168
BAB V
ANALISIS DAN PEMBAHASAN
Sesudah melakukan tahap pengumpulan dan pengolahan data, maka tahap selanjutnya adalah analisis dan pembahasan. Bab ini memuat analisis dan pembahasan dari pengolahan data yang telah dilakukan pada bab sebelumnya untuk digunakan dalam menginterprestasikan data. Analisis dilakukan untuk mengetahui penyebab terjadinya cacat pada horn dengan menggunakan alat bantu yaitu fishbone
diagram.
5.1 Analisis Perhitungan Peta Kendali p
Berdasarkan pengolahan data pada bab 4, dapat dilihat bahwa total cacat selama bulan Februari 2013 – Juli 2014 adalah sebesar 358882 unit dari total produksi sebesar 21165550 unit dengan rata-rata proporsi cacat sebesar 0.0170 atau 1.7%. Artinya setiap 1000 unit horn yang diproduksi, terdapat cacat sebanyak 17 unit. Berdasarkan gambar 4.83 dapat dilihat bahwa terdapat proporsi cacat yang melebihi batas atas (UCL) yaitu pada subgroup 10, 16, 22, 31, 33, 38, 51, 55, 64, dan 69. Setelah ditelusuri lebih lanjut, ternyata proporsi cacat tersebut disebabkan oleh penyebab khusus (special cause). Proporsi cacat pada subgroup 10, 16, dan 22 diseba
bkan karena pada minggu-minggu tersebut terjadi pergantian operator pada beberapa proses penting. Pergantian operator tersebut dapat berakibat pada menurunnya kualitas horn bahkan dapat meningkatkan proporsi cacat horn. Proporsi cacat pada subgroup 31, 33, dan 38 disebabkan karena pada minggu-minggu tersebut memakai material wire 2UEW dari supplier yang berbeda. Setelah dilakukan analisa lebih lanjut ternyata dimensi (diameter) wire 2UEW dari supplier tersebut over (rata-rata Ø0.37mm) dari standar yang ada (standar diameter wire adalah Ø0.32mm ± 0.02mm). Dengan diameter wire yang over tersebut maka dapat dipastikan bahwa tebal lapisan email pada wire over sehingga proporsi terjadinya cacat terutama cacat horn short dan horn mati semakin besar. Proporsi cacat pada subgroup 51, 55, 64, dan 69 disebabkan karena pada minggu-minggu tersebut sering terjadi kerusakan pada beberapa mesin produksi horn sehingga dapat menghambat proses produksi horn dan bahkan dapat meningkatkan proporsi cacat pada horn.
Semua data proporsi cacat yang berada di atas UCL tidak dipakai dalam pembuatan peta kendali p karena semua penyebab cacat tersebut dapat dihindari sehingga peta p perlu direvisi. Demikian pula untuk data proporsi cacat yang berada di bawah LCL juga tidak dipakai karena walaupun kualitas produk yang dihasilkan melebihi batas bawah yang diinginkan tetapi kualitas produk tersebut tidak sesuai (tidak mewakili) dengan kualitas produk sesungguhnya.
Pada revisi pertama, masih terdapat enam titik yang berada di luar batas atas (UCL) yaitu pada subgroup 11, 23, 28, 38, 43 dan 54. Oleh karena itu titik-titik tersebut dibuang dan peta kendali p direvisi lagi untuk mendapatkan peta kendali p yang baru. Setelah dilakukan revisi yang kedua, akhirnya didapatkan bahwa semua data masuk dalam batas kendali UCL maupun LCL. Setelah semua data masuk ke
dalam batas kendali, maka nilai CL dari hasil perhitungan peta kendali revisi kedua sebesar 0.0168.
5.2 Analisa Peta Kendali p Standar
Pembuatan peta kendali p standar berfungsi sebagai acuan untuk memonitor apakah proporsi cacat yang terjadi pada proses produksi horn berada dalam batas kendali atau tidak pada proses di masa mendatang. Jadi, peta kendali standar ini memudahkan pihak perusahaan untuk mengontrol banyaknya jumlah horn cacat yang diperbolehkan.
Pada perhitungan peta kendali p standar didapatkan nilai tengah(CL) sebesar 0.0168, nilai batas atas (UCL) sebesar 0.0175, dan nilai batas bawah (LCL) sebesar 0.0161. Berikut ini adalah peta kendali p standar produk horn yang dapat digunakan oleh perusahaan untuk memantau proses di masa mendatang.
Gambar 5.1 Peta Kendali p Standar Produk Horn
5.3 Analisa Cacat Horn Dengan Diagram Sebab Akibat
Dari delapan jenis cacat yang timbul pada produk horn, hanya dipilih tiga jenis cacat terbesar yaitu horn short, horn mati, dan suara sember untuk dianalisa lebih lanjut mengenai penyebab-penyebab dari cacat tersebut dengan diagram sebab-akibat. Untuk mencari faktor-faktor penyebab cacat pada produk horn, digunakan faktor-faktor penyebab utama yang signifikan, antara lain :
Manusia (Man) Metode (Method) Mesin (Machine) Material (Materials)
Lingkungan(Environment)
5.3.1 Analisa Cacat HornShort Dengan Diagram Sebab Akibat Penyebab timbulnya cacat horn short adalah :
a. Faktor Manusia
- Operator lilit wire tidak mengikuti prosedur-prosedur kerja yang telah dibuat untuk masing-masing proses sehingga operator kurang teliti pada saat proses visual check coil assy setelah proses handapot, sehingga scrap / sisa handapot ditemukan masih menempel pada part
horn assy.
