BAB I BAB I
PENDAHULUAN PENDAHULUAN 1.1
1.1 LataLatar Belr Belakanakangg
Berkembangnya ilmu pengetahuan dan teknologi seperti yang kita rasakan Berkembangnya ilmu pengetahuan dan teknologi seperti yang kita rasakan saat ini, sehingga menuntut kita untuk dapat bekerja diberbagai bidang secara saat ini, sehingga menuntut kita untuk dapat bekerja diberbagai bidang secara professional. Oleh karena itu, kita sebagai Mahasiswa Teknik Mesin dapat ikut professional. Oleh karena itu, kita sebagai Mahasiswa Teknik Mesin dapat ikut berperan aktif dalam perkembangan teknologi terebut.
berperan aktif dalam perkembangan teknologi terebut.
Dengan adanya Praktikum Proses Produksi II khususnya pada mesin Dengan adanya Praktikum Proses Produksi II khususnya pada mesin gerinda
gerinda , , Mahasiswa diharapakan mampu mengoperasikan mesin gerinda Mahasiswa diharapakan mampu mengoperasikan mesin gerinda tersebuttersebut dengan baik dan benar, agar setelah memasuki dunia usaha atau dunia industri dengan baik dan benar, agar setelah memasuki dunia usaha atau dunia industri tidak merasa canggung lagi.
tidak merasa canggung lagi.
Pengoperasian gerinda merupakan suatu keahlian yang harus dimiliki oleh Pengoperasian gerinda merupakan suatu keahlian yang harus dimiliki oleh Mahasiswa Teknik Mesin, karna dengan menggunakan mesin gerinda, permukaan Mahasiswa Teknik Mesin, karna dengan menggunakan mesin gerinda, permukaan yang kasar dapat dihaluskan, sehingga dapat menaikkan harga jual dari benda yang kasar dapat dihaluskan, sehingga dapat menaikkan harga jual dari benda tersebut. Selain itu banyak benda ataupun barang yang memang dituntut untuk tersebut. Selain itu banyak benda ataupun barang yang memang dituntut untuk memiliki permukaan yang halus guna kelangsungan kerjanya.
memiliki permukaan yang halus guna kelangsungan kerjanya.
1.2
1.2 TujTujuanuan 1.
1. AgAgar ar mamahahasisiswswa a memengngetetahahui ui tententatang ng carcara-a-carcara a memengngopopererasasikikan an memesisinn gerinda
gerinda dengan baik dan benar.dengan baik dan benar. 2.
2. Agar MAgar Mahasisahasiswa menwa mengetahgetahui prinui prinsip dasip dan langn langkah kekah kerja mesirja mesin gerinn gerinda.da. 3.
3. Agar Agar MahasiMahasiswa swa mengmengetahui etahui fungfungsi si dari dari mesin mesin mesin mesin gerindgerinda.a. 4.
4. AgAgar ar MaMahahasisiswswa a mamampmpu u memembmbuauat t susuku ku cadcadanang g dedengngan an memengnggugunanakakann mesin gerinda.
mesin gerinda.
1.1
1.1 MaManfanfaatat 1.
1. MahMahasiasiswa dapaswa dapat t melmelakuakukan suakan suatu pekertu pekerjaajaan n dendengan prosgan proseduedur r kerkerja yangja yang baik dan mempunyai kedisiplinan terhadap waktu.
baik dan mempunyai kedisiplinan terhadap waktu. 2.
2. MaMahahasisiswswa a memendndapapatatkakan n pepengngalalamaman an dadalalam m memengngopoperaerasisikakan n memesisinn gerinda.
3.
3. MahasMahasiswa meiswa memiliki miliki kemahkemahiran atau kiran atau keterameterampilan dapilan dalam menlam mengopegoperasikarasikann mesin gerinda.
mesin gerinda. 4
4.. MMaahhaassiissiiwwa a ddaappaat t mmeennggeettahahuui i aallaatt-a-allat at yyaanng g ddiigguunnaakkaan n ddaallaamm mengoperasikan mesin gerinda.
mengoperasikan mesin gerinda.
BAB II BAB II
TEORI DASAR TEORI DASAR
MESIN GERINDA SILINDER MESIN GERINDA SILINDER
2.1 Definisi 2.1 Definisi
Menggerinda silinder adalah salah satu proses pemotongan/ pengasahan Menggerinda silinder adalah salah satu proses pemotongan/ pengasahan bend
benda a kerja yang kerja yang berbenberbentuk silinder dengan tuk silinder dengan mengmenggunakgunakan an alat potong (batualat potong (batu gerinda) yang berputar. Prinsip kerjanya ialah batu gerinda memotong benda kerja gerinda) yang berputar. Prinsip kerjanya ialah batu gerinda memotong benda kerja silinder dengan arah putaran yang berlawanan.
silinder dengan arah putaran yang berlawanan.
2.2
2.2 Jenis - jJenis - jenis Mesin enis Mesin Gerinda SilinderGerinda Silinder Ber
Berdasdasarkarkan an kokonstnstrukruksi si mesmesinninnya, ya, gergerindinda a silsilindinder er dapdapat at dibdibedaedakankan menjadi beberapa jenis antara lain ;
menjadi beberapa jenis antara lain ; 1.
1.Mesin gerinda silinder luar Mesin gerinda silinder luar Digun
Digunakan akan untuk menggeruntuk menggerinda inda diametdiameter er luar luar yannyanng g berbenberbentuk tuk silinsilindris dris dandan tirus.
tirus. 2.
