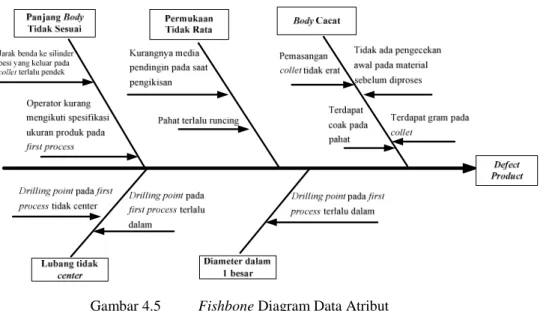
2. Analisis Diagram Sebab Akibat (Fishbone) Diagram
Sesuai dengan analisis diagram Paretto yang telah dilakukan sebelumnya, maka pengurangan defect product akan difokuskan pada CTQ yang memiliki frekuensi kumulatif hingga 90 % atau lebih. Oleh karena itu, terdapat 5 CTQ pada data atribut yang akan dibahas pada diagram sebab akibat, untuk mengidentifikasi penyebab kegagalan pada CTQ tersebut.
Gambar 4.5 Fishbone Diagram Data Atribut
Berdasarkan identifikasi penyebab kegagalan pada masing – masing CTQ pada diagram sebab akibat di atas, maka analisis terhadap penyebab kegagalan pada jenis CTQ tersebut akan dijelaskan pada tabel 4.8.
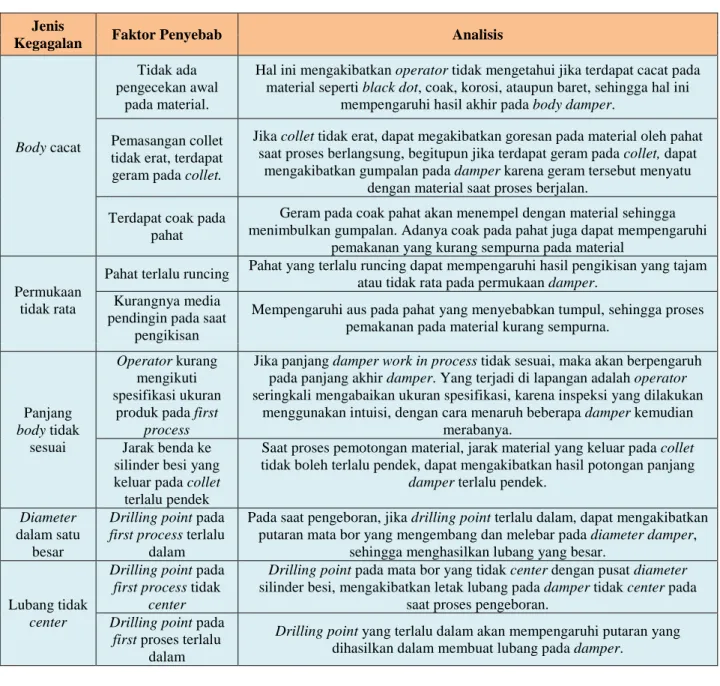
Tabel 4.8 Analisis Diagram Sebab Akibat
Jenis
Kegagalan Faktor Penyebab Analisis
Body cacat
Tidak ada pengecekan awal
pada material.
Hal ini mengakibatkan operator tidak mengetahui jika terdapat cacat pada material seperti black dot, coak, korosi, ataupun baret, sehingga hal ini
mempengaruhi hasil akhir pada body damper.
Pemasangan collet tidak erat, terdapat geram pada collet.
Jika collet tidak erat, dapat megakibatkan goresan pada material oleh pahat saat proses berlangsung, begitupun jika terdapat geram pada collet, dapat
mengakibatkan gumpalan pada damper karena geram tersebut menyatu dengan material saat proses berjalan.
Terdapat coak pada pahat
Geram pada coak pahat akan menempel dengan material sehingga menimbulkan gumpalan. Adanya coak pada pahat juga dapat mempengaruhi
pemakanan yang kurang sempurna pada material
Permukaan tidak rata
Pahat terlalu runcing Pahat yang terlalu runcing dapat mempengaruhi hasil pengikisan yang tajam atau tidak rata pada permukaan damper.
Kurangnya media pendingin pada saat
pengikisan
Mempengaruhi aus pada pahat yang menyebabkan tumpul, sehingga proses pemakanan pada material kurang sempurna.
