Penerapan Sistem Preventive Maintenance Pada
PLC(Progamable Logic Control).
(Risky Fajar Ryanto)
Jurusan Teknik Elektro,Program Studi Teknik Otomasi Industri, Politeknik Negeri Bandung
Jln. Gegerkalong Hilir, Bandung,4000, INDONESIA
[email protected]
I.
Pengertian dan fungsi dasar system PlanProgrammable Logic Controllers (PLC) adalah komputer elektronik yang mudah digunakan (user friendly) yang memiliki fungsi kendali untuk berbagai tipe dan tingkat kesulitan yang beraneka
ragam.Definisi Programmable Logic Controller menurut Capiel (1982) adalah :sistem elektronik yang beroperasi secara dijital dan didisain untuk pemakaian di lingkungan industri, dimana sistem ini menggunakan memori yang dapat diprogram untuk penyimpanan secara internal instruksi-instruksi yang mengimplementasikan fungsi-fungsi spesifik seperti logika, urutan, perwaktuan, pencacahan dan operasi aritmatik untuk mengontrol mesin atau proses melalui modul-modul I/O dijital maupun analog.
Berdasarkan namanya konsep PLC adalah sebagai berikut :
1. Programmable, menunjukkan kemampuan dalam hal memori untuk menyimpan program yang telah dibuat yang dengan mudah diubah-ubah fungsi atau kegunaannya.
yang digunakan sudah dimasukkan.Alat ini bekerja berdasarkan input-input yang ada dan tergantung dari keadaan pada suatu waktu tertentu yang kemudian akan meng-ON atau meng-OFF kan output-output. 1 menunjukkan bahwa keadaan yang diharapkan terpenuhi sedangkan 0 berarti keadaan yang diharapkan tidak terpenuhi. PLC juga dapat diterapkan untuk pengendalian sistem yang memiliki output banyak.
Fungsi PLC
Fungsi dan kegunaan PLC sangat luas. Dalam prakteknya PLC dapat dibagi secara umum dan secara khusus . Secara umum fungsi PLC adalah sebagai berikut:
1. Sekuensial Control. PLC memproses input sinyal biner menjadi output yang digunakan untuk keperluan pemrosesan teknik secara berurutan
(sekuensial), disini PLC menjaga agar semua step atau langkah dalam proses sekuensial berlangsung dalam urutan yang tepat.
2. Monitoring Plant. PLC secara terus menerus memonitor status suatu sistem (misalnya temperatur, tekanan, tingkat ketinggian) dan mengambil tindakan yang diperlukan sehubungan dengan proses yang dikontrol
(misalnya nilai sudah melebihi batas) atau menampilkan pesan tersebut pada operator.
Sedangkan fungsi PLC secara khusus adalah dapat memberikan input ke CNC (Computerized Numerical Control). Beberapa PLC dapat memberikan input ke CNC untuk kepentingan pemrosesan lebih lanjut. CNC bila dibandingkan dengan PLC mempunyai ketelitian yang lebih tinggi dan lebih mahal
harganya. CNC biasanya dipakai untuk proses finishing, membentuk benda kerja, moulding dan sebagainya.
Prinsip kerja sebuah PLC adalah menerima sinyal masukan proses yang dikendalikan lalu melakukan serangkaian instruksi logika terhadap sinyal masukan tersebut sesuai dengan program yang tersimpan dalam memori lalu menghasilkan sinyal keluaran untuk mengendalikan aktuator atau peralatan lainnya.
Bagian
-Bagian PLC:Sistem PLC terdiri dari lima bagian pokok, yaitu: 1. Central processing unit (CPU ) . Bagian ini merupakan otak ataujantung PLC, karena bagian ini merupakan bagian yang melakukan operasi / pemrosesan program yang tersimpan dalam PLC. Disamping itu CPU juga melakukan pengawasan atas semua operasional kerja PLC, transfer informasi melalui internal bus antara PLC, memory dan unit I/O.
Bagian CPU ini antara lain adalah :
a. Power Supply, power supply mengubah suplai masukan listrik menjadi suplai listrik yang sesuai dengan CPU dan seluruh komputer.
b. Alterable Memory, terdiri dari banyak bagian, intinya bagian ini berupa chip yang isinya di letakkan pada chip RAM (Random Access Memory), tetapi isinya dapat diubah dan dihapus oleh pengguna / pemrogram. Bila tidak ada supplai listrik ke CPU maka isinya akan hilang, oleh sebab itu bagian ini disebut bersifat volatile, tetapi ada juga bagian yang tidak
bersifat volatile.
bagian ini berisi rangkaian clock, sehingga masing-masing transfer informasi ke tempat lain tepat sampai pada waktunya
e. Battery Backup, umumnya CPU memiliki bagian ini. Bagian ini berfungsi menjaga agar tidak ada kehilangan program yang telah dimasukkan ke dalam RAM PLC jika catu daya ke PLC tiba-tiba terputus.
