Hal 1 dari 8
SISTEM KONTROL PADA PROSES PENYEPUHAN DAN PENDINGINAN BESI DI PT.ASIARAYA FOUNDRY Wahyu Hidayat, Indra Roza Teknik Elektro, Jurusan Teknik Elektro
Sekolah Tinggi Teknik Harapan Homepage : www.stth-medan.ac.id Email : [email protected]
Abstrak
Sistem kontrol dapat mengendalikan proses tersebut sehingga sistem dapat berjalan sesuai dengan yang diharapkan. Di PT. Asia Raya Foundry menerapkan prinsip sistem kontrol pada proses produksinya. Salah satu proses yang terdapat pada PT. Asia Raya Foundry adalah proses penyepuhan dan pendinginan besi. Proses penyepuhan dan pendinginan besi berlangsung pada ruang penyepuhan. Besi yang sudah tercetak dan sesuai dengan ukuran yang sudah ditentukan maka besi tersebut dimasukkan kedalam ruang penyepuhan. Dengan menggunakan 2 motor blower yang berbeda fungsinya di dalam proses penyepuhan dan pendinginan besi ini. Motor pompa oli dengan kapasitas MCB 12,5 A dan sekering 6,25 A pada pembakaran udara sebesar 200 mBar dan diameter kabel sebesar 2,5 mm². Dengan lama proses pembakaran selama 6 jam yang menghasilkan suhu sebesar 850 °C. Guna dari penyepuhan dan pendinginan besi ini ialah agar kualitas kekerasan besi bertambah.
Abstract
The control system can control the process so that the system can run as expected. PT. Asia Raya Foundry apply the principle of control systems in the production process. One of the processes on PT. Asia Raya Foundry is an iron plating process and cooling. Iron plating process and cooling takes place at room gilding. Iron that has been printed and in accordance with the size specified then the iron was added to the plating chamber. By using two different blower motor function in the plating process and cooling iron. Motor oil pump with a capacity of MCB 12.5 A and 6.25 A fuse on the air combustion of 200 mBar and cable diameter of 2.5 mm². With the long process of burning for 6 hours to produce a temperature of 850 ° C. The use of this metal plating and cooling is that the quality of the iron hardness increases.
1. PENDAHULUAN
Sehubungan dengan perkembangan teknologi dan untuk dapat memenuhi kebutuhan pasar, maka kalangan industri perlu meningkatkan kualitas produksinya. Salah satu cara yang dapat dilakukan adalah dengan menggunakan sistem pengontrolan. Penggunaan unit-unit kendali sudahlah sangat luas, hal ini dikarenakan peralatan-peralatan untuk pengontrolan suatu mesin semakin berkembang, sehingga memberi banyak kemudahan dalam penggunaanya. Seperti melakukan pengoprasian suatu mesin secara manual. Semua industri bergerak menggunakan rangkaian kontrol manual atau otomatis hampir sama, hanya saja semua rangkaian kontrol dimasing-masing industri memiliki keterbatasan.
2. LANDASAN TEORI
2.1 Teori Dasar Sistem Pengontrolan
Sistem pengontrolan adalah proses pengaturan atau pengendalian terhadap satu atau beberapa besaran (variabel) sehingga berada suatu harga atau dalam rangkuman harga (range) tertentu. Ditinjau dari segi peralatan, sistem kontrol terdiri dari berbagai susunan komponen yang digunakan untuk mengarahkan aliran energi ke suatu mesin atau proses agar dapat menghasilkan hasil yang diinginkan.
Tujuan utama dari suatu sistem pengontrolan adalah untuk mendapatkan keakuratan (optimisasi), dimana hal ini dapat diperoleh berdasarkan fungsi dari sistem kontrol itu sendiri, yaitu : pengukuran (measurement), membandingkan (comparison), pencatatan dari hitungan (computation), dan perbaikan (correction).
Hal 2 dari 8
2.1.1 Masukan dan KeluaranPada suatu sistem sederhana terdapat suatu alat yang memungkinkan manusia atau operator mengatur energi yang masuk ke mesin atau suatu proses sedemikian rupa sehingga mesin (proses) bekerja seperti yang diinginkan.
Dengan demikian pada suatu sistem kontrol harus ada sesuatu yang diatur atau dikontrol. Dalam bidang teknik sesuatu itu adalah suat sistem yang merupakan sekumpulan peralatan mekanis, elektrik, dan sebagainya.
