BAB II
LANDASAN TEORI
2.1 Sandblasting
Pengecatan merupakan salah satu cara pencegahan korosi. Untuk meningkatkan hasil pengecatan yang baik, perlu dipilih jenis cat berdasarkan penggunaan atau bahan kimia pengikatnya. Meskipun demikian, hasil pengecatan yang baik tergantung pada kondisi permukaan, dimana cat itu akan diaplikasikan, dengan kondisi permukaan yang baik maka cat akan melapisi logam dengan baik pula sehingga akan mampu menghambat laju korosi yang terjadi.
Suatu permukaan logam yang baik adalah yang bersih dari semua jenis pengotor seperti debu, karat dan pengotor lainnya, serta memiliki kekasaran permukaan yang merata. Banyak macam cara yang digunakan untuk membersihkan suatu permukaan logam, diantaranya memasukan ke dalam larutan asam, penyikatan dengan kawat, atau dengan penyemprotan partikel padat yang berupa pasir sebagai zat abrasif atau disebut sandblasting
Sandblasting adalah metode untuk membersihkan permukaan material kontaminasi seperti karat, cat, garam, oli dan lain sebagainya atau untuk memperoleh karakter profil material baik untuk memperkasar ataupun memperhalus, metode ini sering diaplikasikan pada permukaan yang berbahan dasar logam. Proses ini umumnya dilakukan sebelum melakukan proses pelapisan permukaan maerial dengan tujuan untuk meningkatnkan daya rekat lapisan pada permukaan material. Metode pembersihan permukaan dengan Sandblasting dilakukan dengan menyemprotkan abrasive material, biasanya berupa pasir silika atau steel grit dengan tekanan yang relatif tinggi pada suatu permukaa. Selain itu juga tujuan dari pembentukan profil kekasara ini adalah untuk perekat lapisan agar dapat tercapai tingkat perekatan yang baik antara permukaan metal dengan bahan pelindung.
Tingkat kekasarannya diakibatkan oleh tembakan partikel-partikel kecil yang keras dan tajam ke permukaan material dengan kecepatan yang relatif tinggi. Akibat tumbukan oleh partikel-partikel tersebut pada permukaan material dengan kecepatan yang relatif tinggi, material pada permukaan mengalami deformasi plastis dan
mengalami perubahan kekasaran material. Besarnya deformasi dan kekasaran permukaan yang terjadi sangat bergantung pada ukuran, berat jenis, kekerasan partikel blasting, kecepatan partikel, dan sudut tembak, serta lama waktu tembakan. Semburan pasir sandblasting yang tidak terkena permukaan dapat menyembur sejauh dua puluh meter dengan kondisi spray gun mengarah ke arah horisontal. Maka dari itu penggunaan alat atau metode pembersihan dengan cara sandblasting harus dioperasikan denga sangat hati-hati.
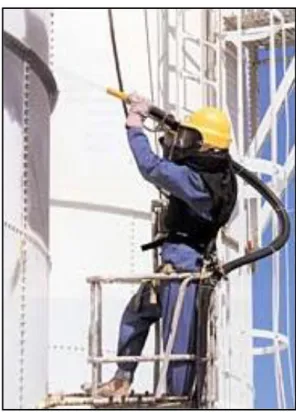
Sandblasting merupakan proses yang diadaptasi dari teknologi yang biasa digunakan oleh perusahaan-perusahaan yang bergerak dibidang oil & gas, industri, ataupun fabrikasi guna membersihkan atau mengupas lapisan yang menutupi sebuah obyek dengan cepat dan singkat yang biasanya berbahan dasar metal/besi dengan bantuan butiran pasir khusus yang ditembakkan langsung dari sebuah kompresor bertekanan tinggi ke obyek. Selain itu, operator sandblasting harus memakai perlengkapan khusus seperti pakaian, sarung tangan khusus, dan masker yang telah dilengkapi saluran untuk pernapasan dan kacamata pelindung.
