41
BAB IV
PENGUMPULAN DAN PENGOLAHAN DATA
4.1 Pengumpulan Data
4.1.1 Sejarah Perusahaan
PT. Impero Granito Utama sebelum 1 Juli 1997 bernama PT. PORSMO yang mulai berproduksi sesuai dengan ijin tempat usaha dan ijin undang-undang gangguan adalah tanggal 30 Agustus 1990.
Lokasi pabrik berada di Jl. Raya Tangerang – Serang Km 09, Kelurahan Kadujaya, Kecamatan Curug, Kabupaten Daerah Tingkat II Tangerang, Banten, Indonesia. Untuk kegiatan pabrik dan gudang menempati total luas 4.660 m2. Kapasitas pabrik sekarang mencapai 1,2 juta meter per segi per tahun.
Perusahaan memproduksi ubin keramik jenis “Vitrified Homogeneous Tiles”
atau “Granito” yang dibuat dari bahan baku terbaik dan berkualitas tinggi. Sebagai pioner dalam produksi keramik vitrified di Indonesia, PT. Impero Granito Utama merupakan yang terdepan didalam mengembangkan ide warna dan design
keramik. Bahkan produk PT. Impero Granito Utama merupakan produk Granito yang pertama kali di Indonesia dengan motif marmer.
Mesin dan peralatan untuk memproduksi produk kami dioperasikan oleh personel terdidik dan terlatih baik. Total karyawan di lokasi pabrik sekitar 30 orang untuk staf dan 121 di proses produksi, untuk 3 pergantian (shift), 24 jam kerja/hari dan 7 hari kerja/minggu. Seluruh pekerjaan dilaksanakan sesuai dengan kode dan standar yang sesuai, untuk mencapai standar produk internasional
“Comitee European de Normalisation (CEN)”. Rancangan atau corak baru
dihasilkan oleh personel perancang dari bidang ahli kimia, teknik, seni yang tergabung dalam 1 (satu) tim penelitian dan pengembangan.
4.1.2 Visi dan Misi Perusahaan
Menghasilkan produk yang “Vitrified Homogeneous Tiles” dengan
keunggulan mutu yang diakui di pasar internasional, yang dihasilkan melalui riset, pengembangan desain, dan penerapan teknlogi maju, serta penegendalian standar spesifikasi yang dilakukan dengan konsisten.
4.1.3 Kebijakan Mutu Perusahaan
PT. Impero Granito Utama mempunyai komitmen terhadap:
Kompetensi pada pengembangan produk
Memahami dan memenuhi kebutuhan pelanggan
Memenuhi persyaratan Sistem Manajemen Internasional
Secara terus-menerus melakukan perbaikan di bidang teknologi,
metode, kerja yang dituangkan didalam sasaran mutu.
Kebijakan mutu perusahaan merupakan pernyataan komitmen dari manajemen dan seluruh pekerja PT. Impero Granito Utama untuk mencapai kepuasan pelanggan. Komitmen ini meliputi :
Pelanggan:
Mendapatkan produk sesuai dengan yang dibutuhkan, dan pelanggan
mendapatkan nilai tambah dari produk yang diperolehnya.
Perusahaan memberikan kesempatan kepada pelanggan atau wakilnya
jika diperlukan, untuk meninjau atau melihat sistem mutu dilaksanakan secara efektif dan produk sesuai dengan spesifikasi yang ditetapkan.
Pekerja:
Menjaga lingkungan kerja dengan menciptakan suasana kerja yang
efektif dengan hasil yang optimal.
Mencurahkan kemampuannya secara maksimal sehingga mampu
mengahsilkan suatu produk yang bermutu tinggi.
Meningkatkan keterampilan dan keahliannya dengan terus menerus
mengembangkan kemampuan melalui pelatihan.
Pimpinan Manajemen Perusahaan
Mengelola bisnis dengan menciptakan iklim bisnis yang sehat dengan
semua jajaran manajemen dengan moral dan etika yang baik.
Membuat perencanaan bisnis secara profesional dengan tingkat resiko
sekecil mungkin dan mampu mengidentifikasi setiap kejadian dalam bisnisnya.
Mengembangkan bisnis perusahaan sehingga diperoleh keuntungan
44
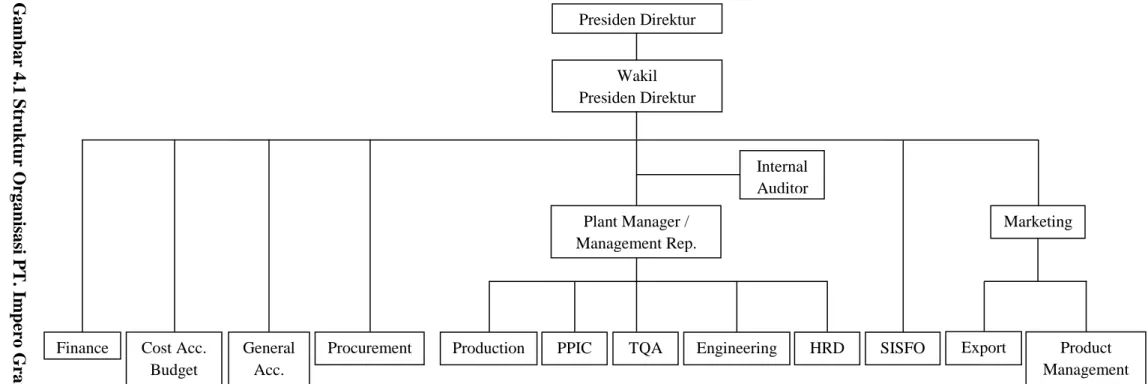
4.1.4 Struktur Organisasi PT. Impero Granito Utama
Presiden Direktur
Wakil Presiden Direktur
Finance Cost Acc.
Budget General Acc. Procurement Plant Manager / Management Rep.
Production PPIC TQA Engineering HRD
Internal Auditor SISFO Marketing Export Product Management Gambar 4.1 Str u k tur Or gan isas i PT . Imper o Grani to U tam a
Adapun deskripsi kerja tiap jabatan dalam struktur organisasi adalah sebagai berikut :
a. Presiden Direktur
Bertanggung jawab untuk:
Menetapkan kebijakan target penjualan dan keuntungan perusahaan. Meninjau dan mengesahkan purchase order (PO) untuk batas nilai
tertentu.
Menetapkan kebijakan mutu perusahaan dan menjamin mutu produk. Meninjau sistem manajemen mutu pada selang waktu tertentu untuk
menjamin sistem mutu berlangsung efektif dan perbaikan secara terus menerus terlaksana dengan baik.
b. Management Representative
Bertanggung jawab dan berwewenang untuk:
Memastikan bahwa sistem manajemen mutu memenuhi persyaratan ISO
9001: 2000 sebagai dasar improvement.
Memastikan proses-proses yang dibutuhkan sistem manajemen mutu
ditetapkan, diterapkan dan dipelihara dengan efektif.
Memastikan peningkatan kesadaran akan pemenuhan persyaratan
pelanggan diseluruh tingkatan organisasi.
Memastikan keefektifan & pengembangan tindak lanjut hasil audit sistem
c. General Manager
Bertanggung jawab dan berwewenang untuk: Seluruh manajemen operasi pabrik.
Meninjau dan mengesahkan permintaan pembelian (PO) untuk batas nilai
tertentu.
