PENINGKATAN MUTU PRODUK KAIN GREY DI CV X DENGAN
MENGGUNAKAN METODE SIX SIGMA DMAIC
Hanky Fransiscus
1, Sugih Sudharma Tjandra
2, Melissa Stephanie
31,2,3)
Fakultas Teknologi Industri, Jurusan Teknik Industri, Universitas Katolik Parahyangan Jl. Ciumbuleuit 94, Bandung 40141
Email: [email protected], [email protected], [email protected]
Abstrak
Pada era globalisasi yang semakin maju, kebutuhan manusia akan semakin meningkat. Hal tersebut membuat manusia sebagai konsumen dari berbagai produk semakin selektif dalam melakukan pemilihan produk yang akan digunakannya. Hal itu yang membuat CV X sebagai salah satu perusahaan yang memproduksi kain grey harus mampu menghasilkan produk dengan mutu yang baik sehingga dapat memuaskan keinginan penggunanya. Saat ini perusahaan memiliki 2 jenis kain grey dengan bahan baku berbeda namun proses produksi yang sama yaitu kain grey carded dan combed.
Metode Six Sigma DMAIC diterapkan pada CV X untuk meningkatkan mutu produk kain grey. Six Sigma DMAIC merupakan metode peningkatan kualitas dengan prinsip continuous improvement. Tahapan dalam metode ini dimulai dengan tahap define dan dilanjutkan dengan tahap measure. Pada tahap measure perusahaan memiliki DPMO sebesar 631.111,11 untuk kain grey carded dan 568.278,2 untuk kain grey combed serta level sigma sebesar 1,165 untuk kain grey carded dan 1,328 untuk kain grey combed. Proporsi produk downgrade perusahaan saat ini adalah 2,61% untuk kain grey carded dan 2,29% untuk kain grey combed. Pada tahap analyze dilakukan analisis untuk memfokuskan penelitian dimana jenis cacat yang difokuskan pada penelitian ini adalah cacat bolong dan cacat sobek.
Pada tahap improve, diberikan usulan untuk memperbaiki faktor-faktor yang menyebabkan terjadinya cacat dan diterapkan kepada CV X. Beberapa usulan yang diterapkan antara lain pemberian visual display, pembuatan instruksi kerja tertulis, pembuatan form perawatan mesin, briefing sebelum dimulainya shift, penggunaan alat bantu saringan, dan pembersihan lingkungan kerja setiap pergantian shift. Pada tahap control, DPMO setelah perbaikan untuk kain grey carded adalah 340.534,53 dan 309.803,92 untuk kain grey combed. Sedangkan level sigma meningkat menjadi 1,911 untuk kain grey carded dan 1,9964 untuk kain grey combed. Proporsi produk kain grey downgrade menurun menjadi 2,29% dan 1,54% untuk masing-masing kain grey carded dan combed. Sehingga telah terdapat peningkatan kualitas kain grey setelah diterapkannya satu siklus Six Sigma DMAIC.
Kata kunci: Peningkatan mutu, kain grey, DMAIC, DPMO, Level Sigma
Pendahuluan
Konsumen sebagai pengguna dari suatu produk tentunya akan semakin selektif dalam memilih produk yang akan dikonsumsi atau digunakannya. Menurut Montgomery (2001), Kualitas berbanding terbaik dengan variabilitas. Hal tersebut yang membuat para produsen dituntut untuk menghasilkan produk dengan kualitas yang baik agar mampu bersaing dengan kompetitor dipasar. Hal tersebut pula yang perlu dilakukan oleh CV X.
