BAB 3
LANGKAH PEMECAHAN MASALAH
3.1 Penetapan Kriteria Optimasi
Yang menjadi dasar evaluasi untuk menjadikan sistem optimal di produksi tekstil pada PT. ISTEM adalah dengan menggunakan metode DMAIC.
• Define
Pada tahap ini tim pelaksana mengidentifikasikan permasalahan, spesifikasi pelanggan, dan menentukan tujuan (pengurangan cacat atau biaya dan target waktu).
o Mendefinisikan kriteria proyek.
o Definisikan peranan orang yang terlibat.
o Mendefinisikan langkah-langkah utama dalam sebuah proses
pewarnaan pada departemen Dyeing.
• Measure
Tahap untuk memvalidasi permasalahan, mengukur, atau menganalisis permasalahan dari data yang ada. Ada empat hal yang harus dilakukan pada tahap ini yaitu:
o Menetapkan karakteristik kualitas (CTQ) yang berhubungan
langsung dengan proses pewarnaan.
o Menghitung kapabilitas sigma dan level sigma yang diperoleh dari
o Menghitung biaya kualitas produk yang buruk (Cost of Poor Quality – COPQ) yang sebabkan oleh variasi (defect) pada proses pewarnaan kain.
o Membuat peta kendali dari proses produksi departemen dyeing guna
menentukan stabilitas proses
• Analyze
Menentukan faktor-faktor yang paling mempengaruhi proses, artinya mencari satu atau lebih faktor yang jika diperbaiki akan mempengaruhi proses secara signifikan. Dalam tahap ini dilakukan beberapa hal, yaitu:
o Mencari penyebab-penyebab defect terbesar timbulnya kecacatan
dengan menggunakan diagram pareto.
o Dan menganlisanya kedalam diagram sebab akibat
• Improve
Mendiskusikan ide-ide untuk memperbaiki sistem berdasarkan hasil analisa terlebih dahulu, serta mengembangkan metode untuk menghilangkan akar penyebab permasalahan dan yang terakhir menetapkan solusi atau hasil dari pengukuran.
• Control
Membuat rencana dan desain pengukuran agar hasil yang sudah bagus dan perbaikan tim bisa berkesinambungan.
3.2 Pengembangan Alternatif Solusi
Ada banyak metode untuk meningkatkan kualitas baik barang maupun jasa yang bisa diterapkan di perusahaan, diantaranya siklus Deming (PDCA), The Juran Way, Poka Yoke, dan lain-lain. Yang akan dibahas antara lain:
a.) Siklus Deming (PDCA)
Siklus Deming adalah suatu metodologi sederhana untuk melaksanakan perbaikan. Metodologi ini awalnya disebut siklus Shewhart yang dinamakan sesuai penemunya, Walter Shewhart, tapi kemudiannya diubah namanya menjadi siklus Deming oleh bangsa Jepang pada tahun 1950. Siklus Deming terdiri atas empat tahap: merencanakan, mengerjakan, belajar dan bertindak, dikenal juga metode
PDCA (Pland-Do-Check-Action) . PDCA adalah flowchart untuk mempelajari dan
memperbaiki proses. Langkah-langkah proses PDCA akan dijabarkan sebagai berikut:
Plan : Merupakan awal dari siklus PDCA. Dengan langkah pertama meninjau ulang kinerja sekarang untuk diangkat sebagai permasalahan. Setelah diidentifikasikan dan ditetapkan akar penyebab masalah, selanjutnya diberikan solusi yang mungkin dijalankan dan direncanakan pelaksanaan pengujian atas solusi yang paling berpotensi.
Do : Langkah ini berfungsi sebagai pilot atau secara perlahan mengikuti plan, karena kalau tidak demikian proses pembelajaran tidak akan berhasil. Check : Lakukan pengukuran atas hasil pengujian untuk melihat apakah hasil yang diinginkan sudah tercapai atau belum. Bila masalah muncul lagi, cari hambatan apa yang telah mengacaukan usaha perbaikan yang telah dilakukan. Act : Dengan berdasarkan solusi dan evaluasi pengujian, perbaharui dan perluas solusi yang telah di ambil agar permanen dan satukan pendekatan baru lainnya bila memungkinkan. Ambil perubahan yang tejadi atau kembali ke siklus lagi
Siklus PDCA ini sesuai untuk lingkungan yang stabil. Karena yang dijalankan adalah semua rencana yang diperbaiki secara kontinu dengan mempelajari hasil
yang diperoleh. Jadi PDSA ini dianggap tidak berhasil untuk diterapkan pada sistem yang lebih kompleks seperti di pasar ekonomi.
b.) The Juran Way
Joseph Juran mengembangkan berbagai konsep kualitas yang ditinjau dari perpektif aktivitas manajemen. Dalam aktivitas manajemen terdapat dua pendekatan perubahan, yaitu:
- Kontrol; Perubahan yang dilakukan karena sifat kehati-hatian (prefentif)
- Pengembangan dan peningkatan; perubahan yang dilakukan karena
kepentingan pengembangan dan peningkatan kualitas pada produk atau jasa proses.
