I. Landasan Teori Peta Kerja
Peta kerja merupakan alat visual yang menggambarkan alur kerja secara sistematis dan jelas, memudahkan pemahaman tahapan produksi suatu produk. Mulai dari bahan baku masuk pabrik hingga menjadi produk jadi, semua langkah—termasuk transportasi, operasi mesin, pemeriksaan, dan perakitan—digambarkan secara detail (Sutalaksana, 1979). Kegunaannya meluas pada komunikasi, analisis, dan perbaikan metode kerja, memberikan informasi penting seperti jumlah produk, waktu operasi mesin, kapasitas mesin, dan kebutuhan material/alat khusus (Sutalaksana, 1979). Peta kerja terbagi dalam dua kelompok: peta kerja untuk analisis keseluruhan proses (peta proses operasi, peta aliran proses, peta proses kelompok kerja, diagram aliran) dan peta kerja untuk analisis setempat (peta kerja dan mesin, peta tangan kiri-kanan) (Sutalaksana, 1979).
6.1.1 Simbol dan Jenis Peta Kerja
Standarisasi simbol peta kerja penting untuk komunikasi efektif. Awalnya Gilbreth mengusulkan 40 simbol, kemudian disederhanakan menjadi 4, dan akhirnya ASME (American Society of Mechanical Engineers) pada 1947 menetapkan 5 simbol standar: Operasi (perubahan fisik/kimiawi, pengambilan/pemberian informasi), Pemeriksaan (evaluasi kualitas/kuantitas), Transportasi (perpindahan bukan bagian dari operasi), Menunggu (tidak ada aktivitas), dan Penyimpanan (penyimpanan jangka panjang). Peta kerja keseluruhan seperti Peta Proses Operasi, Peta Aliran Proses, dan Diagram Aliran, digunakan untuk analisis menyeluruh proses produksi, sementara peta kerja setempat seperti Peta Kerja dan Mesin dan Peta Tangan Kiri-Kanan, fokus pada analisis detail aktivitas di area tertentu.
6.1.2 Peta Kerja Keseluruhan
Peta Proses Operasi menggambarkan langkah-langkah yang dialami bahan baku hingga menjadi produk jadi/setengah jadi. Peta Aliran Proses (Flow Process Chart) mencakup keseluruhan aktivitas dasar termasuk transportasi, menunggu, dan penyimpanan, berbeda dengan Peta Proses Operasi yang hanya mencakup operasi dan pemeriksaan. Peta Aliran Proses memberikan keuntungan seperti pengurangan aktivitas handling yang tidak efisien, pengurangan waktu tunggu, dan identifikasi operasi yang dapat digabung. Peta Kelompok Kerja merupakan perkembangan dari Peta Aliran Proses, menunjukkan aktivitas kelompok kerja yang saling bergantung. Diagram Aliran melengkapi Peta Aliran Proses dengan informasi lokasi aktivitas dalam tata letak pabrik.
6.1.3 Peta Kerja Setempat
Peta Kerja dan Mesin menggambarkan interaksi waktu antara operator dan mesin, menunjukkan waktu kerja dan waktu menganggur masing-masing. Peta Tangan Kanan-Kiri (atau Peta Operator) menganalisis gerakan tangan manusia saat bekerja, menggunakan elemen-elemen Therblig (17 elemen dasar seperti mencari, memegang, merakit, dll.) untuk mengidentifikasi gerakan yang efisien dan tidak efisien. Informasi dari peta ini berguna untuk menyeimbangkan gerakan kedua tangan, mengurangi waktu kerja dan kelelahan, serta melatih pekerja baru.
II. Hasil dan Pembahasan
Bagian ini menganalisis peta kerja keseluruhan dan setempat pada pembuatan produk referensi (kursi dingklik). Analisis meliputi Peta Proses Operasi, Peta Aliran Proses, Peta Kelompok Kerja, dan Diagram Aliran. Analisis menunjukkan penerapan metode peta kerja yang sistematis, dimulai dari penggambaran kondisi sekarang.