2.Mesin gerinda silinder dalam dengan benda kerja berputar Mesin gerinda silinder dalam dengan benda kerja berputar Digun
Digunakan untuk akan untuk menggmenggerinderinda a diamediameter ter dalam yang dalam yang berbeberbentuk silindris danntuk silindris dan tirus.
tirus. 3.
3.Mesin gerinda silinder dalam dengan benda kerja diamMesin gerinda silinder dalam dengan benda kerja diam Digun
Digunakan untuk akan untuk mengmenggerindgerinda a diamediameter ter dalam benda dalam benda kerja yang kerja yang berukberukuranuran besar.
besar. 4.
4.Mesin gerinda silinder universalMesin gerinda silinder universal
Digunakan untuk menggerinda diameter luar dan dalam
Digunakan untuk menggerinda diameter luar dan dalam yang berbentuk silindrisyang berbentuk silindris dan tirus.
dan tirus. 5.
5.Mesin gerinda silinder luar tanpa senter (centreless)Mesin gerinda silinder luar tanpa senter (centreless)
Digunakan untuk menggerinda diameter luar yang berbentuk silindris secara Digunakan untuk menggerinda diameter luar yang berbentuk silindris secara massal untuk benda kerja pendek a
massal untuk benda kerja pendek ataupun panjang.taupun panjang. 6.
6.Mesin gerinda silinder dalam tanpa senter (centreless)Mesin gerinda silinder dalam tanpa senter (centreless)
Digunakan untuk menggerinda diameter dalam yang berbentuk silindris secara Digunakan untuk menggerinda diameter dalam yang berbentuk silindris secara massal.
massal. 2.3
2.3 Bagian – bagian uBagian – bagian utama Mesin Gertama Mesin Gerinda Silinderinda Silinder 1.
Gambar Gambar. 2.1. 2.1
Berfungsi Sebagai penghasil gerak putaran batu gerinda. Berfungsi Sebagai penghasil gerak putaran batu gerinda. Ada dua jenis kepala utama yaitu :
Ada dua jenis kepala utama yaitu :
a. kepala utama dengan sudut yang dapat diatur a. kepala utama dengan sudut yang dapat diatur
b. kepala utama dengan sudut yang tidak dapat diatur b. kepala utama dengan sudut yang tidak dapat diatur
2.
2.Spindle Utama dan Pengontrol Gerakan Meja.Spindle Utama dan Pengontrol Gerakan Meja.
Gambar Gambar2.22.2
Keterangan : Keterangan : a.
b
b. . SSppiinnddeel l ppeennggaattuur r ggeerraak k mmeejjaa.. hh. . PPeennggaattuurraan n ppeemmbbeerrhheennttiiaan n kkiirrii.. c.
c. Tuas Tuas pembalik pembalik i. i. Pengaturan Pengaturan pemberhentian pemberhentian kanan.kanan. d.
d. Knob Knob pengatur pengatur waktu waktu j. j. pengatur pengatur pemakanan pemakanan otomatisotomatis e.
e. Pengaturan Pengaturan pemakanan pemakanan bertahap bertahap k. k. Tuas Tuas utamautama f.
f. Pengunci Pengunci spindle spindle utama utama l. l. Tuas Tuas otomatisotomatis m. Pengatur langkah m. Pengatur langkah
3.
3.Kepala LepasKepala Lepas
Gambar Gambar2.32.3
Digunakan sebagai penyangga apabila mencekam benda
Digunakan sebagai penyangga apabila mencekam benda
kerja dengan dua senter.
kerja dengan dua senter.
4.
4.Bed atau MejaBed atau Meja
Sebagai tempat kedudukan kepala lepas dan spindle utama. Meja ini juga Sebagai tempat kedudukan kepala lepas dan spindle utama. Meja ini juga dapat diatur menyudut
Gambar Gambar2.42.4
5.
5.Panel KontrolPanel Kontrol
Pengontrol proses kerja mesin. Pengontrol proses kerja mesin.
Gambar Gambar2.52.5
2
2..4 4 Perlengkapan Perlengkapan Mesin GeMesin Gerinda Silinderrinda Silinder
1. Chuck 3 rahang 1. Chuck 3 rahang
Gambar Gambar2.62.6
CHUCK RAHANG TIGA CHUCK RAHANG TIGA
· Digunakan untuk mencekam bendasilindris · Digunakan untuk mencekam bendasilindris
· Dengan gigi chuck dapat bergerak secara bersamaan · Dengan gigi chuck dapat bergerak secara bersamaan · Digunakan untuk benda kerja dengan diameter besar. · Digunakan untuk benda kerja dengan diameter besar.
2. Collet 2. Collet
Gambar Gambar2.72.7
COLLET COLLET
· Untuk mencekam benda kerja silindris · Untuk mencekam benda kerja silindris
· Kolet mempunyai berbagai ukuran sesuai diameter benda kerja · Kolet mempunyai berbagai ukuran sesuai diameter benda kerja · Biasa digunakan pada benda kerja dengan diameter kecil
· Biasa digunakan pada benda kerja dengan diameter kecil
3. Alat pembawa (Lathe dog) 3. Alat pembawa (Lathe dog)
Gambar Gambar2.82.8
LATHE DOG LATHE DOG · Alat untuk m
· Alat untuk membawa benda kerjayang berhubembawa benda kerjayang berhubungan dengan pungan dengan pelat elat pembawa.pembawa.