Sandblasting terbagi atas dua jenis, yaitu Sandblasting kering atau biasa disebut Dry sandblasting dan Sandblasting basah yaitu wet Sandblasting. Dry sandblasting biasa diaplikasikan ke benda-benda berbahan metal/besi yang tidak beresiko terbakar dan benda-benda yang tidak beresiko meledak akibat tumbukan dan gesekan materail abrasiv yang relatif tinggi. Contoh dari penggunaan dry sandblasting diaplikasikan ke tiang-tiang pancang, bodi dan rangka mobil, bodi kapal laut, pipa cerobong, dan lain-lain. Sedangkan Wet Sandblasting sedikit berbeda dengan dry sandblasting, perbedaannya biasa diaplikasikan ke benda-benda berbahan metal/besi yang beresiko terbakar atau terletak di daerah yang beresiko terjadi kebakaran, seperti tangki bahan bakar, kilang minyak offshore, ataupun peralatan yang terdapat pada pom bensin, dimana bahan untuk media yang ditembakkan yaitu pasir silica yang digunakan, dicampur dengan bahan kimia khusus anti karat yang berguna untuk meminimalisir percikan api saat proses Sandblasting terjadi.
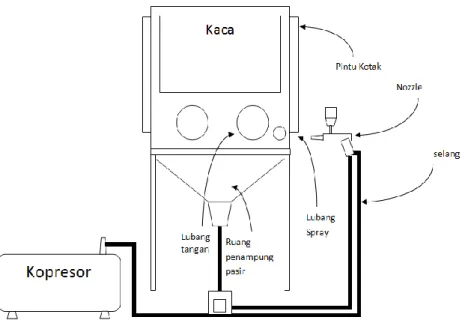
Gambar 2.2 Gambar sistem kerja Dry Sandblasting (Jurnal babII http://lib.ui.ac.id/file)
Prinsip kerja dari proses ini adalah mengalirkan udara bertekanan dari kompresor kemudian udara bertekanan tersebut dihubungkan melalui dua pipa. Pipa pertama menuju tabung pasir. Sedangkan pipa kedua dihubungkan langsung menuju nozzle. Yang selanjutnya ujung nozzle menghasilkan udara bertekanan dan pasir yang akan mengkikis kotoran yang melekat pada benda kerja.
2.2 Material Uji
Baja karbon Baja karbon adalah paduan antara Fe dan C dengan kadar C sampai 2,14%. Sifatsifat mekanik baja karbon tergantung dari kadar C yang dikandungnya. Setiap baja termasuk baja karbon sebenarnya adalah paduan multi komponen yang disamping Fe selalu mengandung unsur-unsur lain seperti Mn, Si, S, P, N, H, yang dapat mempengaruhi sifat-sifatnya
Baja karbon memiliki kandungan unsur karbon dalam besi sebesar 0,2% hingga 2,14%, dimana kandungan karbon tersebut berfungsi sebagai unsur pengeras dalam struktur baja. Dalam pengaplikasiannya baja karbon sering digunakan sebagai bahan baku untuk pembuatan alat-alat perkakas, komponen mesin, struktur bangunan, dan lain sebagainya. Menurut pendefenisian ASM handbook vol.1:148 (1993), baja karbon dapat diklasifikasikan berdasarkan jumlah persentase komposisi kimia karbon dalam baja yakni sebagai berikut:
1. Baja Karbon Rendah (Low Carbon Steel) Baja karbon rendah merupakan baja dengan kandungan unsur karbon dalam sturktur baja kurang dari 0,3% C. Baja karbon rendah ini memiliki ketangguhan dan keuletan tinggi akan tetapi memiliki sifat kekerasan dan ketahanan aus yang rendah. Pada umumnya baja jenis ini digunakan sebagai bahan baku untuk pembuatan komponen struktur bangunan, pipa gedung, jembatan, bodi mobil, dan lain-lainya
2. Baja Karbon Sedang (Medium Carbon Steel) Baja karbon sedang merupakan baja karbon dengan persentase kandungan karbon pada besi sebesar 0,3% C – 0,59% C. Baja karbon ini memiliki kelebihan bila dibandingkan dengan baja karbon rendah, baja karbon sedang memiliki sifat mekanis yang lebih kuat dengan tingkat kekerasan yang lebih tinggi dari pada baja karbon rendah. Besarnya kandungan karbon yang terdapat dalam besi memungkinkan baja untuk dapat dikeraskan dengan 11 memberikan perlakuan panas (heat treatment) yang sesuai. Baja karbon sedang biasanya digunakan untuk pembuatan poros, rel kereta api, roda gigi, baut, pegas, dan komponen mesin lainnya.