6.2.1 Peta Kerja Keseluruhan
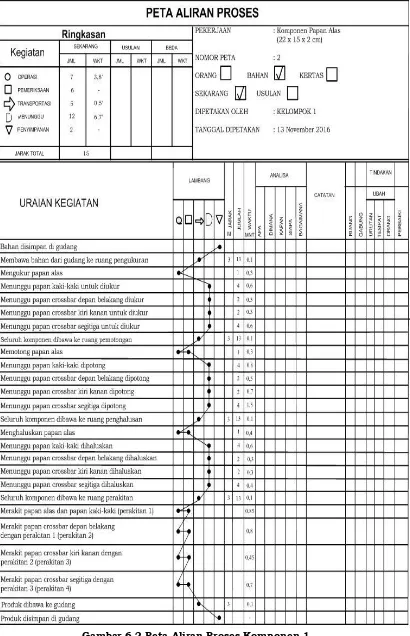
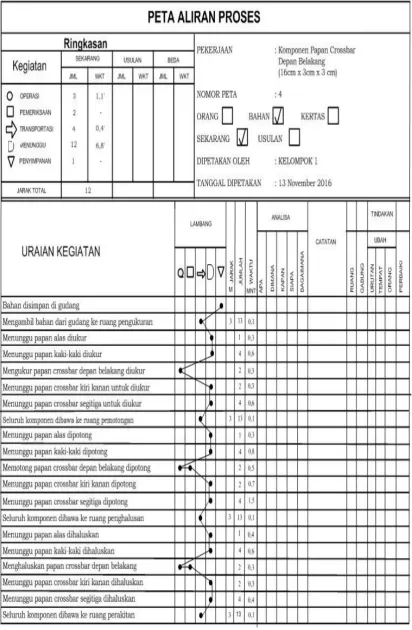
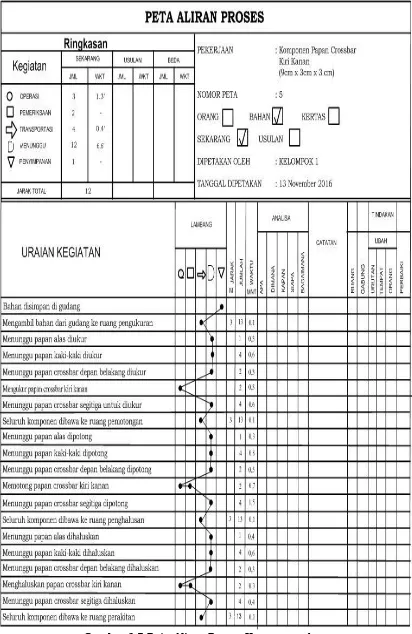
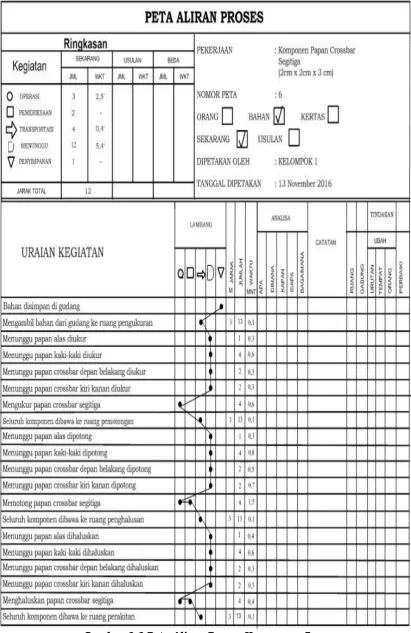
Analisis peta kerja keseluruhan meliputi empat bagian: Peta Proses Operasi, Peta Aliran Proses, Peta Proses Kelompok Kerja, dan Diagram Aliran. Peta Proses Operasi (Gambar 6.1) menunjukkan waktu yang dibutuhkan untuk setiap tahapan produksi, material yang digunakan, dan alat/mesin yang dipakai. Tipe aliran proses yang digunakan adalah intermittent, karena fleksibilitasnya dalam perubahan produk. Peta Aliran Proses (Gambar 6.2 - 6.6) secara detail menguraikan alur setiap komponen, mencakup operasi, pemeriksaan, transportasi, menunggu, dan penyimpanan. Analisis ini menunjukkan waktu yang dibutuhkan untuk setiap aktivitas dan potensi area untuk perbaikan efisiensi.
6.2.1.2 Peta Aliran Proses (Lanjutan)
Analisis rinci Peta Aliran Proses untuk setiap komponen (papan alas, kaki-kaki, crossbar depan-belakang, crossbar kiri-kanan, dan crossbar segitiga) menunjukkan detail waktu untuk setiap tahapan (pengukuran, pemotongan, penghalusan, perakitan, transportasi, dan menunggu). Analisis ini mengidentifikasi waktu tunggu yang signifikan dan potensi pengoptimalan alur kerja untuk mengurangi waktu produksi keseluruhan. Penggunaan simbol ASME standar memastikan konsistensi dan pemahaman yang jelas.