- Operator lilit wire kurang mendapat pengarahan dari pimpinan kerja sehingga operator kurang teliti dalam melakukan visual check contact assy setelah proses handapot.
b. Faktor Lingkungan
- Penempatan contact assy di area terbuka menyebabkan banyak debu / kotoran yang menempel pada contact assy.
- Banyak scrap tembaga hasil proses di area jig press terminal yang dapat menempel pada case assy.
- Tidak ada schedule cleaning area mesin sehingga area mesin masing-masing proses horn kotor. Area mesin yang kotor dapat menyebabkan komponen-komponen horn ikut kotor.
c. Faktor Material
- Ada burry pada lubang holder terminal sehingga menyebabkan terminal sesak masuk ke rivet tembaga. Hal ini menyebabkan hasil
rivet tembaga ini dapat menyebabkan rivet tembaga kontak dengan
case.
- Radius guide pada bobin minus sehingga menyebabkan contact assy
terpasang terlalu longgar pada case (contact assy dapat bergerak / berputar). Hal ini dapat menyebabkan rivet tembaga kontak dengan
case.
d. Faktor Mesin / Peralatan
- Jig lower punch press terminal mudah aus sehingga menyebabkan
rivet tembaga penyok / rusak. Hal ini menyebabkan hasil press terminal miring dan rivet tembaga dapat kontak dengan case.
- Tension wire kurang (tidak standar) sehingga menyebabkan lilitan
wire kendor dan tidak beraturan. e. Faktor Metode
- Cara melilit dan memotong wire salah sehingga menyebabkan hasil pemotongan wire terlalu panjang (over). Wire yang terlalu panjang dapat menyentuh (kontak) dengan case.
- Tidak ada standar panjang sisa celupan pada proses handapot. Hal ini dapat menyebabkan proses pencelupan wire (proses handapot) terlalu dalam sehingga ada kemungkinan handaball dapat menempel pada
bobin atau case.
- Tidak ada schedule cleaning handaball pada bar solder timah secara pasti, sehingga terdapat handaball berlebihan pada bar solder timah yang dapat menempel pada bobin atau case.
Gambar 5.2 Diagram Sebab Akibat Cacat Horn Short
5.3.2 Analisa Cacat Horn Mati Dengan Diagram Sebab Akibat Penyebab timbulnya cacat ini adalah :
Contact assy
lolos visual check
Operator lilit wire kurang teliti dalam
visual check
setelah handapot
Rivet tembaga kontak dengan case
Pencelupan wire
(proses handapot) terlalu dalam
Ada handaball (scrap timah)
pada bobin atau case Ujung wire kontak dengan case
Hasil press terminal
miring / renggang
Terminal sesak masuk ke rivet
tembaga
Hasil potongan wire over (panjang) Cara lilit dan potong
wire salah Tidak ada standar
panjang sisa
celupan proses
handapot
Hasil press terminal
miring / renggang Rivet tembaga penyok / rusak Jig lower punch press terminal mudah aus Ada scrap tembaga pada case assy Banyak scrap tembaga hasil proses di area jig press terminal Operator lilit wire tidak mengikuti prosedur kerja Ada burry pada lubang holder terminal Operator lilit wire kurang mendapat pengarahan dari pimpinan kerja Rivet tembaga kontak dengan case Contact assy terlalu
longgar pada case Radius guide pada
bobin minus
Lilitan wire
kendor dan tidak beraturan Tension wire kurang (tidak
standar)
Ada handaball (kotoran timah) pada bobin atau case
Ada handaball yang berlebihan pada bar solder timah
Tidak ada schedulecleaning handaball pada bar solder timah
secara pasti Area mesin
masing-masing proses horn kotor Tidak ada schedule cleaning di semua
area mesin
Rivet tembaga kontak dengan case
Banyak debu / kotoran pada contact assy Penempatan contact assy di area terbuka Ada handaball
(scrap timah) pada
contact assy
Manusia Lingkungan Material
Horn Short
Mesin/
a. Faktor Manusia
- Operator setting contact assy kurang teliti saat setting contact B sehingga pemasangannya terbalik (point B pada contact B menghadap ke bawah). Hal ini menyebabkan tidak ada contact point antara
contact A dan contact B.