CV X adalah perusahaan yang bergerak pada industry tekstil dan masih beroperasi normal hingga saat ini. CV X memiliki produk tunggal yaitu kain grey dengan sistem make to
order, sehingga ketika konsumen melakukan order sejumlah rol kain grey, CV X baru akan
melakukan proses kain grey tersebut. Kain
grey yang telah diproduksi akan diberikan
kepada konsumen yang tentunya menginginkan produk dengan kualitas yang baik. Namun saat ini perusahaan masih
menemukan adanya produk dengan kualitas yang kurang baik atau sering disebut
downgrade. Hal ini menyebabkan kerugian
bagi perusahaan terutama dalam sisi finansial karena harga jual dari produk kain grey yang
downgrade lebih rendah dibandingkan dengan
kain grey yang memiliki kualitas yang baik. Perbedaan harga jual produk kain grey dengan kualitas yang baik dan kain grey yang
downgrade mencapai 5:3. Kain grey yang
dihasilkan oleh CV X memiliki bahan baku benang yang terdiri dari beberapa jenis seperti
carded, combed, misty, TVC dan CVC. Namun
bahan baku yang dipasok langsung dari
supplier hanya bahan bak carded dan combed
saja. Sedangkan kain grey dengan bahan baku lain akan dibawa sendiri bahan bakunya oleh konsumen dan hanya mengalami proses perajutan di CV X. Selain itu kain grey dengan bahan baku misty, CVC dan TVC memiliki laju produksi yang tidak konstan.
Pengingkatan kualitas menjadi sangat penting sehingga dapat memuaskan konsumen dan mengurangi kerugian yang dialami perusahaan karena adanya produk yang downgrade. Pengendalian kualitas merupakan sebuah sistem yang digunakan untuk mempertahankan tingkat kualitas yang diinginkan dari sebuah produk atau jasa. Hal ini dapat dicapai melalui cara berbeda seperti perencanaan, perancangan, penggunaan peralatan yang sesuai, inspeksi, dan memperbaiki produk atau jasa ketika ditemukan variabilitas. (Mitra, 1998). Oleh karena itu CV X membutuhkan pengingkatan kualitas terhadap produk yang diproduksinya.
Metode Penelitian
Six sigma merupakan suatu struktur dan
perancangan proses yang digunakan untuk mendapatkan produk yang baik dan jasa yang konsisten. Metode six sigma ini pertama kali dilakukan pada Motorola Inc. Seiring berjalannya waktu, perusahaan akan mulai melihat pada setiap sisi guna mengurangi variasi dan mengrangi waste.
Pada penerapannya, Six Sigma fokus kepada kebutuhan pembeli, pencegahan terjadinya cacat, pengurangan waktu siklus dan minimasi cost. Sehingga dengan begitu
Six Sigma DMAIC sering digunakan guna
memenuhi kebutuhan konsumen dengan cost serta waste yang rendah. Proses Six Sigma dengan distribusi normal mengizinkan nilai rata-rata proses untuk bergeser sebesar 1,5 sigma dari nilai spesifikasi target kualitas (T) yang diinginkan oleh konsemen. Sehingga penggunaan Six Sigma DMAIC membuat perusahaan mendapat 3,4 kegagalan per sejuta kesempatan atau defect per million
opportunities. (Gaspersz, 2007). Pada
Gambar 1 ditunjukkan tahapan pada satu siklus DMAIC.
Gambar 1. Tahapan Satu Siklus DMAIC
(Sumber :Pyzdek, 2003)
Hasil dan Pembahasan
Pada satu siklus six sigma DMAIC terdapat 5 tahap operasional yang akan dilalui. Tahapan tersebut adalah tahap define,
measure, analyze, improve dan control.
1. Tahap Define
Pada tahap define, akan dilakukan deskripsi masalah yang ada pada CV X. Dalam melakukan proses identifikasi masalah ini, perlu diketahui proses yang dilakukan oleh perusahaan hingga dapat menghasilkan produk kain grey. Selain itu perlu diketahui kriteria kritis yang menjadi perhatian konsumen terhadap produk kain grey yang dihasilkan oleh perusahaan. Pada tahap ini akan dilakukan beberapa hal yaitu melakukan deskripsi produk dan proses yang akan diteliti, mendefinisikan proses dan menentukan critical
to quality dari produk kain grey.
