4
BAB II
LANDASAN TEORI
2.1 Penjadwalan
2.1.1 Definisi Penjadwalan
Pembeda antara perencanaan dengan penjadwalan ialah terdapat pada kerangka waktu (period), dimana perencanaan dilakukan pada jangka waktu yang relatif lebih panjang. Penjadwalan merupakan proses pengurutan dalam pengerjaan suatu produk dari awal hingga akhir dan dikerjakan pada mesin dan waktu yang telah ditentukan Baker and Trietsch (2013).
Sedangkan Pinedo (2012) mengatakan bahwa, perusahaan manufaktur dan jasa memanfaatkan penjadwalan sebagai pengambil keputusannya dalam pengalokasian sumber daya. Hal ini juga bertujuan mengoptimalkan hasil output selama job tersebut dikerjakan. Rencana produksi digunakan sebagai pendukung agar penjadwalan yang rinci dapat terlaksana. Informasi ini berupa kemampuan dan kapasitas mesin, data operator pada setiap departemen, dan data pendukung lainnya. Waktu merupakan informasi yang berperan penting dalam pembuatan jadwal produksi. Tipe waktu yang dibutuhkan ialah waktu tersedia, waktu pada saat dilakukannya setiap operasi, dan waktu pemeliharaan. Pengenalan terhadap aspek pengerjaan yang ada di dalam pabrik juga dibutuhkan saat penjadwalan produksi dibuat.
2.1.2 Penjadwalan Flowshop
Penjadwalan flowshop dapat diartikan sebagai pergerakan unit yang masing-masing job nya melewati rangkaian stasiun kerja dan telah disusun berdasarkan produknya. Produksi flowshop didesain dan diterapkan untuk produk yang memiliki kapasitas produksi stabil dan banyak serta dapat dilakukan berulang kali. Seluruh job diurutkan berdasarkan alur urutan proses produksi sebuah produk, sesuai mesin dan waktu prosesnya disebut juga sebagai sistem penjadwalan flowshop. Kriteria pengukuran dalam penjadwalan harus berjalan tanpa adanya
waktu menganggur. Peningkatan jumlah job atau mesin akandiutamakan untuk dipertimbangkan ketika sudah mencapai solusi yang optimal. Berikut adalah tipe aliran Flowshop menurut Morton and Pentico (1993):
1. Pure Flowshop
Aliran ini memerlukan pengerjaan job yang dioperasikan dengan jalur yang sama. Dengan demikian setiap pekerjaan membutuhkan urutan operasi tertentu yang harus dilakukan agar pekerjaan selesai.
Gambar 2.1 Pola Aliran Pure Flowshop
2. Skip Flowshop
Proses aliran urutan job yang dapat dilewati atau berpola melompat (skip) untuk menyelesaikan suatu job tertentu. Dengan begitu akan menghindari atau melewati salah satu mesin karena tidak terjadi proses produksi pada mesin tersebut alias akan di ‘skip’.
Gambar 2.2. Pola Aliran Proses Skip Flowshop
3. Re-entrant Flowshop
Pada aliran ini mesin dapat digunakan lebih dari sekali (berulang-ulang) dalam membuat produk.
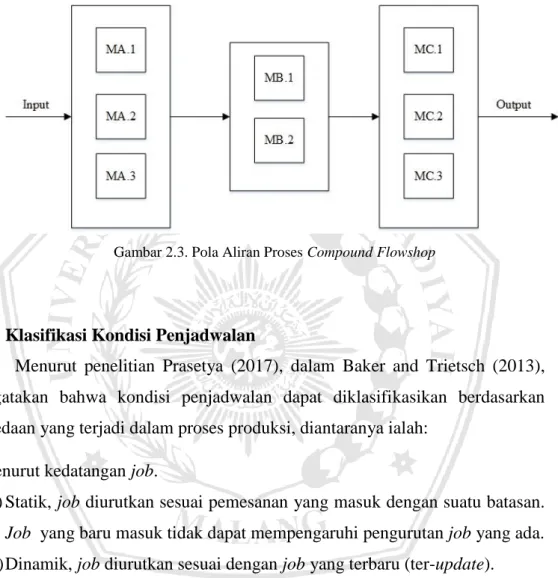
4. Compound Flowshop
Sesuai dengan artinya compound, aliran ini terdiri dari sekelompok mesin yang memuat jalur parallel atau batch di setiap tahapan proses produksinya.