- Operator coulking point B dan operator setting contact assy kurang teliti saat masing-masing proses sehingga point B tidak terpasang pada contact A maupun contact B. Dengan demikian tidak ada contact point antara contact A dan contact B.
b. Faktor Lingkungan
- Penempatan contact assy di area terbuka menyebabkan banyaknya kotoran / debu yang menempel pada contact assy. Kotoran / debu tersebut dapat menghalangi kontak antara contact A dan contact B. - Tidak ada schedule cleaning area mesin sehingga area mesin
masing-masing proses horn kotor. Area mesin yang kotor dapat menyebabkan komponen-komponen horn ikut kotor.
c. Faktor Material
- Diameter lubang bobin terlalu besar (oversize) sehingga menyebabkan
rivet tembaga menjadi kendor. Hal ini menyebabkan rivet tembaga tidak dapat menjepit wire dengan sempurna sehingga ujung wire bisa terlepas dari rivet tembaga.
- Sudut bending contact plate A kurang sehingga menyebabkan point gap minus dan pada akhirnya menyebabkan horn mati.
- Sudut bending contact plate B kurang sehingga menyebabkan point gap over dan pada akhirnya menyebabkan horn mati
d. Faktor Metode
- Tidak ada standar panjang sisa celupan proses handapot. Hal ini dapat menyebabkan kemungkinan panjang sisa celupan handapot
berlebihan sehingga ketika wire dililit pada rivet tembaga, tidak ada
contact point antara wire dan rivet tembaga.
- Operator memakai sarung tangan saat setting case assy dan
diaphragm assy sehingga menyebabkan kemungkinan ada serabut benang sarung tangan dapat menempel dan menghalangi contact point
antara contact A dan contact B.
- Cara potong wire yang melingkar pada 1st rivet tembaga salah sehingga menyebabkan wire terpotong (putus).
Gambar 5.3 Diagram Sebab Akibat Cacat Horn Mati
5.3.3 Analisa Cacat Suara Sember Dengan Diagram Sebab Akibat Penyebab timbulnya cacat ini adalah :
a. Faktor Manusia
Manusia Lingkungan Material
Horn Mati
Tidak ada
contact point
Banyak debu / kotoran pada contact
assy Pemasangan contact B terbalik Tidak ada contact point Operator contact assy kurang teliti saat setting contact B
Ujung wire lepas dari
rivet tembaga
Rivet tembaga kendor
Metode
Wire putus
Ada serabut benang sarung tangan menempel dan menghalangi
contact point antara contact A dan
contact B Tidak ada contact
point
Tidak ada contact point antara wire
dengan rivet tembaga Penempatan
contact assy di areaterbuka
Operator pakai sarung tangan saat setting
case assy dan
diaphragm assy
Diameter lubang bobin
terlalu besar(oversize)
Panjang sisa
celupanhandapot
berlebihan Tidak ada
contact point
Tidak ada point B pada contact plate A atau contact plate B
Operator coulking
point B dan operator
contact assy kurang teliti saat
masing-masing proses
Point gap minus
Sudut bending contact plate A
kurang
Point gap over
Sudut bending contact plate B
kurang
Tidak ada standar panjang sisa celupan
proses handapot
Area mesin masing-masing proses horn kotor Tidak ada schedule
cleaning di semua area mesin
Cara potong wire
- Operator tidak mengikuti prosedur-prosedur kerja yang telah dibuat untuk masing-masing proses sehingga operator kurang teliti pada saat proses visual check contact assy sehingga masih ditemukan handaball
menempel pada pole. Handaball inilah yang dapat menyebabkan pole rontok (aus) ketika rivetdiaphragm (rivet Ø14x12) menumbuk pole.
- Operator kurang mendapat pengarahan dari pimpinan kerja. Hal ini menyebabkan operator kurang teliti dalam melakukan visual check contact assy sehingga masih ditemukan handaball menempel pada
pole.
b. Faktor Lingkungan
- Tidak ada schedule cleaning area mesin sehingga area mesin masing-masing proses horn kotor. Area mesin yang kotor dapat menyebabkan komponen-komponen horn ikut kotor.
c. Faktor Material
- Ketebalan lapisan plating pada pole over (terlalu tebal) sehingga lapisan plating-nya mudah terkelupas. Hal ini menyebabkan pole rontok (aus) karena tidak ada lagi lapisan plating yang melindunginya dari tumbukan rivetdiaphragm (rivet Ø14x12).
d. Faktor Mesin / Peralatan
- Settingan air gap pada mesin air gap adjusting tidak standar (terlalu turun) sehingga punch jig air gap terlalu turun dan dapat menghasilkan air gap yang rendah.
- Tempat kerja proses adjusting berada di area terbuka sehingga operator proses adjusting tidak bisa konsentrasi dalam pengecekan kualitas suara (tidak bisa mendeteksi apakah suara horn sember atau tidak) dikarenakan faktor kebisingan (suara mesin-mesin di sekitar area proses adjusting).
- Hasil lipatan proses ring cover stacking (antara ring cover dan case) tidak rapat atau penyok sehingga menyebabkan diaphragm assy
miring (tidak center terhadap pole). Karena rivet diaphragm (rivet Ø14x12) terpasangan pada diaphragm assy maka rivet diaphragm
menjadi ikut miring (tidak center terhadap pole). Karena rivet diaphragm miring (tidak center terhadap pole) maka bidang rivet diaphragm yang menyentuh (menumbuk) pole berupa garis (bukan bidang). Hal inilah yang menyebabkan pole cepat rontok (aus).