Kain grey yang dihasilkan oleh CV X dalam bentuk rol dan memiliki panjang 75 meter. Untuk kain grey carded maupun combed memiliki proses produksi yang sama dari awal hingga akhir proses produksinya. Sehingga hanya terdapat perbedaan jenis bahan baku saja untuk produk kain grey carded maupun
combed. Kain grey yang dihasilkan melalui
proses knitting dengan mesin rajut bundar yang dioperasikan dan dikontrol oleh seorang operator untuk setiap mesin yang ada pada perusahaan. Berikut pada Gambar 2 ditunjukkan produk kain grey yang diproduksi oleh CV X.
Gambar 2. Kain Grey
Kain grey sendiri sebenarnya merupakan kain setengah jadi yang biasanya dilakukan proses lebih lanjut seperti pemberian warna atau pembuatan pola pada permukaan kain. Namun proses produksi yang dilakukan oleh CV X hanya merupakan perajutan benang menjadi kain grey biasa. Dalam industri tekstil, pembuatan kain dilakukan dengan bahan baku benang yang akan melalui beberapa proses sehingga akan menjadi kain. Kain grey akan dihasilkan melalui proses perajutan benang atau yang sering disebut dengan proses
knitting. Proses knitting adalah proses menjeratkan atau merajut benang-benang sehingga akan terbentuk lembaran kain dengan menggunakan jarum. Pada proses
knitting akan digunakan satu set jarum dan sinker sehingga jarum-jarum untuk merajut
kain akan berputar mengikuti putaran mesin sehingga akan menghasilkan kain. Jenis kain
carded dan combed memiliki proses yang
sama. Hanya pada kain grey dengan benang
combed, benang akan mengalami proses
penyisiran sehingga akan menyebabkan kain dengan bahan baku benang combed lebih halus dan cenderung memiliki lebih sedikit kotoran. Mesin yang digunakan pada perusahaan adalah mesin rajut bundar. Pada Gambar 3 ditunjukkan gambar mesin rajut bundar yang digunakan oleh CV X.
Gambar 3. Mesin Rajut Bundar
Kain grey yang telah selesai dirajut akan dibawa ke stasiun inspeksi. Pada stasiun inspeksi terdapat meja inspeksi yang dioperasikan oleh seorang operator. Inspeksi yang dilakukan oleh CV X adalah one hundred
percent inspection atau dengan kata lain
perusahaan melakukan inspeksi terhadap setiap rol kain grey yang dihasilkan. Kain grey yang telah selesai mengalami inspeksi akan disimpan pada gudang kain grey untuk menunggu jadwal pengiriman kepada konsumen.
Critical to quality (CTQ) adalah karakteristik
yang harus dimiliki suatu produk karena merupakan karakteristik yang diperhatikan konsumen dalam memilih suatu produk. Namun dalam kenyataannya, banyak konsumen yang tidak menyatakan secara langsung karakteristik yang diingikannya dalam suatu produk. Selain itu karakteristik yang diinginkan oleh seorang konsumen tidak akan sama persis satu sama lain. Oleh karena itu perlu dilakukan identifikasi CTQ untuk mengetahui karakteristik produk yang dianggap kritis atau penting untuk lebih diperhatikan. CTQ yang diidentifikasi pada perusahaan didapatkan berdasarkan hasil wawancara pada pihak perusahaan. Sedangkan pihak perusahaan sendiri mengetahui bahwa hal tersebut menjadi perhatian karena mendapat feedback dari
customer yang dimiliki oleh perusahaan.
Terdapat 6 CTQ yang berpengaruh pada produk kain grey yaitu cacat bolong, cacat sobek, cacat putus jarum, cacat kotor, cacat krismak dan cacat salur.