3. Baja Karbon Tinggi (High Carbon Steel) Baja karbon tinggi adalah baja karbon yang memiliki kandungan karbon sebesar 0,6% C – 1,4% C. Baja
karbon tinggi memiliki sifat tahan panas, kekerasan serta kekuatan tarik yang sangat tinggi akan tetapi memiliki keuletan yang lebih rendah sehingga baja karbon ini menjadi lebih getas. Baja karbon tinggi ini sulit diberi perlakuan panas untuk meningkatkan sifat kekerasannya, hal ini dikarenakan baja karbon tinggi memiliki jumlah martensit yang cukup tinggi sehingga tidak akan memberikan hasil yang optimal pada saat dilakukan proses pengerasan permukaan. Dalam pengaplikasiannya baja karbon tinggi banyak digunakan dalam pembuatan alat-alat perkakas seperti palu, gergaji, pembuatan kikir, pisau cukur, dan sebagainya
Diagram Fasa Fe-C Diagram fasa adalah diagram yang menampilkan hubungan antara temperatur dengan kadar karbon, dimana terjadi perubahan fasa selama proses pendinginan dan pemanasan. Diagram fasa Fe-C merupakan diagram yang menjadi parameter untuk mengetahui segala jenis fasa yang terjadi didalam baja, serta untuk mengetahui faktor-faktor apa saja yang terjadi di dalam baja paduan dengan berbagai jenis perlakuan.
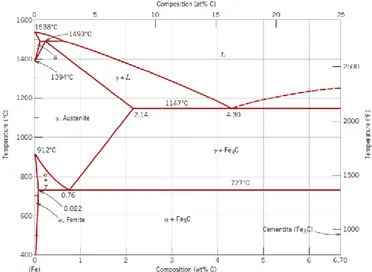
Gambar 2.3 Diagram Fasa Fe-C. (Sumber : eprints.undip.ac.id/41534/4/BAB_II.pdf)
13 Berdasarkan gambar diagram fasa Fe-C 2.1 dapat terlihat bahwa pada temperatur 727 °C terjadi transformasi fasa austenite menjadi fasa perlit. Transformasi fasa ini dikenal sebagai reaksi eutectoid, dimana fase ini merupakan fase dasar dari proses perlakuan panas pada baja. Kemudian pada temperatur 912 °C hingga 1394 °C
merupakan daerah besi gamma (γ-Fe) atau austenite, pada kondisi ini biasanya austenite memiliki struktur kristal FCC (Face Centered Cubic) bersifat stabil, lunak, ulet, dan mudah dibentuk. Besi gamma ini dapat melarutkan unsur karbon maksimum hingga mencapai 2,14% C pada temperatur 1147 °C. Untuk temperatur dibawah 727 °C besi murni berada pada fase ferit (α-Fe) dengan struktur kristal BCC (Body Centered Cubic), besi murni BCC mampu melarutkan karbon maksimum sekitar 0,02% C pada temperatur 727 °C. Sedangkan besi delta (δ-Fe) terbentuk dari besi gamma yang mengalami perubahan struktur dari FCC ke struktur BCC akibat peningkatan temperatur dari temperatur 1394 °C sampai 1538 °C, pada fase ini besi delta hanya mampu menyerap karbon sebesar 0,05%C
2.3 Kekasaran Permukaan
Kekasaran permukaan adalah penyimpangan rata aritmetik dari garis rata-rata permukaan. Dalam dunia indistri, permukaan benda kerja memiliki nilai kekasaran permukaan yang berbeda, sesuai dengan kebutuhan dari penggunaan alat tersebut. Pada nilai kekasaran permukaan terdapat beberapa kriteria nilai kualitas (N) yang berbeda, dimana Nilai kualitas kekasaran permukaan tersebut telah diklasifikasikan oleh ISO. Nilai kualitas kekasaran permukaan terkecil dimulai dari N1 yang memiliki nilai kekasaran permukaan (Ra) 0,025 μm dan nilai yang paling tinggi adalah N12 dengan nilai kekasarannya 50 μm (Azhar, 2014).
2.3.1 Permukaan
Permukaan adalah suatu batas yang memisahkan benda padat dengan sekitarnya. Istilah lain yang berkaitan dengan permukaan yaitu profil. Profil atau bentuk adalah garis hasil pemotongan secara normal atau serong dari suatu penampang permukaan (Munadi, 1988).