Masukan Keluaran
Gambar 1. Diagram blok hubungan antara
masukan dan pengeluaran 2.1.2 PengelompokkanSistem Kontrol Secara umum sistem kontrol dapat dikelompokkan menjadi :
a. Sistem Kontrol Lup Terbuka (Open Loop Control System)
Sistem kontrol lup terbuka adalah sistem kontrol yang keluarannya tidak berpengaruh pada aksi pengontrolan, atau keluaran tidak memberih pengaruh terhadap besaran masukan. Pada setiap sistem kontrol lup terbuka keluaran tidak dibandingkan dengan masukan acuan. Sehingga, untuk setiap masukan acuan, terdapat suatu kondisi operasi yang tetap. Jadi ketelitian sistem tergantung pada kalibrasi. Dengan adanya gangguan, sistem kontrol lup terbuka tidak dapat bekerja seperti yang diinginkan. Kontrol lup terbuka dapat digunakan dalam praktek hanya jika hubungan antara masukan dan keluaran diketahui dan jika tidak terdapat gangguan. Sebagai contoh praktis adalah mesin cuci. Perendaman, pencucian dan pembilasan pada mesin cuci dioperasikan pada basis waktu. Mesin ini tidak mengukur sinyal keluaran, misalnya kebersihan pakaian.
Masukan
Keluaran
Gambar 2.Diagram sistem kontrol loop terbuka
b. Sistem Kontrol Lup Tertutup (Close Loop Control System)
Sistem kontrol lup tertutup adalah sistem kontrol yang sinyal keluarannya mempunyai pengaruh langsung pada aksi pengontrolan. Dengan kata lain, sistem kontrol lup tertutup besaran keluaran memberikan pengaruh terhadap besaran masukan sehungga besaran yang dikontrol dapat dibandingkan terhadap harga yang diinginkan melalui alat pencatat (indicator atau rekorder).
Selanjutnya perbedaan harga yang terjadi antara besaran yang dikontrol dan penunjuk alat pencatat digunakan sebagai koreksi yang pada gilirannya merupakan sasaran pengontrolan. 2.1.3 Komponen Sistem Pengontrolan
Setiap proses kontrol terdiri darri unit yang membentuknya yang disebut elemen sistem, dan selanjutnya elemen ini terdiri dari komponen-komponen. Sustu proses kontrol secara fungsional dapat dinyatakan oleh blok diagram yang bentuknya bergantung pada jumlah komponen.
Secara umum, komponen dari sebuah sistem kontrol terdiri dari :
1. Controller (Pengontrol), merupakan peralatan/rangkaian untuk mengontrol beban. 2. Amplifier, adalah suatu bagian yang
memberikan tenaga atas dasar sinyal yang dikeluarkan dari controller. Komponen ini berfungsi sebagai penguat tenaga.
3. Plant (Proses), adalah seperangkat peralatan yang terdiri dari beberapa bagian mesi yang bekerja bersama-sama, yang digunakan untuk melakukan sesuatu operasi tertentu.
4. Object (Beban), adalah system fisis yang akan dikontrol, dapat berupa mekanis, elektris, termis, hidraulik, atau pneumatic. 5. Feed back mrupakan bagian yang mengukur
output (keluaran) yang dikontrol.
6. Comparato (Pembanding), merupakaan suatu elemen yang berfungsi untuk membandingkan sinyal yang berdasar dari output (keluaran) dengan input (masukan). Berdasarkan komponen yang menyusun suatu sistem kontrol, terdapat beberapa variable pengontrol, yaitu :
1. Input (masukan), adalah harga atau nilai yang diinginkan bagi variable yang dikontrol selama pengontrolan. Harga ini tidak bergantung dari keluaran system.
2. Output (keluaran), merupakan harga atau nilai yang akan dipertahanakan bagi variable
Proses
Kontroler
Plant atau
proses
Hal 3 dari 8
yang dikontrol, dan merupakan harga yangditunjukkan oleh alat pencatat. 2.2 Kabel
Kabel listrik pada umumnya berfungsi untuk menghantarkan energi listrik namun seiring dengan perkembangan jaman kabel juga digunakan untuk menyalurkan data.Jika kita lihat dari bahan pembuatannya maka terdiri dari bahan konduktor dan isolator.Kemampuan menyalurkan energy listrik ditentukaan dalam KHA atau Kemampuan Hantar Arus dalam satuan ampere.