2. Programmer / monitor (PM). Pemrograman dilakukan melalui keyboard sehingga alat ini dinamakan Programmer. Dengan
adanyaMonitor maka dapat dilihat apa yang diketik atau proses yang sedang dijalankan oleh PLC. Bentuk PM ini ada yang besar seperti PC, ada juga yang berukuran kecil yaitu hand-eld programmer dengan jendela tampilan yang kecil, dan ada juga yang berbentuk laptop. PM dihubungkan dengan CPU melalui kabel. Setelah CPU selesai
diprogram maka PM tidak dipergunakan lagi untuk operasi proses PLC, sehingga bagian ini hanya dibutuhkan satu buah untuk banyak CPU.
3. Modul input / output (I/O ). Input merupakan bagian yang menerima sinyal elektrik dari sensor atau komponen lain dan sinyal itu dialirkan ke PLC untuk diproses. Ada banyak jenis modul input yang dapat dipilih dan jenisnya tergantung dari input yang akan digunakan. Jika input adalah limit switches dan pushbutton dapat dipilih
6-32 output point dalam sebuah single module. Kartu output analog adalah tipe khusus dari modul output yang menggunakan DAC (Digital to Analog Conversion). Modul output analog dapat mengambil nilai dalam 12 bit dan mengubahnya ke dalam signal analog. Biasanya signal ini 0-10 volts DC atau 4-20 mA. Signal Analog biasanya
digunakan pada peralatan seperti motor yang mengoperasikan katup dan pneumatic position control devices.Bila dibutuhkan, suatu sistem elektronik dapat ditambahkan untuk menghubungkan modul ini ke tempat yang jauh. Proses operasi sebenarnya di bawah kendali PLC mungkin saja jaraknya jauh, dapat saja ribuan meter.
PLC memiliki peralatan input dan output serta peralatan penunjang yaitu
a. Peralatan Input
i. Peralatan input adalah yang memberikan sinyal kepada PLC dan selanjutnya PLC memproses sinyal tersebut untuk mengendalikan peralatan output.Peralatan input itu antara lain:
1. Berbagai jenis saklar, misalnya tombol, saklar togel, saklar batas, saklar level, saklar tekan, saklar proximity.
2. Berbagai jenis sensor, misalnya sensor cahaya, sensor suhu, sensor level.
3. Rotary encoder b. Peralatan Output
i. Sistem otomasi tidak lengkap tanpa ada peralatan output yang dikendalikan Peralatan output itu misalnya:
1. berbagai jenis alat pemrogram, yaitu komputer, software ladder, konsol
pemprogram,programmable terminal, dan sebagainya. 2. Berbagai software ladder, yaitu: SSS, LSS, Syswin, dan
CX Programmer.
3. Berbagai jenis memori luar, yaitu: disket, CD , flash disk.
4. Berbagai alat pencetak dalam sistem komputer, misalnya printer, plotter
4. Printer . Alat ini memungkinkan program pada CPU dapat di printout atau dicetak. Informasi yang mungkin dicetak adalah diagram ladder, status register, status dan daftar dari kondisi-kondisi yang sedang dijalankan, timing diagram dari kontak, timing diagram dari register, dan lain-lain.
5. The Program Recorder / Player. Alat ini digunakan untuk menyimpan program dalam CPU. Pada PLC yang lama digunakan tape,
sistem floopy disk. Sekarang ini PLC semakin berkembang dengan adanya hard disk yang digunakan untuk pemrograman dan
perekaman. Program yang telah direkam ini nantinya akan direkam kembali ke dalam CPU apabila program aslinya hilang atau mengalami kesalahan.
Untuk operasi yang besar, kemungkinan lain adalah menghubungkan CPU dengan komputer utama (master computer) yang biasanya digunakan pada pabrik besar atau proses yang mengkoodinasi banyak Sistem PLC .
Pada masa kini PLC dibagi menjadi beberapa tipe yang dibedakan berdasarkan ukuran dan kemampuannya. Dan PLC dapat dibagi menjadi jenis-jenis berikut:
Ciri – ciri PLC jenis ini ialah :
Seluruh komponen (power supply, CPU, modul input – output, modul komunikasi) menjadi satuUmumnya berukuran kecil (compact)
Mempunyai jumlah input/output relatif sedikit dan tidak dapat diexpand
Tidak dapat ditambah modul – modul khusus Berikut ini contoh PLC compact dari Allen Bradley.