4. Face plate 4. Face plate –
– DigunDigunakan untuk mencekam benda kerja akan untuk mencekam benda kerja yang tidak dapat dicekam yang tidak dapat dicekam dengadengann cekam 3 rahang ataupun collet.
cekam 3 rahang ataupun collet. –
– Digunakan untuk menggerinda permukaan diameter dalam benda kerja.Digunakan untuk menggerinda permukaan diameter dalam benda kerja.
5. Senter dengan ulir 5. Senter dengan ulir
Digunakan sebagai senter penyangga dan dipasang pada spindle utama Digunakan sebagai senter penyangga dan dipasang pada spindle utama benda kerja untuk pencekaman dengan 2 senter.
benda kerja untuk pencekaman dengan 2 senter.
6. Senter tanpa ulir 6. Senter tanpa ulir
· Senter ½ , untuk menumpu benda kerja diameter kecil. · Senter ½ , untuk menumpu benda kerja diameter kecil. · Senter penuh, untuk menumpu benda kerja diameter besar. · Senter penuh, untuk menumpu benda kerja diameter besar.
7. Cekam magnet 7. Cekam magnet
Digunakan untuk mengikat benda kerja berdiameter agak besar namun Digunakan untuk mengikat benda kerja berdiameter agak besar namun pendek.
pendek.
8. Dial indicator 8. Dial indicator
Digunakan untuk mengatur kemiringan meja mesin. Digunakan untuk mengatur kemiringan meja mesin.
Gambar Gambar2.92.9
9. Pengasah batu gerinda (Dresser) 9. Pengasah batu gerinda (Dresser)
Digunakan untuk mengasah batu gerinda. Digunakan untuk mengasah batu gerinda.
Gambar Gambar2.102.10 10. Kunci Chuck. 10. Kunci Chuck. Gambar Gambar2.112.11 KUNCI CHUCK KUNCI CHUCK
- Kunci yang dipakai untuk mengencangkan rahang/gigi c
2.5
2.5 Pemilihan Pemilihan Batu Batu Gerinda.Gerinda.
Ada beberapa factor yang perlu dipertimbangkan dalam pemilihan batu gerinda Ada beberapa factor yang perlu dipertimbangkan dalam pemilihan batu gerinda yang akan digunakan, antara lain sebagai berikut :
yang akan digunakan, antara lain sebagai berikut : a)
a) SiSifat fat fisfisik ik bebendnda a kekerjrja, a, memenenentntukukan an pepemimililihahan n jejeninis s bubutitiraran n ababrarasisiveve.. Tegangan tarik tinggi – AL
Tegangan tarik tinggi – AL22OO3,3,tegangan tarik rendah – SiC, Boron nitridtegangan tarik rendah – SiC, Boron nitrid dan intan.
dan intan. b)
b) BanyaBanyaknya matknya material yang herial yang harus diparus dipotonotong dan hasil akg dan hasil akhir yang dihir yang diingininginkan,kan, menentukan pemilihan ukuran butiran abrasive.
menentukan pemilihan ukuran butiran abrasive. c)
c) BusBusur ur sinsingguggung ng penpenggeggerinrindaadaann
Busur singgung besar → Batu gerinda lunak. Busur singgung besar → Batu gerinda lunak. Busur singgung kecil → Batu gerinda keras. Busur singgung kecil → Batu gerinda keras.
2.6
2.6 Faktor yang mempeFaktor yang mempengaruhi tingkat kekengaruhi tingkat kekerasan batu gerrasan batu gerinda.inda. a)
a) KecKecepaepatan tan putputar ar betbetu u gergerindinda.a. b)
b) KecKecepaepatan ptan potootong bng bendenda kea kerja.rja. c)
c) KoKonsnstrtrukuksi msi mesesinin..
Kecepatan potong adalah factor
Kecepatan potong adalah factor yang berubah – ubah dan mempengaruhiyang berubah – ubah dan mempengaruhi dalam pemilihan tingkat kekerasan batu gerinda.
dalam pemilihan tingkat kekerasan batu gerinda.
2.7
2.7 Perhitungan TPerhitungan Teoritis pada Meeoritis pada Mesin Gerinda Silindrissin Gerinda Silindris 1.
1. MenMenghghituitung keng kecepcepataatan putn putar batar batu geriu gerindanda..
kecepatan putar batu gerinda secara teoritis dapat dihitung dengan rumus : kecepatan putar batu gerinda secara teoritis dapat dihitung dengan rumus :
n=vc x 1.000 x 60π x d(rpm) n=vc x 1.000 x 60π x d(rpm) Keterangan : Keterangan : n = kecepatan putar (rpm) n = kecepatan putar (rpm)
vc = kecepatan potong (m/detik) vc = kecepatan potong (m/detik) d = diameter batu gerinda (mm) d = diameter batu gerinda (mm)
2.
Vw = Vw = 60000 60000 .. ..dwdwnwnw π π mm/smm/s Keterangan : Keterangan :
Vw = Kecepatan periheral benda kerja (m/s) Vw = Kecepatan periheral benda kerja (m/s) Dw = Diameter mula-mula bekerja (mm) Dw = Diameter mula-mula bekerja (mm) Nw = Putaran benda kerja (r/min)
Nw = Putaran benda kerja (r/min)
3.
3. RaRasisio Ko Keceecepapatatan yn yaiaitu tu :: q = q = Vw Vw Vs Vs Keterangan: Keterangan: q
q = = Rasio Rasio kecepatankecepatan V
VSS = Kecepatan batu gerinda (mm/s)= Kecepatan batu gerinda (mm/s) V
VWW= Kecepatan peripheral benda kerja (mm/s)= Kecepatan peripheral benda kerja (mm/s)
4.