Panjang body tidak sesuai Operator kurang mengikuti spesifikasi ukuran
produk pada first process
Jika panjang damper work in process tidak sesuai, maka akan berpengaruh pada panjang akhir damper. Yang terjadi di lapangan adalah operator seringkali mengabaikan ukuran spesifikasi, karena inspeksi yang dilakukan
menggunakan intuisi, dengan cara menaruh beberapa damper kemudian merabanya.
Jarak benda ke silinder besi yang keluar pada collet terlalu pendek
Saat proses pemotongan material, jarak material yang keluar pada collet tidak boleh terlalu pendek, dapat mengakibatkan hasil potongan panjang
damper terlalu pendek. Diameter
dalam satu besar
Drilling point pada first process terlalu
dalam
Pada saat pengeboran, jika drilling point terlalu dalam, dapat mengakibatkan putaran mata bor yang mengembang dan melebar pada diameter damper,
sehingga menghasilkan lubang yang besar.
Lubang tidak center
Drilling point pada first process tidak
center
Drilling point pada mata bor yang tidak center dengan pusat diameter silinder besi, mengakibatkan letak lubang pada damper tidak center pada
saat proses pengeboran. Drilling point pada
first proses terlalu dalam
Drilling point yang terlalu dalam akan mempengaruhi putaran yang dihasilkan dalam membuat lubang pada damper.
3. Analisis FMEA (Failure Modes and Effect Analysis)
FMEA digunakan untuk mengetahui seberapa besar dampak (severity) yang dihasilkan oleh jenis kegagalan melalui proses wawancara dengan Kepala Produksi. FMEA juga dapat mengetahui tingkat kemunculan dari penyebab defect yang muncul (occurrence), serta deteksi dari tingkat kontrol yang dilakukan saat ini (detection). Tabel FMEA pada data atribut dapat dilihat pada lampiran 9, dan analisis FMEA akan dijelaskan pada lampiran 10.
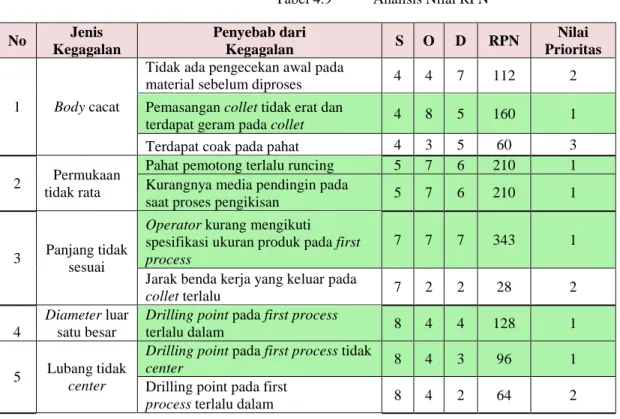
Pada tabel FMEA didapatkan nilai RPN, yang didapat berdasarkan perhitungan perkalian antara nilai severity, occurence, dan detection rate. Nilai RPN yang didapat menunjukkan bahwa adanya nilai prioritas perbaikan terhadap penyebab kegagalan, sehingga penentuan prioritas terhadap perbaikan tingkat kegagalan dapat dilakukan berdasarkan CTQ yang memiliki nilai RPN tertinggi. Prioritas ini akan mengarahkan sistem yang baru untuk menentukan penyebab kegagalan yang harus diperiksa pertama kali, pada saat defect product muncul. Berdasarkan perhitungan tabel FMEA, maka analisis nilai RPN terhadap jenis kegagalan akan ditunjukkan pada tabel 4.9.
Tabel 4.9 Analisis Nilai RPN
No Jenis Kegagalan Penyebab dari Kegagalan S O D RPN Nilai Prioritas 1 Body cacat
Tidak ada pengecekan awal pada
material sebelum diproses 4 4 7 112 2
Pemasangan collet tidak erat dan
terdapat geram pada collet 4 8 5 160 1
Terdapat coak pada pahat 4 3 5 60 3
2 Permukaan tidak rata
Pahat pemotong terlalu runcing 5 7 6 210 1 Kurangnya media pendingin pada
saat proses pengikisan 5 7 6 210 1
3 Panjang tidak sesuai
Operator kurang mengikuti spesifikasi ukuran produk pada first process
7 7 7 343 1
Jarak benda kerja yang keluar pada
collet terlalu 7 2 2 28 2
4
Diameter luar satu besar
Drilling point pada first process
terlalu dalam 8 4 4 128 1
5 Lubang tidak center
Drilling point pada first process tidak
center 8 4 3 96 1
Drilling point pada first
process terlalu dalam 8 4 2 64 2
1.2.4 Improve
Pada tahap ini akan dilakukan perbaikan proses untuk mengurangi tingkat variabilitas proses, dan mencegah terjadinya penyebab cacat. Namun, sehubungan dengan keterbatasan waktu dan biaya, maka tahap improve dan selanjutnya adalah sebagai rekomendasi atau
recommended actions dari perbaikan sistem yang ada.