Menjamin kelangsungan rencana perancangan dan pengembangan dan
proses manufaktur untuk memenuhi persyaratan pelanggan.
d. Chief Auditor / Internal Auditor
Bertanggung jawab dan berwewenang untuk: Menyiapkan jadwal audit mutu internal. Mengkoordinir pelaksanaan audit. Memantau kefektifan audit. Menyiapkan laporan hasil audit.
e. Direktur Marketing
Bertanggung jawab dan berwewenang untuk:
Merencanakan, mengembangkan dan mengontrol strategi marketing secara
keseluruhan baik pasar lokal maupun ekspor. Koordinasi seluruh aktivitas saler dan marketing.
Tinjauan pelaksanaan sales dan marketing sehubungan dengan strategi
marketing dan membuat langkah-langkah yang perlu untuk memastikan bahwa strategi marketing tersebut memenuhi harapan perusahan.
f. Plant Manager
Bertanggung jawab dan berwewenang untuk:
Menentukan, mendokumentasikan dan meninjau persyaratan pelanggan. Aktivitas perancangan dan pengembangan serta proses manufaktur.
Meninjau dan memilih metode serta teknologi yang sesuai yang
dipergunakan untuk menurunkan dan mencegah ketidak sesuaian.
g. Ka. Dept. Produksi
Bertanggung jawab dan berwewenang untuk:
Pengendalian karyawan di bagian produksi untuk mencapai target
produksi tepat waktu dan memenuhi standar mutu.
Memotivasi karyawan untuk memperhatikan tentang produktivitas, biaya
dan memelihara lingkungan kerja.
h. Ka. Dept. Production Plannning Inventory Control (PPIC)
Bertanggung jawab dan berwewenang untuk:
Optimalisasi tingkat inventarisasi bahan baku, kebutuhan rutin, komponen,
kebutuhan pendukung pabrik dan produk jadi.
Penanganan dan pengelolaan inventarisasi dan lalu lintas barang. Menyiapkan perencanaan produksi.
i. Ka. Dept. Engineering/Maintenance
Bertanggung jawab dan berwewenang untuk:
Memelihara mesin-mesin dan utilitas pada tingkat kelayakan dan kesiapan
yang tinggi.
Menyiapkan gambar-gambar dan instruksi kerja yang lain. Operasi sistem kalibrasi.
j. Ka. Dept. Technology Quality Assurance (TQA)
Bertanggung jawab dan berwewenang untuk:
Inspeksi dan pengujian barang masuk selama proses produksi dan produk
akhir.
Mengatur dan mengkoordinir aktivitas jaminan mutu dan memelihara
dokumen sistem mutu.
k. Ka. Dept. Human Resource Development (HRD)
Bertanggung jawab dan berwewenang untuk:
Pengadaan karyawan.
Identifikasi kebutuhan pelatihan, menyiapkan rencana pelatihan,
memantau dan meninjau aktivitas pelatihan. Memelihara dokumentasi rekaman personel.
Keamanan dan masalah umum perusahaan.
l. Ka. Dept. Research & Development (R&D)
Bertanggung jawab dan berwewenang untuk : Melaksanakan fungsi perancangan.
m. Ka. Dept. Marketing Ekspor
Bertanggung jawab dan berwewenang untuk : Membuat rencana-rencana penjualan.
Menangani permintaan pelanggan, pesanan atau kontrak.
Menangani penawarna produk, memeriksa order, harga, pengiriman dan
pengapalan.
Persiapan data penjualan.
n. Ka. Dept. Produk
Bertanggung jawab dan berwewenang untuk :
Manajemen produk.
Pengembangan produk baru.
Perencanaan dan pengembangan aktifitas promosi. Penanganan keluhan dari pelanggan.
o. Ka. Dept. System Information (SISFO)
Bertanggung jawab dan berwewenang untuk :
Menjamin kelangsungan operasi perangkat lunak dan perangkat keras
(software & hardware) termasuk pemeliharaan dan data pendukung (backup).
Pengendalian software dan hardware yang dipergunakan untuk
p. Ka. Dept. Finance
Bertanggung jawab dan berwewenang untuk :
Mengendalikan lalu lintas keuangan (cash flow) perusahaan. Mengendalikan keuangan (treasury) perusahaan.
16
q. Ka. Dept. Cost Accounting & Budget
Bertanggung jawab dan berwewenang untuk : Perhitungan biaya produk (product costing). Perencanaan dan pengendalian anggaran biaya.
r. Ka. Dept. General Accounting
Bertanggung jawab dan berwewenang untuk : Pengendalian keuntungan dan pengeluaran.
Penghitungan pengendalian pendapatan dan pengeluaran. Menyiapkan laporan keuangan.
s. Ka. Dept. Purchasing
Bertanggung jawab dan berwewenang untuk :
Melaksanakan kebijakan pembelian perusahaan. Memelihara daftar pemasok yang disahkan. Mencari sumber pasokan.
Meninjau dan mengesahkan permintaan pembelian pada batas nilai
4.1.5 Lokasi Perusahaan
Lokasi suatu perusahaan merupakan hal yang perlu mendapat perhatian khusus, karena menjadi penentu kelancaran produksi. PT. Impero Granito Utama yang berlokasi yaitu :
a. Head Office : Pusat Perdagangan Bahan Bangunan & Interior Mangga Dua Blok F-1 No. 1 Jl. Raya Mangga Dua, Jakarta.
b. Factory : Jl. Raya Tangerang – Serang Km. 9 Kelurahan Kadujaya, Kecamatan Curug, Kabupaten Daerah Tk. II, Tangerang, Banten-Indonesia.
Adapun batas-batas lokasi PT. Impero Granito Utama adalah : Batas timur : Jl. Raya Gatot Soebroto
Batas selatan: Carun Pokpan Jaya Farm Batas barat : Lahan kosong
Batas utara : Jl. Daido dan pemukiman penduduk
Lokasi ini dipilih karena terletak dalam kota Tangerang dan semua persyaratan pendirian perusahaan mudah terpenuhi, diantaranya adalah :
1. Kemudahan dalam memperoleh bahan baku. Sumber bahan baku pembuatan granit antara lain :
a. Clay (tanah liat), yang diperoleh dari Belitung, Kalimantan, dan Ukraina.
b. Feldspar (batu gunung), yang diperoleh dari Lampung, Banjarnegara, Cina (yang memiliki kadar sodium tinggi), dan Thailand (yang memiliki kadar fotasium tinggi).
d. Bahan-bahan kimia
e. Pigment/stain/pewarna dieroleh dari Cina dan Spanyol.
Keseluruhan bahan baku tersebut mudah dalam penerimaanya karena lokasi dekat dengan pelabuhan Merak, Banten.
2. Kemudahan transportasi
Lokasi pabrik ini cukup strategis kalena letaknya berdekatan dengan jalan tol Tangerang-Jakarta-Merak sehingga sangat mendukung kelancaran transportasi untuk bahan baku yang diperlukan dalam produksi. Selain itu juga memudahkan pengiriman barang hasil produksi kepada konsumen atau distributor.
3. Dekat dengan pemukiman penduduk sehingga memudahkan perusahaan dalam menyerap tenaga pekerja atau Sumber Daya Manusia (SDM). 4. Kemudahan dalam kebutuhan listrik, air, dan pengolahan limbah.
4.1.6 Sistem Kerja
PT. Impero Granito Utama (hanya untuk Factory) dalam melaksanakan kegiatan perusahaan dan sarana penunjangnya telah memperkerjakan karyawan sebanyak 30 orang untuk staf dan 121 orang di bagian proses produksi.