Bentuk dari suatu permukaan dapat dibedakan menjadi dua yaitu permukaan yang kasar (roughness) dan permukaan yang bergelombang (waviness). Permukaan yang kasar berbentuk gelombang pendek yang tidak teratur dan terjadi karena getaran pisau (pahat) potong atau proporsi yang kurang tepat dari pemakanan (feed) pisau potong dalam proses pembuatannya. Sedangkan permukaan yang bergelombang mempunyai bentuk gelombang yang lebih panjang dan tidak teratur yang dapat terjadi karena beberapa faktor misalnya posisi senter yang tidak tepat,
adanya gerakan tidak lurus (non linier) dari pemakanan (feed), getaran mesin, tidak imbangnya (balance) batu gerinda, perlakuan panas (heat treatment) yang kurang baik, dan sebagainya. Dari kekasaran (roughness) dan gelombang (wanivess) inilah kemudian timbul kesalahan bentuk (Munadi, 1988).
Gambar 2.4 Kekasaran, gelombang dan kesalahan bentuk dari suatu permukaan (Sumber : Munadi, 1988)
2.3.2 Parameter Kekasaran Permukaan
Untuk mengukur kekasaran permukaan, sensor (stylus) alat ukur harus digerakkan mengikuti lintasan yang berupa garis lurus dengan jarak yang telah ditentukan. Panjang lintasan ini disebut dengan panjang pengukuran (traversing length). Sesaat setelah jarum bergerak dan sesaat sebelum jarum berhenti alat ukur melakukan perhitungan berdasarkan data yang dideteksi oleh jarum peraba. Bagian permukaan yang dibaca oleh sensor alat ukur kekasaran permukaan disebut panjang sampel (Azhar, 2014).
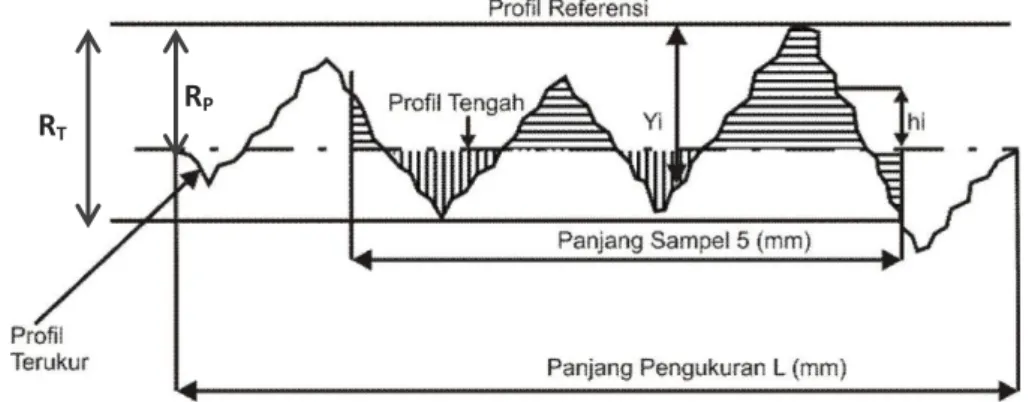
Gambar 2.5 Profil suatu permukaan. (Sumber : Munadi, 1988)
Menurut Munadi pada Dasar-dasar Metrologi Industri (1988) dijelaskan beberapa bagian dari profil permukaan dari suatu permukaan, yaitu :
Profil Geometris Ideal (Geometrically Ideal Profile)
RT
Profil ini merupakan profil dari geometris permukaan yang ideal yang tidak mungkin diperoleh dikarenakan banyaknya faktor yang mempengaruhi dalam proses pembuatannya.
Profil Referensi (Reference Profile)
Profil ini digunakan sebagai dasar dalam menganalisis karakteistik dari suatu permukaan.
Profil Terukur (Measured Profile)
Profil terukur adalah profil dari suatu permukaan yang diperoleh melalui proses pengukuran.
Profile Dasar (Root Profile)
Profil dasar adalah profil referensi yang digeserkan kebawah hingga tepat pada titik paling rendah pada profil terukur.