Gambar 5.4 Diagram Sebab Akibat Cacat Suara Sember Manusia Lingkungan Suara Sember Polerontok Ada handaball menempel pada pole Mesin/ peralatan Metode Rivet diaphragm
miring (tidak senter terhadap pole)
Hasil lipatan proses
ring cover stacking
(antara ring cover
dan case) tidak rapat atau penyok
Diaphragm assy miring
Material
Operator lilit wire kurang teliti dalam visual check contact assy
Lapisan plating
pada pole mudah terkelupas
Polerontok
Polerontok Air gap rendah
Punch jig air gap
terlalu turun Settingan air gap
pada mesin air gap adjusting tidak
standar Operator lilit wire
kurang mendapat pengarahan dari
pimpinan kerja
Operator lilit wire
tidak mengikuti prosedur kerja
Ketebalan plating
pada pole over
(terlalu tebal) Area mesin
masing-masing proses horn kotor
Tidak ada
schedule cleaning
di semua area mesin
Tempat kerja proses adjusting
berada di area terbuka (terpengaruh kebisingan suara
mesin-mesin yang lain) Operator proses adjusting tidak bisa konsentrasi dalam pengecekan
5.4 Usaha Perbaikan
Setelah dibuat analisa penyebab cacat produk horn dengan diagram sebab akibat, maka langkah selanjutnya adalah melakukan usaha perbaikan untuk meminimalikan timbulnya cacat yang terjadi pada produk horn. Dalam melakukan usaha perbaikan digunakan langkah-langkah 5W+1H. Berikut langkah-langkah perbaikan 5W+1H :
Usaha perbaikan untuk mengatasi cacat horn short, cacat horn mati, dan cacat suara sember akan dijelaskan secara berturut-turutdalam tabel 5.1, tabel 5.2, dan tabel 5.3 dibawah ini.
Tabel 5.1 Usaha Perbaikan Terhadap Cacat Horn Short
WHAT WHEN WHERE WHY WHO HOW
Horn Short
4 Februari
2013 Area lilit wire
Faktor Manusia :
a.Operator lilit wire kurang mendapat pengarahan dari pimpinan kerja mengenai hal-hal penting dalam visual check contact assy.
Supervisor
Produksi
Horn
Supervisor Produksi Horn harus selalu memperhatikan dan mengawasi pekerjaan operator lilit wire terutama dalam hal visual check contact assy sehingga dapat segera diketahui bila terdapat scrap pada contact assy
untuk kemudian disortir dan dilakukan pembersihan
scrap pada contact assy.
4 Februari
2013 Area lilit wire
b. Operator lilit wire tidak mengikuti prosedur kerja.
Operator lilit wire
Supervisor Produksi Horn harus selalu mendampingi, memberi motivasi kerja, memberi pengarahan, dan menjelaskan prosedur kerja dengan detail tentang hal-hal penting mengenai proses lilit wire dan visual check contact assy kepada operator lilit wire, sehingga dapat meminimalkan jumlah cacat horn short karena adanya
scrap pada contact assy.
11 Februari 2013
Area setting
contact assy
Faktor Lingkungan :
a. Penempatan contact assy di area terbuka.
Manajer Produksi
Horn
Pemasangan air blower (semprotan angin) pada conveyor contact assy yang menuju ke proses press terminal. Sehingga contact assy terbebas dari kotoran / debu sebelum diproses press terminal.
11 Februari 2013
Area jig press terminal
b. Banyak scrap tembaga hasil proses di area jig press
terminal.
Manajer Produksi
Horn
Pemasangan air blower (semprotan angin) di area jig press terminal. Air blower menyemprot secara otomatis ketika proses press terminal selesai. Dengan demikian case assy bersih dari scrap tembaga dan dapat mengurangi kemungkinan cacat hornshort.
11 Februari 2013
Semua area mesin produksi
c. Tidak ada schedule cleaning
di semua area mesin produksi.
Semua member produksi
horn
Pembuatan schedule cleaning besar di semua area mesin produksi. Cleaning besar adalah aktivitas membersihkan semua area proses produksi (tanpa kecuali) secara serentak (bersama-sama). Cleaning besar dilakukan setiap seminggu sekali di akhir shift 2. Dibuat pula grup cleaning besar yang terdiri dari 3 orang per mesin. Masing-masing grup cleaning besar
bertanggungjawab akan kebersihan masing-masing mesin. 18 Februari 2013 Area Dies Maintenance Faktor Material : a. Ada burry pada lubang
holder terminal.
Manajer
Dies Maintenan
ce
Melakukan repair dies dan periodic dies check secara berkala untuk menghilangkan burry (sisa material lebih yang masih menempel pada part) pada lubang holder terminal. Dengan demikian kondisi dies dapat terpantau dan kemungkinan ada burry pada lubang
holder terminal dapat berkurang.