PT. Impero Granito Utama beroperasi selama 24 jam sehingga ada dua golongan karyawan yaitu karyawan shift dan daily dengan spesifikasi sebagai berikut :
1. Pekerja Harian (Daily)
Untuk para staff bekerja atau bertugas pada siang hari, dengan sistem 5 hari kerja (Senin-Jum‟at), sedangkan hari Sabtu dan Minggu libur. Adapun
jam kerja dimulai dari pukul 08.00 – 17.00 WIB, dengan waktu istirahat 1 jam untuk hari biasa dan 1 jam 15 menit untuk hari Jum‟at.
2. Pekerja Shift
Sistem 5 hari masuk kerja yaitu Senin-Jum‟at, sedangkan hari Sabtu dan Minggu libur namun dengan catatan apabila hari Sabtu dan Minggu masuk kerja maka akan dikenakan lembur (over time).
Terdiri dari 3 shift yang bekerja secara bergilir yaitu :
Shift I (pagi) : pukul 07.00 – 15.00 WIB
Shift II (sore) : pukul 15.00 – 23.00 WIB
Shift III (malam) : pukul 23.00 – 07.00 WIB
Dengan lama waktu kerja 8 jam dan diselingi waktu istirahat selama 1 jam, sehingga total waktu efektif kerja yaitu selama 7 jam untuk setiap shift.
4.1.7 Gambaran Umum Proses Produksi Granit
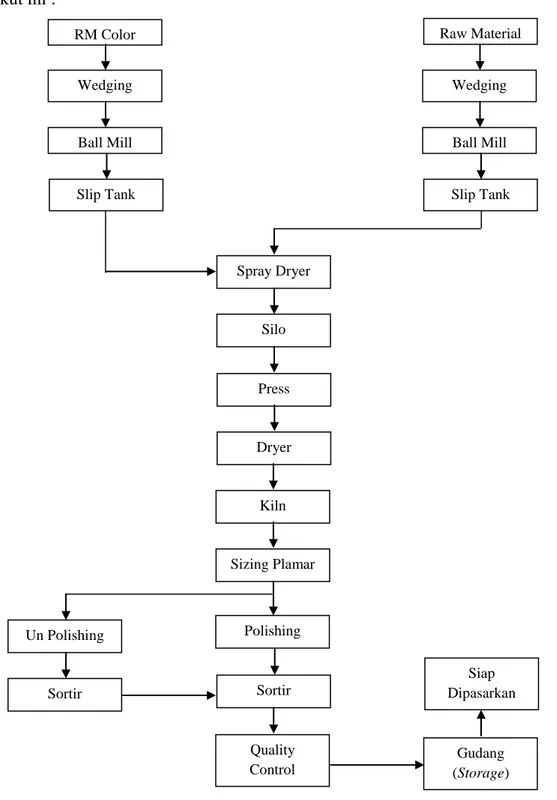
Diagram aliran proses granit secara umum diuraikan pada blok diagram berikut ini :
Gambar 4.2 Blok Diagram Proses Produksi Granit
Raw Material Wedging Ball Mill Slip Tank RM Color Ball Mill Slip Tank Spray Dryer Silo Press Dryer Kiln Sizing Plamar Un Polishing Sortir Polishing Sortir Quality Control Gudang (Storage) Siap Dipasarkan Wedging
Secara umum proses produksi granit melalui empat tahapn proses utama yaitu proses body preparation, proses pressing, proses pembakaran, dan finishing process. Berikut adalah gambaran aliran proses produksi granit beserta penjelasannya.
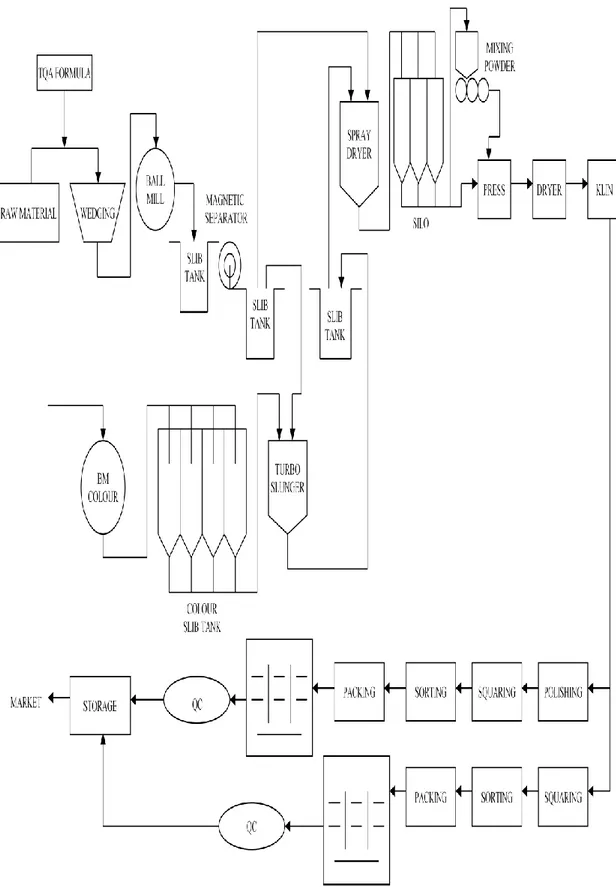
Gambar 4.4 Aliran Proses Produksi Granit
1. Proses Body Preparation
Langkah pertama yaitu bahan baku diambil dari gudang penyimpanan bahan baku (raw material warehouse), diangkut dengan menggunakan alat-alat berat. Material bahan baku ini akan ditampung kemudian dibawa ke batching, batching
digunakan untuk menimbang bahan baku dengan maksud agar dapat menyusun besar komposisi bahan baku. Setelah melalui proses penimbangan atau wedging, bahan tersebut dimasukkan ke dalam hoper untuk disalurkan ke Ball Mill (mesin pengaduk). Ball mill digunakan untuk menghancurkan dan menghaluskan bahan-bahan pembentuk body granit. Material bahan disiapkan sebanyak 16 ton/1 Ball Mill atau sebanyak 80 ton/hari dan dicampur air sebanyak 8 ton diputar dan digiling dalam Ball Mill selama 60 menit sampai mencapai standar reologi (density, viscositas, residu) yang hasilnya adalah berupa lumpur. Lumpur tersebut kemudian disalurkan ke slip tank yang berada di permukaan tanah. Pada slip tank
dipasang mixer yang berfungsi untuk mengaduk cairan bahan agar tidak mengendap.
Body
Preparation Pressing Pembakaran
Finishing Process Raw
Sedangkan untuk pewarnaan granit (apabila ada permintaan granit berwarna) proses yang sama pun dilakukan seperti proses bahan baku pembuatan
body granit yaitu material bahan baku warna yang telah ditimbang melalui proses penimbangan atau wedging dimana sebelumnya telah ada riset di Departemen TQA Formula terhadap warna sesuai dengan permintaan produksi. Selanjutnya dimasukkan, diputar dan digiling dalam Ball Mill selama 50 menit sampai mencapai standar reologi (density, viscositas, residu) yang hasilnya adalah berupa lumpur. Lumpur tersebut kemudian disalurkan ke slip tank yang berada di permukaan tanah. Pada slip tank khusus untuk menampung lumpur „warna‟ dipasang mixer yang berfungsi untuk mengaduk cairan bahan agar tidak mengendap.
Gambar 4.5 Gambar 4.6
Penimbangan raw material (Wedging) Percampuran dalam Ball Mill
Bahan baku yang dimaksud dalam pembuatan granit atau Vitrified Tile
terdiri dari :
1. Bahan baku pengikat
Yang berfungsi sebagai bahan perekat atau pengikat sehingga menjadi kesatuan massa yang homogen, terutama pada waktu sebelum pembakaran agar tidak rusak atau berubah bentuk
Bahan baku pengikat contohnya ; clay/lempung dan kaolin 2. Bahan baku pengisi
Bahan baku ini mempunyai titik lebur tinggi. Fungsi bahan ini untuk mengurangi susut, baik pada pengeringan maupun pembakaran.