Sumber : Allen Braley, PLC MicroLogix Catalogue
2. Tipe modular
Ciri – ciri PLC jenis ini ialah :
Komponen – komponennya terpisah ke dalam modul – modul Berukuran besar
Memungkinkan untuk ekspansi jumlah input /output (sehingga jumlah lebih banyak)
III.
Diagram dan Mekanisme Operasi Sistem/Plan
Sistem PLC (Progammable Logic Controller)
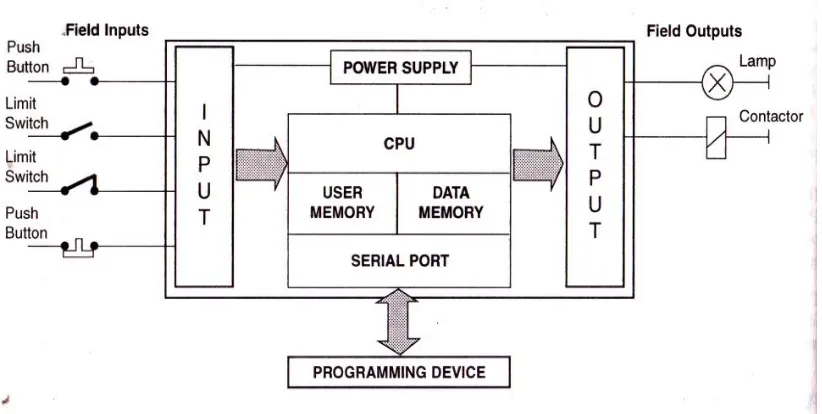
Sistem PLC memiliki tiga komponen utama yaitu unit prosesor, bagian masukan/keluaran, dan perangkat pemrograman. Fungsi kerja dari ketiga komponen tersebut dapat dilihat pada gambar berikut :
Gambar 1. Diagram kerja tiga komponen utama sistem PLC
a. Unit Prosesor
Prosesor adalah bagian pemroses dari sistem PLC yang akan membuat keputusan logika. Keputusan yang telah dibuat berdasarkan pada program yang telah disimpankan pada memori. Prosesor adalah bagian dari Central Processing Unit(CPU) dari PLC yang akan menerima, menganalisa, memproses dan
memberikan informasi ke modul keluaran. Di dalam CPU PLC dapat dibayangkan seperti kumpulan dari ribuan relai. Hal tersebut bukan berarti di dalamnya
terdapat banyak relai dalam ukuran yang sangat kecil tetapi berisi rangkaian elektronika digital yang dapat difungsikan sebagai kontak NO dan NC relai.
Memori berfungsi sebagai tempat di mana informasi tersebut
Circuits (IC). Salah satu jenis memori yang digunakan dalam CPU PLC
adalah Random Access Memory(RAM). Satu kerugian dari jenis memori tersebut adalah diperlukannya catu daya untuk menjaga agar memori tetap bekerja. Pada aplikasi PLC diperlukan catu daya cadangan yang digunakan untuk menjaga agar isi dari memori tidak hilang apabila tiba-tiba catu daya hilang.
Read Only Memory (ROM) adalah jenis memori yang semi permanent dan tidak dapat diubah dengan pengubah program. Memori tersebut hanya digunakan untuk membaca saja dan jenis memori tersebut tidak memerlukan catu daya cadangan karena isi memori tidak hilang meskipun catu daya terputus.
Programmable Read Only Memory (PROM) adalah jenis lain dari memori yang bekerja hampir menyerupai ROM, dengan satu pengecualian yaitu bisa diprogram. PROM dirancang untuk diisi dengan program yang terprogram. Apabila data dapat diubah, maka dapat diadakan pemrograman. Pemrograman ulang dari PROM, membutuhkan perlengkapan khusus yaitu PROM
Programmer di mana PLC sendiri tidak dapat melakukannya.
b. Perangkat dan Modul Masukan
Gambar 2. Simbol Perangkat Masukan PLC Keterangan :
1. NO Push Button 2. NC Push Button 3. NO Flow Switch 4. NO Pressure Switch
c. Perangkat dan Modul Keluaran
Perangkat keluaran adalah komponen-komponen yang memerlukan sinyal untuk mengaktifkan komponen tersebut. Pada sistem PLC dapat
mempunyai beberapa perangkat keluaran seperti motor listrik, lampu indikator, sirine dan lain-lain. Gambar 3 dibawah ini memperlihatkan contoh-contoh simbol dari perangkat keluaran yang sering digunakan.