Jenis kabel instalasi listrik secara umum ada 3 yaitu NYA, NYM, dan NYY.Hal ini berdasarkan atas kegunaannya dalam menyalurkan energi listrik.Oleh sebab itu jika kita hendak membeli atau memakai kabel sebaiknya kita sesuaikan dengan penggunaannya.
Gambar 3.Salah satu jenis kabel
2.3 Motor Induksi
Motor induksi merupakan motor listrik arus bolak balik (ac) yang paling luas digunakan Penamaannya berasal dari kenyataan bahwa motor ini bekerja berdasarkan induksi medan magnet stator ke statornya, dimana arus rotor motor ini bukan diperoleh dari sumber tertentu, tetapi merupakan arus yang terinduksi sebagai akibat adanya perbedaan relatif antara putaran rotor dengan medan putar (rotating magnetic field) yang dihasilkan oleh arus stator.
Motor induksi sangat banyak digunakan di dalam kehidupan sehari-hari baik di industri maupun di rumah tangga. Motor induksi yang umum dipakai adalah motor induksi 3 fasa dan motor induksi 1 fasa. Motor induksi 3 fasa dioperasikan pada sistem tenaga 3 fasa dan banyak digunakan di dalam berbagai bidang industri dengan kapasitas yang besar. Motor induksi 1 fasa dioperasikan pada sistem tenaga 1
fasa dan banyak digunakan terutama untuk peralatan rumah tangga seperti kipas angin, lemari es, pompa air, mesin cuci dan sebagainya karena motor induksi 1 fasa mempunyai daya keluaran yang rendah.
Gambar 4.Motor induksi 3 fasa
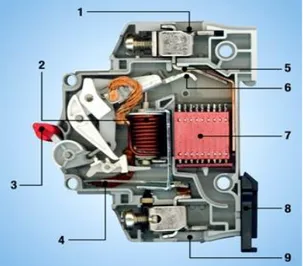
2.5.6 MCB (Miniature Circuit Breaker)
MCB merupakan pengaman yang dilengkapi dengan thermis (bimetal) untuk beban lebih dan juga dilengkapi oleh pengaman relay untuk arus lebih atau arus hubung singkat.
MCB dibuat dengan sedemikian rupa agar dapat bekerja untuk memutuskan gangguan yang terjadi pada instalasi listrik dengan kemampuan tinggi dan secara otomatis. Operasi pemutus MCB dapat dilakukaan dengan dua cara, yaitu :
1. Operasi thermal
Operasi thermal yaitu operasi pemutusan oleh MCB karena gangguan beban lebih.Operasi thermal ini bekerja karena ada efek panas yang tinggi pada batang bimetal akibat arus beban yang melebihi rating arus nominal MCB pada rangkaian instalasi maupun peralatan listrik. Panas yang timbul ini akan menyebabkan bimetal mmelengkung dan akan mendorong batang penekan untuk menekan tuas pemutus kontak, sehingga mekanisme penguncin kontak akan mengendor dan bersamaan dengan itu penarik kontak akan menarik lengan kontak yang bergerak menjauhi kontak tetap. Dengan demikian gangguan beban lebih tersebut dapat diatasi.
2. Operasi Magnetik
Operasi magnetik yaitu operasi pemutusan oleh MCB karena arus gangguan hubung singkat. Jika pada suatu rangkaian instalasi listrik terjadi hubung singkat, maka pada rangkaian akan mengalir arus yang cukup besar.
Hal 4 dari 8
Akibat arus yang cukup besar tersebut akanmenimbulkan fluksi yang cukup besar pada trip koil sehingga batang inti dari koil tesebut akan bergerak. Selanjutnya akan mendorong batang penekan dan penarik lengan kontak yang bergerak agar segera menjauhi konak tetap dan pada waktu yang bersamaan batang penekan pendorong tuas pemutus kontak. Pada operasi ini, saat kontak membuka akan menimbulkan semburan busur api. Semburan tersebut akan segera dimatikan oleh pemadam busur api yang berupa kisi-kisi yang diatur sedemikian rupa.
Gambar 5.miniature circuit breaker
2.6.1 Motor Servo
Servo motor digunakan pada mesin yang mengkehendaki posisi tepat dari objek atau komponen, dimana diperlukan torsi start dan pengoperasian yang tinggi, dan diperlukan torsi konstan. Pemakaian lain meliputi penggoperasian kran yang bertekanan dan operasi khusus yang lain diberbagai sistem kontrol.
