PENGARUH PENURUNAN PANJANG SLEEVE PADA BOTOL
LAB (LIQUID ACIDIFIED BEVERAGE) TERHADAP KUALITAS
PRODUK
LAPORAN KERJA PRAKTEK
Diajukan untuk memenuhi sebagian dari syarat-syarat guna
memperoleh gelar Sarjana Teknologi Pangan
Oleh :
Tan Mariska Septiani 14.I1.0002
PROGRAM STUDI TEKNOLOGI PANGAN FAKULTAS TEKNOLOGI PERTANIAN UNIVERSITAS KATOLIK SOEGIJAPRANATA
SEMARANG
ii
KATA PENGANTAR
Puji dan syukur saya panjatkan kepada Tuhan Yesus Kristus karena berkat perlindungan dan penyertaanNya saya dapat menjalani kerja praktek serta menyelesaikan Laporan Kerja Praktek yang berjudul „Pengaruh Penurunan Panjang Sleeve Pada Botol LAB (Liquid Acidified Beverage) Terhadap Kualitas Produk‟. Selama saya menjalankan kerja praktek di departemen Research and Development PT. Indokuat Sukses Makmur dalam kurun waktu dua bulan saya mendapatkan banyak pengalaman serta pengetahuan terutama mengenai uji stabilitas pada produk susu LAB (Liquid Acidified Beverage) maupun pada susu bantal (pouch).
Saya mengucapkan banyak terima kasih atas bimbingan, dukungan, serta bantuan dari pihak-pihak yang bersangkutan yang telah membantu saya menyelesaikan kegiatan kerja praktek serta penulisan laporan kerja praktek ini. Saya mengucapkan banyak terima kasih kepada:
1. Tuhan Yesus Kristus atas segala kemurahan hati serta penyertaanNya
2. Ibu Dr.V. Kristina Ananingsih, S.T, MSc selaku Dekan Fakultas Teknologi Pertanian, Program Studi Teknologi Pangan
3. Bapak R. Probo Y. Nugrahedi STP, MSc selaku pembimbing akademik yang telah membimbing dan mengarahkan saya selama pembuatan laporan kerja praktek 4. Bapak Albertus Adrian Sutanto ST., MT., MSc selaku koordinator kerja praktek
yang telah membimbing kami menyelesaikan proposal kerja praktek
5. Kakak-kakak tim RnD (Kak Vero, Kak Yohanna, Kak Nida dan Kak Annisa) selaku pembimbing lapangan yang telah membimbing saya selama menjalankan kerja praktek di PT. Indokuat Sukses Makmur
6. Kak Annisa selaku pembimbing lapangan yang membimbing dan memberikan pengarahan kepada saya selama melakukan kegiatan kerja praktek
7. Kak Irwandy selaku penanggung jawab laboratorium Quality Control yang telah mengenalkan cara menggunakan alat alat laboratorim
8. Bapak Nemin selaku manager departemen HRD yang telah mengijinkan saya untuk melakukan kerja praktek di PT. Indokuat Sukses Makmur
9. Papa, mama, serta adik-adik yang telah memberikan dukungan, semangat, serta doa selama saya menyelesaikan kerja praktek dan laporan kerja praktek
10. Christine, Melita, Sonia yang menjalani kerja praktek bersama di PT. Indokuat Sukses Makmur
11. Semua pihak yang membantu serta memberikan masukan bagi saya selama kegiatan kerja praktek dan penulisan laporan kerja praktek berlangsung yang tidak dapat saya sebutkan satu persatu.
Saya menyadari bahwa penulisan laporan kerja praktek ini masih jauh dari kata sempurna. Oleh karena itu, saya mengharapkan adanya berbagai kritik dan saran yang membangun bagi saya. Sebagai penutup, saya berharap semoga laporan kerja praktek ini dapat bermanfaat dan memberikan pengetahuan bagi pembaca dan pihak-pihak yang membutuhkan.
Semarang, 8 Juni 2017
iv
DAFTAR ISI
HALAMANPENGESAHAN ... i KATA PENGANTAR ... ii DAFTAR ISI ... iv DAFTAR GAMBAR ... viDAFTAR TABEL ... vii
1. PENDAHULUAN ... 1
1.1. Latar Belakang Kerja Praktek ... 1
1.2. Tujuan Kerja Praktek... 1
1.3. Waktu dan Tempat Pelaksanaan Kerja Praktek ... 1
1.4. Metode Kerja Praktek ... 2
2. PROFIL PERUSAHAAN ... 3
2.1. Profil Singkat Perusahaan ... 3
2.2. Sejarah Perusahaan ... 3
2.3. Lokasi Perusahaan ... 4
2.4. Visi dan Misi Perusahaan ... 5
2.5. Struktur Organisasi dan Pembagian Kerja Perusahaan ... 5
2.5.1. Departemen R&D (Research and Development) ... 7
2.6. Ketenagakerjaan Perusahaan ... 9
3. SPESIFIKASI PRODUK ... 11
4. PROSES PRODUKSI MINUMAN LAB ... 13
4.1. Bahan Baku Minuman LAB ... 13
4.2. Produksi Minuman LAB ... 14
4.2.1. Persiapan Bahan Baku ... 14
4.2.2. Penuangan (Dumping) ... 15
4.2.3. Pencampuran Bahan (Mixing) ... 15
4.2.4. Sterilisasi Produk Secara UHT (Ultra-High Temperature) ... 16
4.2.5. Filling dan Penutupan Produk ... 16
4.2.6. Pasteurisasi ... 17
4.2.7. Pelabelan (Sleeving) ... 17
4.2.9. Penyimpanan ... 18
5. PENGEMASAN PRODUK LAB ... 19
6. PENGUJIAN KUALITAS PRODUK MILKUAT LAB 130 mL MENGGUNAKAN METODE SUNLIGHT TEST ... 21
6.1. Latar Belakang Penelitian ... 21
6.2. Tujuan Penelitian ... 22
6.3. Metode Penelitian ... 22
6.3.1. Sunlight Test ... 22
6.3.2. Uji Fisika-Kimia ... 23
6.4. Hasil dan Pembahasan ... 24
6.4.1. Flavor ... 27 6.4.2. Off Note ... 28 6.4.3. Overall Quality ... 29 7. KESIMPULAN ... 31 8. DAFTAR PUSTAKA... 32 9. LAMPIRAN ... 33
vi
DAFTAR GAMBAR
Gambar 1. Peta Lokasi PT. Indokuat Sukses Makmur ... 4
Gambar 2. Struktur Organisasi PT. Indokuat Sukses Makmur ... 6
Gambar 3. Proses Produksi Minuman LAB ... 15
Gambar 5. Botol Pengemas Produk LAB 130 mL dilapisi dengan Sleeve ... 20
Gambar 4. Botol Pengemas Produk LAB 130 mL ... 20
Gambar 6. Penyajian Sampel Untuk Sensori... 27
Gambar 7. Flavor Sampel Sunlight Test ... 28
Gambar 8. Off Note Sampel Sunlight Test ... 29
vii
Tabel 1. Produk Minuman Mengandung Susu yang Diproduksi PT. Indokuat Sukses Makmur ... 11 Tabel 2. Zona Pasteurisasi ... 17 Tabel 3. Rentang Penilaian Parameter Mutu Produk LAB ... 26
1 1. PENDAHULUAN
1.1. Latar Belakang Kerja Praktek
Selama proses perkuliahan, mahasiswa Program Studi Teknologi Pangan Universitas Katolik Soegijapranata telah mengetahui akan adanya berbagai produk pangan untuk mencukupi kebutuhan gizi untuk menunjang kesehatan. Mahasiswa telah menerima teori mengenai dasar industri pangan, namun dalam dunia kerja yang nyata mahasiswa didorong untuk mempraktekkan teori yang diperoleh selama masa perkuliahan melalui Kerja Praktek (KP).
Dalam melaksanakan kerja praktek ini, PT. Indokuat Sukses Makmur dipilih sebagai tempat melakukan kerja praktek karena perusahaan ini merupakan salah satu perusahaan susu segar dan produk susu (susu bubuk susu kental manis, ice cream butter, dan
yoghurt) yang terkemuka di Indonesia serta telah menghasilkan produk-produk yang
sangat inovatif dan kreatif. Selain itu perusahaan sangat peduli terhadap mutu produk dan keamanan pangan serta sistem jaminan halal sehingga dihasilkan produk yang bermutu, aman dan halal untuk memenuhi kepuasan konsumen. Tidak hanya dalam pengolahan, tetapi perusahaan ini juga memperhatikan mutu dan keamanan pangan mulai dari bahan baku, formula pengolahan, peralatan, kebersihan sarana kerja, kemasan, hingga limbah.