Contoh bahan baku pengisi : pasir, silika. 3. Bahan baku pelebur
Berfungsi sebagai bahan pelebur dalam body dan berfungsi sebagai media pelarut.
Contoh bahan pelebur : feldspar, talc, kalsit.
Gambar 4.7 Aliran Proses Produksi Body Preparation
2. Pressing
Material yang ada di kedua tangki (slib tank) tersebut dipompakan ke dalam
Spray Dryer dengan tekanan 30 bar. Spray Dryer ini akan mengubah lumpur menjadi bubuk atau powder yang halus dengan kadar air sampai ± 6 % kemudian
powder ini dimasukkan ke Silo sebagai tempat penampungan sementara dengan menggunakan conveyor. Tujuan dari Silo ini adalah untuk menurunkan dan menghomogenkan kadar air. Setelah bubuk ini menjadi homogen, maka proses selanjutnya adalah penyaringan kembali dengan menggunakan mesin fibrating. Sesudah itu powder dibawa dengan hoist ke hopper (bagian atas mesin press), kemudian disalurkan ke mesin press dengan tekanan lebih dari 400 kg/cm2 (yang hasilnya adalah berupa tegel mentah).
Wedging Body
Milling Body
Wedging
Color Milling Color
Raw Material Spray Dryer Lumpur dalam Slib Tank Mixing Body & Color
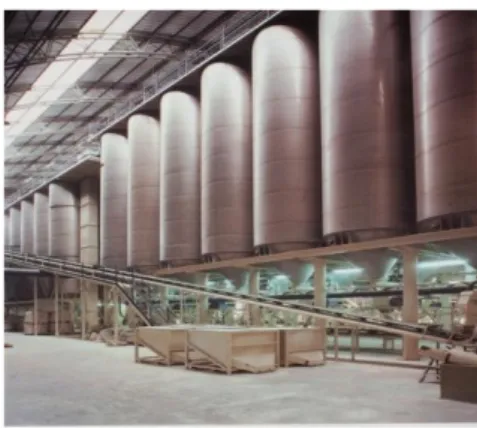
Gambar 4.8 Spray Dryer Gambar 4.9 Silo
Gambar 4.10 Press
Gambar 4.11 Aliran Proses Produksi Pressing
3. Proses Pembakaran
Kemudian tegel mentah tersebut dikeringkan dalam Dryer dengan temperatur 150 0C selama kurang lebih ± 5 menit, hingga tegel menjadi matang, lalu dibakar dalam Kiln dengan temperatur ± 1200 0C selama ± 55 menit kemudian dipisahkan menurut ukuran (small, medium, lade). Proses pembakaran ini berfungsi untuk mengurangi kadar air yang terdapat dalam granit.
Spray
Dryer Pressing
Tegel Mentah Lumpur dalam
Slib Tank Silo
Gambar 4.12 Kiln
Gambar 4.13 Aliran Proses Produksi Pembakaran
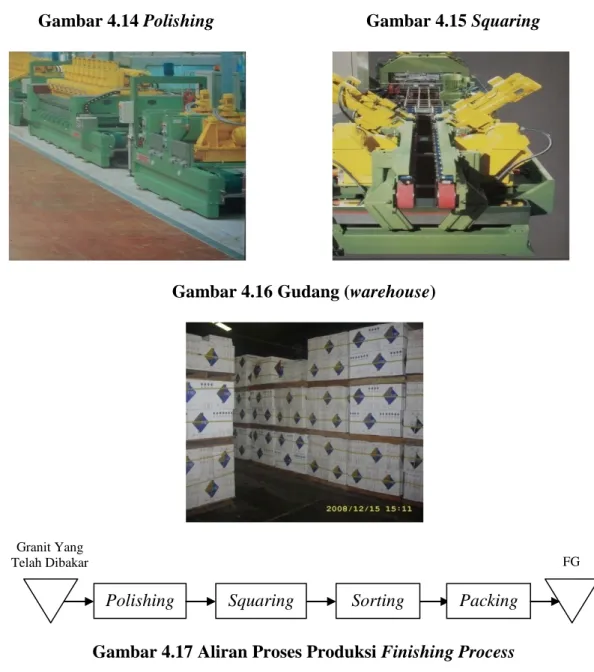
4. Finishing Process
Polishing/unpolishing
Pada proses ini melalui grinding (penghalusan) permukaan dan sisi dengan menggunakan sebanyak 11 m3/hari dari air waste water treatment
dari Ball Mill. Menggunakan mesin Polish Simec yang dibantu 2 orang operator.
Squaring
Merupakan proses pengahalusan bagian pinggir granit agar pada sisi-sisi granit menjadi halus dan tidak tajam. Proses ini menggunakan mesin Simec dengan waktu pengerjaan ± 1,9 menit yang dibantu 2 orang operator.
Sorting
Hasil yang telah dipoles kemudian disortir kemudian ditumpuk dalam
pallet. Pada tahap ini merupakan proses inspeksi untuk menentukan
Tegel Mentah
Pembakaran
Granit yang telah dibakar
apakah produk tersebut kedalam kualitas tingkat 1 atau 2. Penyortiran berlangsung selama ± 1,3 menit yang dilakukan oleh 2 orang.
Packing
Tahap akhir adalah packing dengan waktu pengerjaan ± 2,1 menit yang dilakukan oleh 5 orang. Setelah itu diangkut dengan menggunakan forklift
masuk ke Quality Control, setelah lulus inspeksi masuk dalam gudang penyimpanan (warehouse) dan siap dikirimkan ke distributor.
Gambar 4.14 Polishing Gambar 4.15 Squaring
Gambar 4.16 Gudang (warehouse)
Gambar 4.17 Aliran Proses Produksi Finishing Process
Polishing
FG Granit Yang
Telah Dibakar
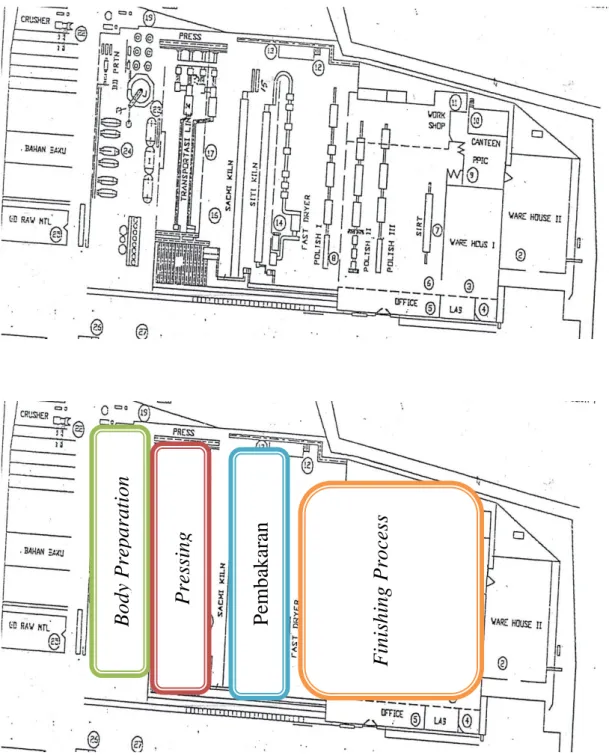
4.1.8 Layout Pabrik Granit di PT. Impero Granito Utama
Keseluruhan proses produksi granit berada dalam satu area gedung pabrik. Terdiri dari 4 stasiun kerja (work station) yaitu body preparation, pressing,
pembakaran, dan finishing process. Berikut adalah gambaran layout pabrik granit secara keseluruhan.