2. Tahap Measure
Pada tahap measure akan dilakukan perhitungan ukuran performasi untuk keadaan saat ini. Pengukuran akan dilakukan dengan
melakukan perhitungan DPMO serta level sigma untuk keadaan sebelum perbaikan. Namun sebelumnya akan dilakukan pembuatan peta kendali defective dan peta kendali defect terlebih dahulu. Pembuatan peta kendali tersebut dilakukan untuk mengetahui keadaan saat ini sudah terkendali atau belum sehingga dapat memenuhi kapabilitas proses. Pada peta kendali defective jenis peta kendali yang digunakan adalah peta kendali p. Berikut pada Gambar 4 ditunjukkan peta kendali
defective untuk kain grey carded keadaan
sebelum perbaikan.
Gambar 4. Peta Kendali p Kain Grey Carded
Selain itu juga akan dilakukan pembuatan peta kendali defective untuk kain grey combed seperti pada Gambar 5. Peta kendali defective kain grey combed juga menggunakan peta kendali p karena jumlah sampel yang dimiliki untuk setiap harinya tidak selalu sama.
Gambar 5. Peta Kendali p Kain Grey Combed
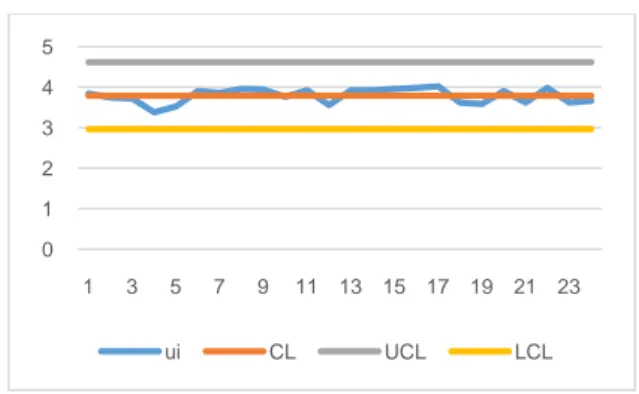
Selain peta kendali defective, dibuat juga peta kendali defect untuk mengetahui defect yang terjadi dalam keadaan terkendali atau tidak. Berikut pada Gambar 6 ditunjukkan peta kendali u untuk kain grey carded.
Gambar 6. Peta Kendali u Kain Grey Carded
Sedangkan pada Gambar 7 ditunjukkan peta kendali u untuk defect pada kain grey
combed.
Gambar 7. Peta Kendali u Kain Grey Combed
Berdasarkan seluruh peta kendali yang telah dibuat, diketahui bahwa process sudah dalam keadaan in control atau terkendali sehingga dapat dilanjutkan kepada proses yang selanjutnya. Berikutnya akan dilakukan perhitungan DPMO serta level sigma kain grey
carded maupun combed untuk keadaan
sebelum perbaikan. Dari hasil perhitungan diketahui bahwa kain grey carded memiliki DPMO sebesar 631.111 dan level sigma 1,165. Sedangkan kain grey carded memiliki DPMO sebesar 568.278 dengan level sigma sebesar 1,328. Pada keadaan sebelum perbaikan pula diketahui kain grey carded memiliki proporsi defective sebesar 2,61% sedangkan kain grey combed sebesar 2,29%.
3. Tahap Analyze
Pada tahap analyze akan dilakukan beberapa hal terkait untuk menganalisis sebab-sebab yang membuat masalah terjadi. Pada tahap ini akan dilakukan analisis defect yang paling banyak terjadi, akar permasalahan dan prioritas perbaikan yang akan dilakukan. Pada analisis untuk mengetahui defect yang paling banyak, akan dilakukan pembuatan diagram pareto. Diagram pareto adalah sebuah tools untuk memprioritaskan suatu hal 0.0000 0.0200 0.0400 0.0600 0.0800 0.1000 1 3 5 7 9 11 13 15 17 19 21 23 pi CL UCL LCL 0.0000 0.0200 0.0400 0.0600 0.0800 0.1000 0.1200 1 3 5 7 9 11 13 15 17 19 21 23 pi CL UCL LCL 0 1 2 3 4 5 1 3 5 7 9 11 13 15 17 19 21 23 ui CL UCL LCL 0 1 2 3 4 5 1 3 5 7 9 11 13 15 17 19 21 23 ui CL UCL LCL
sehingga dapat membantu fokus kedalam hal yang penting (Turner et. al., 1993). Berdasarkan diagram pareto yang telah dibuat, diketahui bahwa jenis cacat yang paling banyak terjadi adalah jenis cacat bolong dan sobek untuk kain grey carded dan combed. Oleh karena itu pada penelitian kali ini akan difokuskan untuk melakukan perbaikan pada jenis cacat bolong dan sobek kain grey carded dan combed.