18 Februari 2013
Area Plastic Injection
b. Radius guide pada bobin minus.
Manajer
Plastic Injection
Melakukan pengecekan terhadap kondisi proses bobin di mesin injeksi. Dari hasil pengecekan dapat diketahui bahwa penyebabnya adalah karena berat material plastik kurang dan suhu material dan dies kurang (tidak standar). Oleh karena itu dilakukan perbaikan sebagai berikut:
1. Menambah settingan berat material plastik bobin per proses sebanyak 20% yaitu dari yang semula 27gr/proses menjadi 43gr/proses (adapun berat part bobin per pcs adalah 2gr, berat total runner 10gr, dalam satu dies ada 6 cavity bobin)
2. Menstandarkan settingan suhu material di mesin injeksi (suhu di nozlle 250ºC, suhu di front 255ºC, suhu di middle 265ºC, dan suhu di rear 245ºC).
3. Menstandarkan settingan suhu dies (mold control) di mesin injeksi dari semula 70ºC menjadi 80ºC. 25 Februari
2013
Area Dies Maintenance
Faktor Mesin / Peralatan : a. Jig lower punch press
Manajer
Dies
Melakukan penggantian material lower punch press terminal dari material yang lama yaitu material QCM8
terminal mudah aus. Maintenan ce
(61±1HRc) menjadi material baru yaitu material ASP53 (65±1HRc). Material ASP53 mempunyai kekerasan yang lebih tinggi dari material QCM8, sehingga tidak mudah aus dan life time pemakaian bisa lebih lama jika dibandingkan dengan material QCM8.
25 Februari 2013
Area mesin
winding
b. Tension wire pada mesin
winding kurang (tidak standar).
Manajer Produksi
Horn
Melakukan setting ulang tension wire pada mesin
winding sehingga didapat tension wire yang standar yaitu 150-250gr. Dengan demikian akan didapat hasil lilitan wire yang rapat dan kencang pada bobin.
4 Maret
2013 Area lilit wire
Faktor Metode :
a. Cara lilit dan potong wire
salah.
Operator lilit wire
Cara lilit dan potong wire yang benar :
1. Pastikan ujung wire dililit secara kencang ( satu ujung wire pada 1st rivet tembaga, satu ujung yang lain pada bobin) melewati jalur lilitan yang ada pada bobin untuk menghindari kemungkinan wire kendor setelah proses pemotongan ujung wire.
2. Setelah kedua ujung wire dililitkan dengan kencang pada 1st rivet tembaga dan bobin, kemudian dilakukan proses pemotongan kedua ujung wire. Sebelum pemotongan dimulai, pastikan sisi potong alat potong
(gunting) wire dalam keadaan baik (tajam). Pemotongan wire dilakukan dengan cara memotong wire dengan batas potong sedekat mungkin dengan bobin (pada ujung yang satu) dan dengan 1st rivet tembaga (pada ujung yang lain). Untuk mendapatkan hasil potong yang demikian maka gunting potong harus diposisikan sedekat mungkin (menempel) dengan bobin dan 1st rivet tembaga) pada saat digunakan.
4 Maret 2013
Area
handapot
b. Tidak ada standar panjang sisa celupan proses handapot.
Supervisor
Produksi
Horn
Membuat standar panjang sisa celupan proses handapot. Standar panjang sisa celupan proses handapot ditetapkan 4 – 6 mm diukur dari bobin. Apabila panjang sisa celupan handapot kurang dari 4 mm, kemungkinan handaball menempel pada bobin semakin besar. Handaball inilah yang dapat menyebabkan cacat horn short.
Untuk membuat standar panjang sisa celupan handapot maka dibuatlah moveable stopper jig handapot. Fungsi
a. Menghindari proses pencelupan handapot yang terlalu dalam sehingga dapat mengurangi handaball yang menempel pada bobin.
b. Menjaga agar panjang celupan handapot lebih stabil (tidak bervariasi).
c. Memastikan wire tercelup timah dengan sempurna. d. Menjaga keselamatan operator handapot karena operator handapot tidak kontak langsung dengan panas dari bar solder timah.
4 Maret 2013
Area
handapot
c. Tidak ada schedulecleaning handaball pada bar solder
timah secara pasti.
Manajer Produksi
Horn
Membuat schedule cleaning handaball pada bar solder timah secara rutin. Handaball merupakan sisa lapisan email pada wire yang ikut terbakar ketika wire dicelupkan pada bar solder timah. Schedule cleaning tersebut dibuat dalam bentuk SOP (Standart Operation) dan ditempelkan di dekat area proses handapot. Adapun isi dari SOP cleaning tersebut antara lain :
a. Cleaning handaball dilakukan setiap 50 kali proses handapot. Dengan demikian kebersihan bar solder
timah dari handaball tetap terjaga.
b. Cara melakukan cleaning handaball adalah dengan memakai alat sekop plat. Alat tersebut digunakan untuk mengumpulkan dan memindahkan (membersihkan) handaball pada bar solder timah untuk kemudian dibuang di bak pembuangan handaball.