Dalam konsep Juran, pendefinisian dan pengestimasian biaya atau anggaran proses pengembangan dan peningkatan kualitas tidak hanya diterapkan pada aktivitas proses awal, tetapi juga pada tahap kontrol. Hal itu dimaksudkan untuk mendapatkan data-data serta informasi sehubungan dengan masalah kualitas yang sedang berjalan (on going). Biaya aktivitas pengembangan dan peningkatan kualitas pada jeda proses dimaksudkan untuk mendapatkan data-data dan informasi dari fungsi-fungsi pereduksi biaya, pengamatan (monitoring), dan untuk kepentingan simulasi proses. (Hidayat, 2007, p158-161)
Delapan tahap Terobosan- terobosan Juran:
1. Identifikasi kebutuhan-kebutuhan dalam menciptakan terobosan.
2. Identifikasi program atau proyek.
3. Mengorganisir pedoman-pedoman program atau proyek
4. Mengorganisasi pendiagnosis.
5. Mengungkap kasus-kasus atau permasalahan.
7. Implementasi perubahan-perubahan dari permasalahan yang berhaisl diselesaikan .
8. Mempertahankan adanya peningkatan dari perubahan-perubahan.
c.) Poka-Yoke (Anti Kesalahan)
Poka-Yoke adalah suatu pendekatan untuk menguji proses agar bebas dari kesalahan dengan menggunakan peralatan atau metode otomatis untuk mencegah kesalahan manusia. Manusia cenderung melakukan masalah tanpa sengaja. Kesalahan seperti ini dapat muncul dari faktor-faktor berikut:
• Lupa, karena kurangnya konsentrasi
• Kesalahpahaman karena kurang pahamnya mengenai proses atau
prosedur
• Identifikasi yang buruk karena kurangnya perhatian
• Kurangnya pengalaman
• Kegagalan peralatan
Konsep Poka-Yoke telah dibuat dan disempurnakan pada awal 1960-an olah almarhum Shigeo Shingo, seorang insinyur manufaktur Jepang yang menyusun
sistem prduksi Toyota. Poka-Yoke berfokus pada dua aspek: (1) prediksi, atau
menyadari bahwa suatu cacat akan terjadi dan memberikan peringatan, serta (2) deteksi, atau pengenalan bahwa cacat telah terjadi dan penghentian proses tersebut. (Lindsay, 2007, p208)
d.) Perbaikan secara terus-menerus (Kaizen)
Kaizen adalah suatu istilah bahasa Jepang yang dapat diartikan sebagai
perbaikan secara terus-menerus (continous improvement). Kaizen merupakan
suatu kesatuan pandangan yang komprehensif dan terintegrasi yang meliputi:
• Gugus kendali mutu
• Tepat waktu
• Hubungan kerjasama antarmanajer dan karyawan
• Tanpa cacat
• Pemeliharaan produktivitas secara menyeluruh dan terpadu
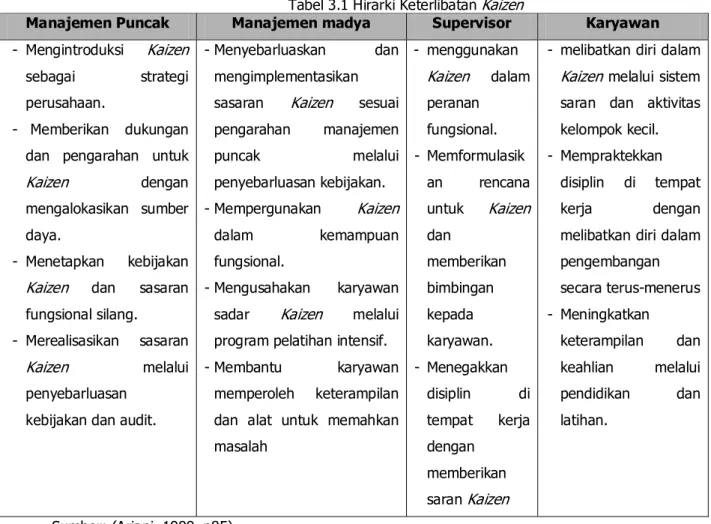
Ada beberapa keterlibatan Kaizen dalam berbaga tingkatan manajemen, dari manajemen puncak sampai dengan karyawan pelaksana. Adapun hirarki keterlibatan itu akan tampak pada tabel dibawah ini:
Tabel 3.1 Hirarki Keterlibatan Kaizen
Manajemen Puncak Manajemen madya Supervisor Karyawan
- Mengintroduksi Kaizen
sebagai strategi perusahaan.