4. GeGerarak Mak Makakan Rn Radadiaial yal yaititu :u : fr = ap + (1+k)
fr = ap + (1+k) mm/langkahmm/langkah Keterangan :
Keterangan : Fr
Fr = Gerak makan radial yang = Gerak makan radial yang diatur pada mesin (mmdiatur pada mesin (mm/ langkah)/ langkah) Ap = Kedalaman penggerindaan (mm)
Ap = Kedalaman penggerindaan (mm) K
K = = Kompensasi Kompensasi karena kkarena kehausan ehausan batu batu gerindagerinda
5.
5. KecepaKecepatan Pentan Penghasghasil Gerail GeramUntumUntuk pemk pemakanan akanan melinmelintang ytang yaitu :aitu : Z =
6.
6. UntUntuk uk pempemakaakanan nan radradial ial yaiyaitu tu :: Z =
Z = ππ . dw. Bs. Vfr . dw. Bs. Vfr mmmm33/s/s Keterangan :
Keterangan : Z
Z = = Kecepatan Kecepatan peng peng hasil hasil geram geram (mm(mm33/s)/s) Dw = Dimeter benda kerja (mm)
Dw = Dimeter benda kerja (mm) Ap
Ap = Kedalaman = Kedalaman penggerindaan penggerindaan (mm)(mm)
Vfa = Kecepatan gerak meja melintang / aksial (mm/s) Vfa = Kecepatan gerak meja melintang / aksial (mm/s) Vfr = Kecepatan gerak makan radial (mm/s)
Vfr = Kecepatan gerak makan radial (mm/s)
BAB III BAB III
ALAT DAN BAHAN ALAT DAN BAHAN
3.1 Alat 3.1 Alat
Adapun alat-alat yang digunakan dalam proses pembuatan benda kerja Adapun alat-alat yang digunakan dalam proses pembuatan benda kerja adalah:
adalah: 1. Kunci L 1. Kunci L
Kunci L digunakan untuk mengunci baut pada kepala
Kunci L digunakan untuk mengunci baut pada kepala lepas yang dipasanglepas yang dipasang pada meja mesin.
pada meja mesin.
Gambar 3.1
Gambar 3.1 Kunci LKunci L
2. Kunci
2. Kunci chuck chuck Kunci
Kunci chuck chuck digunakan sebagai penguncidigunakan sebagai pengunci chuck chuck pada saat menjepit bendapada saat menjepit benda kerja.
kerja.
Gambar 3.2
Gambar 3.2 KunciKunciChuck Chuck
3. Jangka sorong 3. Jangka sorong
Jangka sorong digunakan sebagai alat pengukur diameter benda kerja. Jangka sorong digunakan sebagai alat pengukur diameter benda kerja.
Gambar 3.3
Gambar 3.3 jangka sorongjangka sorong 4. Kepala lepas
4. Kepala lepas
Kepala lepas digunakan untuk menahan benda kerja yang berbentuk silinder Kepala lepas digunakan untuk menahan benda kerja yang berbentuk silinder dan biasanya dipakai pada penggerindaan silinder
dan biasanya dipakai pada penggerindaan silinder ..
Gambar 3.4
Gambar 3.4Kepala LepasKepala Lepas 5. Senter putar
5. Senter putar
Senter putar digunakan untuk menahan benda kerja yang berputar agar tidak Senter putar digunakan untuk menahan benda kerja yang berputar agar tidak berg
bergetar etar pada pada saat saat pengpenggerindgerindaan aan silinsilinder der dengan posisi tumpuan pada kepaladengan posisi tumpuan pada kepala lepas
lepas..
Gambar 3.5
Gambar 3.5 Senter Putar Senter Putar
4. Kuas 4. Kuas
Kuas digunakan untuk membersihkan meja mesin setelah
Kuas digunakan untuk membersihkan meja mesin setelah penggunaan mesinpenggunaan mesin selesai.
Gambar 3.6
Gambar 3.6KuasKuas
3.2 Bahan 3.2 Bahan
–
– BesBesi ST37 yi ST37 yang bang berberbententuk siluk silindinder, daer, dapat dipat dilihlihat padat pada lampa lampiraniran.. – – 2 2 bbuuaah Vh V--bbllookk.. BAB IV BAB IV PROSEDUR KERJA PROSEDUR KERJA 4.1 Prosedur umum 4.1 Prosedur umum
1.
1. AlaAlat dat dan ban bahan han yanyang dig disiasiapkapkan.n. 2.
2. GamGambar bbar bendenda kerja kerja diba dibuat dauat dan dipn dipahaahami.mi. 3.
3. BenBenda kerda kerja diuja diukur dekur dengangan jangn jangka sorka sorongong 4.
4. BeBennda da kkererja ja didi setting . setting . 5.
5. MeMesisin gn gererininda da didi setting. setting. 6.
6. BenBenda da kerkerja ja dicdicari ari datdatumnumnya.ya. 7.
7. BeBendnda kea kerja rja didipepeririksksa.a. 8
8.. MMeessiin dn diinon-aktif non-aktif kan.kan.
4.2 Prosedur Kerja 4.2 Prosedur Kerja
1.
1. AlaAlat dt dan an bahbahan yan yang ang disdisiapiapkankan 2.
2. GaGambmbar bear bendnda kera kerja dija dipapahahamimi.. 3.
3. Benda Benda kerja kerja diukdiukur dur dengan engan menggmenggunakaunakan jann jangka sgka soronorongg 4.
4. BeBendnda ka kererja dja dijijepepit pit padadaachuck chuck , kemudian dikunci dengan kunci, kemudian dikunci dengan kunci chuck chuck ..