Selanjutnya akan dilakukan analisis untuk mengetahui akar permasalahan yang menyebabkan cacat bolong dan sobek pada kain grey carded dan combed. Analisis ini akan dilakukan dengan menggunakan tools diagram sebab akibat. Berdasarkan diagram sebab akibat yang telah dibentuk, akan diketahui beberapa akar masalah yang menyebabkan terjadinya cacat bolong dan sobek pada kain
grey carded maupun combed. Akar
permasalahan dari defect bolong pada kain
grey carded adalah operator yang tidak
melakukan pengecekan jika pergerakan mesin tidak sesuai, operator tidak melakukan pengecekan setting awal, mesin kurang mengalami perawatan, benang yang banyak kotoran gumpalan kapas, dan lingkungan rak benang yang banyak kotoran kapas. Sedangkan akar-akar permasalahan yang menyebabkan defect sobek adalah operator tidak melilit benang dengan jumlah yang tepat, operator tidak konsentrasi, terdapat perbedaan cara dalam melakukan proses produksi abtar operator dan operator yang tidak memperhatikan lampu mesin.
Berdasarkan akar permasalahan yang telah diketahui, akan dilakukan analisi prioritas perbaikan yang akan dilakukan. Analisis ini menggunakan tools failure mode and effect
analysis (FMEA). Pada pembentukan FMEA
akan dilakukan perhitungan risk priority
number (RPN) yang merupakan hasil dari
perkalian antara occurrence, severity dan
effectiveness yang dinilai oleh pihak
perusahaan. Untuk setiap mode kegagalan atau akar permasalahan ada akan diberikan usulan perbaikannya. Kemudian akan diurutkan berdasarkan RPN yang paling besar hingga RPN yang paling kecil. Setiap usulan perbaikan yang diberikan akan diimplementasikan kepada perusahaan meningkatkan mutu dari produk kain grey
carded maupun combed.
4. Tahap Improve
Pada tahap improve akan dilakukan rancangan rincian usulan perbaikan yang akan diimplementasikan pada perusahaan. Beberapa tindakan perbaikan yang diberikan antara lain seperti pembuatan visual display. Pembuatan visual display ini menggunakan warna biru karena informasi yang ingin disampaikan adalah petunjuk yang harus dilakukan oleh operator dan menggunakan ukuran yang sesuai karena menurut Kroemer (2001) visual display perlu diorientasikan sesuai dengan kemampuan melihat normal. Sedangkan untuk penempatannya, visual
display tersebut akan ditempatkan di setiap
stasiun kerja operator. Menurut Bridger R.S (1995) salah satu kelebihan visual display adalah agar informasi lebih mudah diterima. Pada implementasinya, kepala shift akan melakukan kontrol terhadap operator untuk menjalankan perintah yang ada pada visual
display tersebut. Visual display berfungsi
sebagai sistem komunikasi sebagai fasilitas penghubung antara manusia dan sistem kerjanya (Sutalaksana, 1979). Pada Gambar 8 ditunjukkan contoh visual display yang diimplementasikan pada perusahaan.