Gambar 6.Servo motor
Motor servo ini bekerja membuat gerakan putar dengan sudut putar tetap yang diaktifkan oleh pulsa tegangan. Setiap kali terjadi pulsa masuk, motor servo ini membuat gerakan berputar sebesar 15 derajat. Setiap gerakan putaran yang terjadi akan mendorong atau menarik pintle dengan menggunakan ulir pada porosnya.
3. PRINSIP KERJA PROSES PENYEPUHAN
3.1 Umum
Yang dimaksud dengan penyepuhan dan pendinginan besi pada proses ini adalah menambah kualitas besi dengan tahapan yang ada. Besi yang telah dibentuk menurut keinginan produksi dapat langsung di masukan ke ruangan penyepuhan besi. Pada prinsipnya proses penyepuhan dan pendinginan besi ini bertujuan untuk menambah kekerasan dari besi yang akan di bakar dengan suhu 850 °C dengan ketebalan dinding 15 mm yang dilapisi belangket sebagai penahan panas agar api tidak menyentuh dinding ruang penyepuhan.
Untuk menurunkan temperature besi-besi tersebut, dilakukan dengan memasukan pada bak air atau di letakkan di dekat blower, dimana masing-masing tahapan ini ditunjukkan pada blok diagram.
Besi Besi Panas
Besi
Gambar 7.diagram prosespenyepuhan dan pendinginan besi
Rangkaian kontrol pada panel kontrol pada proses di PT. ASIA RAYA FOUNDRY sebagian besar sudah memakai komponen digital yaitu alat pembaca temperature panas, pada pembahasan ini masih menggunakan rangkaian yang biasa digunakan atau rangkaian pada umumnya. Hal ini dimaksudkan agar mempermudah agar mempelajari dan menganalisa kerja rangkaian kontrol tersebut. Hal pertama sebelum masuk ketahap penyepuhan besi yang sudah dicetak pada proses sebelumnya akan dibawa ke ruang penyepuhan yang diangkat menggunakan crane. Perlu diperhatikan bahwa setiap komponen kontrol telah disetting sedemikian rupa sesuai dengan kebutuhan.
Penyepuhan
Proses Produksi
Hal 5 dari 8
3.2 Proses ProduksiProses produksi adalah suatu kegiatan untuk menciptakan/ menghasilkan atau menambah nilai guna terhadap suatu barang untuk memenuhi kebutuhan. Dalam proses produksi PT. Asia Raya Foundry, ada beberapa proses yang dilalui sehingga menghasilkan produk yang berkualitas. Secara keseluruhan, proses buatan dan pencetakan besi ini dapat dijelaskan sebagai berikut :
1. Proses Pemilihan Scraft
Proses pemilihan scraft adalah pemilihan besi yang akan di lebur.
2. Furnace / Dapur Peleburan
Melalui tempat penampungan, bahan baku atau besi yang sudah dipilih tersebut dimasuikan kedalam tungku peleburan untuk dileburkan .
3. Proses Percetakan
Setelah titik leburnya tercapai, dari dapur peleburan, cairan tersebut dituang ke ladle lalu di tuang ke cetakan.
4. Proses Penyepuhan
Setelah cairan yang dituang ke cetakan mengeras dan tidak panas lagi maka besi-besi tersebut di bakar di ruangan peyepuhan besi.
Tabel proses penyepuhan 4. RANGKAIAN KONTROL PROSES
PENYEPUHAN 4.1 Umum
Rangkaian kontrol pada panel kontrol pada proses di PT. ASIA RAYA FOUNDRY sebagian besar sudah memakai komponen digital
yaitu alat pembaca temperature panas, pada pembahasan ini masih menggunakan rangkaian yang biasa digunakan atau rangkaian pada umumnya. Hal ini dimaksudkan agar mempermudah agar mempelajari dan menganalisa kerja rangkaian kontrol tersebut. Hal pertama sebelum masuk ketahap penyepuhan besi yang sudah dicetak pada proses sebelumnya akan dibawa ke ruang penyepuhan yang diangkat menggunakan crane. Perlu diperhatikan bahwa setiap komponen kontrol telah disetting sedemikain rupa sesuai dengan kebutuhan. 4.2 Cara Kerja Rangkaian Kontrol 4.2.1 Pengoperasian Proses Pembakaran
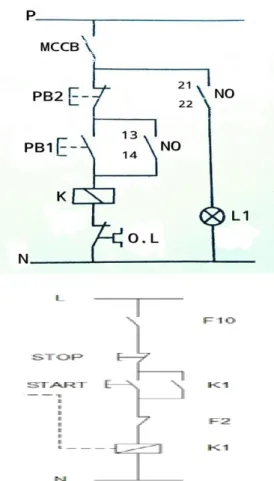
Untuk menjalankan rangkaian kontrol, dapat dilakukan dengan menaikkan MCB terlebih dahulu. Sebelum menghidupkan komponen lainnya, maka sediakan api diujung tongkat panjang terlebih dahulu. Untuk mengalirkan oli pembakaran maka tekan tombol PB1 untuk menghidupkan motor pompa oli dan pada motor ini dikasi lampu tanda L1. Jika ingin mematikan pompa oli tekan saja tombol PB2.