Gambar 4.18 Layout Pabrik Granit Secara Keseluruhan
B
o
d
y P
rep
a
ra
ti
o
n
P
res
si
n
g
Pemb
ak
ar
an
F
in
is
h
in
g
P
ro
ce
ss
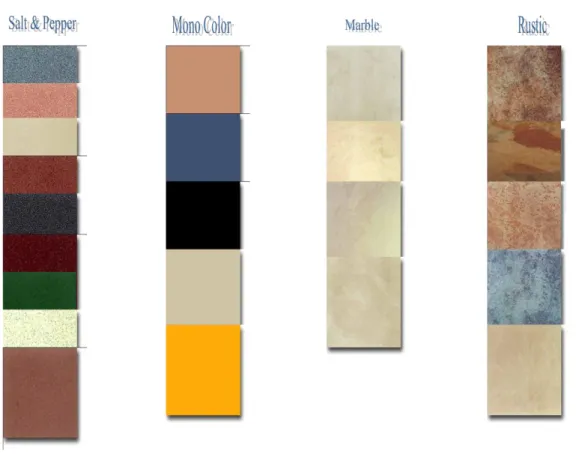
4.1.9 Hasil Produksi
Produk utama PT. Impero Granito Utama adalah granit dengan beberapa tipe ukuran, warna, dan jenis. Secara umum produk utamanya adalah :
Tabel 4.1 Tipe, Ukuran, Dan Jenis Granit PT. Impero Granito Utama
Design Design/motive
30 cm x 30 cm 40 cm x 40 cm 60 cm x 60 cm
Salt & Pepper : Unpolished, Polished
Monocolour : Unpolished, Polished
Marble Look : Unpolished, Polished
Rustic
Dibawah ini merupakan product range yang dihasilkan oleh PT. Impero Granito Utama antara lain :
4.1.10 Lingkup Produksi dan Pasar
Produk-produk dari PT. Impero Granito Utama telah memiliki sistem mutu atau bersertifikat, hal tersebut guna meningkatkan lingkup produksi dan pasar baik dalam maupun luar negeri. Beberapa sistem mutu yang telah dimiliki oleh PT. Impero Granito Utama antara lain :
1. ISO 9001 Sertifikasi dari SGS. ICS sejak tahun 1998 2. ISO 9001 Sertifikasi dari BBIK.
3. Sertifikasi produk SNI No. 19-9001: 1996
Produk-produk tersebut dipasarkan untuk memenuhi permintaan produksi granit di dalam negeri ± 70% yang sebagian besar ada di seluruh kota di Indonesia. Sedangkan untuk memenuhi permintaan pasar luar negeri produk PT. Impero Granito Utama diekspor ke Singapura, Brunei, Taiwan, Filipina, Kamboja, Australia, Fiji, India, Afrika, Spanyol, dan Korea.
4.1.11 Kapasitas Produksi dan Permintaan Granit
Dibawah ini merupakan data demand yang dihasilkan selama periode November 2012 pada departemen produksi :
Tabel 4.2 Data demand produk periode November 2012
Product Description Monthly Demand
On November
Kapasitas Produksi/hari
40 cm x 40 cm Type Salt & Pepper 100.000 m2 3.475 m2
30 cm x 30 cm Monocolor 75.500 m2 2.525 m2
Total Demand On November 175.500 m2 6.000 m2
(Sumber : PT. Impero Granito Utama)
Berdasarkan Tabel 4.2 diatas dapat diketahui bahwa granit ukuran 40 cm x 40 cm merupakan granit yang paling banyak diproduksi. Maka dalam
produksinya dari awal proses berupa bahan mentah (raw material) hingga menjadi barang jadi (finish goods). Produk yang dipilih berdasarkan hasil diskusi dengan manager PPIC yaitu memilih jenis produk yang paling banyak diproduksi pada periode November 2012 yaitu granit ukuran 40 cm x 40 cm dengan Type Salt & Pepper.
4.2 Pengolahan Data
4.2.1 Penggambaran Value Stream Mapping
Value Stream Mapping adalah suatu tools yang digunakan untuk menggambarkan suatu sistem secara keseluruhan beserta aliran nilai (value stream) yang terdapat dalam perusahaan. Dengan Value Stream Mapping, dapat diketahui aliran informasi dan fisik dalam sistem dari masing-masing proses yang terjadi. Langkah awal dalam pembuatan Value Stream Mapping adalah dengan penjelasan aliran informasi dan fisik untuk pememenuhan permintaan finish goods
granit.
4.2.1.1 Aliran Informasi
Aliran informasi pemenuhan permintaan finish goods granit dibuat berdasarkan observasi (studi lapangan) dan wawancara dengan pihak-pihak terkait. Penggambaran aliran informasi dilakukan untuk keseluruhan pihak yang terkait dalam pemenuhan permintaan. Adapun gambaran aliran informasi khusus pemenuhan finish goods granit adalah sebagai berikut :
1) Aliran informasi permintaan finish goods granit diawali dari permintaan produksi oleh bagian distributor, dan marketing melalui rapat secara langsung yang diadakan setiap 2 minggu sekali. Kemudian dari hasil rapat bagian PPIC akan membuat Master Production Schedule (MPS). MPS tersebut akan
menjadi dasar dari setiap bagian dalam proses untuk merencanakan jadwal proses produksinya.
2) Berdasarkan MPS tersebut, bagian PPIC membuat rencana produksi granit selama satu bulan sesuai dengan kapasitas produksi dan hari kerja yang tersedia.
3) Rencana produksi granit ini diberikan kepada bagian produksi untuk ditindak lanjuti dan dijadikan acuan dalam proses produksi harian.
4) Bagian produksi melaporkan pencapaian produksi harian ke PPIC beserta analisa dan tindakan jika terdapat penyimpangan misal produksi berlebih atau minus produksi.
4.2.1.2 Aliran Fisik
Aliran fisik atau material yang terjadi selama proses produksi granit terdiri dari dua sifat yaitu bersifat kontinu dan tidak kontinu. Proses produksi granit dilakukan secara semi otomatis dan manual oleh operator produksi. Aliran fisik untuk proses produksi granit adalah sebagai berikut :
1) Bahan baku (raw material) ditampung kemudian dibawa ke batching, yang digunakan untuk menimbang bahan baku. Setelah melalui proses penimbangan (wedging), bahan tersebut dimasukkan ke dalam hoper untuk disalurkan ke Ball Mill (mesin pengaduk). Material bahan disiapkan sebanyak 16 ton/1 Ball Mill atau sebanyak 80 ton/hari dan dicampur air sebanyak 8 ton diputar dan digiling dalam Ball Mill selama 60 menit sampai mencapai standar reologi (density, viscositas, residu) yang hasilnya adalah berupa lumpur. Terdapat 6 buah Ball Mill dalam pabrik, namun saat ini hanya 5 buah Ball Mill saja yang dioperasikan dalam 1 harinya, dimana untuk setiap 1 Ball
Mill berisi 16 ton material bahan yang akan digiling didalamnya. Dari setiap penggilingan 16 ton/1 Ball Mill dapat menghasilkan 695 m2 granit. Jadi dalam 1 hari granit yang dapat dihasilkan berjumlah 3.475 m2. Setelah itu lumpur tersebut kemudian disalurkan ke slip tank yang berada di permukaan tanah.