Gambar 4.1
Gambar 4.1 Benda Kerja Dijepit PadaBenda Kerja Dijepit PadaChuck Chuck 5.
5. kepkepala lepala lepas didas didekaekatkatkan pada benn pada benda kerda kerja, hinja, hingggga ujunga ujungcenter center menyentuhmenyentuh benda kerja, kemudian kepala lepas dikunci dengan kunci L.
benda kerja, kemudian kepala lepas dikunci dengan kunci L.
Gambar 4.2
Gambar 4.2 Kepala Lepas Didekatkan Pada Benda KerjaKepala Lepas Didekatkan Pada Benda Kerja 6.
6. AruArus listris listrik dihubk dihubungungkan kemkan kemesiesin, dengn, dengan cara tomban cara tombol MGS padaol MGS pada panel panel box
Gambar 4.3
Gambar 4.3 Tombol MGSTombol MGS
7.
7. Switch emergencySwitch emergency didinon-non-aktif aktif kan dengan cara diputar kearah kanan.kan dengan cara diputar kearah kanan.
Gambar 4.4
Gambar 4.4Switch EmergencySwitch Emergency
8.
8. Switch onSwitch on berwarna hijau ditekan, kemudian tunggu lampu warna hijau berwarna hijau ditekan, kemudian tunggu lampu warna hijau mati.
mati.
Gambar 4.5
Gambar 4.5 Switch OnSwitch On 9.
9. Switch hidroulik pumpSwitch hidroulik pump diaktifkandiaktifkan dengan cara diputar kearah kanan.dengan cara diputar kearah kanan.
Gambar 4.6
10.
10. PutPutaranaran chuck chuck diadiaktiktifkan fkan dendengan gan caracara switch switch putaran putaran spindlespindle diputar diputar kearah kanan.
kearah kanan.
Gambar 4.7
Gambar 4.7 SwitchSwitch PutaranPutaran SpindleSpindle
11.
11. PutPutaranaran tool tool diaktifkan dengan caradiaktifkan dengan cara switch switch putaran putaran spindlespindle diputar kearahdiputar kearah kanan.
kanan.
Gambar 4.8
Gambar 4.8 SwitchSwitch PutaranPutaran SpindleSpindle 12.
12. Untuk mUntuk mencari titencari titik datum,ik datum, tool tool didekdidekatkan pada atkan pada diamediameter ter terkecterkecil il bendabenda kerja dengan cara,
kerja dengan cara, handlehandle ereeretan tan mejmeja a dipdiputautar r keakearah rah kirkiri i atau kearahatau kearah kanan, setelah didapatkan diameter terkecil benda kerja,
kanan, setelah didapatkan diameter terkecil benda kerja, handlehandle eretaneretan tool tool dip
diputautar r keakearah rah kankanan an hinhingga gga benbenda da kerkerja ja menmenyenyentuh tuh benbenda da kerkerja ja dandan timbul percikan api. kemudian parameter
Gambar 4.9
Gambar 4.9Parameter Parameter Handle Handle EretanEretanTool Pada Posisi NolTool Pada Posisi Nol
13.
13. Coolant diaktifkan dengan caraCoolant diaktifkan dengan cara switch coolant switch coolant diputar kearah kanan.diputar kearah kanan.
Gambar 4.10
Gambar 4.10 Switch Coolant Switch Coolant
14.
14. Untuk D1 kedUntuk D1 kedalaman potoalaman potong awal 0,3 mm, dengan carang awal 0,3 mm, dengan cara handlehandle eretaneretan tool
tool diputar kekanan hingga pararmeter melewati 60 garis. Dimana 1 garisdiputar kekanan hingga pararmeter melewati 60 garis. Dimana 1 garis = 0,005 mm.
= 0,005 mm.
Gambar 4.11
15.
15. SetelaSetelah h selesaselesai,i, handlehandle eretan meja diputar kekiri untuk pemakanan kearaheretan meja diputar kekiri untuk pemakanan kearah kanan. Pemakanan benda kerja dilakukan sampai pada batas yang telah kanan. Pemakanan benda kerja dilakukan sampai pada batas yang telah ditentukan.
ditentukan.
Gambar 4.12
Gambar 4.12 Handle HandleEretan MejaEretan Meja
16.
16. SetelaSetelah h selesaselesai, kedalaman potoni, kedalaman potong ditambah sebanyak 0,05g ditambah sebanyak 0,055 mm. 5 mm. UntuUntuk k itu
itu handlehandle eretaneretan tool tool diputdiputar ar kearah kanan hingga kearah kanan hingga pararapararameter meter melewmelewatiati 11 garis.
11 garis.
Gambar 4.13
Gambar 4.13 Pararameter Melewati 11 GarisPararameter Melewati 11 Garis 17.
17. SetSetelaelah h selselesaesai,i, handlehandle eretan meja eretan meja dipudiputar tar kekankekanan an untuuntuk k pemakpemakanananan kearah kiri. Pemakanan benda kerja dilakukan sampai pada batas yang kearah kiri. Pemakanan benda kerja dilakukan sampai pada batas yang telah ditentukan.
telah ditentukan. 18.