Tabel 5.2 Usaha Perbaikan Terhadap Cacat Horn Mati
WHAT WHEN WHERE WHY WHO HOW
Horn Mati 11 Maret 2013 Area setting contact assy Faktor Manusia : a. Operator contact assy
kurang teliti saat setting
contact B.
Operator setting
contact assy
1. Memberi pengarahan / penjelasan melalui meeting kepada operator setting contact assy bagaimana seharusnya cara pemasangan contact B yang benar (tidak terbalik) yaitu dengan memposisikan point B menghadap ke atas.
2. Membuat SOP cara setting contact assy yang benar disertai gambar visual kondisi setting contact assy yang OK dan NG, sehingga operator dapat dengan mudah membandingkannya. Dengan demikian operator selalu diingatkan akan cara setting contaact assy yang benar dan tidak akan ada lagi ditemukan contact B terpasang terbalik hanya karena operator kurang teliti (lalai).
11 Maret 2013
Area
coulking
b. Operator coulking point B dan operator contact assy
Operator
coulking
1. Memberi pengarahan / penjelasan melalui meeting atau training singkat kepada operator coulking point B
point B dan area setting
contact assy
kurang teliti saat masing-masing proses. point B dan operator setting contact assy
dan operator setting contact assy bagaimana seharusnya kondisi contact A dan contact B, dimana pada contact A dan contact B harus terpasang point B. Apabila pada contact A dan contact B tidak terdapat point B maka operator harus menyortir contact A dan contact B tersebut pada tempat yang terpisah sehingga tidak tercampur.
2. Menambahkan satu orang operator yang bertugas hanya untuk memastikan bahwa semua contact A dan contact B yang akan di assy pada contact assy terdapat point B semua, sehingga mengurangi kemungkinan terpasangnya contact A dan contact B tanpa point B di contact assy. 18 Maret 2013 Area setting contact assy Faktor Lingkungan :
a. Penempatan contact assy di area terbuka.
Manajer Produksi
Horn
Pemasangan air blower (semprotan angin) pada conveyor contact assy yang menuju ke proses press terminal. Sehingga contact assy terbebas dari kotoran / debu sebelum diproses press terminal.
18 Maret 2013
Semua area mesin
b. Tidak ada schedule cleaning
di semua area mesin produksi.
Semua member
Langkah perbaikan sama dengan langkah perbaikan cacat horn short pada faktor lingkungan point c.
produksi produksi horn 25 Maret 2013 Area Plastic Injection Faktor Material : a. Diameter lubang bobin
terlalu besar (oversize).
Manajer
Dies Maintenan
ce
Melakukan pengecekan terhadap kondisi dies bobin. Dari pengecekan tersebut dapat diketahui bahwa penyebabnya adalah karena ujung dari core pin (pin pembentuk lubang bobin) mengalami penyok /rusak dikarena saat proses injeksi terjadi benturan antara
core pindengan bagian dies yang lain. Kondisi ujung
core pin yang penyok dapat menghasilkan ukuran lubang bobin yang lebih besar (standar Ø3.28± 0.01mm). Oleh karena itu perlu dilakukan langkah perbaikan dengan cara menggganti core pin dengan diameter sesuai standar dan repair dies agar tidak terjadi benturan antara core pin dengan komponen dies yang lain yang dapat menyebabkan cacat pada bobin.
25 Maret 2013
Area Plating
dan Press
b. Sudut bendingcontactplate
A kurang.
Manajer Produksi
Plating
dan
Melakukan pengecekan kondisi part contact plate A di area seksi press maupun seksi plating.
1. Pengecekan di area seksi press.
Manajer Produksi
Press
bahwa penyebab cacat sudut bending contact plate A kurang adalah karena proses penyimpanan contact plate A dalam satu bucket (kotak/box) over weight
(terlalu berat). Sehingga potensi antar contact plate A saling berbenturan (bertumpukan) semakin besar. Hal inilah yang menyebabkan cacat sudut bending contact plate A kurang. Standart berat yang dipakai saat ini adalah 15kg contact plate A per bucket.
Langkah perbaikan untuk mengurangi cacat ini adalah dengan mengurangi kapasitas penyimpanan contact plate A dari 15kg/bucket menjadi 10kg/bucket. Dengan adanya perbaikan jumlah kapasitas penyimpanan tersebut ternyata dapat mengurangi jumlah cacat sudut
bendingcontactplate A.
2. Pengecekan di area seksi plating.
Dari pengecekan di area seksi plating dapat diketahui bahwa penyebab cacat sudut bending contact plate A kurang adalah karena proses plating contact plate A yang menggunakan sistem plating secara barrel. Pada
proses plating barel, contact plate A dicampur jadi satu dalam sebuah drum (silinder), kemudian diproses (diputar) secara bersama-sama dalam larutan kimia. Kapasitas proses plating barel contact plate A adalah 5000 pcs (10.82kg)/drum. Ketika drum diputar maka terjadi benturan antar contact plate A. Benturan tersebut yang menyebabkan terjadinya perubahan bentuk dan dimensi pada contact plate A. Perubahan bentuk dan dimensi yang dimaksud adalah berkurangnya sudut bending contact plate A. Semakin banyak (semakin berat) contact plate A dalam sebuah
drum maka benturan yang terjadi semakin besar sehingga jumlah cacat sudut semakin besar.