2) Sedangkan untuk pewarnaan granit proses yang sama pun dilakukan seperti proses bahan baku pembuatan body granit, namun sebelumnya telah ada riset di Departemen TQA Formula terhadap warna sesuai dengan permintaan produksi.
3) Material yang ada di kedua tangki (slib tank) tersebut dipompakan ke dalam
Spray Dryer dengan tekanan 30 bar. Spray Dryer ini akan mengubah lumpur menjadi bubuk atau powder yang halus dengan kadar air sampai ± 6 % kemudian powder ini dimasukkan ke Silo sebagai tempat penampungan sementara dengan menggunakan conveyor. Tujuan dari Silo ini adalah untuk menurunkan dan menghomogenkan kadar air.
4) Setelah bubuk ini menjadi homogen, maka proses selanjutnya adalah penyaringan kembali dengan menggunakan mesin fibrating. Sesudah itu
powder dibawa dengan hoist ke hopper (bagian atas mesin press), kemudian disalurkan ke mesin press (untuk di pressing) dengan tekanan lebih dari 400 kg/cm2 (yang hasilnya adalah berupa tegel mentah).
5) Kemudian tegel mentah tersebut dikeringkan dalam Dryer dengan temperatur 150 0C selama kurang lebih ± 5 menit, hingga tegel menjadi matang.
6) Agar granit tidak mudah retak/pecah, granit yang telah melalui proses pengeringan (drying) diletakkan kedalam Transfer Car (semacam Kanban berjalan) untuk kemudian dibakar dalam Kiln dengan temperatur ± 1200 0C selama ± 55 menit kemudian dipisahkan menurut ukuran (small, medium, lade). Proses pembakaran ini berfungsi untuk mengurangi kadar air yang terdapat dalam granit.
7) Setelah granit dibakar tahap selanjunya adalah proses polishing yang melalui
grinding (penghalusan) permukaan dan sisi dengan menggunakan sebanyak 11 m3/hari dari air waste water treatment dari Ball Mill. Menggunakan mesin Polish Simec yang dibantu 2 orang operator.
8) Kemudian proses squaring merupakan pengahalusan bagian pinggir granit agar pada sisi-sisi granit menjadi halus dan tidak tajam. Proses ini menggunakan mesin Simec dengan waktu pengerjaan ± 1,9 menit yang dibantu 2 orang operator.
9) Hasil yang telah dipoles kemudian melalui proses sorting (penyortiran) kemudian ditumpuk dalam pallet. Pada tahap ini merupakan proses inspeksi untuk menentukan apakah produk tersebut kedalam kualitas tingkat 1 atau 2. Penyortiran berlangsung selama ± 1,3 menit yang dilakukan oleh 2 orang. 10)Tahap akhir adalah packing dengan waktu pengerjaan ± 2,1 menit yang
11)Setelah itu diangkut dengan menggunakan forklift masuk ke Quality Control / Quality Check, setelah lulus inspeksi masuk dalam gudang penyimpanan (warehouse) dan siap dikirimkan ke customer.
Gambaran current state value stream mapping untuk proses produksi granit secara jelas adalah sebagai berikut:
70 Supplier Raw Material Warehouse 3 Wedging Body 2 Milling Body Customer 1 Pressing 1 Dryer 1 Kiln 2 Polishing 2 Squaring 2 Sorting 5 Packing 2 Quality Check Warehouse Finished Goods Marketing PPIC Procurement & Material Planning Engineering CT =1 menit AT = 1260 menit DownTime = 10% CT = 5 menit AT = 1260 menit DownTime =10% CT = 55 menit AT = 1260 menit DownTime = 10% CT = 1,4 menit AT = 1260 menit DownTime = 10% CT = 1,9 menit AT = 1260 menit DownTime = 10% CT = 1,3 menit AT = 1260 menit DownTime = 5% CT = 2,1 menit AT = 1260 menit DownTime = 5% CT = 15 menit AT = 1260 menit DownTime = 5% Annual Production Plan Demand
Monthly Deliv ery Sched ule Receiving Shipping 5 Spray Dryer CT = 60 menit AT = 1260 menit DownTime = 10% 2 Milling Color 3 Wedging Color Inventory Inventory FG
30 menit 60 menit 30 menit 50 menit 60 menit 1 menit 5 menit 55 menit 1,4 menit 1,9 menit 1,3 menit 2,1 menit 15 menit
420 menit 15 menit 1440 menit
Daily Sche dule CT = 30 menit AT = 1260 menit DownTime = 20% CT = 60 menit AT = 1260 menit DownTime = 10% CT = 30 menit AT = 1260 menit DownTime = 20% CT = 50 menit AT= 1260 menit DownTime = 20% 1 m 5 m 3 m 4 m 8 m 4 m 1 m 1 m 1 m 2 m 1 m 1,5 m 3 m 2 Mixing CT = 15 menit AT = 1260 menit DownTime = 15% 5 m
Total Production Lead Time = 2202,7 menit
Total Processing Time = 327,7 menit
Total Distance = 41,5 meter
15 menit Daily Sc hedule Gambar 4.20 C u rrent S tate V alu e S tream Mappi n g PT. I m p er o Grani to U tam a
4.2.2 Identifikasi Waste yang Paling Berpengaruh
Proses identifikasi waste ini dilakukan dengan cara diskusi/wawancara dan menyebarkan sejumlah kuesioner. Diskusi dilakukan untuk menyatukan persepsi tentang pemahaman terhadap waste dan keterkaitan antar waste. Sedangkan penyebaran kuesioner dilakukan untuk mendapatkan bobot dari waste. Proses diskusi dan pengisian kuesioner melibatkan karyawan yang berkompeten serta mengetahui dengan pasti waste yang paling berpengaruh dan waste yang paling sering muncul. Kuesioner ini dibagikan kepada delapan responden yang mengerti proses produksi granit yaitu :
1. Manager PPIC
2. Manager TQA
3. Staf TQA Formula (Quality Control Formula)
4. Manager Engineer 5. Manager Produksi
6. Supervisor Produksi
7. Operator Produksi bagian
Body Preparation
8. Operator Produksi bagian
Finishing Process
Hasil rekap data kuesioner tentang tingkat keseringan waste yang terjadi adalah sebagai berikut :
Tabel 4.3 Hasil Kuesioner Identifikasi Waste (Pemborosan)
No. Waste
(pemborosan)
Skor Untuk Kuesioner
Jumlah Rata-rata 1 2 3 4 5 6 7 8 1 Transportation 5 6 6 7 5 6 5 6 46 6 2 Inventory 9 10 9 10 8 8 7 9 52 7 3 Motion 4 5 5 6 4 6 5 6 41 5 4 Waiting Process 9 7 9 9 8 9 7 10 68 9 5 Over processing 5 6 6 7 5 6 5 7 47 6 6 Overproduction 7 6 6 7 8 6 5 7 70 9 7 Defect 10 9 8 8 7 9 8 10 69 9
Grafik 4.1 Hasil Identifikasi Waste (Pemborosan)
Berdasarkan hasil kuesioner diatas identifikasi pemborosan (waste) yang sering terjadi adalah :
Tabel 4.4 RankingHasil Identifikasi Waste (Pemborosan)
Rangking Waste (pemborosan) Jumlah Rata-rata 1 Overproduction 70 9 2 Defect 69 9 3 Waiting Process 68 9 4 Inventory 52 7 5 Over processing 47 6 6 Transportation 46 6 7 Motion 41 5
Tabel dan diagram batang diatas menjelaskan bahwa pemborosan (waste) yang sering terjadi di lantai produksi PT. Impero Granito Utama adalah
overproduction, defect, dan waiting process. 0 1 2 3 4 5 6 7 8 9 10 6 7 5 9 6 9 9 Sk o r
Hasil Identifikasi Waste(pemborosan)
4.2.3 Value Stream Analysis Tool (VALSAT)
Setelah mendapatkan bobot dari masing-masing pemborosan, langkah selanjutnya adalah pemilihan detailed mapping tool yang sesuai dengan jenis pemborosan yang timbul pada proses produksi. Pemilihan detailed mapping tool
ini dilakukan berdasarkan perhitungan bobot pada value stream analysis tool
(VALSAT). Perhitungan bobot pada VALSAT ini dilakukan dengan mengalikan bobot pemborosan yang diperoleh dari kuesioner dengan faktor pengali hubungan antara pemborosan dengan detailed mappingtool yang dipakai. Berikut ini adalah hasil perhitungan bobot masing-masing detailedmapping tool.