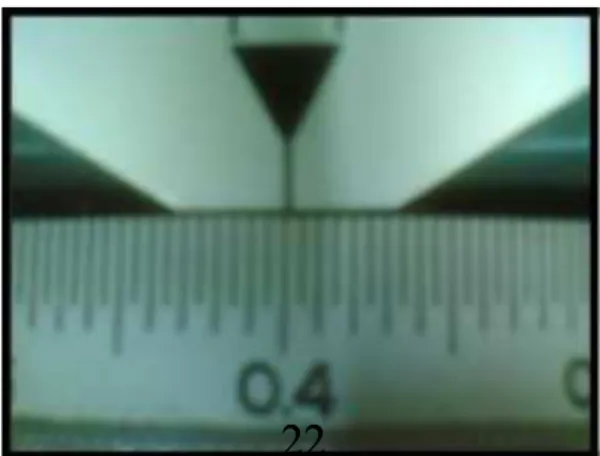
18. UntUntuk prosuk proseses finishing finishing kedalaman potong benda kerja dilakukan sedalamkedalaman potong benda kerja dilakukan sedalam 0,005 mm dan
0,005 mm dan handlehandle eretaneretan tool tool diputdiputar ar kearah kanan kearah kanan hinghingga ga paramparameter eter melewati 1 garis.
melewati 1 garis. HandleHandle eretan meja diputar kekiri secara perlahan agar eretan meja diputar kekiri secara perlahan agar permukaan benda kerja menjadi lebih halus. Total kedalaman potong 0,36 permukaan benda kerja menjadi lebih halus. Total kedalaman potong 0,36
mm untuk D1. mm untuk D1.
Gambar 4.14
Gambar 4.14 Parameter Melewati 1 GarisParameter Melewati 1 Garis
19.
19. Setelah selesai, dSetelah selesai, diameter benda kerja iameter benda kerja diperiksa dengandiperiksa denganmicrometer micrometer , apabila, apabila ukuran benda kerja belum sesuai dengan ukuran yang ditentukan maka ukuran benda kerja belum sesuai dengan ukuran yang ditentukan maka prosedur no 14-18 diulang. Apabila telah selesai pekerjaan dilanjutkan. prosedur no 14-18 diulang. Apabila telah selesai pekerjaan dilanjutkan. 20.
20. UntUntuk D2 uk D2 kedkedalamalaman an potpotong awal 0,3 ong awal 0,3 mm, dengmm, dengan caraan cara handlehandle eretaneretan tool
tool diputar kekanan hingga pararmeter melewati 60 garis. Dimana 1 garisdiputar kekanan hingga pararmeter melewati 60 garis. Dimana 1 garis = 0,005 mm.
= 0,005 mm.
Gambar 4.15
Gambar 4.15 Pararmeter Melewati 60 GarisPararmeter Melewati 60 Garis
21.
21. KemKemudiudianan handlehandle ereeretan tan mejmeja a dipdiputautar r kekkekiri iri untuntuk uk pempemakaakanan nan keakearahrah kanan. Pemakanan benda kerja dilakukan sampai pada batas yang telah kanan. Pemakanan benda kerja dilakukan sampai pada batas yang telah ditentukan.
ditentukan. 22.
22. SetelaSetelah selesai, kedalamah selesai, kedalaman n potopotong ditambah sebanyng ditambah sebanyak 0,1 ak 0,1 mm. Untuk itumm. Untuk itu handle
handle eretaneretan tool tool diputar kearah kanan hingga pararameter melewati 20diputar kearah kanan hingga pararameter melewati 20 garis.
Gambar 4.16
Gambar 4.16Parameter Melewati 20 GarisParameter Melewati 20 Garis
23.
23. SetSetelaelah h selselesaesai,i, handlehandle eretan meja eretan meja dipudiputar tar kekankekanan an untuuntuk k pemakpemakanananan kearah kiri. Pemakanan benda kerja dilakukan sampai pada batas yang kearah kiri. Pemakanan benda kerja dilakukan sampai pada batas yang telah ditentukan.
telah ditentukan. 24.
24. SetelaSetelah h selesaselesai, kedalaman potoni, kedalaman potong ditambah sebanyak 0,08g ditambah sebanyak 0,085 mm. 5 mm. UntuUntuk k itu
itu handlehandle eretaneretan tool tool diputar kearah kanan hingga parameter melewati 17diputar kearah kanan hingga parameter melewati 17 garis.
garis.
Gambar 4.17
Gambar 4.17Parameter Melewati 17 GarisParameter Melewati 17 Garis
25.
25. SetelaSetelah h selesaselesai,i, handlehandle eretan meja diputar kekiri untuk pemakanan kearaheretan meja diputar kekiri untuk pemakanan kearah kanan. Pemakanan benda kerja dilakukan sampai pada batas yang telah kanan. Pemakanan benda kerja dilakukan sampai pada batas yang telah ditentukan
ditentukan 26.
26. UntUntuk prosuk proseses finishing finishing kedalaman potong benda kerja dilakukan sedalamkedalaman potong benda kerja dilakukan sedalam 0,005 mm dan handle eretan tool diputar kearah kanan hingga parameter 0,005 mm dan handle eretan tool diputar kearah kanan hingga parameter melewati 1 garis.
melewati 1 garis. HandleHandle eretan meja diputar kekanan secara perlahan agar eretan meja diputar kekanan secara perlahan agar permukaan benda kerja menjadi lebih halus. Total kedalaman potong 0,49 permukaan benda kerja menjadi lebih halus. Total kedalaman potong 0,49
mm untuk D2. mm untuk D2.
Gambar 4.18
Gambar 4.18 Parameter Melewati 1 GarisParameter Melewati 1 Garis
27.
27. Setelah selesai, dSetelah selesai, diameter benda kerja iameter benda kerja diperiksa dengan diperiksa dengan micrometer, apabilamicrometer, apabila ukuran benda kerja belum sesuai dengan ukuran yang ditentukan maka ukuran benda kerja belum sesuai dengan ukuran yang ditentukan maka prosedur no 20-26 diulang.
prosedur no 20-26 diulang. 28.