Gambar 2.3. Pola Aliran Proses Compound Flowshop
2.1.3 Klasifikasi Kondisi Penjadwalan
Menurut penelitian Prasetya (2017), dalam Baker and Trietsch (2013), mengatakan bahwa kondisi penjadwalan dapat diklasifikasikan berdasarkan perbedaan yang terjadi dalam proses produksi, diantaranya ialah:
1. Menurut kedatangan job.
a) Statik, job diurutkan sesuai pemesanan yang masuk dengan suatu batasan. Job yang baru masuk tidak dapat mempengaruhi pengurutan job yang ada. b) Dinamik, job diurutkan sesuai dengan job yang terbaru (ter-update). 2. Menurut waktu proses
a) Deterministik, waktu proses sudah dipastikan.
b) Stokastik, harus memperkirakan probabilitas karena waktu proses yang diterima belum pasti.
2.1.4 Kendala Penjadwalan Pada Pengurutan Job
Pada umumnya, masalah dan hambatan dapat ditemukan pada setiap proses produksi yang akan dilewati, dan hal ini akan mempengaruhi penjadwalan produksinya. Menurut Pinedo (2012) masalah dan hambatan ialah:
1. Mesin Rusak
Ketika mesin rusak (breakdown), akan mengakibatkan operasi terhambat dan mengalami proses menunggu sampai mesin dapat digunakan kembali secara normal. Dengan demikian proses produksi akan berhenti dan penjadwalan urutan job awal mengalami gangguan. Penyesuaian jadwal awal dibutuhkan sampai didapatkannya penjadwalan yang feasible. Kemudian langkah selanjutnya perlu dilakukan penjadwalan ulang (rescheduling). Waktu perbaikan dan penyelesaiannya dibutukan sebagai informasi perbaikan kerusakan mesin yang akan datang. Berikut prinsip perbaikan mesin untuk mengembangkan algoritma penjadwalan:
a. Rescheduling dilakukan dari titik waktu terjadinya gangguan mesin dan setiap operasi yang belum dikerjakan
b. Apabila operasi sudah selesai sebelum terjadinya gangguan maka tidak dihiraukan.
c. Gangguan terjadi ketika sedang beroperasi maka tidak akan terjadi perubahan pada proses produksinya.
d. Jika sudah teridentifikasi maka dilakukan rescheduling dengan memundurkan waktu operasi terhadap waktu perbaikan mesin.
2. Adanya penambahan pesanan
Penambahan pesanan baru dapat terjadi sewaktu-waktu. Dengan adanya hal tersebut pelaksanaan penjadwalan akan mengalami gangguan. Maka, penjadwalan ulang dibutuhkan dengan mempertimbangkan pesanan baru. Hasil yang diharapkan ialah hasil optimal pada setiap produksi. Informasi perbaikan membutuhkan data berupa jenis produk yang dipesan, routing job (rute proses produksi), jumlah pesanan dan due date yang diminta custome. Berikut prinsip yang ada ketika ada pesanan tambahan:
a. Rescheduling dilakukan dari titik waktu terjadinya gangguan dan pada operasi yang belum dikerjakan.
b. Gangguan terjadi ketika sedang beroperasi maka tidak akan terjadi perubahan pada proses produksinya.
c. Apabila operasi sudah selesai sebelum terjadinya gangguan maka tidak dihiraukan.
3. Berubahnya prioritas produksi
Penjadwalan akan dipengaruhi oleh perubahan prioritas pembuatan produk. Pada algoritma penjadwalan gangguan perubahan prioritas mempunyai prinsip yang sama dengan kasus adanya penambahan pesanan. 4. Operasi produk tertentu mengalami pengulangan
Kecacatan pada produk akan mengharuskan terjadinya pengulangan operasi, hal ini menjadikan proses produk lainnya mengalami adanya delay dan menunggu sampai produk yang mengalami pengulangan selesai.
5. Perubahan due date
Due date dimajukan atau dimundurkan akan mempengaruhi adanya gangguan proses produksi. Jika duedate mengalami kemunduran perusahaan tidak akan mengalami perubahan urutan proses produksi awal. Akan tetapi, sebaliknya jika dimajukan penjadwalan urutan job semula otomatis akan mengalami perubahan.
2.1.5 Terminologi pada penjadwalan
Istilah umum pada penjadwalan ialah sebagai berikut:
a. Processing Time / waktu proses (Pi), merupakan waktu proses (Processing Time) operasi atau proses dari job ke- i yang terdiri dari cakupan waktu persiapan dan pengaturan proses.
b. Due Date (di), batas akhir waktu job ke-i. Apabila batas melewati duedate maka dinyatakan sebagai tardy (terlambat).
c. Completion Time / waktu penyelesaian (Ci), selisih waktu saat job (t= 0) dimulai hingga job ke-i selesai.
d. Lateness (Li), Waktu keterlambatan yang terjadi melebihi batas waktu penyelesaiaan job (duedate).