Langkah perbaikan untuk mengurangi jumlah cacat ini adalah dengan mengurangi jumlah kapasitas proses
plating barrel dari 5000 pcs (10.82kg)/drum menjadi 3500 pcs (7.57kg)/drum. Dengan adanya perbaikan berupa pengurangan jumlah kapasitas proses plating barel contact plate A tersebut ternyata dapat
mengurangi jumlah cacat sudut bending contact plate A. 1 April 2013 Area Quality Control
c. Sudut bending contactplate
B kurang. Quality Control dan Supplier contact B
Melakukan pengecekan awal terhadap kondisi contact plate B dari supplier sebelum contact plate B tersebut dikirim ke bagian produksi. Pengecekan meliputi
visual check, dimensi, dan bentuk. Apabila terdapat cacat atau ketidaksesuaian termasuk ketidaksesuaian karena sudut bending contact plate B kurang, maka seksi QC harus melakukan penyortiran contact plate B dan melakukan complain ke supplier yang bersangkutan untuk kemudian dicari tindakan penyelesaian. 8 April 2013 Area proses handapot Faktor Metode :
a. Tidak ada standar panjang sisa celupan proses handapot.
Supervisor
Produksi
Horn
Langkah perbaikan sama dengan langkah perbaikan cacat horn short pada faktor metode point b.
8 April 2013 Area setting case assy dan diapragm
b. Operator pakai sarung tangan saat setting case assy
dan diaphragm assy.
Supervisor
Produksi
Horn
Mengganti sarung tangan dengan yubisak pada saat setting case assy dan diaphragm assy. Hal ini dikarena yubisak terbuat dari bahan yang lembut (tidak kasar ditangan sehingga operator nyaman) dan tidak terdapat
assy serabut atau sejenisnya seperti pada sarung tangan. Sehingga case assy dan diaphragm assy tetap terjaga kebersihannya.
8 April 2013
Area lilit
wire c. Cara potong wire salah.
Supervisor
Produksi
Hornn dan operator lilit wire
Cara potong wire yang benar:
Pastikan ujung wire telah dililitkan melingkar pada 1st rivet tembaga. Sebelum proses pemotongan dimulai pastikan bahwa wire yang melingkar tersebut ditutup dengan ibu jari sehingga wire aman (tidak putus) ketika proses pemotongan wire dengan menggunakan
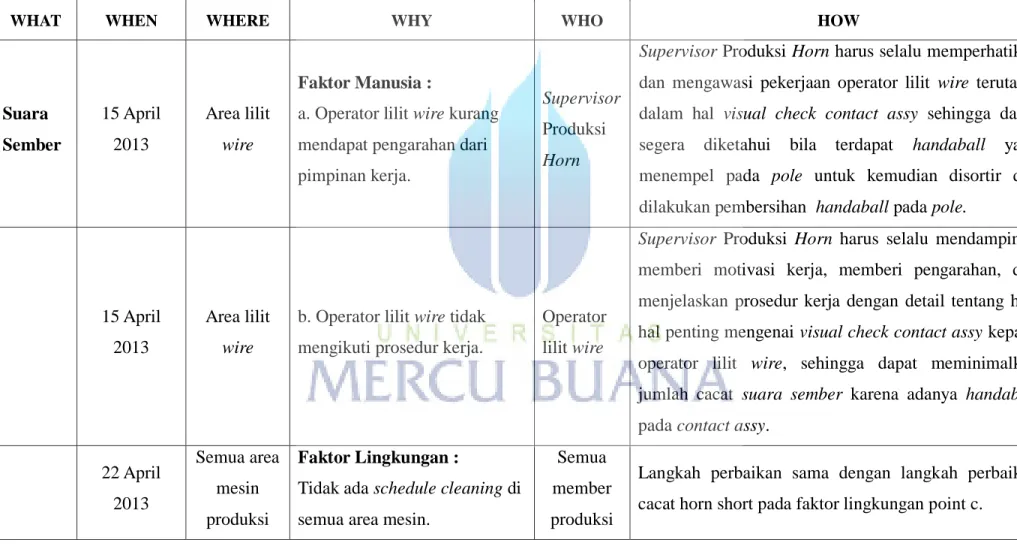
Tabel 5.3 Usaha Perbaikan Terhadap Cacat Suara Sember
WHAT WHEN WHERE WHY WHO HOW
Suara Sember 15 April 2013 Area lilit wire Faktor Manusia :
a. Operator lilit wire kurang mendapat pengarahan dari pimpinan kerja.
Supervisor
Produksi
Horn
Supervisor Produksi Horn harus selalu memperhatikan dan mengawasi pekerjaan operator lilit wire terutama dalam hal visual check contact assy sehingga dapat segera diketahui bila terdapat handaball yang menempel pada pole untuk kemudian disortir dan dilakukan pembersihan handaball pada pole.