Hal 6 dari 8
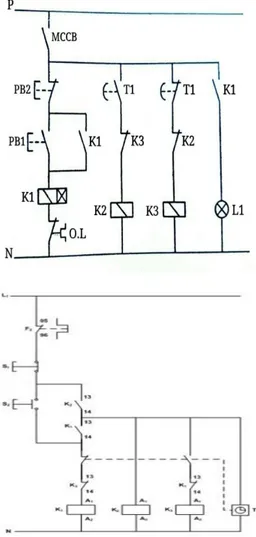
Selanjutnya tekan tombol PB1 untukmenghidupkan motor blower pembakaran agar menghasilkan tekanan angin yang mendorong oli ke burner di dalam ruangan penyepuhan. Lalu arahkan tongkat yang ujungnya api kearah nozle keluaran oli, dan apipun akan menyembur ke dalam ruangan penyepuhan. Karena mempunyai daya yang cukup besar motor pembakaran tidak dapat dihubungkan langsung melainkan dengan penghasutan bitang-segitiga. Ketika PB1 ditekan maka kontaktor K1 dan K3 akan bekerja. Kontak-kontak bantunya (Timer) dengan settingan waktu selama 15 detik juga akan bekerja sehingga NC K2 bekerja dan K3 akan terputus. Pada saat ini kontaktor yang bekerja adalah K1 dan K2 dan motor akan terhubung segitiga. Pada motor ini dipasang lampu tanda L1.
Gambar 8.Rangkaian kontrol pada proses
pembakaran
Setelah terjadi pembakaran, maka temperatur ruangan akan naik sampai pada temperatur yang diinginkan pada kontrol temperatur, misalnya 700 ℃, kontrol temperature akan berusaha untuk mempertahankan temperatur tersebutt. Apabila temperatur ruangan tersebut
turun, maka termokopel akan bekerja. Kemudian kontrol temperatur akan membuat servo motor bekerja sehingga oli menuju burner akan lebih cepat agar tekanan api menjadi normal kembali seperti yang diinginkan.
Gambar 9.Rangkaian Kontrol Temperatur
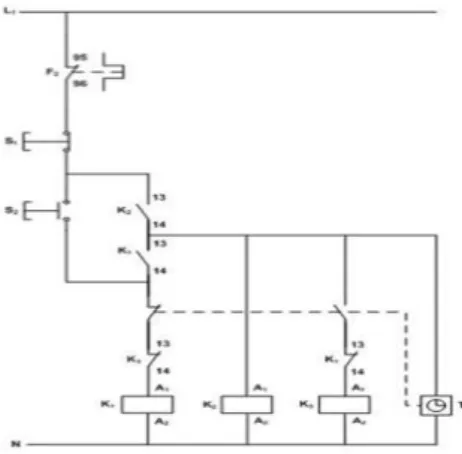
4.2.2 Pengoperasian Motor Blower
Pada saat pembakaran, dimana temperatur pada ruangan penyepuhan akan meningkat pada jam ke 3 pembakaran besi tersebut. Untuk mendinginkan besi tersebut dibutuhan motor blower sebagai pendingin. Karena yang daya motor yang cukup besar, motor ini tidak dapat dihubungkan langsung ke jala-jala(direct online) melainkan dengan pengasutan bintang segitiga, untuk mengoperasikan motor blower ini sama seperti pengoperasian pada motor blower untuk pembakaran. PB1 ditekan maka kontaktor K1 dan K3 akan bekerja. Kontak-kontak bantunya (Timer) juga akan bekerja sehingga NC K2 bekerja dan K3 akan terputus. Pada saat ini kontaktor yang bekerja adalah K1 dan K2 dan motor akan terhubung segitiga. Pada motor ini dipasang lampu tanda L1.