- Memberikan dukungan
dan pengarahan untuk Kaizen dengan mengalokasikan sumber daya.
- Menetapkan kebijakan
Kaizen dan sasaran fungsional silang.
- Merealisasikan sasaran
Kaizen melalui penyebarluasan
kebijakan dan audit.
-Menyebarluaskan dan
mengimplementasikan
sasaran Kaizen sesuai
pengarahan manajemen puncak melalui penyebarluasan kebijakan. -Mempergunakan Kaizen dalam kemampuan fungsional. -Mengusahakan karyawan
sadar Kaizen melalui
program pelatihan intensif.
-Membantu karyawan
memperoleh keterampilan dan alat untuk memahkan masalah - menggunakan Kaizen dalam peranan fungsional. - Memformulasik an rencana untuk Kaizen dan memberikan bimbingan kepada karyawan. - Menegakkan disiplin di tempat kerja dengan memberikan saran Kaizen
- melibatkan diri dalam
Kaizen melalui sistem saran dan aktivitas kelompok kecil.
- Mempraktekkan
disiplin di tempat kerja dengan melibatkan diri dalam
pengembangan secara terus-menerus - Meningkatkan keterampilan dan keahlian melalui pendidikan dan latihan. Sumber: (Ariani, 1999, p85)
3.3 Pengembangan Model Optimasi
Dalam tahap-tahap DMAIC terdapat beberapa tools yang digunakan untuk
peningkatan kualitas produksi kain di departmen Dyeing pada PT.ISTEM. Tools yang akan digunakan adalah sebagai berikut:
a. Diagram Alir
Diagram alir dapat membantu proses untuk lebih baik, mengidentifikasikan area kritis atau bermasalah dan mengidentifikasi perbaikan yang dapat dilakukan. Salah satu hal yang perlu dilakukan dalam membuat diagram alir yaitu suatu proses yang besar mulailah dengan membuat aliran kegiatan-kegiatan utama. Kemudian, buatlah aliran yang mendetail dari kegiatan-kegiatan utama. Kemudian, buatlah aliran yang mendetail kegiatan-kegiatan utama tersebut.
b. Critical To Quality (CTQ)
CTQ adalah salah satu dari aspek dasar dari metodologi Six sigma dalam mengindentifikasi hal-hal yang bersifat penting untuk terwujudnya suatu kualitas. Identifikasi CTQ membutuhkan pemahaman akan suara pelanggan (voice of the customer ), yaitu kebutuhan pelanggan yang diekspresikan dalam bahasa pelanggan itu sendiri. Beberapa pendekatan penting untuk mengumpulkan informasi pelanggan antara lain :
- kartu komentar
- focus grup
- kontak langsung dengan pelanggan
- intelijen lapangan
- analisis keluhan pelanggan
c. Mengukur Kapabilitas Sigma (DPMO)
Penghitungan Perhitungan DPMO (defect Per Million Opportunity)
dilakukan untuk menghitung penyebaran defect (cacat) per satu juta
kesempatan yang ada pada produksi tekstil dalam proses Dyeing (pewarnaan). Defect Per Million Opportunities (DPMO):
d.Menghitung Cost of Poor Quality – COPQ
Penghitungan COPQ dilakukan untuk menghitung penghematan yang diperoleh setelah dilaksanakannya program perbaikan pada proses pewarnaan
departemen dyeing pada PT.ISTEM. Hasil COPQ ini menjadi titik tolak awal
dalam menentukan arah kebijakan dan keputusan perusahaan. e. Diagram Pareto
Diagram pareto adalah proses yang membuat peringkat pada hal-hal
mana yang harus diprioritaskan. Dalam hal ini jumlah cacat dan jenis cacat pada proses produksi kain yang dijadikan data untuk kemudian diperoleh peringkat kategori dari kejadian yang paling sering hingga yang paling jarang.
