BAB I
PENDAHULUAN
1.1. Latar Belakang
Perusahaan manufaktur selalu berhubungan dengan keseimbangan lintasan dalam kaitannya yang erat dengan produksi masal. Adanya stasiun kerja yang menghambat aliran produksi dan menjadi kendala dalam kelancaran proses produksi merupakan masalah yang sering kali dihadapi oleh perusahaan manufaktur. Hal tersebut dapat terjadi karena ketidakseimbangan waktu proses-proses di lantai produksi yang mana ada proses-proses yang membutuhkan waktu yang sangat lama. Waktu yang diijinkan untuk menyelesaikan elemen pekerjaan itu ditentukan oleh kecepatan lintas perakitan. Semua stasiun kerja sedapat mungkin harus memiliki waktu siklus yang sama. Jika suatu work center memiliki waktu siklus dibawah waktu siklus yang ideal, maka stasiun tersebut memiliki waktu mengganggur.
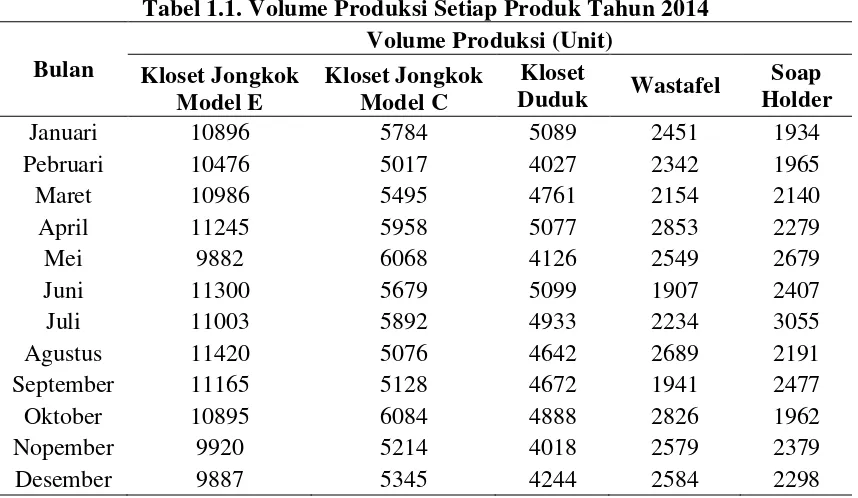
PT Prima Indah Saniton merupakan perusahaan swasta yang bergerak dalam bidang sanitary ware. PT Prima Indah Saniton memproduksi 5 jenis produk, yaitu kloset jongkok model E, kloset jongkok model C, soap holder,
wastafel dan kloset duduk. Salah satu produk yang dihasilkan dan menjadi fokus penelitian ini adalah kloset jongkok model E yang diproduksi dengan sistem
model E sebagai fokus penelitian. Proses dalam produksi kloset jongkok ini merupakan proses yang membutuhkan waktu yang lama. Aliran produksi proses produksi kloset jongkok terdiri dari delapan stasiun kerja yaitu bagian pencampuran, bagian pengadukan, bagian, penyaringan, bagian pencetakan, bagian pengerokan, bagian pengecatan, bagian pembakaran, dan bagian pengepakan.