1.2. Tujuan Kerja Praktek
Tujuan dilakukannya kerja praktek ini yaitu untuk menerapkan teori yang telah diterima selama perkuliahan ke dalam dunia kerja yang nyata, serta mengetahui pengaruh dari penurunan panjang sleeve pada botol LAB (Liquid Acidified Beverage) terhadap kualitas produk yang diuji.
1.3. Waktu dan Tempat Pelaksanaan Kerja Praktek
Program Kerja Praktek dilaksanakan oleh penulis selama 2 bulan (44 hari kerja). Program ini dimulai pada Senin, 2 Januari 2017 dan berakhir pada Kamis, 2 Maret 2017. Kerja Praktek ini dilakukan di PT. Indokuat Sukses Makmur, yang bertempat di Jl. Kranji Blok F-5 Delta Silikon 2 Cikarang, Kab. Bekasi, Jawa Barat.
1.4. Metode Kerja Praktek
Kerja Praktek dilakukan dengan menggunakan metode praktek langsung dan tidak langsung. Kegiatan yang dilaksanakan oleh penulis, antara lain :
1. Praktek Langsung
Praktek langsung dilakukan dengan cara melakukan pengujian sunlight test secara langsung, melakukan pengujian mutu sampel, pengumpulan data, serta diskusi dengan pembimbing lapangan, R&D, maupun bagian Quality Control.
2. Tidak Langsung
Praktek tidak langsung dilakukan dengan cara mencari literatur yang berhubungan dengan pengemasan botol produk LAB.
3 2. PROFIL PERUSAHAAN
2.1. Profil Singkat Perusahaan
PT. Indokuat Sukses Makmur berlokasi di Kawasan Industri Lippo Cikarang, Bekasi. Alamat lengkap PT. Indokuat Sukses Makmur yaitu di Jl. Kranji Blok F5 No 2A Delta Silikon II Lippo Cikarang Bekasi 17550, Indonesia. Dalam pelaksanaan Kerja Praktek ini, mahasiswa ditempatkan di departemen Research and Development (R&D) divisi
Packaging.
2.2. Sejarah Perusahaan
Pada awalnya, perusahaan ini bernama PT. Danone Dairy Indonesia, sebuah perusahaan multinasional yang bergerak di bidang dairy dengan merk dagang Milkuat. Perusahaan ini mulai dibangun pada 22 Desember 2003. PT. Danone Dairy Indonesia mulai melakukan produksi dan peluncuran produk pertamanya pada tahun 2004 dengan target pasar utamanya yaitu anak-anak dengan rentang usia 6-12 tahun. Produk-produk yang diluncurkan pada saat itu antara lain Milkuat Liquid Acid Beverage (LAB) dalam botol mini dan botol berbentuk tiger serta Milkuat bantal (Milkuat Pouch) dengan berbagai varian rasa.
PT. Danone Dairy Indonesia diakuisisi oleh PT. Indofood CBP Sukses Makmur Tbk. mulai tanggal 1 Januari 2015. Kemudian perusahaan ini berganti nama menjadi PT. Indokuat Sukses Makmur terhitung mulai tanggal 28 Januari 2015 yang diikuti dengan akuisisi merk dagang Milkuat. Hingga kini, perusahaan Indokuat berada di bawah naungan PT. Indolakto. PT. Indolakto sendiri merupakan perusahaan yang berada di bawah PT. Indofood CBP Sukses Makmur Tbk., yang bergerak di bidang dairy dengan
merk produk Indomilk. Produk yang kini diproduksi oleh PT. Indokuat Sukses Makmur
antara lain Milkuat bantal (pouch) rasa coklat dan krim stroberi, Milkuat LAB dengan rasa strawberry splash, mandarin orange, dan cooling apel dengan tetap mengutamakan target pasar terdahulu yaitu anak-anak.
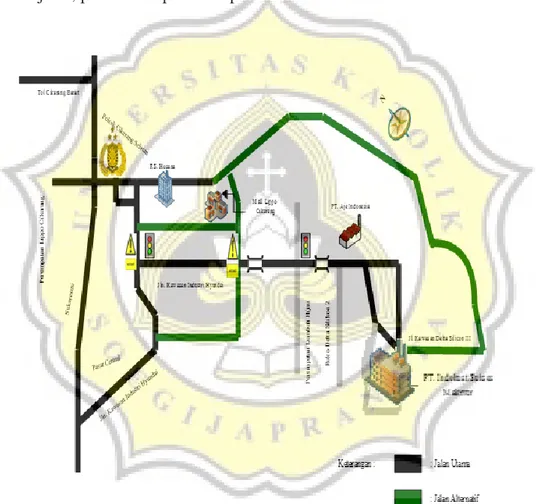
2.3. Lokasi Perusahaan
PT. Indokuat Sukses Makmur terletak di kawasan industri Lippo Cikarang, Bekasi,
Jawa Barat dan memiliki tanah seluas 13681,25 m2 serta luas bangunan sebesar 5616
m2. Batas batar yang berada di sekitar pabrik PT. Indokuat Sukses Makmur yaitu:
Batas kanan : PT. Graham
Batas kiri : PT. Abadi Mulia
Batas depan : PT. Danone Indonesia
Batas belakang : PT. Toyoplas
Untuk lebih jelas, peta lokasi pabrik dapat dilihat di Gambar 1.
Gambar 1. Peta Lokasi PT. Indokuat Sukses Makmur
Di PT. Indokuat Sukses Makmur terdapat dua bangunan yaitu bangunan utama pabrik dan ruang penyimpanan finish good yang terletak di samping gedung utama. Bangunan utama terdiri dari dua lantai, pada lantai pertama terdiri dari ruang penerimaan, ruang proses produksi, ruang penyimpanan raw material, ruang laboratorium (Quality
5
pengolahan limbah, parkiran, serta pos penjaga. Pada lantai dua digunakan sebagai ruang kantor, administrasi umum, toilet, pantry, laboratorium R&D, serta laboratorium mikrobiologi.
2.4. Visi dan Misi Perusahaan
PT. Indokuat Sukses Makmur memiliki visi yaitu “A Total Food Solutions Company”. Selain itu, misi yang dimiliki oleh PT. Indokuat Sukses Makmur yaitu:
Memberikan solusi atas kebutuhan pangan secara berkelanjutan Meningkatkan kompetensi karyawan, proses produksi dan teknologi
Memberikan kontribusi bagi kesejahteraan masyarakat dan lingkungan secara berkelanjutan
Meningkatkan nilai pada stakeholder secara berkesinambungan
Di samping itu, nilai yang dijunjung oleh PT. Indokuat Sukses Makmur yaitu “Dengan disiplin sebagai falsafah hidup; kami menjalankan usaha kami dengan menjunjung tinggi integritas; kami menghargai seluruh pemangku kepentingan dan secara bersama sama membangun kesatuan untuk mencapai keunggulan dan inovasi yang berkelanjutan”.
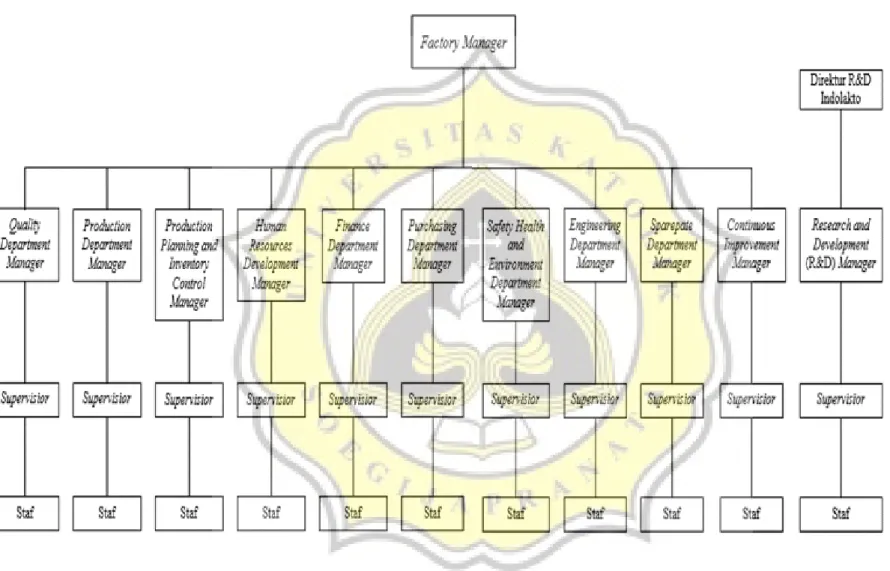
2.5. Struktur Organisasi dan Pembagian Kerja Perusahaan
PT. Indokuat Sukses Makmur memiliki 10 departemen yang dipimipin oleh seorang
factory manager. Kesepuluh departemen tersebut antara lain Departemen Produksi,
PPIC (Production Planning and Inventory Control), Departemen Purchasing, Departemen Continuous Improvement, Departemen SHE (Safety Health and
Environment), Departemen Gudang, Departemen Engineering, Departemen Finance,
Departemen Human Resource, dan Departemen Quality. Sedangkan departemen R&D dikepalai oleh seorang General Manager dan Quality Management yang berada di bawah Corporate R&D. Sehingga departemen ini tidak secara langsung berada di bawah kepemimpinan factory manager PT. Indokuat Sukses Makmur melainkan di bawah naungan PT. Indolakto. Struktur organisasi yang terdapat di PT. Indokuat Sukses Makmur dapat dilihat pada Gambar 2.