Gambar 8. Usulan Visual Display
Tindakan perbaikan lain yang dilakukan adalah pembuatan form perawatan mesin dan instruksi kerja tertulis. Keduanya akan ditempatkan pada setiap mesin sehingga lebih mudah dikontrol serta dibaca oleh operator. Selain itu terdapat usulan perbaikan pembersihan lingkungan kerja dan pembersihan rak benang. Penggunaan alat bantu penyaring kotoran benang juga digunakan untuk mengatasi masalah kotoran yang terdapat pada benang yang digunakan. Penyaring kotoran benang ini dipasang pada mesin sehingga kotoran pada benang yang melewatinya akan tertahan pada lubang yang terdapat pada penyaring kotoran benang. Pada Gambar 9 ditunjukkan penyaring kotoran yang digunakan.
Gambar 9. Penyaring Kotoran Benang
Tindakan perbaikan lain yang diberikan kepada CV X adalah briefing yang dipimpin oleh setiap kepala shift yang bertugas. Usulan-usulan perbaikan yang diberikan telah diimplementasikan kepada perusahaan untuk meningkatkan kualitas produk kain grey carded maupun combed yang dihasilkan.
5. Tahap Control
Tahap terakhir pada satu siklus six sigma DMAIC adalah tahap control. Pada tahap
control akan kembali dilakukan pembuatan
peta kendali defective dan defect untuk keadaan setelah perbaikan. Selain itu akan kembali dilakukan perhitungan DPMO serta level sigma untuk keadaan setelah perbaikan. Berikut pada Gambar 10 ditunjukkan peta kendali p untuk kain grey carded pada keadaan sebelum vs setelah perbaikan.
Gambar 10. Peta Kendali p Kain Grey Carded
Sebelum vs Setelah Perbaikan
Pada peta kendali dapat diketahui bahwa
center line untuk keadaan setelah perbaikan
lebih rendah daripada keadaan setelah perbaikan untuk kain grey carded. Selanjutnya Gambar 11 akan ditunjukkan peta kendali kain
grey combed pada keadaan sebelum vs
setelah perbaikan. Berdasarkan peta kendali pula center line dari proporsi defective kain
grey combed telah mengalami penurunan
dibandingkan dengan sebelum perbaikan.
Gambar 11. Peta Kendali p Kain Grey Combed
Sebelum vs Setelah Perbaikan
Selain pembentukan peta kendali p, selanjutnya akan dibuat peta kendali u untuk
defect pada kain grey carded dan combed.
berikut pada Gambar 12 ditunjukkan peta kendali u untuk defect pada kain grey carded.
Gambar 12. Peta Kendali u Kain Grey Carded
Sebelum vs Setelah Perbaikan
Selanjutnya pada Gambaar 13 ditunjukkan peta kendali u untuk kain grey combed pada keadaan sebelum vs setelah perbaikan.
Gambar 13. Peta Kendali u Kain Grey Combed
Sebelum vs Setelah Perbaikan
Selanjutnya akan dilakukan perhitungan DPMO serta level sigma kain grey carded dan
combed untuk keadaan setelah perbaikan.
Berdasarkan perhitungan yang telah dilakukan, diketahui bahwa DPMO kain grey carded setelah perbaikan menjadi 340.524,53 dan level sigma 1,911 sedangkan untuk kain grey
combed setelah perbaikan memiliki DPMO
309.803,92 dengan level sigma 1,9964. Sedangkan proporsi defective kain grey carded sudah menurun menjadi 1,61% dan kain grey 0 0.02 0.04 0.06 0.08 0.1 1 3 5 7 9 11131517192123 pi CL UCL LCL 0 0.02 0.04 0.06 0.08 0.1 0.12 1 3 5 7 9 11131517192123 pi CL UCL LCL 0 1 2 3 4 5 1 3 5 7 9 11131517192123 ui CL UCL LCL 0 1 2 3 4 5 1 3 5 7 9 11131517192123 ui CL UCL LCL
combed 1,54%. Berikut pada Tabel 1
ditunjukkan rekapitulasi perbandingan DPMO, level sigma dan proporsi defective keadaan sebelum dan sesudah perbaikan untuk kain
grey carded.