Tabel 1.1. Volume Produksi Setiap Produk Tahun 2014
Bulan
Sumber: PT. Prima Indah Saniton
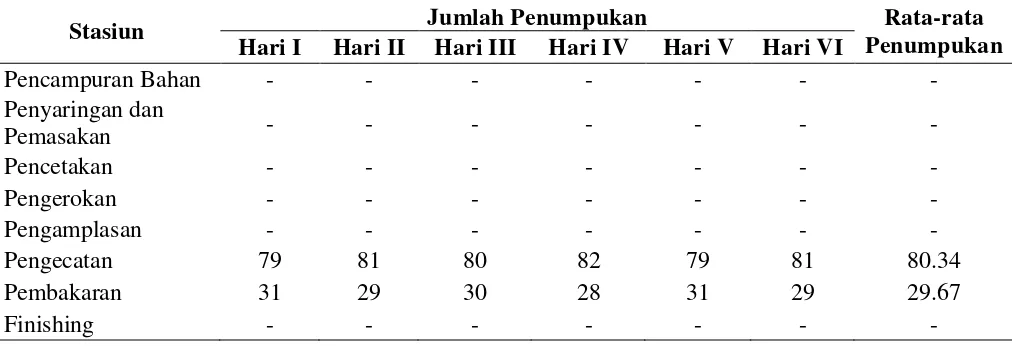
Tabel 1.2. Hasil Pengamatan Awal Proses Produksi Kloset Jongkok Model E
Stasiun Jumlah Penumpukan Rata-rata
Penumpukan
Dari Tabel 1.1. diatas dapat dilihat adanya penumpukan kloset jongkok model E pada stasiun pengecatan dan pembakaran. Gambaran aliran proses produksi kloset jongkok model E dapat dilihat pada Gambar 1.1.
Stasiun
Gambar 1.1. Aliran Proses Setiap Stasiun Kerja di PT. Prima Indah Saniton
Adanya penumpukan mengakibatkan ditemukannya kendala yang dapat menyebabkan menurunnya kinerja perusahaan. Oleh karena itu, kendala ini harus dapat diselesaikan agar kinerja perusahaan seluruhnya dapat diperbaiki (Tersine, 1994). Peningkatan kinerja perusahaan dapat dilakukan dengan melakukan penjadwalan produksi untuk optimalisasi stasiun kerja agar tidak terjadi
Metode yang dapat digunakan untuk menyelesaikan masalah penumpukan atau bottleneck adalah theory of constraints (TOC). 1
Pada penelitian sebelumnya yang berjudul “Peningkatan Kapasitas Produksi Melalui Penerapan Theory of Constraint, Penjadwalan Mesin Paralel dan
bottleneck Scheduling Pada Perusahaan Sheet Metalwork”, theory of constraints
(TOC) diterapkan dalam mengidentifikasi stasiun bottleneck dan meningkatkan kapasitas produksi. Berdasarkan review pada penelitian sebelumnya maka metode yang lebih sesuai digunakan untuk menyelesaikan permasalahan dalam penelitian ini adalah penerapan lima langkah perbaikan theory of constraints (TOC) karena TOC memfokuskan perhatian pada kendala yang memperlambat proses produksi dan membantu memaksimumkan tingkat keluaran produk atau throughput
(Tunggal, 2003). TOC akan memeriksa kendala dan menemukan bagaimana
Theory of Constaint (TOC) adalah teori yang mengatur dan mengidentifikasi segala sesuatu yang menghalangi sistem untuk mencapai performansi sistem yang lebih baik dari tujuan atau target yang ingin dicapai. Pendekatan yang dilakukan dari teori ini adalah menerima ketidakseimbangan dalam proses produksi, dimana terdapat sumber daya dengan kapasitas kurang dari sumber daya lainnya. Sumber daya yang memiliki keterbatasan ini disebut dengan constraint, dimana constraint ini sendiri dapat diidentifikasikan sebagai segala sesuatu yang dapat menjadi penghambat dalam suatu sistem untuk mencapai performansi yang lebih tinggi dari tujuan atau target yang ingin dicapai.
1
kendala tersebut mempengaruhi tujuan perusahaan. Selain itu, pada penelitian ini juga digunakan metode Line Balancing untuk memperoleh stasiun kerja mana yang memiliki waktu siklus yang paling maksimum sehingga menyebabkan
bottleneck.
1.2. Perumusan Masalah
Berdasarkan uraian latar belakang yang telah dipaparkan di atas, maka pokok masalah yang akan dipecahkan dalam penelitian ini adalah adanya penumpukkan bahan baku khususnya pada stasiun pengecatan dan stasiun pembakaran.