7
2.5.1. Departemen R&D (Research and Development)
Selama melakukan kerja praktek di PT. Indokuat Sukses Makmur, saya ditempatkan di departemen R&D. Departemen R&D merupakan departemen yang bertugas melakukan penelitian dan pengembangan formula, kemasan, serta jenis produk yang dihasilkan. Tim R&D akan memulai kegiatan penelitian ketika mendapatkan tugas maupun projek dari bagian pemasaran yang sebelumnya telah melakukan studi lapangan untuk meningkatkan kualitas dari produk yang diinginkan oleh konsumen maupun untuk meningkatkan penjualan produk. Selain itu, tim R&D juga bertugas untuk melakukan pengujian terhadap kualitas bahan baku alternatif yang ditawarkan oleh beberapa pemasok. Jenis-jenis projek yang biasa dilakukan oleh R&D antara lain perubahan formulasi produk, substitusi bahan baku produk dengan bahan baku alternatif, maupun pengembangan produk baru. Setelah mendapatkan projek, dilakukan tiga tahap penelitian yang meliputi Lab Scale, Pilot Scale/ Pilot Plant, dan Industrial Trial.
2.5.1.1. Lab Scale
Formulasi skala laboratorium atau lab scale merupakan proses produksi yang dilakukan oleh tim R&D dalam skala kecil, namun secara garis besar menyerupai alur produksi dari skala pilot dan skala industri. Proses formulasi pada skala laboratorium ini dilakukan sebagai langkah awal dalam pengembangan produk baru maupun untuk mencari bahan alternatif dalam pembuatan produk. Proses ini dilakukan untuk memastikan bahwa produk yang diuji nantinya dapat direalisasikan dan diterima oleh calon konsumen. Untuk menguji apakah produk yang dihasilkan dari produksi skala laboratorium ini diterima dengan baik, maka dilakukan uji organoleptik triangle test dan
preference test kepada minimal 30 orang panelis. Sampel yang akan diuji merupakan
sampel hasil formulasi dan sampel yang sebenarnya dan telah beredar di pasaran (existing). Uji triangle ini dikatakan berhasil apabila para panelis tidak dapat membedakan antara produk existing dengan produk hasil formulasi skala laboratorium. Apabila produk hasil formulasi berhasil, maka akan dilanjutkan dengan percobaan skala
pilot.
Tahap kedua adalah pilot scale/ pilot plant. Produksi skala pilot merupakan sistem produksi dalam skala kecil yang dilaksanakan untuk memperoleh informasi mengenai desain sistem produksi hasil formulasi dalam skala besar ke depannya. Tujuan dilakukannya produksi skala pilot ini adalah untuk mengurangi risiko yang mungkin terjadi selama proses produksi skala besar atau skala industri. Selain itu, produksi skala
pilot ini lebih murah secara ekonomi untuk dijadikan percobaan dibandingkan dengan
produksi skala besar. Segala hambatan dan kemungkinan kegagalan produk masih dapat diatasi melalui hasil evaluasi dari skala pilot ini.
Dengan adanya tahap pilot, dapat diperoleh informasi yang dapat membantu mengambil keputusan untuk pengembangan proses skala industri. Tahap ini merupakan jembatan untuk mendesain proses produksi skala besar karena produksi skala industri sendiri akan lebih sulit dirancang langsung dari tahap laboratorium. Dari hasil skala pilot ini, departemen R&D akan melakukan pengujian mutu produk secara berkala. Produk-produk ini nantinya juga diberi beberapa perlakuan yang berbeda, seperti penyimpanan
di dalam oven suhu 40oC dan lemari pendingin pada suhu 4oC. Pengujian mutu produk
dilakukan tiap minggu dan dibandingkan dengan sampel yang disimpan di dalam oven dan lemari pendingin. Dari hasil pengujian mutu produk tersebut, akan ditentukan apakah produk terebut dapat diproduksi dalam skala industri.
2.5.1.3.Industrial Trial
Tahap yang ketiga adalah industrial trial. Pada tahap ini akan dilakukan proses produksi dengan menggunakan alat-alat di bagian produksi mulai dari persiapan bahan baku, penuangan bahan baku, pencampuran, sterilisasi UHT, aseptic filling, dan pengepakan. Hasil produksi skala industri ini juga akan dipantau oleh tim R&D selama proses penyimpanan. Produk-produk yang ada akan diamati per minggu dan per bulan sesuai dengan tanggal, jam produksi, nomor mesin, dan kode produksi. Sampel produk yang akan diuji diberi perlakuan yang berbeda. Pada uji bulanan, produk akan disimpan pada suhu ruang. Sedangkan pada uji mingguan, produk akan disimpan di dalam oven
(40oC). Kedua sampel hasil perlakuan tersebut nantinya akan dibandingkan dengan
9
Setelah dilakukan tahapan penelitian formulasi produk, maka stabilitas dari produk akan diuji. Pengujian produk yang dilakukan pada tahap pilot scale dan industrial scale umumnya disebut sebagai uji stabilitas produk. Pengujian yang dilakukan meliputi uji fisiokimia seperti acidity, pH, kadar brix, total sediment, dan total endapan, sedangkan dari segi sensori dilakukan uji sensori stability, uji triangle, dan uji tingkat kesukaan.
Untuk pengujian pada kemasan produk, biasanya akan dilakukan pengujian terhadap perubahan bahan dasar pengemas, ukuran pengemas, maupun pengujian pada bahan pengemas dari pemasok yang berbeda. Pengujian yang biasa dilakukan pada kemasan seperti stress test, stacking test, serta pengujian secara manual untuk memastikan apakah ada kemasan yang rusak selama proses pengujian.
Stress test merupakan pengujian yang biasa diterapkan pada kemasan bantal dengan
cara meletakkan kemasan bantal yang telah diisi dengan produk ke dalam sebuah mesin. Mesin tersebut kemudian akan memberikan tekanan pada kemasan selama kurang lebih 5 menit. Ketika produk dalam kemasan tidak bocor maka kemasan dianggap baik dan dapat diterima. Stacking test merupakan pengujian kualitas pada kemasan tersier produk yang berupa corrugated cardboard. Pada karton yang akan diuji diisi dengan produk sesuai dengan kapasitas yang ditentukan. Sebanyak 1 tumpukan karton yang akan diuji diletakkan pada bagian paling bawah pallet, kemudian tumpukan karton yang akan diuji tersebut ditindih dengan tumpukan karton yang telah digunakan di pasaran sebanyak sebelas tumpuk. Sebuah pallet berisi tumpukan karton lainnya kemudian diletakkan di atas pallet yang berisi karton yang akan diuji. Pengujian stacking test pada kemasan dilakukan selama 14 hari, setelah 14 hari kemasan kemudian diambil dan dilakukan
drop test dengan cara menjatuhkan kemasan dari ketinggian. Kemasan yang akan di drop test dijatuhkan pada posisi horizontal, vertikal, serta miring dan diamati apakah
kemasan karton mengalami kerusakan.
2.6. Ketenagakerjaan Perusahaan
PT. Indokuat Sukses Makmur memiliki sekitar 328 karyawan yang bekerja dengan pembagian 28 orang yang bekerja di kantor (karyawan staf) dan memiliki lima hari kerja dari Senin hingga Jumat dalam satu minggu dan jam kerja dimulai pukul 08.00
hingga 17.00 WIB. Sebanyak 300 orang karyawan non staf memiliki jam kerja enam hari kerja dalam seminggu dimulai dari hari Senin hingga Sabtu dengan jam kerja dengan sistem shift.