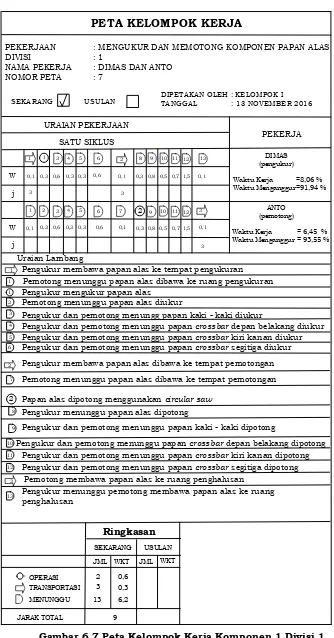
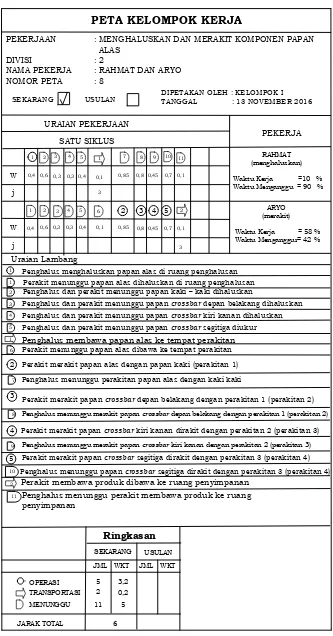
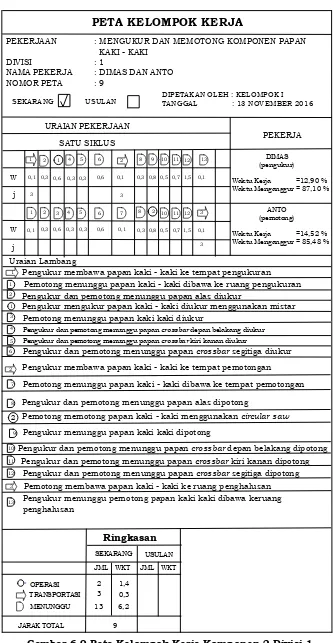
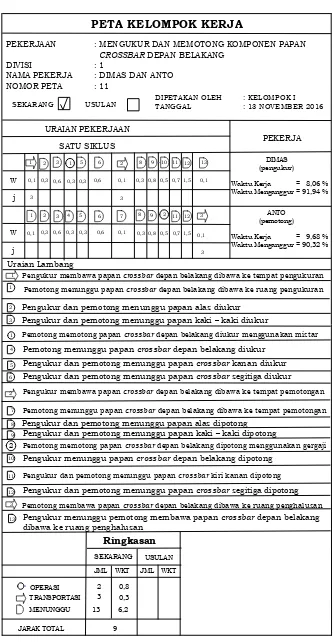
6.2.1.3 Peta Kelompok Kerja
Peta Kelompok Kerja (Gambar 6.7 - 6.16) menganalisis aktivitas setiap kelompok pekerja (divisi 1: mengukur dan memotong; divisi 2: menghaluskan dan merakit) untuk setiap komponen. Analisis menunjukkan persentase waktu kerja dan waktu menganggur setiap pekerja, mengidentifikasi potensi ketidakseimbangan beban kerja dan area untuk perbaikan. Tabel ringkasan memberikan informasi tentang total waktu operasi, transportasi, menunggu, dan jarak untuk setiap divisi dan komponen. Informasi ini penting dalam penjadwalan dan optimasi tenaga kerja.
6.2.1.4 Diagram Aliran
Diagram Aliran (Gambar 6.17 - 6.21) memberikan gambaran visual tata letak pabrik dan alur material untuk setiap komponen. Analisis diagram aliran penting untuk mengidentifikasi pergerakan material yang tidak efisien, seperti jarak tempuh yang terlalu jauh antar stasiun kerja, yang dapat menyebabkan peningkatan waktu produksi dan biaya. Dengan menganalisis diagram aliran, perbaikan tata letak pabrik dapat direncanakan untuk optimalisasi alur kerja.