Pemecahan masalah dibagi menjadi 2 menurut jenis data yang diambil, yaitu atribut dan variabel. Pemecahan pada data atribut akan menghasilkan langkah-langkah pencegahan yang akan tertuang pada Standard Operational Procedure (SOP) pada tahap control. Sedangkan data
variabel akan menghasilkan standarisasi pada komponen proses produksi, salah satunya adalah standar tools.
4.2.4.1 Perbaikan Data Variabel
Perbaikan data variabel bertujuan untuk memperbaiki permasalahan yang menyebabkan variabilitas produk yang besar. Oleh karena itu, standarisasi inspeksi dibutuhkan untuk menunjang kinerja proses yang lebih baik. Perbaikan akan dilakukan langsung terhadap penyebab permasalahan yang terdapat pada diagram sebab-akibat pada masing – masing variabel proses. Analisis perbaikan terhadap variabel proses tersebut akan dijelaskan pada tabel 4.10.
Tabel 4.10 Analisis Perbaikan Variabel Proses
Jenis Variabel Penyebab Analisis Panjang work in process Distorsi material
Hal ini terjadi karena torsi yang dihasilkan oleh mesin, sehingga material terdistorsi secara elastis. Maka, dibutuhkan sebuah peredam getaran yang terpasang pada material holder. Tujuannya adalah untuk mencengkeram material yang berada pada material holder. Tetapi agar cengkraman tersebut tidak menyebabkan cacat pada material, maka bahan dari peredam ini harus memiliki permukaan yang halus, serta bahan yang lunak. Untuk itu, dianjurkan penggunaan karet sebagai bahan pembuatan peredam..
Tekanan collet pada
material
Masalah tekanan collet disebabkan karena fungsi collet yang tidak maksimal. Karena fungsi collet yang tidak maksimal, dapat dikatakan bahwa collet mengalamai malfungsi. Maka, collet tersebut harus diganti dengan yang baru.
Lip relief angle pada
bor
Lip relief angle pada bor sebaiknya berada pada sudut 10o. Sudut ini berada pada sudut ideal dalam proses pengeboran mild steel, yaitu diantara 7o sampai 24o. Sehingga rasio kemiringan upper lip menuju lower lip adalah 9:1.58 yang dapat dilihat pada lampiran 12 no.11, yang merupakan rasio ideal untuk sudut 10o.
Diameter dalam satu
Lip relief angle
Telah dibahas sebelumnya, bahwa lip relief angle pada bor first dan finishing process disarankan pada sudut 10o dengan rasio kemiringan sebesar 9:1.58 yang dapat dilihat pada lampiran 12 no.11. Dengan lip relief angle 10o, maka feeding material akan berlangsung dengan baik, dan tidak terjadi paksaan yang dapat menghasilkan getaran berlebih yang dapat mempengaruhi ukuran diameter dalam 1.
Drill point angle
Drill point angle untuk pengeboran mild steel harus berada pada sudut 118o, sehingga pengeboran menghasilkan variabel diameter dalam 1 yang optimal. Untuk menghasilkan point angle tersebut, maka disarankan terdapat sebuah metode pengasahan bor yang baku, agar dapat menghasilkan sudut yang sesuai.
Jenis Variabel Penyebab Analisis Diameter luar satu Sudut tool holder
Sudut tool holder dipengaruhi kemiringan leher produk dengan spesifikasi panjang leher 5 mm dan turning diameter luar 1 adalah 3 mm, sudut ideal tool holder untuk diameter luar 1 adalah 30,9o dari sumbu y, artinya tool holder disarankan digeser pada kemiringan 30,9o dari sumbu y dari tool holder. Untuk sudut dasar tool holder harus dipertahankan pada 0o, disarankan melakukan pemeriksaan secara berkala pada bagian tersebut.