Li = Ci – di……..………..(1)
e. Tardiness (Ti), Waktu keterlambatan penyelesaian job terhadap duedate yang ditentukan.
T𝑖=Max{0,Li}……..………...(2) f. Earliness atau Lateness negative merupakan waktu penyelesaian yang terjadi
sebelum dudate.
i,0i Min L
E ……..………..(3)
g. Slack (Si), ialah selisih antara waktu yang tersedia pada setiap job.
Si = di-ti………(4)
h. Makespan (M), waktu total penyelesaian job yang berasal dari keseluruhan waktu proses
i. Flow Time (Fi), Routing waktu mulai dari job ke-i dinyatakan ready sampai selesai dikerjakan.
j. Ready Time (Ri), Waktu pada saat job siap atau dapat dikerjakan pada waktu itu juga.
2.1.6 Ukuran Peformansi Penjadwalan
Berdasarkan penelitian Prasetya (2017), dalam Baker and Trietsch (2013), ukuran performansi mempunyai tujuan bagi penjadwalan untuk menghasilkan sesuai yang diinginkan. Berdasarkan urutan job yang ada penjadwalan mempunyai kriteria diantaranya:
1. Atribut job
a) Flow time (Fi), merupakan waktu saat dimulainya suatu job dari saat masuk
proses sampai job selesai, berikut persamaan rumusnya:
𝐹𝑖 = 𝐶𝑖 − 𝑟𝑖………... (5)
b) Completion Time (Ci), merupakan rentang waktu job saat pertama mulai (t = 0) dikerjakan sampai selesai, berikut persamaan rumusnya:
𝐶𝑖 = 𝐹𝑖 + 𝑟𝑖………...(6)
c) Mean flow time, merupakan average dari keseluruhan waktu job yang melewati semua aliran, berikut persamaan rumusnya:
Fj = 1
𝑛 ∑ 𝐹𝑖
𝑛
𝑗=1 ………..……… (7)
d) Mean weight flow time, ialah average seluruh job, namun job yang dapat diprioritaskan akan dikerjakan terlebih dahulu, berikut persamaan rumusnya: Fw =
1
𝑛 ∑ 𝐹𝑗
𝑛
𝑗=1 ……..……….(8)
e) Maximum Lateness, merupakan selisih total waktu terhadap batas waktu (due date), dimana Lmax = max.
f) Lateness, merupakan keterlambatan yang bernilai positif jika job dapat diselesaikan lebih cepat dari dari due date-nya, berikut persamaan rumusnya:
Ti= 𝑚𝑎𝑥 (0, 𝐿𝑖)……..………(9)
g) Total waktu keterlambatan (tardiness), yaitu total keterlambatan setiap job, berikut persamaan rumusnya:
T = ∑𝑛𝑖=1𝑇𝑖……..……….. (10) h) Mean tardiness, merupakan average dari waktu keterlambatan total, berikut
persamaan rumusnya: 𝑇 = 1
𝑛 ∑ 𝑇𝑖
𝑛
2.2 Gantt Chart
Gantt chart berfungsi sebagai alat merencanakan dan mengelola produksi batch. Dalam istilah modern, Gantt menggunakan pendekatan permintaan yang tergantung waktu untuk perencanaan produksi. Perencanaan produksi Gantt bekerja dengan cara 'top-down' dengan menghubungkan persyaratan item akhir dengan komponen penyusunnya dengan produksi bertahap untuk memungkinkan semua komponen tersedia ketika diperlukan untuk kegiatan produksi selanjutnya. Tanggal jatuh tempo ini selanjutnya digunakan untuk merencanakan produksi harian dengan menentukan jumlah yang akan dibuat dan kemudian melacak produksi terhadap tujuan harian (Wilson, 2003). Gantt chart dapat membantu penggunanya untuk memastikan bahwa; urutan kinerja sesuai yang telah diperhitungkan, catatan perkiraan waktu dari kegiatan yang dilakukan, perencanaan dari semua kegiatan, waktu proyek yang dibuat secara keseluruhan.