28. setelasetelah h selesaselesai,i, switch coolant switch coolant ,, switch switch putaranputaran tool tool , switch putaran, switch putaran spindle spindle,, switch
switch hidroulik pumphidroulik pump, , didinonnon-aktifkan, dengan cara-aktifkan, dengan cara switch switch diputar kearahdiputar kearah kiri.
kiri. 29.
29. switch emergency switch emergencydiaktifkan, dengan caradiaktifkan, dengan cara switchswitch ditekan.ditekan. 30.
30. Benda kBenda kerja dilerja dilepas daepas dariri chuck chuck dengan kuncidengan kunci chuck chuck .. 31.
31. Mesin Mesin diberdibersihkasihkan.n. 32.
32. RuangRuangan dibersan dibersihkanihkan..
BAB V BAB V PEMBAHASAN PEMBAHASAN
5.1 Data hasil
5.1 Data hasil pengukuran.pengukuran.
Pemakanan secara berulang-ulang (per 1 baris : 0,005 mm) Pemakanan secara berulang-ulang (per 1 baris : 0,005 mm)
➢
➢ Pada penggerindaan ke-6 di lakukan pengukuran :Pada penggerindaan ke-6 di lakukan pengukuran : Hasil penguku
Hasil pengukuran diameter ran diameter I : I : 47,65 47,65 mmmm II : 47,66 mm II : 47,66 mm III : 47,65 mm III : 47,65 mm Diameter rata-rata :47,65 mm Diameter rata-rata :47,65 mm
➢
➢ Pada penggrindaan ke-12 di lakukan pengukuran :Pada penggrindaan ke-12 di lakukan pengukuran : Hasil pengukuran diameter I : 47,60 mm
Hasil pengukuran diameter I : 47,60 mm II : 47,61 mm II : 47,61 mm III : 47,64 mm III : 47,64 mm Diameter rata-rata : 47,61 mm Diameter rata-rata : 47,61 mm ➢
➢ Pada penggerindaan ke-17 (terakhir) dilakukan pengukaran :Pada penggerindaan ke-17 (terakhir) dilakukan pengukaran : Hasil pengukaran diameter I : 47,50 mm
Hasil pengukaran diameter I : 47,50 mm II : 47,54 mm II : 47,54 mm III : 47,53 mm III : 47,53 mm Diameter rata-trata : 47,52 mm Diameter rata-trata : 47,52 mm 5.2 Perhitungan 5.2 Perhitungan
Diketahui diameter batu gerinding( 350 mm) , putaran batu gerinda (1430 Diketahui diameter batu gerinding( 350 mm) , putaran batu gerinda (1430 mm) dan putaran benda kerja(304 rpm) untuk melakukan perhitungan elemen mm) dan putaran benda kerja(304 rpm) untuk melakukan perhitungan elemen dasar pada gerinda.
dasar pada gerinda.
vs=π ds ns60000 vs=π ds ns60000 =3,14 . 350 mm . 1430 rmp60000 =3,14 . 350 mm . 1430 rmp60000 =26,19ms =26,19ms vw=π . dw . nw60000 vw=π . dw . nw60000 =3,14 . 47,67 mm . 304 rpm60000 =3,14 . 47,67 mm . 304 rpm60000 =0,75 m/s =0,75 m/s q= vsvw q= vsvw
=34,92 =34,92
Keterangan : Keterangan : vs
vs
=
=
Kecepatan periperal batu gerinda (m/s)Kecepatan periperal batu gerinda (m/s) dsds
= diameter batu gerinda (mm)
= diameter batu gerinda (mm)
vwvw
= kecepatan periperal benda kerja (m/s)
= kecepatan periperal benda kerja (m/s)
dwdw
= diameter awal benda kerja (mm)
= diameter awal benda kerja (mm)
nwnw
= putaran benda kerja (rpm)
= putaran benda kerja (rpm)
q = rasio kecepatan
q = rasio kecepatan
z=π . dw . ap . Vfa z=π . dw . ap . Vfa = =3,14 . 47,67 mm . 0,005 mm . 0,137 mm/s
3,14 . 47,67 mm . 0,005 mm . 0,137 mm/s
= 0,10 mm
= 0,10 mm
33/s (sekali pemakanan bolak - balik)
/s (sekali pemakanan bolak - balik)
lt= lv+ lw+ ln lt= lv+ lw+ ln
= 10 mm + 165,67 mm + 10 mm
= 10 mm + 165,67 mm + 10 mm
= 185,3
= 185,3
Keterangan :
Keterangan :
zz
=
=
Kecepatan penghasilan geram (mmKecepatan penghasilan geram (mm33/s)/s) dwdw
= diameter benda kerja (mm)
= diameter benda kerja (mm)
apap
= kedalaman penggerindaan (sekali gerinda ) (mm)
= kedalaman penggerindaan (sekali gerinda ) (mm)
VfaVfa
= kecepatan gerak meja melintang / aksial (mm/s)
= kecepatan gerak meja melintang / aksial (mm/s)
ltlt
= jarak gerak melintang (mm)
= jarak gerak melintang (mm)
lvlv
= panjang langkah pengawalan (mm)
= panjang langkah pengawalan (mm)
lwlw
= panjang penggerindaan (mm)
= panjang penggerindaan (mm)
ln5.3
5.3 AnaAnalislisaa Ana
Analislisa a yanyang g diddidapaapat t selselama ama melmelaksaksanaanakan kan prapraktiktikum kum pempemesiesinan nan ProProsesses Produksi II
Produksi II khususnya mengkhususnya mengenai mesin gerinda adalah sebagenai mesin gerinda adalah sebagai berikut :ai berikut : 1.