4.2.4.2 Perbaikan Data Atribut
Perbaikan data atribut dilakukan dengan menggunakan metode 5W-1H, yang bertujuan untuk memberikan usulan perbaikan berupa tindakan preventif (recommended actions) agar dapat mengurangi ataupun mencegah timbulnya jenis kegagalan. Namun, usulan perbaikan ini dilakukan berdasarkan penentuan prioritas terhadap jenis kegagalan yang memiliki nilai RPN tertinggi pada tabel FMEA, kemudian dilanjutkan pada penyebab jenis kegagalan lainnya. Contoh usulan perbaikan terhadap jenis kegagalan akan dijelaskan pada tabel 4.11.
Tabel 4.11 Diagram 5W – 1H untuk Perbaikan Body Cacat dengan Inspeksi Collet
No 5W1H Deskripsi Tindakan
1 What
(apa)
Jenis cacat berupa body cacat akibat penjepitan collet tidak kencang atau terdapat geram pada collet.
Mengurangi tingkat kegagalan melalui:
- Pengecekan collet sebelum proses berlangsung.
- Inspeksi terhadap collet jika dihasilkan damper dengan body cacat berturut – turut. - Melakukan acceptance
sampling, dengan inspeksi 10 damper tiap satu jam sekali.
- Segera lakukan rework setelah proses, jika didapatkan body cacat pada damper.
2 Why
(mengapa)
Pemasangan collet tidak kencang, atau terdapat gram pada collet..
3 Where
(dimana) Di mesin autolathe dan benchlathe.
4 When
(kapan)
Sebelum proses dan pada saat proses berjalan.
5 Who
(siapa)
Perbaikan dilakukan oleh QC staff dan operator pada first, second, dan finishing proses.
6 How
(bagaimana)
Memberikan usulan perbaikan terhadap kondisi kekuatan cekam dan kebersihan pada collet, serta tindakan korektif terhadap body cacat dengan cara acceptance
Tabel 4.12 Diagram 5W – 1H untuk Perbaikan Body Cacat dengan Inspeksi Material
No 5W1H Deskripsi Tindakan
1 What
(apa)
Jenis cacat berupa body cacat pada damper yang
diakibatkan oleh material cacat Mengurangi tingkat kegagalan melalui - Inspeksi awal saat material datang. - Merancang prosedur pengecekan material melalui SOP penerimaan dan pengecekan material. 2 Why (mengapa)
Tidak adanya inspeksi pada material sebelum proses berlangsung.
3 Where
(dimana)
Tindakan perbaikan ini dilakukan pada material, yaitu silinder besi.
4 When
(kapan)
Tindakan improvement pada inspeksi material ini dilakukan sebelum first proses, tepatnya pada saat material datang
5 Who
(siapa)
Perbaikan dilakukan oleh QC staff, operator first process, dan supervisor.
6 How
(bagaimana)
Memberikan usulan perbaikan terhadap kondisi material secara visual sebelum proses
berlangsung.
Selanjutnya untuk diagram 5W + 1H pada penyebab kegagalan terhadap jenis CTQ lain dapat dilihat pada lampiran 11.
1.2.5 Control
Tahap control merupakan langkah pengendalian proses, sehingga dalam tahap ini dilakukan usulan perbaikan berupa Standard Operating Procedure (SOP), yang merupakan integrasi dari peningkatan kualitas proses produksi maupun sistem inspeksi. Setelah itu, dilakukan perhitungan Cost of Quality, sebagai pembuktian dari peningkatan kinerja proses produksi dan inspeksi pada perusahaan.