Tabel 1. Rekapitulasi DPMO, Level Sigma dan
Proporsi Defective Kain Grey Carded
Carded DPMO Level Sigma Proporsi Defective Sebelum 631.111,1 1,1652 0,0261 Setelah 340.524,53 1,9110 0,0161
Sedangkan pada Tabel 2 ditunjukkan rekapitulasi perbandingan DPMO, level sigma dan proporsi defective keadaan sebelum dan sesudah perbaikan untuk kain grey combed.
Tabel 2. Rekapitulasi DPMO, Level Sigma dan
Proporsi Defective Kain Grey Combed
Combed DPMO Level Sigma Proporsi Defective Sebelum 568.278,2 1,3280 0,0229 Setelah 309.803,92 1,9964 0,0154
Kemudian akan dilakukan pengujian hipotesis untuk mengetahui signifikasi penurunan proporsi defective dan rata-rata jumlah cacat yang terjadi pada kain grey
carded maupun kain grey combed. Pengujian
hipotesis tergantung pada informasi dari
random sample pada populasi yang dituju.
(Montgomery, 2003). Oleh karena itu terdaapt dua pengujian hipotesis dua sampel yang akan dilakukan. Pengujian hipotesis yang pertama adalah uji hipotesis proposi produk downgrade kain grey carded dan combed. Hipotesis awal nya adalah proporsi produk cacat sebelum perbaikan sama dengan setelah perbaikan, sedangkan hipotesis tandingannya adalah proporsi produk cacat sebelum perbaikan lebih besar daripada keadaaan setelah perbaikan. Berdasarkan perhitungan yang telah dilakukan
P value untuk kain grey carded adalah sebesar
0,028 sedangkan kain grey combed 0,009. Karena P value untuk kedua jenis kain lebih besar daripada alfa (0,05) maka hipotesis awal ditolak dan proprosi produk downgrade kain
grey carded dan combed untuk keadaan
sebelum perbaikan lebih besar daripada keadaan setelah perbaikan.
Pengujian hipotesis selanjutnya adalah uji hipotesis untuk rata-rata jumlah cacat pada
kain grey carded dan combed. Hipotesis awal nya adalah rata-rata jumlah cacat sebelum perbaikan sama dengan setelah perbaikan, sedangkan hipotesis tandingannya adalah rata-rata jumlah cacat sebelum perbaikan lebih besar daripada keadaaan setelah perbaikan. Berdasarkan perhitungan yang telah dilakukan
P value untuk kain grey carded dan combed
adalah 0 sehingga hipotesis awal dapat ditolak karena P value lebih kecil daripada alfa (0,05). Sehingga rata-rata jumlah cacat produk kain
grey carded dan combed untuk keadaan
sebelum perbaikan lebih besar dibandingkan utnuk keadaan setelah perbaikan. Oleh karena itu, berdasarkan perhitungan yang telah dilakukan dapat disimpulkan bahwa produk kain grey carded dan combed pada CV X telah mengalami peningkatan kualitas dari keadaan sebelum perbaikan dilakukan.
Simpulan
Berdasarkan hasil penelitian yang telah dilakukan dapat ditarik beberapa kesimpulan. Terdapat beberapa faktor yang menjadi penyebab munculnya jenis cacat bolong maupun jenis cacat sobek. Beberapa faktor yang menyebabkan cacat bolong antara lain operator yang tidak melakukan pengecekan ketika pergerakan mesin tidak sesuai, operator tidak melakukan pengecekan setting awal, mesin kurang mengalami perawatan, terdapat banyak kotoran gumpalan kapas pada benang, dan lingkungan rak benang yang banyak kotoran kapas. Selain itu terdapat beberapa faktor yang menyebabkan jenis defect sobek. Beberapa faktor tersebut adalah sebagai berikut operator yang kurang konsentrasi, operator tidak melilit benang sesuai dengan jumlah yang tepat, terdapat perbedaan langkah produksi antar operator yang satu dengan operator lainnya, dan operator yang sering tidak memperhatikan lampu mesin.