Sistem shift yang berlaku pada hari Senin - Jumat yaitu:
Shift I : 07.00 - 15.00 WIB
Shift II : 15.00 - 23.00 WIB
Shift III : 23.00 - 07.00 WIB
Untuk hari Sabtu pembagian jam kerja shift yaitu:
Shift I : 07.00 – 12.00 WIB
Shift II : 12.00 – 17.00 WIB
11 3. SPESIFIKASI PRODUK
PT. Indokuat Sukses Makmur telah menghasilkan beberapa produk minuman mengandung susu seperti minuman bantal, LAB (Liquid Acidified Beverage), serta minuman bubuk (powder). Masing masing dari produk tersebut memiliki spesifikasi rasa yang berbeda beda. Jenis dari minuman mengandung susu yang dihasilkan oleh PT Indokuat Sukses Makmur dapat dilihat pada Tabel 1 di bawah ini.
Tabel 1. Produk Minuman Mengandung Susu yang Diproduksi PT. Indokuat Sukses Makmur
No Produk Keterangan
1 Milkuat EnerG
Varian kemasan – rasa 350 g – Cokelat
2 Milkuat Pouch
Varian kemasan – rasa
60 mL – Cokelat, Strawberry,
Blackcurrant
3 Milkuat LAB (Liquid Acidified
Beverage)
Varian kemasan – rasa
70 mL – Cooling apple, Mandarin
Orange, Strawberry Splash
130 mL – Cooling apple, Mandarin
Orange, Strawberry Splash
PT. Indokuat Sukses Makmur memiliki beberapa tempat produksi, yaitu di PT. ISAM Bandung yang memproduksi minuman LAB 130 mL, PT. Indokuat Sukses Makmur Lippo Cikarang yang memproduksi minuman bantal (pouch) serta LAB 70 mL, dan pabrik di Ciracas yang memproduksi minuman bubuk. Dalam laporan kerja praktek ini,
jenis produk yang akan digunakan sebagai objek penelitian yaitu minuman LAB 130 mL rasa strawberry.
13 4. PROSES PRODUKSI MINUMAN LAB
4.1. Bahan Baku Minuman LAB
Bahan bahan yang digunakan dalam pembuatan produk LAB antara lain sebagai berikut:
Air
Air yang digunakan merupakan air RO (Reverse Osmosis), air sebelumnya telah mengalami proses pengolahan dan telah melalui pengujian di departemen Quality
Control.
Gula
Gula yang digunakan yaitu jenis gula pasir. Gula ini memiliki warna putih, rasa manis, tidak berbau, serta berbentuk seperti kristal.
Skimmed Milk Powder
Merupakan susu bebas lemak yang dihasilkan dari pemisahan lemak dan sebagian besar air yang terdapat dalam susu segar. Skimmed milk powder berfungsi untuk meningkatkan nilai total padatan.
Whole Milk Powder
Merupakan susu yang mengandung sekitar 0,5% - 3% lemak bebas yang memiliki fungsi untuk melindungi partikel bubuk supaya tidak mudah lembab. Whole milk
powder dihasilkan dengan cara menghilangkan air dari susu yang telah mengalami
proses pasteurisasi dan homogenisasi. Penstabil Nabati
Merupakan bahan tambahan makanan yang berfungsi untuk menjaga struktur makanan, serta menstabilkan emulsi yang terbentuk. Penstabil dapat berperan dalam mencegah terpisahnya lapisan minyak dari komponen lainnya dalam produk pangan.
Pengatur Keasaman
Pengatur keasaman merupakan senyawa kimia yang bersifat asam dan merupakan salah satu bahan tambahan pangan yang sengaja ditambahkan ke dalam pangan dengan berbagai tujuan seperti penegas rasa dan warna, mencegah pertumbuhan mikroba yang tidak dikehendaki, dan juga dapat juga bertindak sebagai pengawet (Cahyadi, 2006). Sementara itu menurut Peraturan Menteri Kesehatan Republik Indonesia No.
722/Menkes.Per/IX/88, pengatur keasaman merupakan bahan tambahan pangan yang dapat mengasamkan, menetralkan, dan mempertahankan derajat keasaman.
Perisa
Perisa yaitu suatu bahan tambahan pangan yang berfungsi untuk menguatkan aroma dalam produk pangan. Perisa yang digunakan dalam pembuatan produk LAB terdapat dua jenis, yaitu yang bersifat alami dan sintetis.
Premix Vitamin
Merupakan bahan tambahan pangan yang ditambahkan ke dalam proses pembuatan bahan pangan dengan tujuan meningkatkan jumlah nutrisi dalam produk pangan tersebut. Premix mengandung komponen micronutrient seperti asam amino, vitamin, serta mineral serta vitamin A, B kompleks, serta vitamin D (Wilson dan Shah, 2007). Jenis vitamin yang terdapat dalam premix vitamin yang digunakan dalam pembuatan
produk LAB terdiri dari vitamin A, B1, B2, B3, B5, B9, B12, dan D. Penambahan premix
vitamin ini tidak mempengaruhi rasa, aroma, tekstur, serta kualitas produk pangan.
Puree
Puree yang digunakan di sini yaitu strawberry puree yang merupakan strawberry pulp
yang telah disaring dan diambil sarinya. Puree ini berfungsi sebagai penambah rasa pada produk LAB.
4.2. Produksi Minuman LAB
Di PT. Indokuat Sukses Makmur, proses produksi minuman LAB dilakukan dengan tahapan sebagai dijabarkan dibawah ini.
4.2.1. Persiapan Bahan Baku
Bahan baku yang akan digunakan seperti air, susu segar, gula pasir, susu skim bubuk, susu full cream bubuk, penstabil nabati, pengatur keasaman, perisa identik alami, perisa artifisial, premix vitamin, serta puree disiapkan. Umumnya, bahan baku ini disiapkan oleh bagian raw material sesuai dengan kuantitas yang diminta oleh departemen produksi. Mutu bahan baku yang akan digunakan diuji terlebih dahulu oleh bagian QC.
Standar yang diterapkan oleh departemen QC antara lain kadar lemak susu full cream > 26% serta kadar air ≤ 5%. Selain itu, terdapat parameter mutu lainnya yang ditetapkan seperti pH, kadar air, viskositas, brix, dan purity. Setelah QC menetapkan bahwa bahan
15
baku telah memenuhi standar, maka bahan bahan kemudian ditimbang sesuai dengan formulasi yang telah ditetapkan. Bahan yang telah memenuhi standar yang telah ditentukan akan diberi stiker berwarna hijau.
Gambar 3. Proses Produksi Minuman LAB
4.2.2. Penuangan (Dumping)
Dumping merupakan proses penuangan bahan baku yang akan digunakan ke dalam
mesin triblender.
4.2.3. Pencampuran Bahan (Mixing)
Pencampuran bahan merupakan tahap mencampurkan semua bahan baku yang akan digunakan supaya campuran yang didapat menjadi homogen. Tahap ini dilakukan di dalam tangki mixing yang dilengkapi dengan agitator. Selama tahap ini berlangsung
Persiapan bahan baku
Penuangan bahan Sterilisasi UHT Filling Pasteurisasi Pelabelan Penyimpanan Distribusi
Gula pasir, susu
skim bubuk,
susu full cream bubuk, penstabil nabati, pengatur keasaman, perisa indentik dan artifisial, premix vitamin, puree Air panas Botol & Lid Alu Air panas Sleeve
terdapat proses sirkulasi yang berlangsung selama 30 menit dengan menghasilkan suhu
campuran sekitar 15-20oC serta proses filtrasi dengan menggunakan alat strainer yang
bertujuan untuk menghilangkan kontaminan fisik yang mungkin terbawa dari proses sebelumnya.
4.2.4. Sterilisasi Produk Secara UHT (Ultra-High Temperature)
Menurut Widodo (2003) sterilisasi merupakan sebuah proses pengolahan yang memiliki tujuan membunuh seluruh bakteri baik yang bersifat patogen maupun non-patogen serta untuk menurunkan jumlah spora bakteri supaya produk memiliki umur simpan lebih lama. Proses sterilisasi secara UHT ini meliputi beberapa tahap, yaitu pre-heating,
heating, dan cooling. Proses sterilisasi yang dilakukan di PT. Indokuat Sukses Makmur
dalam pembuatan produk LAB menggunakan jenis pemanasan tidak langsung dimana bahan pemanas tidak bersentuhan langsung dengan produk.