f. Diagram Sebab-akibat
Bertujuan untuk memperlihatkan faktor-faktor yang berpengaruh pada kualitas hasil. Jadi dengan pembuatan diagram sebab-akibat atau fishbone dengan bertukar pendapat dengan penanggung jawab produksi, akan diperoleh hasil penyebab terjadinya defect.
g. FMEA (Failure Modes and Effects Analysis)
FMEA merupakan seperangkat pedoman, proses dan format untuk mengidentifikasikan dan memprioritaskan masalah penting (kegagalan). Langkah dalam pembuatan FMEA adalah sebagai berikut:
5. Identifikasikan masalah-masalah yang mungkin timbul.
6. Daftarkan masalah-masalah yang mungkin timbul.
7. Beri skala pada masalah berdasarkan kerumitannya, kemungkinan terjadi
atau kemampuan terdektesi. Gunakan skala 1 – 10 misalnya.
8. Hitung RPN (Risk Priority Number) dan tindakan yang diutamakan.
Maksimun RPN = 100
9. Ambil tindakan untuk mengurangi resiko
h. Peta kendali
Peta kendali merupakan alat untuk mengatahui tingkat stabilitas suatu proses. Dimana dalam hal ini proses pewarnaan kain. Langkah pertama yang harus diambil adalah menentukan peta kendali apa yang digunakan sebagai perhitungan. Setelah ditentukan dan dilakukan perhitungan maka apabila ada titik yang berada di luar batas kendali akan dilakukan revisi hingga tidak ada titik pengamatan yang berada di luar batas kendali.
3.4 Rancangan Implikasi Solusi Terpilih
Langkah pertama yang dilakukan adalah membuat diagram alir proses pewarnaan kain pada department Dyeing pada PT. ISTEM, setelah diagram alir didapatkan, maka dilanjutkan dengan menentukan karakteristik kualitas (critical to quality – CTQ) yang berhubungan langsung dengan kualitas pewarnaan kain pada departmen Dyeing. Setelah jumlah CTQ yang berpengaruh tehadap kualitas diperoleh,
maka selanjutnya digunakan dalam penghitungan sigma dan level sigma. Rumus DPMO:
DPMO = Banyaknya Produk cacat x 1.000.000
Banyaknya produk yang diperiksa X Banyaknya CTQ
Setelah memperoleh hasil DPMO dan nilai sigma, dapat dijadikan sebagai base line kinerja (performance base line) untuk awal program penerapan six sigma. Hasil
DPMO ini juga digunakan sebagai pembanding dalam penghitungan COPQ (Cost of
Order Quality) .
Analisis mengenai perbaikan untuk kapabilitas proses dimulai dengan membuat suatu diagram Pareto yang berguna untuk mengetahui CTQ mana yang paling besar
atau paling tinggi menimbulkan ketidaksesuaian (variasi atau defect) sehingga kita
mendapatkan prioritas utama penyebab defect dalam produksi kain.
Setelah penyebab utama dari masalah pada proses pewarnaan didapat, maka di ambil tiindakan perbaikan atas penyebab tersebut, maka digunakan diagram sebab akibat atau diagram fishbone. Diagram sebab-akibat ini menunjukan 5 faktor yang disebut sebagai sebab dari suatu akibat. Kelima faktor tersebut adalah man (manusia,
tenaga kerja), method (metode kerja), material (bahan), machine (mesin), dan
environtment (lingkungan).
Selanjutnya sumber-sumber dan akar penyebab dari masalah kualitas teridentifikasi maka perlu dilakukan penetapan rencana tindakan (action plan) untuk melaksanakan peningkatan kualitas Six sigma dengan pembuatan Failure Mode and Effect Analysis (FMEA). Dalam diagram FMEA akan diperoleh penyebab dari proses
pewarnaan yang akan dijadikan prioritas sehingga dapat diberikan rekomendasi dalam perbaikan pada defect yang terjadi.
Pada tahap terakhir dilakukan control. Pada tahap ini, hasil-hasil
brainstorming untuk peningkatan kualitas didokumentasikan, diserbarluaskan dan kemudian dijadikan pedoman kerja standar. Dokumen-dokumen yang perlu didokumentasikan mencakup 5 faktor yang terdapat dalam diagram fishbone. Selain itu control atau pengendalian berfungsi menjaga perbaikan agar terus berlangsung untuk menjaga hasil yang telah dicapai dan tidak lekang oleh waktu.