Gambar 3. Contoh Simbol Perangkat Keluaran
e. Pemograman PLC (Progammable Logic Controller)
Pemrograman PLC adalah memasukkan instruksi-instruksi dasar PLC yang telah membentuk logika pengendalian suatu sistem kendali yang
dari pembuat PLC itu sendiri. Dalam hal ini setiap pembuat PLC memberikan aturan-aturan tertentu yang sudah disesuaikan dengan pemrograman CPU yang digunakan pada PLC tersebut. Program yang digunakan dalam pemrograman PLC tergantung dari jenis atau merek PLC itu sendiri. Jika PLC yang akan dijadikan sebagai bahan penelitian menggunakan PLC merek Omron maka program yang digunakan adalah Syswin. Sedangkan seri Syswin yang digunakan adalah Syswin 3.4.
Program yang akan dimasukkan ke dalam PLC sebagai perintah adalah menggunakan Diagram Tangga (Ladder Diagram). Ladder logic adalah bahasa pemrograman dengan bahasa grafik atau bahasa yang digambar secara grafik. Pemrogram dengan mudah menggambar skematik diagram dari program pada layar. Hal tersebut menyerupai diagram dasar yang digunakan pada logika kendali sistem kontrol panel di mana ketentuan instruksi terdiri dari koil-koil, NO, NC dan dalam bentuk penyimbolan.
Gambar 4. Simbol Diagram Ladder LD dan LD NOT
Load adalah sambungan langsung dari line dengan logika pensakelarannya seperti sakelar NO sedangkan LD NOT logika pensakelarannya adalah seperti sakelar NC. Instruksi ini dibutuhkan jika urutan kerja pada suatu sistem kendali hanya membutuhkan satu kondisi logic saja untuk mengeluarkan satu keluaran.
2) AND dan AND NOT
Gambar 5. Simbol Diagram Ladder AND dan AND NOT
Apabila memasukkan logika AND maka harus ada rangkaian yang berada di depannya, karena penyambungannya seri. Logika pensaklarannya AND seperti sakelar NO dan AND NOT seperti sakelar NC. Instruksi tersebut dibutuhkan jika urutan kerja pada suatu sistem kendali membutuhkan lebih dari satu
kondisi logicyang harus terpenuhi semuanya untuk memperoleh satu keluaran.
3) OR dan OR NOT
Gambar 6. Simbol Diagram Ladder OR dan OR NOT
pensakelarannya adalah seperti sakelar NO dan OR NOT logika pensakelarannya seperti sakelar NC.
4) OUT
Gambar 7. Simbol Diagram Ladder Out
Out digunakan sebagai keluaran dari beberapa instruksi yang terpasang
sebelumnya yang telah membentuk suatu logika pengendalian tertentu. Logika pengendalian dari instruksi OUT sesuai dengan pemahaman pengendalian sistem PLC yang telah dibahas di atas di mana instruksi OUT ini sebagai koil relai yang mempunyai konak di luar perangkat lunak. Sehingga jika OUT memperoleh sinyal dari instruksi program yang terpasang maka kontak di luar perangkat lunak akan bekerja.
IV.
Pendekatan Pemeliharaan yang diperlukan/dipilih
A. PREVENTIVE MAINTENANCE
Definisi Preventive Maintenance :
• Perawatan yang bertujuan menjaga peralatan dan fasilitas dalam kondisi operasi yang memuaskan dengan melakukan pemeriksaan sistematis, deteksi, dan koreksi kegagalan baru baik sebelum terjadi atau sebelum kegagalan berkembang menjadi kegagalan yang lebih besar.
merupakan peralatan yang sangat penting dalam sebuah plant.Kegagalan pada system ini dapat menyebabkan partial plant shutdown maupun total plant shutdown.Untuk itulah perawatan pada system ini sangatlah penting untuk dilakukan.Dengan demikian kemungkinan kegagalan dapat dikurangi.
V.