1.3. Tujuan Penelitian
Penelitian ini memiliki dua tujuan yakni tujuan umum dan tujuan khusus. Tujuan umum dari penelitian ini adalah untuk mendapatkan keseimbangan lintasan pada lantai produksi kloset jongkok model E.
Tujuan khusus dari penelitian ini adalah:
1. Untuk menentukan stasiun kerja bottleneck dalam lintasan produksi 2. Menjadwalkan waktu kerja sebelum bottleneck dan sesudah bottleneck
3. Mengetahui apakah lintasan sudah dapat dikategorikan baik berdasarkan kriteria lintasan yang baik (line balancing).
1.4. Manfaat Penelitian
1. Bagi penulis
a. Menambah wawasan dan pengetahuan dalam mengembangkan pola pikir yang lebih cerdas dan cermat pada bidang kerja nyata.
b. Menambah wawasan terkait dengan penerapan Theory Of Constraint
(TOC). 2. Bagi Perusahaan
Penelitian ini dapat dijadikan sebagai suatu bahan pertimbangan dalam memperkirakan kendala-kendala yang terjadi pada lantai produksi sehingga perusahaan dapat mengatasi setiap kendala yang terjadi dengan lebih cepat dalam mengurangi waktu menganggur dan penumpukan bahan.
1.5. Batasan Masalah dan Asumsi
Pembatasan masalah dalam penelitian ini adalah:
1. Metode yang digunakan adalah lima prinsip dasar perbaikan TOC.
2. Constraints yang menjadi perhatian dalam penelitian adalah stasiun kerja
bottleneck pada lantai produksi.
3. Produk yang diteliti adalah kloset jongkok model E.
4. Stasiun produksi yang diseimbangkan merupakan stasiun yang memiliki kriteria sama, dalam hal ini stasiun yang berproduksi setiap hari, yaitu stasiun pencetakan – stasiun finishing.
2. Semua fasilitas, baik mesin maupun peralatan yang digunakan pada proses produksi tidak mengalami kerusakan selama penelitian berlangsung.
3. Pekerja dalam keadaan terampil dengan pekerjaannya, memahami prosedur kerja, dan bekerja secara normal.
1.6. Sistematika Penulisan Laporan
Sistematika penulisan laporan dari tugas sarjana akan disajikan dalam beberapa bab sebagai berikut:
Bab I pendahuluan, menguraikan latar belakang permasalahan yang mendasari dilakukannya penelitian, perumusan permasalahan, tujuan dan manfaat penelitian, batasan dan asumsi yang digunakan dalam penelitian serta sistematika penulisan laporan penelitian.
Bab II Gambaran Umum Perusahaan, menguraikan sejarah singkat dari PT. Prima Indah Saniton, ruang lingkup bidang usaha, visi dan misi, lokasi perusahaan, daerah pemasaran, serta organisasi dan manajemen.
Bab III Landasan Teori, berisi tinjauan Pustaka yang berisi teori-teori yang mendukung pemecahan permasalahan penelitian. Teori yang digunakan berhubungan dengan keseimbangan lintasan, metode line balancing, dan theory of constraint.
prosedur penelitian, pengumpulan data, metode pengolahan data, analisis pemecahan masalah, serta kesimpulan dan saran.
Bab V, yaitu Pengumpulan dan Pengolahan Data, memuat data-data yang dikumpulkan peneliti yang berhubungan dengan pemecahan permasalahan penelitian, baik data primer maupun data sekunder, serta bagaimana data-data tersebut diolah untuk memperoleh hasil yang menjadi dasar pemecahan permasalahan tersebut.
Bab VI Analisis Pemecahan Masalah, yang memaparkan analisis terhadap hasil dari pengolahan data dan hasil pemecahan permasalahan penelitian.