Mesin 1 Job1.1 Job2.1 2 Job1.2 Job2.2 1 2 3 4 5 6 7 8 9 10 Waktu
2.3 Cross Entropy Genetic Algorithm
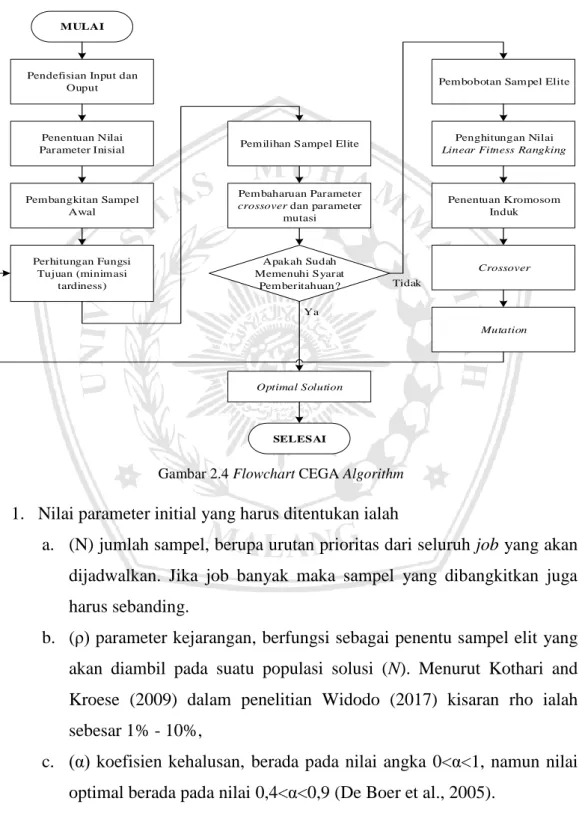
Menurut Widodo (2017) metode CEGA merupakan penggabungan dari metode Cross Entropy (CE) dan Genetic Algorithm (GA). Prosedur dari metode Cross Entropy Genetic Algorithm dapat digambarkan sebagai berikut:
MULAI
Pendefisian Input dan Ouput Penentuan Nilai Parameter Inisial Pembangkitan Sampel Awal Perhitungan Fungsi Tujuan (minimasi tardiness)
Pemilihan Sampel Elite
Pembaharuan Parameter
crossover dan parameter
mutasi
Apakah Sudah Memenuhi Syarat
Pemberitahuan?
Pembobotan Sampel Elite
Penghitungan Nilai
Linear Fitness Rangking
Penentuan Kromosom Induk Crossover Mutation Optimal Solution SELESAI Tidak Ya
Gambar 2.4 Flowchart CEGA Algorithm
1. Nilai parameter initial yang harus ditentukan ialah
a. (N) jumlah sampel, berupa urutan prioritas dari seluruh job yang akan dijadwalkan. Jika job banyak maka sampel yang dibangkitkan juga harus sebanding.
b. (ρ) parameter kejarangan, berfungsi sebagai penentu sampel elit yang akan diambil pada suatu populasi solusi (N). Menurut Kothari and Kroese (2009) dalam penelitian Widodo (2017) kisaran rho ialah sebesar 1% - 10%,
c. (α) koefisien kehalusan, berada pada nilai angka 0<α<1, namun nilai optimal berada pada nilai 0,4<α<0,9 (De Boer et al., 2005).
d. (Pps) parameter pindah silang, mempunyai nilai inisial sebesar 1
(Santosa et al., 2011).
e. (β) kriteria pemberhentian pada iterasi. Berfungsi sebagai pemberhentian iterasi ketika sudah mencapai optimal. Menurut (Santosa et al., 2011) selisih parameter pindah silang pada iterasi sekarang dengan sebelumnya.
2. Membangkitan secara random atau acak sebanyak nilai N, dan urutan nantinya akan sepanjang nilai n.
3. Menghitng fungsi tujuan T (total waktu keterlambatan (tardiness)), berikut notasi fungsi tujuannya:
𝑇 = ∑𝑛𝑖=1𝑇𝑖, 𝑇𝑖 = 𝑀𝑎𝑥 [0, Ci – di], 𝑖= 1, 2, …, n……..………(12) Keterangan:
Ti = Tardiness ke-i
4. Mengoreksi pemberhentian iterasi (β). Jika Iterasi berhenti maka selisih antara parameter iterasi sekarang dibanding sebelumnya lebih kecil dari batasnya.
5. Urutan job optimal merupakan hasil akhir, total waktu keterlambatan (tardiness) T, jumlah iterasi, dan waktu komputasi.