Tabel 4.5 Value Stream Analysis Tool (VALSAT) Result
No. Waste
(pemborosan) Weight
Value Stream Analysis Tools
PAM SCRM PVF QFM DAM DPA PS
1 Overproduction 9 L 9 M 27 0 L 7 M 27 M 27 0 2 Waiting Process 9 H 81 H 81 L 9 0 M 27 M 27 0 3 Transportation 6 H 54 0 0 0 0 0 L 6 4 Over processing 6 H 54 0 M 18 L 6 0 L 6 0 5 Inventory 7 M 21 H 63 M 21 0 H 63 M 21 L 7 6 Motion 5 H 45 L 5 0 0 0 0 0 7 Defect 9 L 9 0 H 81 0 0 0 0 Total 273 176 129 13 117 81 13
Dibawah ini adalah hasil pembobotan Value Stream Analysis Tool
(VALSAT) yang telah diurut berdasarkan bobot terbesar hingga terkecil :
Tabel 4.6 Hasil PembobotanValue Stream Analysis Tool (VALSAT)
Detailed Mapping Tool Bobot Rangking
Process Activity Mapping 273 1 Supply Chain Response Matrix 176 2
Production Variety Funnel 129 3
Quality Filter Mapping 15 7
Demand Amplification Planning 117 4
Decision Point Analysis 81 5
Grafik 4.2 Hasil Identifikasi Value Stream Analysis Tool (VALSAT)
Berdasarkan tabel dan digram tabel diatas dapat dilihat bahwa detail mapping tool yang memiliki total skor yang terbesar adalah Process Activity Mapping (PAM) sebesar 273 dan Supply Chain Response Matrix (SCRM) yaitu sebesar 176. Dari hasil detail mapping tool diatas yang dipilih adalah Process Activity Mapping (PAM) karena nilai PAM memiliki skor paling besar secara nyata. Selanjutnya akan dibuat detailed mapping dari PAM yang ada pada proses produksi.
4.2.4 Process Activity Mapping (PAM)
Process activity mapping merupakan sebuah tool yang digunakan untuk menggambarkan proses produksi secara detail dari tiap-tiap aktivitas yang dilakukan dalam proses produksi dan mengetahui proporsi dari kegiatan yang termasuk value added activity (VA), necessary but non value adding activity
(NNVA) dan non value added activity (NVA). Peta ini mampu mengidentifikasi
0 50 100 150 200 250 300 273 176 129 15 117 81 13 B o bo t
Hasil Identifikasi
adanya pemborosan pada value stream dan mengoptimalisasi proses agar lebih efisien dengan cara simplifikasi, kombinasi ataupun eliminasi.
Untuk pembuatann Process Activity Mapping ini, tahapannya adalah sebagai berikut :
1. Mencatat semua aktivitas yang akan dilakukan dalam proses pemenuhan permintaan F/G granit yang antara lain, elemen kerja, waktu proses, jarak perpindahan, dan jumlah operator.
2. Mengklasifikasikan aktivitas tersebut ke dalam Operasi (Operation),
Transportasi (Transportation), Inspeksi (Inspection), Penyimpanan (Storage) dan Menunggu (Delay) dengan pendefinisian sebagai berikut :
Operasi (operation) adalah aktivitas yang bernilai tambah (value added). Tranportasi (transportation), inspeksi (inspection) dan penyimpanan
(storage) berjenis penting tapi tidak bernilai tambah.
Delay adalah aktivitas yang dihindari untuk terjadi sehingga merupakan
aktivitas berjenis tidak bernilai tambah (non value added).
3. Menambahkan informasi untuk proses analisa selanjutnya.
4. Menganalisa proporsi aktivitas yang tergolong value added activity (VA),
necessary but non value adding activity (NNVA) dan non value added activity
4.2.4.1 Pengumpulan dan Pengukuran Data PAM
Pengumpulan dan pengukuran data dilakukan dengan wawancara, observasi, dan pengukuran langsung. Data yang terdapat pada process activity mapping
merupakan data untuk proses produksi granit. Waktu proses yang ada merupakan gabungan antara proses yang dilakukan oleh operator dan mesin.
Berdasarkan hasil pengukuran dan pengumpulan data maka selanjutnya bisa dibuat Process Activity Mapping untuk proses poduksi granit secara lengkap.
Tabel 4.7 Process Activity Mapping Proses Produksi Granit
Proses Langkah Mesin/ Peralatan Jarak (meter) Waktu (menit) Jumlah Operator Aktifitas Kategori O T I S D Body Preparation Body Granit Mengambil bahan baku dari area raw material warehouse Forklift 1 10 1 T NNVA Wedging atau penimbangan raw material Timbangan digital Philips 30 T 20 3 I NNVA
Penggilingan Ball Mill 5 60 2 O VA
Pewarnaan
Mengambil bahan baku dari area raw material warehouse Forklift 3 10 1 T NNVA Wedging atau penimbangan raw material warna Timbangan manual 1500 kg 20 3 I NNVA
Penggilingan Ball Mill 4 50 2 O VA
Menunggu proses penggilingan body granit
Slib Tank 10 D NVA
Hasil penggilingan body granit dan warna di campur (Mixing) Tangki bawah (Turbo Blunger) 5 15 2 O VA Spray Dryer Dipompakan ke
Spray Dryer PPB 30 8 15 1 T NNVA Pengeringan hingga menjadi powder Chamber 30 2 O VA Storage Powder Ditampung
Pressing Pengepresan Pengepresan/ pencetakan powder hingga terbentuk tegel mentah SITI Press 2503ES 4 1 1 O VA Dryer Pengeringan tegel mentah (Glazing Line) JET 30.000 1 5 1 O VA
Transportasi Kanban berjalan Transfer Car 15 T NNVA
Kiln Pembakaran Pembakaran tegel hingga tingkat kadar air mencapai 1% Sacmi Kiln KKT 1860 1 55 1 O VA Finishing Process Polishing Polish Simec 1 1,4 2 O VA Squaring Simec 2 1,9 2 O VA Sorting 1 1,3 2 I NNVA Packing Kardus, lakban, dll 2,1 5 O VA
Quality Check 1,5 15 2 I NNVA Transportasi Forklift 3 10 1 T NNVA
78
Tabel 4.8 Process Activity Mapping Proses Produksi Granit Setelah Perhitungan
Proses Langkah Mesin/ Peralatan Jarak (meter) Waktu (menit) Jumlah Operator Aktifitas
Kategori Waktu Operasi (menit)
O T I S D O T I S D
Body Preparation
Body Granit
Mengambil bahan baku dari area raw material warehouse Forklift 1 10 1 T NNVA 10 Wedging atau penimbangan raw material Timbangan digital Philips 30 T 20 3 I NNVA 20
Penggilingan Ball Mill 5 60 2 O VA 60
Pewarnaan
Mengambil bahan baku dari area raw material warehouse Forklift 3 10 1 T NNVA 10 Wedging atau penimbangan raw material warna Timbangan manual 1500 kg 20 3 I NNVA 20
Penggilingan Ball Mill 4 50 2 O VA 50
Menunggu proses penggilingan body granit
Slib Tank 10 D NVA 10
Hasil penggilingan body granit dan warna di campur (Mixing)
Tangki bawah (Turbo
Blunger) 5 15 2 O VA 15
Spray Dyer
Dipompakan ke
Spray Dryer PPB 30 8 15 1 T NNVA 15
Pengeringan hingga
79 Storage Powder Ditampung
sementara di Silo Silo 420 S NNVA 420
Pressing Pengepresan Pengepresan/ pencetakan powder hingga terbentuk tegel mentah
SITI Press 2503ES 4 1 1 O VA 1
Dryer
Pengeringan tegel mentah (Glazing Line)
JET 30.000 1 5 1 O VA 5
Transportasi Kanban berjalan Transfer Car 1 15 T NNVA 15
Kiln Pembakaran
Pembakaran tegel hingga tingkat kadar air mencapai 1%
Sacmi Kiln KKT 1860 1 55 1 O VA 55
Finishing Process
Polishing Polish Simec 1 1,4 2 O VA 1,4
Squaring Simec 2 1,9 2 O VA 1,9
Sorting 1 1,3 2 I NNVA 1,3
Packing Kardus, lem, dll 2,1 5 O VA 2,1
Quality Check 1,5 15 2 I NNVA 15
Transportasi Forklift 3 10 1 T NNVA 10
Total 21 langkah 41,5 347,7 34 10 5 4 1 1 221,4 60 56,3 420 10
Berdasarkan tabel diatas maka didapat hasil sebagai berikut: 1. Aktifitas Operasi (Operation)
Pada proses produksi tersebut melibatkan 10 aktifitas operasi dari total 21 aktifitas secara keseluruhan (47,62%), dengan waktu operasi sebesar 221,4 menit atau 63,68%.