1. Pada sPada saat penaat penggeriggerindaan andaan ada bagda bagian benian benda kerda kerja yang ja yang tidak ttidak termakaermakan olehn oleh
tool
tool . . Hal ini Hal ini disebdisebabkan oleh, penentuabkan oleh, penentuan datum an datum yang salah. Dimana padayang salah. Dimana pada saat menentukan titik datum tidak pada diameter terkecil benda kerja
saat menentukan titik datum tidak pada diameter terkecil benda kerja 2.
2. HasHasil peril permukmukaan beaan benda knda kerja yerja yang teang telah dilah digergerindinda a kurkurang hang halualus. Hal ins. Hal inii disebabkan oleh, pada saat melakukukan pemakanan, pemutaran handle disebabkan oleh, pada saat melakukukan pemakanan, pemutaran handle meja terlalu cepat, sehingga ada bagian-bagian yang tidak tergerinda oleh meja terlalu cepat, sehingga ada bagian-bagian yang tidak tergerinda oleh batu gerinda.
BAB VI BAB VI
KESIMPULAN DAN SARAN KESIMPULAN DAN SARAN 6.1 Kesimpulan
6.1 Kesimpulan
Setelah melaksanakan Praktikum Proses Produksi II pada mesin gerinda ini Setelah melaksanakan Praktikum Proses Produksi II pada mesin gerinda ini penulis dapat menyimpulkan beberapa hal yaitu :
penulis dapat menyimpulkan beberapa hal yaitu : 1
1.. PPeemmuuttaarraann handlehandle ereretetan an memeja ja yayang ng teterlrlalalu u cecepapat t papada da sasaat at prprososeses pemakanan, akan mengasilkan permukaan yang kurang halus pada benda pemakanan, akan mengasilkan permukaan yang kurang halus pada benda
kerja. kerja. 2.
2. PenenPenentuan tuan titik titik datum datum pada pada diametdiameter terker terkecil ecil benda benda kerja.kerja. 3.
3. HasHasil akhir benil akhir benda kerja sanda kerja sangat dipegat dipengangaruhruhi i oleoleh keratah kerataan dari perman dari permukaukaanan potong pada batu gerinda.
potong pada batu gerinda. 4.
4. KedKedalamalaman potonan potong yang terlag yang terlalu besarlu besar, akan memb, akan membuat permuat permukaukaan bendan bendaa kerja
kerja yang yang dihasilkan tidak dihasilkan tidak baik.baik. 5
5.. PPeemmuuttaarraann handlehandle eretan meja secara perlahan pada saat pemakanan bendaeretan meja secara perlahan pada saat pemakanan benda kerja, akan menghasilkan permukaan yang halus pada permukaan benda kerja, akan menghasilkan permukaan yang halus pada permukaan benda kerja.
kerja.
6.
6.22 SaSararann
Adapun saran-saran yang bisa penulis berikan adalah sebagai berikut : Adapun saran-saran yang bisa penulis berikan adalah sebagai berikut : 1.
1. SebSebaikaiknya sebelnya sebelum um melmelaksaksanaanakan kan penpengopgoperaerasiasian n mesmesin in gergerindinda, a, terlterlebiebihh dah
dahulu ulu pahpahami ami bagbagaimaimana ana carcara-caa-cara ra menmengopgoperaserasikaikan n mesmesin in gergerindindaa tersebut dengan baik dan benar.
tersebut dengan baik dan benar. 2.
2. JangaJangan mn meningeninggalkan galkan mesin mesin pada pada saat saat mesin mesin bekerbekerja.ja. 3.
4
4.. GGuunnaakkaannllaahh coolant coolant pada saat proses penggerindaan berlangsung.pada saat proses penggerindaan berlangsung. 5.
5. SeSetetelalah h seselelesasai i memengngopoperaerasisikakan n memesisin,n, nonnon-ak-aktiftifkan kan mesmesin in agaagar r tidtidak ak terjadi kejadian yang tidak diinginkan
terjadi kejadian yang tidak diinginkan 6.
6. UtUtamamakakan kean keseselalamamatan ktan kererja.ja.
DAFTAR PUSTAKA DAFTAR PUSTAKA
B.H Amsted.1979.Tegnologi Mekanik.Jakarta B.H Amsted.1979.Tegnologi Mekanik.Jakarta Manual book, Mesin gerinda
Manual book, Mesin gerinda MYRON. L. BEGEMAN. 1995.
MYRON. L. BEGEMAN. 1995. Teknologi Mekanik.Teknologi Mekanik. Edisi ketujuh, Erlangga :Edisi ketujuh, Erlangga : Jakarta
Jakarta
PRIAMBODO, BAMBANG, Ir, MSME. 1995.
PRIAMBODO, BAMBANG, Ir, MSME. 1995. Teknologi Mekanik.Teknologi Mekanik. Edisi ketujuh,Edisi ketujuh, Erlangga : Jakarta
Erlangga : Jakarta Politeknik Mekanik.
Politeknik Mekanik. Teknik Bengkel Teknik Bengkel . Swiss : ITB. Swiss : ITB R.A HIGGINS,
R.A HIGGINS, Enggineering metallurgy Parts 1 and 2, Enggineering metallurgy Parts 1 and 2, The Higner TechnikalThe Higner Technikal Series B. H. Amstead. 1995.