Proses sterilisasi produk LAB dimulai dengan tahap pre-heating menggunakan air
panas sebagai media untuk meningkatkan suhu dari produk mencapai 70oC – 85oC.
Tahap heating dilakukan dalam alat THE (Turbular Heat Exchanger) untuk mencapai
suhu 131oC selama 50 detik. Produk kemudian dihomogenisasi dengan menggunakan
alat homogenizer bertekanan 200 bar pada suhu 65oC. Proses homogenisasi ini
bertujuan untuk menyeragamkan ukuran dari globula-globula lemak yang terdapat pada produk. Tahap terakhir yang dilakukan dalam proses sterilisasi ini yaitu cooling, produk
didinginkan hingga suhu turun mencapai 25oC. Produk kemudian dimasukkan ke tangki
UCT (Ultra Clean Tank) untuk menampung sementara produk sebelum dipindahkan produk ke mesin filling. Suhu produk yang ditampung dalam tangki UCT berkisar
antara 25 – 30oC
4.2.5. Filling dan Penutupan Produk
Proses pengisian produk ke dalam pengemas berupa botol dimulai dengan memasukkan botol-botol yang berasal dari pemasok ke dalam mesin. Botol dimasukkan ke dalam mesin menggunakan conveyor kemudian botol mengalami proses unscramble, yaitu proses membalik botol dengan menggunakan mesin khusus dan botol akan disemprot
17
dengan udara yang bertujuan untuk menghilangkan kontaminan yang mungkin masih tertinggal di dalam botol.
Proses filling produk ke dalam produk dilakukan secara otomatis oleh mesin Rotary
Filling Machine dan penutup botol berupa lid alu direkatkan ke botol. Suhu dari produk
yang akan dimasukkan ke dalam botol yaitu sekitar 25oC. Setelah lid alu direkatkan ke
bibir botol, kode produksi, tanggal kadaluwarsa, serta informasi lainnya dicetak secara otomatis pada bagian atas lid alu dengan menggunakan sensor yang ada di dalam mesin.
4.2.6. Pasteurisasi
Proses pasteurisasi dilakukan setelah proses filling produk ke dalam botol. Proses pasteurisasi ini bertujuan untuk memastikan ulang tidak terdapat mikroba dalam produk
maupun menghilangkan mikroba kontaminanyang mungkin masih terdapat dalam botol
selama proses filling. Proses pasteurisasi menggunakan air panas dengan suhu yang berbeda beda pada zona yang berbeda sebagai media. Alat yang digunakan dalam proses pasteurisasi dinamakan Tunnel Pasteurized. Pada tabel 2 di bawah ini akan dijabarkan suhu, waktu serta tahapan yang terjadi pada zona yang berbeda.
Tabel 2. Zona Pasteurisasi
Zona Suhu Tahap
1 80 Pre-heating I 2 89.5 Pre-heating II 3 89.5 pasteurisasi 15 menit Heating 4 89.5 5 80 Cooling I 6 65 Cooling II 7 50 Cooling II
Perbedaan zona yang ada dalam proses pasteurisasi ini didasarkan atas perbedaan suhu yang digunakan selama proses, sehingga dari perbedaan suhu ini dapat dikarakteristikkan tahap pasteurisasi yang sedang dilakukan.
4.2.7. Pelabelan (Sleeving)
Proses pelabelan dimulai dari setelah botol keluar dari proses pasteurisasi. Botol akan berjalan melalui conveyor dan masuk ke sleeving machine. Di dalam mesin, sleeve akan
menyelubungi botol dan terpotong secara otomatis dengan cara membaca sensor yang ada pada lembaran sleeve. Botol yang keluar dari sleeving machine kemudian akan masuk ke shrink tunnel machine untuk melekatkan sleeve pada botol mengikuti bentuk
botol dengan menggunakan sistem uap dengan suhu 102oC – 104oC bertekanan 5 atm.
4.2.8. Pengepakan
Setelah keluar dari shrink tunnel machine botol kemudian akan dikemas ke dalam karton. Botol diambil oleh mesin pick and place robotic dan dimasukkan ke dalam karton lalu oleh operator ditambahkan sedotan secara manual. Karton berisi botol kemudian disealing secara otomatis menggunakan carton sealer machine serta pada karton dicetak tanggal dan kode produksi. Karton lalu dipindahkan melalui conveyor menuju ke ruang finish good.
4.2.9. Penyimpanan
Produk disimpan di ruang warehouse atau finish good dengan cara karton ditumpuk di atas pallet. Untuk produk LAB 70 mL dalam 1 pallet terdiri dari 11 tumpuk dengan masing masing tumpuk terdiri dari 10 karton. Untuk produk LAB 130 mL dalam 1
pallet terdiri dari 9 tumpuk dengan masing masing tumpuk terdiri dari 15 karton.
Produk dikeluarkan dari warehouse dengan sistem FEFO (First expired first out) dan produk akan disimpan dahulu di gudang selama 4 hari sebelum dipasarkan untuk menunggu hasil analisa dari QC bahwa produk telah memenuhi standar yang ditetapkan.
19 5. PENGEMASAN PRODUK LAB
Pengemasan pada makanan memiliki tujuan yaitu untuk mempertahankan mutu makanan, menjaga warna makanan supaya tidak berubah, memikat konsumen, memberikan kemudahan penyimpanan dan distribusi, serta untuk meminimalisasi kemungkinan terjadinya kontaminasi dari udara, air, maupun tanah yang disebabkan baik oleh mikroorganisme maupun bahan kimia (Winarno, et al., 1986).
Selain itu ada juga beberapa faktor yang harus dipertimbangkan terkait dengan pengemasan bahan pangan, seperti:
a. Sifat bahan pangan
b. Keadaan lingkungan
c. Sifat bahan pengemas
Terdapat dua jenis atau wadah pengemasan bahan pangan, yaitu wadah utama (primer) dan wadah kedua (sekunder). Wadah primer merupakan wadah yang berhubungan secara langsung dengan bahan pangan sementara wadah sekunder merupakan wadah yang tidak berhubungan langsung dengan bahan pangan. Karakteristik dari wadah primer yang harus dipenuhi yaitu bersifat non toksik dan inert. Selain itu menurut Winarno (1983) ada juga syarat-syarat tertentu yang harus dipenuhi oleh wadah primer tergantung dari jenis bahan pangan yang dikemas, seperti melindungi bahan pangan dari kontaminasi, melindungi kandungan air dan lemak, mencegah masuknya bau dan gas, melindungi bahan pangan dari paparan cahaya matahari, serta tahan terhadap tekanan maupun benturan.
Pada wadah sekunder biasanya dilengkapi dengan label dan hiasan yang memiliki fungsi yaitu:
a. Memudahkan dalam mengidentifikasi produk yang dikemas
b. Memberi informasi mengenai merek dagang dan kualitasnya
c. Menarik minat konsumen
d. Memberi keterangan mengenai cara penggunaan produk yang dikemas
Jenis bahan pengemas yang digunakan sebagai pengemas primer produk LAB ini terbuat dari plastik jenis HDPE, sedangkan untuk pengemas sekunder digunakan plastik jenis PVC yang dilapisi dengan film berwarna hitam. Untuk kemasan tersier digunakan kertas karton jenis corrugated cardboard. Untuk penutup dari botol plastik digunakan lembaran aluminium (Lid Alu). Plastik HDPE memiliki jumlah rantai cabang lebih sedikit dibandingkan dengan LDPE, hal ini menyebabkan plastik HDPE memiliki sifat bahan lebih kuat, keras berwarna putih buram, serta memiliki daya tahan lebih tinggi dalam suhu tinggi (Harper, 1975). Untuk penutup botol digunakan bahan berupa lid alu, dimana bahan ini terdiri dari tiga lapisan, yaitu lapisan pertama berupa PET (Polyethilene Terephthalate), alumunium untuk lapisan kedua, serta L-LDPE (Linier
Low Density Polyethylene) untuk lapisan ketiga.
Sementara untuk pengemas sekunder digunakan plastik jenis PVC yang dilapisi dengan film berwarna hitam. Pengemas sekunder ini disebut juga dengan sebutan sleeve.