6. Sampel elit dipilih jika β > batas yang ditetapkan, selanjutnya menyeleksi sejumlah rho (ρ)*N dari total sampel (N) dari semua sampel yang telah diurutkan mulai dari minimum ke maximum.
7. Sampel elit kemudian dilakukan pembobotan melalui Rangking Selection yang berfungsi menentukan sampel induk Crossover.
Ranking (I (N-i+1)) = Fmax - (Fmax - Fmin)*((i-1) / (N-1)) ……..…….(13) 8. Memperbarui parameter pindah silang (Pps) dan mutasi (Pm) berfungsi untuk
mendapatkan baru yang lebih baik. Dengan rumus fungsi:
Pps(i)=(1-α)*u+(Pps(i+1)*α)……..…………..……….(14)
best e Z Z u * 2 ……..……….. (15)
Dimana, Ze= objektif pada sampel elite, Zbest= objektif terbaik pada tiap iterasi.
9. Elitisme dengan roulettee wheel berfungsi untuk mepertahankan sampel yang terbaik.
ri < ci……..……….. (16) ci-1 < ri < ci……..………. (17) 10. Kromosom induk ditentukan saat induk pertama berasal dari elitism tadi dan diberi pembobotan. Kemudian memilih induk kedua dari populasi dan diberi bobot dengan cara Ranking Selection.
11. Persilangan dilakukan dengan Partially-Mapped Crossover Operator (PMX2). Crossover in berfungsi untuk mencari kombinasi teroptimal dr populasi. Rumus nilai random atau acak dari penelitian Ardiansyah (2018): r1= ceil (random*n) ……..……….(18)
12. Mutasi (swap mutation (menukar), flip mutation (membalik), dan slide mutation (menggeser)) rumus fungsinya sebagai berikut;
2 _ ps P Pm ……..………...………(19) I, J = ceil (n*rij) ……..………...………..………...(20) k = ceil (rand K*3) ……..……….………...(21) 2.4 Literature Review
Beberapa penelitian terdahulu mengenai penjadwalan flowshop dengan menggunakan pengembangan Genetic Algorithm diperlukan guna menunjang penelitian. Penelitian pertama kali dilakukan oleh Li et al. (1998) dimana masalah penjadwalan dapat diselesaikan dengan Genetic Algorithm dan telah menunjukkan hasil simulasi dan perbandingan yang paling efektif dan efisien. Sama halnya dengan penelitian sebelumnya solusi optimal dengan kualitas tinggi dan waktu yang cepat telah ditemukan oleh Onwubolu and Mutingi (1999) akan tetapi bedanya berada pada sekala produksinya yaitu dilakukan pada sekala produksi menengah dan besar. Min and Cheng (2006) merujuk jika Genetic Algorithm efektifnya kuat, dan khususnya pada simulasi Annealing. Untuk pertama kalinya Budiman (2010)
menggabungkan Cross Entropy-Genetic Algorithm (CEGA) kemudian dibandingkan dengan Genetic Algorithm-Simulated Annealing (GASA) dimana ditemukan jika CEGA lebih baik daripada GASA karena makespan yang paling kecil.
Pada tahun berikutnya Santosa et al. (2011) menemukan hasil lebih baik disbanding CEGA Genetic Algorithm-Simulated Annealing (GASA)-Hybrid Tabu Search. Penelitian Puspitasari and Santosa (2011) menyimpulkan bahwa metode CEGA performasinya lebih baik dibanding Cross Entropy (CE). Nurkhalida and Santosa (2012) menyimpulkan bahwa CEGA solusinya lebh kompetitif dibandingkan algoritma Simulated Annealing (SA). Penelitian selanjutnya dilakukan oleh Hanka and Santosa (2013), menyatakan jika CEGA lebh optimal dibandingkan Cross Entropy murni, dan Simulated Annealing.
Pada tahun berikutnya Bashori (2015) menggunakan CEGA untuk memperkecil makespan pada flowshop scheduling, kemudian disempurnakan kembali (Bashori et al., 2015) dan mendapatkan makespan jauh lebih kecil apabila dibandingkan dengan metode perusahaan. Algoritma CEGA dan Differential Evolution (DE) dibandingkan oleh Witjaksana (2016) menghasilkan bahwa CEGA lebih baik daripada DE. Penelitian Widodo (2017) memperluas pencarian solusi dengan menggunakan algoritma CEGA. Di tahun terakhir, Ardiansyah (2018) membuktikan bahwa Algoritma CEGA dengan total waktu keterlambatan (tardiness) yang lebih kecil dibandingkan metode perusahaan.