15 April 2013
Area lilit
wire
b. Operator lilit wire tidak mengikuti prosedur kerja.
Operator lilit wire
Supervisor Produksi Horn harus selalu mendampingi, memberi motivasi kerja, memberi pengarahan, dan menjelaskan prosedur kerja dengan detail tentang hal-hal penting mengenai visual check contact assy kepada operator lilit wire, sehingga dapat meminimalkan jumlah cacat suara sember karena adanya handaball
pada contact assy. 22 April 2013 Semua area mesin produksi Faktor Lingkungan :
Tidak ada schedule cleaning di semua area mesin.
Semua member produksi
Langkah perbaikan sama dengan langkah perbaikan cacat horn short pada faktor lingkungan point c.
horn 29 April 2013 Area Plating Faktor Material :
Ketebalan plating pada pole over (terlalu tebal).
Manajer Produksi
Plating
Standar ketebalan plating pole adalah 5-8 mikron. Apabila ketebalan plating pole lebih dari 8 mikron maka lapisan plating tersebut justru mudah terkelupas. Hal ini dikarenakan lapisan plating tidak terikat dengan kuat pada pole. Karena lapisan plating yang sebenarnya berfungsi sebagai pelindung permukaan pole dari tumbukan dengan rivet diaphragm terkelupas, maka pole sudah tidak terlindungi lagi. Sehingga saat terjadi tumbukan dengan rivet diaphragm, pole cepat aus (pole rontok). Pole rontok inilah yang menyebabkan cacat horn sember.
Oleh karena itu perlu dilakukan langkah perbaikan agar ketebalan plating pole selalu berada dalam batas yang telah ditentukan. Adapun langkah-langkah perbaikan yang dilakukan adalah :
1. Menstandarkan settingan arus listrik (ampere) dan tegangan (voltase) pada mesin plating barel. Standar tegangan adalah 6–10V. Adapun standar settingan
ampere dihitung dengan memakai rumus berikut: I = A x S x n
Keterangan :
I = arus listrik (satuan A).
A = luas area permukaan pole (satuan dm2) S = supplay arus listrik (standarnya = 1A/dm2). n = jumlah pole yang akan diproses barel. Dimana :
A = 0.417 dm2
berat standar pole per proses adalah 30 kg (3000gr), dimana berat/pcs pole adalah 3.38 gr/pcs, sehingga perhitungan n menjadi: pcs pcs gr gr n 8876 / 38 . 3 3000 I = (0.417dm2) (1A/dm2) (8876) = 3701.29 A, dibulatkan 3702 A
Jadi arus listrik yang dipakai pada proses barel pole adalah 3702 A
yaitu 5 menit atau 300 detik.
3. Menstandarkan kadar (konsentrasi) larutan kimia penting pembentuk lapisan plating yaitu:
Kadar zinc (Zn) standar = 8-12gr/liter, dimana Zn dalam bentuk batangan)
Kadar natrium dioksida (NaOH) = 110 -120 gr/liter, dimana NaOH dalam bentuk serbuk.
4. Menstandarkan pemakaian air demineralized (air murni) pada proses plating barel pole untuk mendapatkan hasil plating sesuai standar.
6 Mei 2013
Area mesin
air gap adjusting
Faktor Mesin / Peralatan : Settingan air gap pada mesin
air gap adjusting tidak standar.
Operator mesin air
gap adjusting
Air gap yang rendah (kurang dari 0.65mm) dapat menyebabkan terjadinya cacat suara sember terutama ketika dilakukan pengecekan suara di tegangan paling tinggi yaitu 14.5V. Oleh karena itu perlu dilakukan standarisasi settingan air gap pada mesin air gap adjusting yaitu antara 0.65mm ̶ 0.75mm. Horn dengan
air gap yang berada diluar standarisasi tersebut dinyatakan NG dan harus disortir (dipisahkan).
ring cover stacking
a. Hasil lipatan proses ring cover stacking (antara ring cover dan case) tidak rapat atau penyok.
ring cover stacking
cover dan case) menjadi tidak rapat (penyok) disebabkan karena proses pelumasan untuk jig ring cover stacking kurang atau terlambat. Oleh karena itu dibuatkan standar jumlah pelumasan untuk jig ring cover stacking. Adapun standar pelumasannya adalah tiap 25 - 30 proses sekali. Pelumasan dilakukan secara menyeluruh pada jig ring cover stacking.
Area mesin
adjusting
b. Tempat kerja proses
adjusting berada di area terbuka (terpengaruh oleh kebisingan suara mesin-mesin)
Manajer Produksi
Horn
Merubah tempat kerja proses adjusting menjadi tempat kerja yang tertutup (ada sekat/penutup) sehingga operator terhindar dari pengaruh kebisingan suara mesin-mesin di sekitar area proses adjusting. Dengan demikian operator proses adjusting bisa lebih konsentrasi dalam pengecekan kualitas suara horn. Sehingga dapat meminimalkan jumlah cacat suara sember pada horn.