Polyvinyl chloride (PVC) merupakan hasil dari polimerisasi dengan bantuan katalis dari
monomer vinyl chloride. Pemilihan jenis plastik PVC sebagai pengemas sekunder karena sifatnya yang mudah dibentuk selama proses sleeving. Bagian dalam dari sleeve dilapisi dengan film berwarna hitam yang berfungsi untuk perlindungan terhadap masuknya sinar UV kedalam produk. Jika sleeve tidak dilapisi dengan lapisan film hitam, maka dapat terjadi kemungkinan migrasi molekul gas dari dan ke dalam produk melalui pori-pori pada plastik sleeve. Untuk pengemas tersier, digunakan bahan berupa
corrugated cardboard yang berfungsi untuk mengurangi pergeseran dari bagian dalam
kemasan sehingga mampu menahan beban yang diberikan dari atas dan mampu menahan tekanan yang diberikan selama proses transportasi.
Gambar 4. Botol Pengemas Produk LAB 130 mL
Gambar 5. Botol Pengemas Produk LAB 130 mL dilapisi dengan Sleeve
21
6. PENGUJIAN KUALITAS PRODUK MILKUAT LAB 130 mL MENGGUNAKAN METODE SUNLIGHT TEST
6.1. Latar Belakang Penelitian
Pengemasan merupakan suatu cara untuk melindungi bahan pangan dari kontaminasi, menjaga mutu makanan, serta memudahkan untuk penyimpanan. Di PT. Indokuat Sukses Makmur terdapat botol HDPE yang digunakan sebagai pengemas primer, plastik PVC yang dilapisi dengan film hitam sebagai pengemas sekunder, serta corrugated
cardboard yang berfungsi sebagai pengemas tersier. Bahan-bahan pengemas tersebut
didapatkan dari pemasok yang berbeda-beda. Pemasok yang dapat melakukan kerja sama dengan PT. Indokuat Sukses Makmur tentu telah memenuhi standar dan pertimbangan yang telah ditentukan oleh perusahaan. Untuk mengemas produk dengan menggunakan bahan pengemas, tentu dibutuhkan biaya untuk operasional maupun bahan pengemas itu sendiri. Dalam perjalanannya PT. Indokuat Sukses Makmur akan mencari inovasi untuk menurunkan biaya produksi sehingga keuntungan yang dihasilkan akan semakin besar.
Salah satu inovasi yang dilakukan oleh PT. Indokuat Sukses Makmur yaitu dengan menurunkan panjang dari sleeve produk LAB 130 mL dari 130 mm menjadi 128 mm. diketahui bahwa sleeve ini dilapisi dengan lapisan film hitam berfungsi untuk mencegah sinar Ultraviolet (UV) masuk ke dalam produk. Sinar Ultraviolet (UV) yang terkandung dalam sinar matahari dapat mempengaruhi kualitas dari produk yang terpapar. Pengaruh sinar UV tersebut antara lain:
Pengaruh sinar UV terhadap Warna
Pewarna yang digunakan dalam produksi makanan maupun minuman pada dasarnya mampu menangkal pengaruh paparan sinar UV. Ketika bahan pewarna direaksikan dengan material tertentu maka pewarna menjadi tidak stabil. Salah satunya yaitu ketika senyawa asam ditambahkan ke produk minuman maka akan menyebabkan warna menjadi memudar ketika terpapar sinar UV.
Vitamin merupakan nutrien yang sensitif terhadap perubahan suhu, oksigen, dan cahaya. Jenis vitamin yang sensitif terhadap perubahan cahaya antara lain vitamin A, B2, B6, B12, serta asam folat.
Pengaruh sinar UV terhadap Rasa
Rasa dari suatu produk dapat berubah karena adanya sinar UV, seperti penurunan cita rasa setelah terpapar sinar matahari. Flavor yang terdapat dalam produk juga turut mempengaruhi perubahan rasa yang terjadi, flavor memiliki sifat volatil dan rentan terhadap panas. Ketika suatu produk terpapar cahaya maka flavor akan mengalami degradasi dan mengubah rasa pada produk.
Dengan penurunan panjang sleeve ini, dikhawatirkan akan mempengaruhi kualitas dari produk. Untuk mengetahui terjadinya perubahan kualitas produk perlu dilakukan suatu penelitian. Salah satu metode penelitian yang dapat digunakan yaitu metode sunlight
test. Sunlight test merupakan suatu analisa kuantitatif dalam sensori dengan
menggunakan metode QDA (Quantitative Descriptive Analysis). Sunlight test dilakukan dengan meletakkan sampel di bawah sinar matahari selama waktu yang telah ditentukan. Pengujian dengan menggunakan metode sunlight test ini bertujuan untuk mengetahui adanya perbedaan yang terjadi ketika komposisi dari bahan pengemas produk mengalami modifikasi, sehingga dapat diketahui ada tidaknya pengaruh maupun perubahan yang terjadi dari mutu produk dalam kemasan yang terpapar sinar matahari.
6.2. Tujuan Penelitian
Tujuan dilakukannya penelitian ini yaitu untuk mengetahui pengaruh dari penurunan panjang sleeve pada botol LAB (Liquid Acidified Beverage) terhadap kualitas produk yang diuji.
6.3. Metode Penelitian 6.3.1. Sunlight Test
Metode sunlight test ini dilakukan dengan meletakkan botol yang berisi produk dan dibungkus dengan plastik wrap yang kemudian diletakkan di bawah paparan sinar matahari. Pengujian dilakukan selama dua minggu, dan selama masa pengujian pada
23
hari ke 0, 3, 6, 11, dan 14 produk diambil dan dilakukan pengujian sensori oleh tim R&D.
Dalam pengujian menggunakan metode sunlight test ini, terdapat dua jenis sampel yang digunakan, yaitu sampel existing dengan panjang sleeve 130 mm serta sampel trial dengan panjang sleeve 128 mm. Selain itu juga terdapat dua kondisi atau suhu yang digunakan yaitu pada suhu refrigerator sebagai kontrol dan pada kondisi terbuka yang terkena paparan sinar matahari secara langsung. Sampel yang akan digunakan untuk analisa sunlight test diletakkan di tempat terbuka yang terkena paparan sinar matahari selama 14 hari. Pada hari ke 0, 3, 7, 10, serta 14 masing masing sampel diambil dan dilakukan uji fisika-kimia maupun uji sensori untuk mengetahui perubahan mutu terhadap kualitas produk.
6.3.2. Uji Fisika-Kimia
Parameter yang diuji dalam uji fisika – kimia ini meliputi pH, brix, sedimen, total solid, serta acidity. Sebelum dilakukan pengujian, sampel dikocok terlebih dahulu sehingga tidak terdapat endapan di bagian dasar botol.
pH
Pengujian pH dilakukan dengan menggunakan pH meter. Sebelum digunakan, pH meter akan dikalibrasi terlebih dahulu dengan menggunakan larutan buffer pH 4 dan 7. Kemudian pH meter dicelupkan ke dalam sampel dan ditunggu beberapa saat hingga muncul nilai pH. Pengulangan pengukuran nilai pH dilakukan beberapa kali untuk mendapatkan nilai yang stabil.
Brix
Pengujian brix dilakukan untuk mengetahui tingkat kepekatan warna dari sampel. Pengujian ini dilakukan dengan meletakkan beberapa tetes sampel ke alat brix
refractometer digital. Kemudian alat akan memancarkan sinar untuk mengukur
intensitas cahaya yang dapat ditembus. Semakin tinggi nilai yang dihasilkan oleh
brix, maka tingkat kepekatan akan semakin tinggi (Harrill, 1998).
Sedimen
Pengujian sedimen ini dilakukan dengan menggunakan sentrifugasi. Sampel akan dimasukkan ke dalam tabung sentrifugasi sebanyak 10 mL dan disentrifugasi selama
10 menit dengan kecepatan 5000 rpm. Kemudian bagian cairan dibuang dan volume endapan yang terbentuk dihitung.
Total Solid
Pengujian total solid dilakukan dengan menggunakan alat moisture balance. Sampel akan disebarkan secara merata pada plate sebanyak 1 gram dan kemudian akan diproses dengan menggunakan panas, kadar total solid dibaca dalam satuan persentase.
Acidity
Pengukuran tingkat acidity ini dilakukan dengan cara menuangkan sebanyak 1 gram sampel ke dalam erlenmeyer. Kemudian sampel dilarutkan dengan menambahkan air hingga mencapai 25 mL dan ditambah dengan indikator PP sebanyak 3 tetes. Sampel kemudian dititrasi dengan menggunakan larutan NaOH 0,1N hingga warna berubah menjadi merah muda. Volume yang digunakan selama titrasi dicatat dan tingkat acidity diukur menggunakan rumus.