2. Aktifitas Transportasi (Transportation)
Pada proses produksi tersebut melibatkan 5 aktifitas transportasi dari total 21 aktifitas secara keseluruhan (23,81%), dengan waktu operasi sebesar 60 menit atau 17,26%.
3. Aktifitas Inspeksi (Inspecstion)
Pada proses produksi tersebut melibatkan 4 aktifitas inspeksi dari total 21 aktifitas secara keseluruhan (19,05%), dengan waktu operasi sebesar 56,3 menit atau 16,19%.
4. Aktifitas Penyimpanan (Storage)
Pada proses produksi tersebut melibatkan 1 aktifitas penyimpanan dari total 21 aktifitas secara keseluruhan (4,76%), dengan waktu operasi sebesar 420 menit atau 120,79%.
5. Aktifitas Menunggu (Delay)
Pada proses produksi tersebut melibatkan 1 aktifitas menunggu dari total 21 aktifitas secara keseluruhan (4,76%), dengan waktu operasi sebesar 10 menit atau 2,88%.
4.2.4.2 Pengelompokkan Waktu Berdasarkan 3 Jenis Aktifitas
Dibawah ini akan dilakukan pengelompokkan proses produksi granit kedalam 3 aktifitas yaitu value added activity (VA), necessary but non value adding activity (NNVA) dan non value added activity (NVA). Pada tabel ini didapatkan informasi waktu proses untuk masing-masing elemen kerja tiap-tiap prosesnya.
Tabel 4.9 Waktu Aktifitas VA, NNVA dan NVA
No. Kegiatan-kegiatan VA (menit) NNVA (menit) NVA (menit)
1 Mengambil bahan baku dari area raw material warehouse 10
2 Wedging atau penimbangan raw material 20
3 Penggilingan 60
4 Mengambil bahan baku dari area raw material warehouse 10
5 Wedging atau penimbangan raw material 20
6 Penggilingan 50
7 Menunggu proses penggilingan body granit 10
8 Hasil penggilingan body granit dan warna di campur
(Mixing) 15
9 Dipompakan ke Spray Dryer 15
10 Pengeringan hingga menjadi powder 30
11 Ditampung sementara di Silo 420
12 Pengepresan 1
13 Pengeringan tegel mentah (Dryer) 5
14 Kanban berjalan 15
15 Pembakaran tegel hingga tingkat kadar air mencapai 1% 55
16 Polishing 1,4 17 Squaring 1,9 18 Sorting 1,3 19 Packing 2,1 20 Quality Check 15 21 Transportasi 10 Total Waktu 221,4 563,3 10 28,84% 69,86% 1,30%
Berikut ini merupakan diagram lingkaran (pie chart) hasil persentase dari aktifitas proses produksi granit yang telah dikelompokkan ke dalam 3 aktifitas yaitu value added activity (VA), necessary but non value adding activity (NNVA) dan non value added activity (NVA).
Grafik 4.3 Aktifitas Proses Produksi Granit yang Telah Dikelompokkan ke Dalam 3 Aktifitas
Hasil perhitungan didapatkan hasil sebagai berikut :
1. Aktifitas yang memilki nilai tambah (value added activity/VA).
Pada proses produksi tersebut melibatkan 10 aktifitas yang memilki nilai tambah, dengan total waktu 221,4 menit atau 28,84%.
2. Aktifitas yang dibutuhkan tetapi tidak memiliki nilai tambah (necessary but non value adding activity/NNVA).
Pada proses produksi tersebut melibatkan 10 aktifitas necessary but non value adding activity/NNVA, dengan total waktu 536,3 menit atau 69,86%.
3. Aktifitas yang tidak memilki nilai tambah (non value added activity/NVA). Pada proses produksi tersebut melibatkan 1 aktifitas yang tidak memilki nilai tambah, dengan total waktu 10 menit atau 1,30%.
28,84%
69,86%
1,30%
Aktifitas Proses Produksi Granit yang Telah Dikelompokkan ke Dalam 3 Aktifitas
VA NNVA NVA
83
Setelah diketahui ke tiga jenis waktu masing-masing aktifitas, maka dapat dihitung value to waste ratio dengan rumus sebagai berikut :
𝑣𝑎𝑙𝑢𝑒 𝑡𝑜 𝑤𝑎𝑠𝑡𝑒 𝑟𝑎𝑡𝑖𝑜 = 𝑉𝐴/(𝑁𝑉𝐴 + 𝑁𝑁𝑉𝐴)
Sehingga didapatkan hasil value to waste ratio sebagai berikut :
𝑣𝑎𝑙𝑢𝑒 𝑡𝑜 𝑤𝑎𝑠𝑡𝑒 𝑟𝑎𝑡𝑖𝑜 = 221,4/(10 + 536,3) 𝑣𝑎𝑙𝑢𝑒 𝑡𝑜 𝑤𝑎𝑠𝑡𝑒 𝑟𝑎𝑡𝑖𝑜 = 0,41
𝑣𝑎𝑙𝑢𝑒 𝑡𝑜 𝑤𝑎𝑠𝑡𝑒 𝑟𝑎𝑡𝑖𝑜 = 41%
Value to waste ratio adalah nilai perbandingan antara aktivitas yang memberikan nilai tambah dengan keseluruhan aktivitas. Berdasarkan perhitungan diatas, didapatkan hasil bahwa value to waste ratio untuk proses produksi granit sebesar 0,41 atau 41%.