1.2.5.1 Target Pencapaian Sigma
Untuk dapat melakukan perbaikan sigma, maka harus dilakukan perbaikan sistem terhadap proses. Untuk itu, dilakukan target perbaikan sigma dengan menghitung jumlah cacat yang didapat jika perbaikan diimplementasikan pada potential cause yang sering muncul dari setiap kegagalan berdasarkan nilai occurence pada tabel FMEA dengan membandingkan frekuensi total awal pada jenis produk cacat dengan sample yang tetap. Perhitungan yang didapat adalah sebagai berikut:
Tabel 4.13 Perhitungan Pengurangan Tingkat Defect Berdasarkan Tingkat Occurence
No Jenis cacat Total
awal Tingkat Occ. ∑ Occ. %Occ Pengurangan produk Produk Akhir 1 Body cacat 321 8 15 0.533 171 150 2 Permukaan tidak rata 54 7 14 0.500 27 27
3 Panjang body tidak
sesuai 51 7 9 0.778 40 11
4 Diameter dalam
satu besar 38 4 4 1.000 38 0
5 Lubang tidak
center 37 4 8 0.500 19 19
Total produk cacat 207
Tabel 4.14 Pencapaian Level Sigma Total
Produk Total Defect CTQ DPMO Sigma
9363 207 8
= 2758.642
4.27
Hasil: Pengolahan data penulis
Nilai Sigma yang didapat dari konversi nilai DPMO, adalah 4.27. Nilai ini meningkat sebesar 0.32 dari nilai sigma awal yaitu 3.95. Pencapaian ini didapat jika perbaikan dilakukan terhadap modus occurence potential cause, dengan jumlah cacat sebesar 207 damper. Jumlah tersebut telah mencakup pengurangan pada 5 CTQ potensial, serta perbaikan juga termasuk pada 3 CTQ diluar pembahasan diagram Paretto, sehingga jumlah 3 CTQ tersebut dapat berkurang hingga 0 damper.
1.2.5.2 Standard Operating Procedures
Terdapat beberapa SOP yang dapat berjalan sesuai dengan kondisi yang ditentukan, tampilan SOP dapat dilihat pada lampiran 12. Jenis-jenis SOP tersebut adalah: (1) inspeksi pada
collet dan mesin, (2) inspeksi pada pahat, (3) first process, (4) second process, (5) finishing process, (6) inspeksi material, dan (7) inspeksi terakhir. Langkah-langkah pada SOP tersebut
merupakan pengembangan dari tahap improve pada data atribut, sedangkan standar produk dan pahat merupakan penerapan pada tahap improve data variabel.
1.2.5.3 Cost of Quality
Perhitungan cost of quality bertujuan untuk memperkirakan serta membandingkan biaya yang dikeluarkan dalam pembuatan damper 005 antara sistem lama dengan usulan prosedur yang disarankan.
Perhitungan biaya yang dilakukan pada perhitungan cost of quality ini digolongkan menjadi beberapa kategori, seperti: (1) prevention cost, yaitu pencegahan, (2) appraisal cost, yaitu biaya penilaian, dan (3) internal failure cost, yaitu biaya kegagalan internal yang dihasilkan dikarenakan kegagalan yang dihasilkan, seperti produk scrap, serta rework produk.
1. Daftar Harga Dasar
Harga dasar didapatkan dari hasil wawancara dengan Plant Manager, sehingga informasi ini dapat dijadikan dasar asumsi yang akan dihitung dalam perhitungan Cost of Quality.
Tabel 4.15 Biaya Dasar
No. Komponen Biaya Jumlah Satuan
1 Gaji Pegawai Produksi IDR 1,529,150.00 /bulan 2 Gaji Quality Control Staff IDR 1,529,150.00 /bulan 3 Gaji Pegawai Administrasi IDR 5,000,000.00 /bulan
4 Material IDR 9,500.00 /kg
5 Plating IDR 4,500.00 /kg
6 Scrap IDR 2,400.00 /unit
7 Tarif Dasar Listrik IDR 490.00 /KWh
2. Perhitungan Biaya Sistem Sekarang
Tabel 4.16 Biaya Sistem Sekarang
No Jenis Biaya Biaya Perhitungan
1 Prevention Cost
Gaji Pegawai Administrasi=
(Rp.5,000,000/26 hari/8 jam)x2 bulan Telepon=
((2 menitxRp.250) + (3 unit xRp.125))x2 bulan Supplier Capabilities
* Gaji Pegawai Administrasi IDR 48,076.00
* Telepon IDR 1,750.00
2 Appraisal Cost Gaji Pegawai Produksi=
1,5 menit x Rp.122 x 3 orang x 9.363 damper x 5%
Gaji Quality Control=