6.4. Hasil dan Pembahasan
Terdapat berbagai metode analisa yang dapat digunakan untuk menganalisa data yang dihasilkan. Di PT. Indokuat Sukses Makmur sendiri menggunakan metode Quantitative
Descriptive Analysis (QDA). Quantitative Descriptive Analysis (QDA) merupakan salah
satu metode utama analisa deskriptif dalam evaluasi sensori. Tujuan awal dari analisa ini yaitu untuk menangani analisa statistik yang buruk dari data yang didapat dari flavor
profile serta metode deskriptif lainnya (Meilgaard et al., 2007). Pemilihan penggunaan
metode QDA ini dikarenakan dengan menggunakan metode ini analisa sensori yang dihasilkan lebih rinci serta perhitungan dengan statistik dapat lebih luas. Menurut Clark
et al. (2009) evaluasi sensori merupakan salah satu komponen kritis yang dapat
mempengaruhi persepsi kualitas oleh konsumen terhadap suatu produk minuman. Karena itu penting dalam proses pengembangan suatu produk baru untuk diuji dari segi sensori apakah produk baru tersebut dapat diterima dengan baik di kalangan konsumen.
Dalam metode QDA, evaluasi produk dilakukan pada waktu yang bersamaan oleh beberapa panelis yang ditempatkan pada lokasi yang berbeda untuk mencegah terjadinya interaksi antar panelis serta konsentrasi panelis dalam melakukan sensori
25
tidak terganggu (Meilgaard et al., 2007). Teori yang disampaikan ini kurang sesuai dengan yang dilakukan di PT. Indokuat Sukses Makmur karena waktu sensori yang dilakukan oleh panelis berbeda-beda. Perbedaan waktu yang terjadi ini karena panelis yang melakuka sensori tidak selalu berada di tempat dan tidak dapat melakukan pengujian secara langsung.
Uji QDA digunakan untuk menilai karakteristik dari atribut mutu sensori dalam bentuk angka pada range tertentu. Metode QDA ini dalam lingkup industri dapat berguna untuk:
Menilai mutu sampel baru terhadap sampel lama
Mendapatkan mutu sampel yang seragam dari waktu ke waktu Menganalisa penyebab penurunan mutu sampel
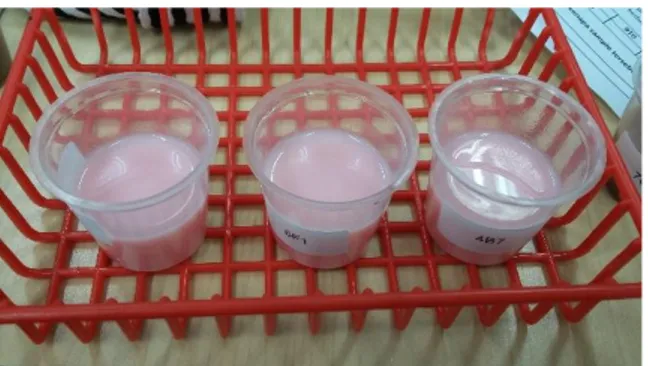
Metode QDA yang dilakukan di PT. Indokuat Sukses Makmur yaitu dengan cara menyajikan sampel untuk panelis dalam beberapa cup sampling yang telah diberi kode tertentu dan diletakkan dalam sebuah tray. Kode yang digunakan dalam pengujian ini yaitu berupa campuran 3 digit yang terdiri dari angka dan huruf yang ditulis secara acak namun panel harus mengetahui jenis sampel yang diberi kode. Pemberian kode ini berfungsi supaya produk yang diuji tidak tertukar. Dalam pemberian kode sebaiknya dihindari adanya angka maupun huruf ganda, angka maupun huruf yang merepresentasikan perusahaan, kode area, maupun urutan angka sampel sehingga tidak menyebabkan penilaian menjadi bias (Meilgaard et al., 2007). Panelis kemudian akan menilai sensori dari sampel yang meliputi parameter flavor, off note, serta overall
quality dalam range angka dari 0 hingga 7. Hasil dari pengujian QDA ini kemudian
akan dianalisa dengan menggunakan statistik metode T- Test. Menurut Meilgaard et al. (2007) data hasil sensori panelis tidak didiskusikan satu sama lain oleh antar panelis setelah mereka selesai melakukan uji sensori. Hasil sensori kemudian dianalisa secara statistik dan dihasilkan data berupa grafik.
Jenis metode statistik yang digunakan untuk analisa data yang diperoleh yaitu dengan menggunakan metode T-Test. Uji T-Test digunakan untuk mencari perbedaan pada perlakuan yang sama sekali berbeda atau dari kedua perlakuan yang dianggap berpasangan (Inc, 2010). Dalam pengujian ini perlakuan berbeda yang dimaksud yaitu
antara botol LAB dengan panjang sleeve 130 mL dan 128 mL. Pengujian T-Test ini dilakukan dengan menggunakan perhitungan melalui Ms.Excel. Dalam proses perhitungan ini, diperlukan adanya hipotesis untuk menjawab pertanyaan yang berkaitan dengan tujuan penelitian. Hipotesis yang dibuat yaitu :
H0 : Pengurangan panjang sleeve pada botol LAB tidak mempengaruhi kualitas
produk
H1 : Pengurangan panjang sleeve pada botol LAB mempengaruhi kualitas produk
Parameter yang dihitung dalam pengujian T-Test ini antara lain count, varian, F Tabel, F Hitung, serta P Value. Nilai P Value merupakan tingkat kesalahan yang didapat dari perhitungan. Dalam pengujian ini, digunakan batas kritis (α) sebesar 0,05. Jika nilai
P-Value yang didapat lebih besar α maka nilai H0 diterima dan sebaliknya. Count di gunakan untuk menghitung jumlah data yang digunakan. Nilai varian dihitung untuk mengetahui keberagaman data yang ada. Untuk nilai F Tabel menunjukkan tingkat signifikansi dari sebuah analisis, sementara F Hitung menunjukkan nilai perhitungan yang kemudian dibandingkan dengan F Tabel.
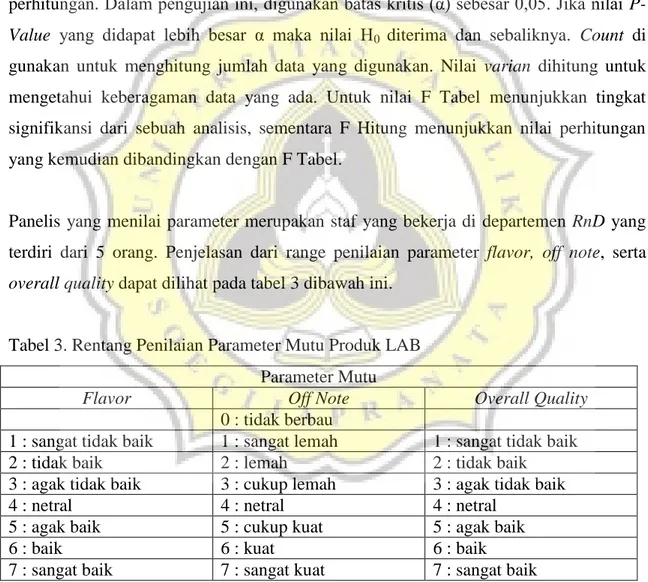
Panelis yang menilai parameter merupakan staf yang bekerja di departemen RnD yang terdiri dari 5 orang. Penjelasan dari range penilaian parameter flavor, off note, serta
overall quality dapat dilihat pada tabel 3 dibawah ini.