Berdasarkan akar permasalahan yang telah diketahui diberikan beberapa tindakan perbaikan guna menanggulangi masalah
defect yang muncul pada kain grey. Tindakan
perbaikan yang diberikan antara lain sebagai berikut: pembuatan visual display mengenai pelilitan benang oleh operator, pembuatan
visual display mengenai kebersihan lingkungan
kerja, pembuatan working instruction tertulis mengenai tahapan proses pembuatan kain
grey, penggunaan alat bantu saringan untuk
membuat kotoran benang menjadi minimal, pemberian oli mesin secara berkala,
pembuatan form maintenance mesin,
pemberian briefing oleh kepala shift sebelum dimulainya proses kerja, dan kegiatan pembersihan lingkungan kerja yang dilakukan setiap pergantian shift. Tindakan perbaikan yang diberikan diimplementasikan pada perusahaan sehingga dapat kembali dilakukan perhitungan ukuran performasi untuk mengetahui peningkatan kualitas yang dialami oleh produk kain grey carded maupun combed.
Setelah usulan mengenai tindakan perbaikan diberikan dan dilakukan oleh perusahaan, terdapat peningkatan kualitas dari produk kain grey carded maupun combed setelah perbaikan. DPMO dari produk kain
grey carded sebelum perbaikan adalah
631.111,11 menurun menjadi 340.524,53 dan nilai sigma sebelum perbaikan 1,1652 meningkat menjadi 1,9110. DPMO sebelum perbaikan kain grey combed adalah 568.278,2 menurun menajadi 309.803,92 dan level sigma sebelum perbaikan 1,328 meningkat menjadi 1,9964. Proporsi produk down grade sebelum perbaikan 2,61% menurun menjadi 1,61%. Proporsi produk down grade combed sebelum perbaikan 2,29% menurun menjadi 1,54%. Sehingga mutu produk grey carded maupun
combed pada CV. X telah mengalami
peningkatan dibanding keadaan sebelum perbaikan dilakukan.
Daftar Pustaka
Bridger, R. S. (1995). Introduction to
Ergonomics. Singapore: McGraw-Hill.
Evans, J. R., & Lindsay, W. M. (2015). An
Introduction to Six Sigma & Process Improvement. USA: Cengage Learning.
Gaspersz, V. (2002). Pedoman Implementasi
Program Sic SIgma Terintegrasi Dengan ISO 9001:2000, MBNQA dan HACCP.
Jakarta: PT Gramedia Pustaka Utama. Kroemer, K., Kroemer, H., & Kroemer-Elbert,
K. (2001). Ergonomics: How to Design for
Ease and Efficiency. Upper Saddle River,
New Jersey: Prentice Hall.
Mitra, A. (1998). Fundamentals of Quality
Control and Improvement. New Jersey:
Prentice-Hall, Inc.
Montgomery, D. C. (2001). Introduction to
Statistical Quality Control (4th ed.). Amerika
Serikat: John Wiley & Sons, Inc.
Montgomery, D. C. (2003). Applied Statistics
and Probability for Engineers (3rd ed.).
Amerika Serikat: John Wiley & Sons, Inc.
Pyzdek, T. (2003). The Six Sigma Handbook Revised and Expanded. United States of America: McGraw-Hill Companies.
Sutalaksana, I. Z., Anggawisastra, R., & Tjakraatmadja, J. H. (1979). Teknik
Perancangan Sistem Kerja. Bandung:
Institut Teknologi Bandung.
Turner, W. G., Mize, J. H., Case, K. E., & Nazemetz, J. W. (1993). Introduction to
Industrial and Systems Engineering (3rd
ed.). United States of America: Prentice-Hall Inc.