1,5 menit x Rp.122 x 2 orang x 9.363 damper In Process test/Inspection
* Gaji pegawai produksi IDR 257,014.35
Final test/inspection
* Gaji Quality Control IDR 5,140,287.00
3 Internal failure Scrap=
(Rp.4,203 – Rp.2,400) x 126 damper Gaji Pegawai Produksi=
1 orang x Rp.122 x 3 menit x 412 damper Mesin Benchlathe=
0.05 jam x 1.5 KWh x Rp.490 x 412 damper Gaji Quality Control=
1.5 menit x Rp.122 x 2 orang x 412 damper Re-Plating=
Rp.4,5 x 110 gram x 412 damper
Scrap IDR 227,178.00
Rework
* Gaji Pegawai Produksi IDR 150,792.00
* Mesin Bench lathe IDR 15,141.50
Re-inspection and re-testing
* Gaji Quality Control Staff IDR 150,792.00
* Re-Plating IDR 203,940.00
Jumlah Biaya IDR 6,398,910.35 Pendapatan=
9,237 damper x Rp.4,203
Pendapatan IDR 38,823,111.00
%Cost of Quality 16.48%
3. Perhitungan Biaya Sistem Perbaikan
Perhitungan biaya yang diperoleh apabila perusahaan mengimplementasikan sistem baru adalah sebagai berikut:
Tabel 4.17 Biaya Sistem Perbaikan
No Jenis Biaya Biaya Perhitungan
1 Prevention Cost
Gaji Pegawai Administrasi=
(Rp.5,000,000/26 hari/8 jam)x2 bulan Telepon=
((2 menitxRp.250) + (3 menitxRp.125))x2 bulan
Perlengkapan Dokumentasi Data= Kertas, Print, Alat tulis, dll. Supplier Capabilities
* Gaji Pegawai Administrasi IDR 48,076.00
* Telepon IDR 1,750.00
Quality Management
* Perlengkapan Dokumentasi Data IDR 100,000.00
2 Appraisal Cost
Gaji Quality Control Staff in process= 1 orang x Rp.122 x 1,5 menit x 9.363 damper x 13.5%
Gaji Pegawai Produksi=
1.5 menit x Rp.122 x 3 orang x 9.363 damper x 5%
Gaji Quality Control material= 1 jam x Rp.7.320 x 1 orang Gaji Quality Control final=
1.5 menit x Rp.122 x 2 orang x 9.363 damper
In Process test/Inspection
* Gaji Quality Control Staff IDR 231,312.92
* Gaji pegawai produksi IDR 257,014.35
Material test/inspection
* Gaji Quality Control Staff IDR 7,320.00
Final test/inspection
* Gaji Quality Control Staff IDR 3,426,858.00
3 Internal failure Scrap=
(Rp.4,203 – Rp.2,400) x 30 damper Gaji Pegawai Produksi=
1 orang x Rp.122 x 3 menit x 177 damper Mesin Bench lathe=
0.05 jam x 1.5 KWh x Rp.490 x 177 damper Gaji Quality Control=
1.5 menit x Rp.122 x 2 orang x 177 damper Re-Plating=
Rp.4.5 x 110 gram x 177 damper
Scrap IDR 54,090.00
Rework
* Gaji Pegawai Produksi IDR 64,782.00
* Mesin Bench lathe IDR 6,504.75
Re-inspection and re-testing
* Gaji Quality Control Staff IDR 64,782.00
* Re-Plating IDR 87,615.00
Jumlah Biaya IDR 4,350,105.02 Pendapatan=
9,333 damper x Rp.4,203
Pendapatan IDR 39,226,599.00
% Cost of Quality 11.08%
Berdasarkan perhitungan biaya sistem sekarang dengan sistem perbaikan, terdapat perbedaan pada komponen biaya tertentu, pada biaya prevention ditambahkan biaya Quality
Management, yang merupakan biaya pencatatan atau pemasukan data hasil produksi yaitu
sebesar Rp.100,000.00. Untuk biaya appraisal, ditambahkan biaya inspeksi material, yaitu saat material datang dan dilakukan pengecekan selama 1 jam oleh 1 pegawai QC sebesar Rp.7,320.00.
Pada biaya inspeksi in process, akan ditambahkan 1 orang pegawai QC yang bertugas sebagai dokumentasi data hasil produksi, serta menjadi peringatan dini akan adanya kegagalan produk (defect). Tujuannya agar dapat mengurangi biaya internal failure, yang dapat merugikan perusahaan.
Dengan implementasi SOP tersebut, dapat mengurangi cost sebesar Rp. 2,048,895.33 atau 5% dari pendapatan sistem baru. Dengan adanya penurunan cost, pengurangan defect pada bagian scrap dan rework dapat meningkatkan profit perusahaan dari Rp. 32,424,200.65 dengan sistem lama, menjadi Rp. 34,876,493.98. Sehingga peningkatan profit sebesar 6.25% dari pendapatan sistem baru.