Tabel 3. Rentang Penilaian Parameter Mutu Produk LAB Parameter Mutu
Flavor Off Note Overall Quality
0 : tidak berbau
1 : sangat tidak baik 1 : sangat lemah 1 : sangat tidak baik
2 : tidak baik 2 : lemah 2 : tidak baik
3 : agak tidak baik 3 : cukup lemah 3 : agak tidak baik
4 : netral 4 : netral 4 : netral
5 : agak baik 5 : cukup kuat 5 : agak baik
6 : baik 6 : kuat 6 : baik
27
Gambar 6. Penyajian Sampel Untuk Sensori
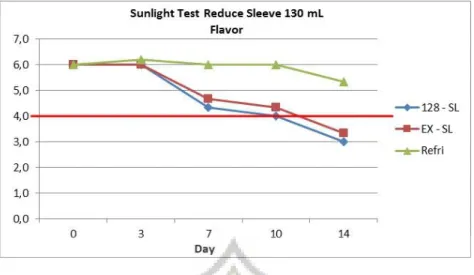
6.4.1. Flavor
Untuk mempermudah proses analisa sensori QDA, maka dalam pembacaan grafik digunakan kode untuk membedakan sampel yang diujikan. Untuk sampel dengan panjang sleeve 130 mm diberi kode „Ex‟ yang berarti existing, sementara untuk sampel dengan panjang sleeve 128 mm akan diberi kode „128‟
Di PT. Indokuat Sukses Makmur, standar flavor yang ditentukan yaitu tidak boleh di bawah 4. Pada Gambar 7 di bawah ini dapat dilihat bahwa sampel yang disimpan dalam suhu refrigerator tidak mengalami penurunan nilai yang signifikan. Sementara untuk sampel existing dan 128 diketahui mengalami penurunan nilai yang cukup signifikan selama rentang waktu hari ke 3 hingga ke 7, dan selama rentang waktu hari ke 10 hingga ke 14 diketahui nilai flavor mengalami penurunan hingga di bawah 4. Sampel 128 mengalami penurunan nilai flavor yang lebih rendah dibandingkan dengan sampel existing. Penurunan nilai ini dapat terjadi karena pengaruh dari pengurangan panjang sleeve sehingga kesempatan produk terpapar sinar matahari lebih tinggi, dan dapat menyebabkan flavor yang memiliki sifat volatile dan rentan terhadap panas mengalami degradasi dan mengubah rasa pada produk.
Gambar 7. Flavor Sampel Sunlight Test
Sementara ketika diuji dengan menggunakan metode T-Test, di dapatkan hasil nilai dari
P value lebih dari 0,05, hal ini menjelaskan bahwa tidak terdapat perbedaan nyata
antara sampel existing yang memiliki panjang sleeve 130 mm dengan sleeve yang memiliki panjang 128 mm. Meskipun hasil pada grafik menunjukkan bahwa sampel dengan panjang sleeve 128 menghasilkan nilai flavor lebih rendah dibandingkan dengan sampel existing, hasil perhitungan T-test menunjukkan bahwa tidak terdapat perbedaan nyata antara sampel existing dengan sampel dengan panjang sleeve 128 mm. Hal ini dikarenakan panelis merasa bahwa flavor yang dihasilkan oleh sampel dengan panjang sleeve 128 mm masih dapat diterima oleh indera.
6.4.2. Off Note
PT. Indokuat Sukses Makmur mencantumkan standar bahwa nilai dari off note tidak boleh melebihi dari 2. Pada Gambar 8 dibawah ini, dapat dilihat bahwa nilai dari sampel yang di simpan pada suhu refrigerator tidak mengalami kenaikan nilai yang signifikan dan berada pada nilai 0 yang berarti tidak berbau dan mulai terdapat bau pada hari ke 14. Sementara untuk sampel existing dan 128 diketahui mengalami kenaikan nilai yang cukup signifikan pada rentang waktu hari ke 3 hingga hari ke 7 dan pada hari ke 10 nilai dari off note melebihi dari 2 dimana menunjukkan bahwa produk sudah tidak di kehendaki.
29
Pada sampel 128 diketahui memiliki kenaikan nilai yang cukup tinggi di bandingkan dengan sampel existing, terutama pada rentang waktu hari ke 10 hingga hari ke 14. Kenaikan nilai ini mengindikasikan bahwa sampel 128 memiliki aroma plastik yang lebih terasa dan hal ini dapat terjadi karena adanya penurunan panjang sleeve sehingga memungkinkan cahaya matahari yang mengandung sinar UV masuk ke dalam produk dan produk mengalami kontak langsung sinar matahari sehingga terjadi migrasi partikel dari plastik ke produk. Selain itu, menurut Clark et al. (2009) off note dapat terjadi karena komponen penyusun kemasan akan mempercepat proses auto-oksidasi lemak
dan mengahasilkan senyawa-senyawa seperti aldehid, keton, dan kesan bau busuk lainnya pada produk apabila plastik pelapis dalam kemasan mengalami degradasi
Sementara jika dilihat dari hasil perhitungan T-Test, diketahui bahwa nilai P value lebih besar dari 0,05. Hal ini menandakan bahwa tidak terdapat perbedaan secara nyata antara sampel existing dengan panjang sleeve 130 mm dan 128 mm dan masih dapat diterima. Sama seperti hasil analisa flavor, meskipun hasil pada grafik menunjukkan bahwa sampel dengan panjang sleeve 128 menghasilkan nilai off note lebih rendah dibandingkan dengan sampel existing, hasil perhitungan T-test menunjukkan bahwa tidak terdapat perbedaan nyata antara sampel existing dengan sampel dengan panjang
sleeve 128 mm. Hal ini dikarenakan panelis merasa bahwa tingkat off note yang
dihasilkan oleh sampel dengan panjang sleeve 128 mm masih dapat diterima oleh indera.
6.4.3. Overall Quality
Overall quality merupakan kualitas produk secara keseluruhan yang dapat dirasakan
oleh indera yang meliputi aroma, rasa, penampakan, maupun warna. PT. Indokuat Sukses Makmur mencantumkan standar dimana nilai parameter dari overall quality yang dicapai tidak boleh dibawah 4. Pada gambar 9 di bawah ini, dapat dilihat overall
quality dari produk yang disimpan dalam suhu refrigerator memiliki kualitas yang
relatif stabil pada rentang nilai 6 dan mulai menurun pada hari ke-14. Untuk sampel
existing dan 128 dapat diketahui mengalami penurunan nilai seiring dengan lama waktu
yang diberikan. Penurunan nilai paling signifikan terjadi pada rentang waktu hari ke 3 hingga ke 7. Sementara pada hari ke 14 diketahui overall quality yang didapat telah mencapai angka dibawah 4. Pada grafik juga ditunjukkan bahwa nilai dari sampel
existing lebih tinggi dibandingkan dengan sampel 128
Untuk mengetahui ada tidaknya pengaruh pengurangan panjang sleeve, maka dilakukan uji T-Test. Dari hasil penghitungan dengan menggunakan metode T-Test didapatkan hasil berupa tidak terdapat perbedaan nyata dari sampel dengan panjang sleeve 130 mm dan 128 mm, hal ini dikarenakan nilai dari P value yang didapat lebih besar dari 0,05. .
31 7. KESIMPULAN
Berdasarkan hasil pengujian fisika-kimia yang meliputi parameter pH, brix, sedimen, total solid, dan acidity, serta evaluasi sensori yang dilakukan oleh panelis dengan menggunakan metode T-Test dapat diketahui bahwa tidak terdapat perbedaan nyata dalam hal parameter mutu produk pada sampel dengan penurunan panjang sleeve menjadi panjang 128 mm dengan panjang sleeve existing 130 mm. Kualitas produk masih dapat diterima oleh konsumen secara sensori.
32
Cahyadi, Wisnu. (2006). Analisis & Aspek Kesehatan Bahan Tambahan Pangan. Jakarta. PT. Bumi Aksara.
Clark, S. et al. (2009). The Sensory Evaluation of Dairy Products 2, Illustr ed., Springer Science & Business Media.
Harrill, Rex. (1998). Using A Refractometer To Test The Quality of Fruits &
Vegetables. Keedysville. Pineknoll Publishing.
Inc, Minitab. (2010). "Statistical Inference and t-Tests." Vers. 1.0.
www.minitab.com..http://www.minitab.com/uploadedFiles/Documents/sample-materials/TrainingTTest16EN.pdf. Diakses 24 Mei 2017.
Meilgaard M., Civille GV., Carr BT. (2007). Sensory Evaluation Techniques. 4th ed. Boca Raton, FL. CRC Press.
Peraturan Menteri Kesehatan Republik Indonesia No. 722/Menkes.Per/IX/88.
Sacharow. S. & R.C. Griffin. (1980). Principles of Food Packaging. The AVI Publishing. Co. Inc. Westport. Connecticut.
Widodo. (2003). Teknologi Proses Susu Bubuk. Yogyakarta. Lacticia Press.
Wilson, N, & N.P. Shah. (2007). Microencapsulation of Vitamins. ASEAN Food
Journal 14 (1): 1-14.
Winarno, F.G. (1983). Gizi Pangan, Teknologi dan Konsumsi. Jakarta. Gramedia. Winarno, F.G., Srikandi F. & Dedi F. (1986). Pengantar Teknologi Pangan. Jakarta. PT.
33 9. LAMPIRAN