Parameter Fisik dan Kinerja Sistem Dalam Pemeliharaan PLC
Parameter fisik dan non fisik yang perlu di perhatikan
Aspek fisik yang perlu di perhatikan:
Tingkat Deposit debu pada perangkat
o
Ditandai dengan adanya penebalan debu pada sekitar
perangkat PLC
Timbulnya korosi
o
Ditandai dengan adanya perubahan wana dari logam.logam
menjadi kusam
Genangan air pada sekitar tempat instalasi PLC
o
Diakibatkan kurang terawatnya tempat kerja
o
Aspek non fisik yang perlu di perhatikan:
Selain parameter fisik dari PLC parameter non fisik juga mempengaruhi
kinerja system dari PLC yang mulai tidak normal.kinerja non fisik yang
perlu di perhatikan antara lain yaitu:
Nilai tegangan kerja.
o
Nilai dari tegangan kerja pada PLC harus pada nilai tegangan
kerja standart/acuan
NilaiArus saat beroprasi
o
Nilai dari arus Iput maupun output harus di perhatikan.karan
dapat mempengaruhi kinerja system(sesuai dengan
parameter)
Suhu pada saat peroperasi
o
Suhu pada saat beroprasi juga sangat mempengaruhi system
pada saat beroprasi.karenamerupakan salah satu aspek yang
sangat penting dari PLC (harus pada suhu yang di tetapkan)
Start up ketika system pertama di jalankan.
Electrical noise
Antivirus
VI. Metoda Monitoring.
Dalam monitoring PLC dapat menerapkan metoda monitoring sebagai berikut”.
AspekFisik
monitoring korosi pada system karena akibat factor lingkungan,dengan melakukan tinjauan rutin dengan cara visual
memonitoring adanya genangan air pada tempat instalasi.ruang kerja dari plc dengan melakukan peminjauan visual secara rutin dapa tempat kerja
Apek Non Fisik
memonitoring tengan kerja pada (I/O) dengan cara melakukan pengukuran pada input maupun output dari PLC (tegangan input maupun output harus sama dengan tegangan referensi yang di terapkan)
memonitoring arus input maupun arus output pada saat system PLC sedang beroprasi dengan cara menggunakan alat ukur.arus input maupun nilai arus input maupun arus output harus tidak melebihi nilai dari arus input maupun arus output pada saat system sedang bekeja
memonitoring suhu pada perangkat dengan cara melakukan pengukuran suhu ketika system mulai beroprasi.suhu pada PLC tidak boleh over heating
VII.
PenjadualanPemeliharaan PLC
no Parameter fisik waktu Parameter non fisik Waktu
1 Timbulnya korosi 1 bulan 1x
Tegangan kerja 1 minggu 1x 2 Tingkat deposit debu 1 bulan
1x
Arus kerja 1 minggu 1x
3 Adanya genangan air 1 bulan 1x
Suhu PLC 1 minggu 1x
3. Ampere meter
IX.
TEKNIK PENGGUNAAN ALAT UKUR
Multimeter
Definisi Multimeter
Multimeter adalah alat pengukur listrik yang sering dikenal sebagai VOM
(Volt/Ohm meter) yang dapat mengukur tegangan (voltmeter), hambatan
(ohm-meter), maupun arus (ampere-meter).
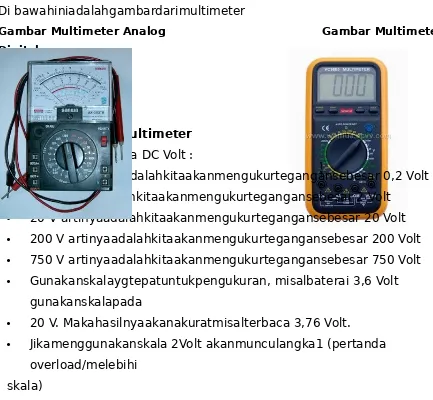
Jenis Multimeter
ada 2 jenis Multimeter yaitu Multimeter Analog dan Multimeter Digital.
Di bawahiniadalahgambardarimultimeter
Gambar Multimeter Analog Gambar Multimeter
Digital
Cara PenggunaanMultimeter
Mari kitamulaidariskala DC Volt :
200 mV artinyaadalahkitaakanmengukurtegangansebesar 0,2 Volt
2 V artinyaadalahkitaakanmengukurtegangansebesar 2 Volt
20 V artinyaadalahkitaakanmengukurtegangansebesar 20 Volt
200 V artinyaadalahkitaakanmengukurtegangansebesar 200 Volt
750 V artinyaadalahkitaakanmengukurtegangansebesar 750 Volt
Gunakanskalaygtepatuntukpengukuran, misalbaterai 3,6 Volt
gunakanskalapada
20 V. Makahasilnyaakanakuratmisalterbaca 3,76 Volt.
Jikamenggunakanskala 2Volt akanmunculangka1 (pertanda
overload/melebihi
skala)
Jikamenggunakanskala 200 V
Jikamenggunakan 750 V bisasajaterbacanamunhasilnyaakanterbaca
3 atau 4 volt (Dibulatkanlangsungtanpakoma)
Jikamenggunakan 750 V bisasajaterbacanamunhasilnyaakanterbaca
3 atau 4 volt (Dibulatkanlangsungtanpakoma)