Profile Tengah (Centre Profile)
Profil tengah adalah profil yang berada ditengah-tengah dengan posisi sedemikian rupa sehingga jumlah luas bagian atas profil tengah sampai pada profil terukur sama dengan jumlah luas bagian bawah profil tengah sampai pada profil terukur.
Kedalaman Total (Peak to Valley), Rt
Kedalaman total ini adalah besarnya jarak dari profil referensi sampai dengan profil dasar.
Kedalaman Perataan (Peak to Mean Line), Rp
Kedalaman perataan (Rp) merupakan jarak rata-rata dari profil referensi
sampai dengan profil terukur.
Kekasaran Rata-rata Aritnetis (Mean Roughness Indec), Ra
Kekasaran rata-rata merupakan harga-harga rata-rata secara aritmetis dari harga absolut antara harga profil terukur dengan profil tengah. Kekasaran Rata-rata Kuadratis (Root Mean Square Height), Rg
Besarnya harga kekasaran rata-rata kuadratis ini adalah jarak kuadrat rata-rata dari harga profil terukur sampai dengan profil tengah.
2.3.3 Toleransi Kekasaran Permukaan.
Seperti halnya toleransi ukuran (lubang dan poros), harga kekasaran rata-rata aritmetis Ra juga mempunyai harga toleransi kekasaran. Dengan demikian
masing-masing harga kekasaran mempunyai kelas kekasaran yaitu dari N1 sampai N12. Besarnya toleransi untuk Ra biasanya diambil antara 50% ke atas dan 25% ke bawah
(Munadi,1998)
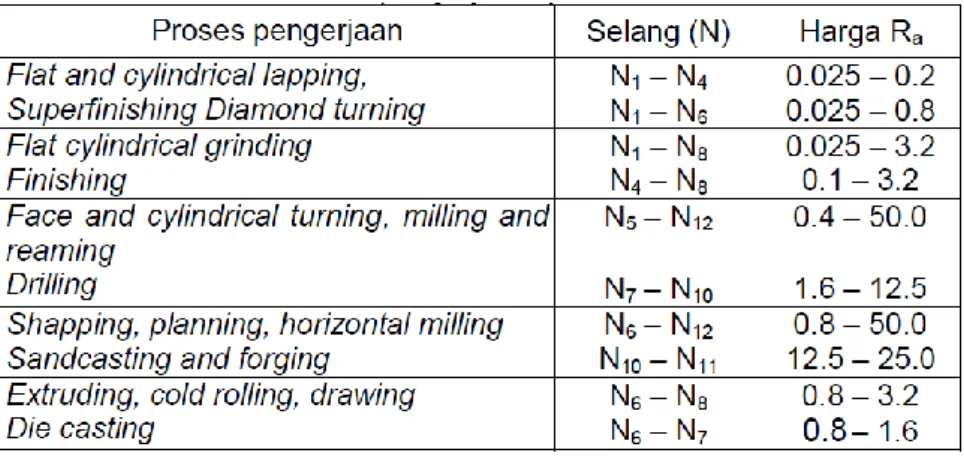
Tabel 2.1 Toleransi harga kekasaran rata-rata Ra (Sumber: Munadi,1988).
Toleransi harga kekasaran rata-rata, Ra dari suatu permukaan tergantung pada
proses pengerjaannya.
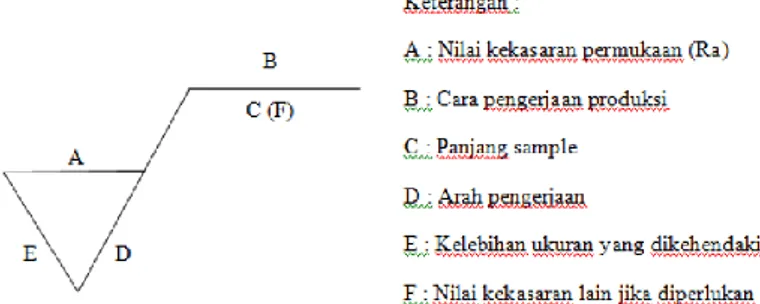
2.3.4 Penunjukkan Konfigurasi Permukaan
Pada gambar teknik penunjukkan konfigurasi permukaan ditunjukkan dengan simbol berupa segitiga sama sisi dengan salah satu sudutnya bersentuhan dengan permukaan (Azhar, 2014).