Hal 7 dari 8
Gambar 10.Rangkaian kontrol motor
blower pendingin besi 4.3 Pemilihan Rating pengaman
Untuk menghindari terjadinya kerusakan motor maka pada masing-masing motor dilengkapi dengan alat pengaman. Untuk menentukan rating pengaman yang digunakan dapat dilakukan dengan cara berikut ini :
4.3.1 Motor pompa oli
Motor induksi 3 phasa : 2,2 KW ; Cos φ; 0,8 : tegangan kerja 380 V Tegangan per-phasa Vp = 380 √3 = 220 V Arus motor In = 𝑃 𝑉×√3×𝐶𝑜𝑠 𝜑= In = 2200 380×1,73×0,85= 3,9 A Rating MCB : I = 250% × 3,9 = 9,75 A
Sehingga MCB yang digunakan adalah 9,75 A. pada kenyataannya MCB yang tersedia adalah 10 A.
Rating sekering :
IA= 125% × 3,9 = 4,8 A
Sehingga sekering yang digunakan adalah 4,8 A. pada kenyataannya sekering yang tersedia adalah 6 A.
Rating TOLR :
I = 400% × 3,9 = 15,6 A
Sehingga TOLR yang digunakan adalah 20 A. Penampang penghantar yang dibutuhkan harus dapat dialiri arus 125 % × 3,9 = 4,8 A
Jadi ukuran penampang sesuai dengan standartnya adalah = 2,5 mm².
Rugi tegangan yang diizinkan 5 % x 380 V = 19 volt
Panjang kabel ɭ = 𝐸𝑟.𝐴 √3.ɭ 𝑛.𝜁=
ɭ = 1,73.3,9.0,017519.2,5 = 402 meter
4.3.2 Motor pendingin
Motor induksi 3 phasa; 3,7 KW; Cos φ : 0,8; tegangan kerja 380 V. Tegangan per-phasa Vp = 380 √3 = 220 V Arus motor In = 𝑃 𝑉×√3×𝐶𝑜𝑠 𝜑= In = 3700 380×1,73×0,85= 6,6 A Rating MCB : I = 250% × 6,6 = 16,5 A
Sehingga MCB yang digunakan adalah 16,5 A. pada kenyataannya MCB yang tersedia adalah 20 A.
Rating sekering :
IA= 125% × 6,6 = 8,25 A
Sehingga sekering yang digunakan adalah 8,25 A. pada kenyataannya sekering yang tersedia adalah 10 A.
Rating TOLR :
I = 400% × 6,6 = 26,4 A
Sehingga TOLR yang digunakan adalah 30 A. Penampang penghantar yang dibutuhkan harus dapat dialiri arus 125 % × 6.6 = 8,5 A
Jadi ukuran penampang sesuai dengan standartnya adalah = 2,5 mm²
Hal 8 dari 8
Rugi tegangan yang diizinkan 5 % x 380 V = 19volt
Panjang kabel ɭ = 𝐸𝑟.𝐴 √3.ɭ𝑛.𝜁=
ɭ = 19.2,5
1,73.6,6.0,0175= 237 meter 5. KESIMPULAN DAN SARAN 5.1 Kesimpulan
Dari uraian bab-bab diatas, dapat diperoleh kesimppulan bahwa :
1. Untuk motor pompa oli menggunakan pengaman MCB 10 A dan sekering 6 A. 2. Untuk motor pendingin kabel menggunakan
pengaman MCB 20 A dan sekering 10 A 3. Proses pembakaran menggunakan udara 200
mBar.
4. Jenis kabel yang digunakan ke motor NYM 2,5 mm².
5.2 Saran
Adapun saran-saran dari penulis antara lain :
1. Dimasa mendatang, diharapkan pada panel kontrol diletakkan pada 1 tempat dan pengoperasian motor seluruhnya dilakukan secara otomatis.
2. Buku-buku manual dan diagram rangkaian kontrol agar dilengkapi dan lebih diperjelas untuk lebih mudah dipahami.
3. Dimasa mendatang, diharapkan gambar rangkaian ful dalam 1 panel harus di lampirkan karena jika terjadi kerusakan akan lebih mudah mencari penyebabnya.
DAFTAR PUSTAKA 1. ( http://www.insinyoer.com/prinsip-kerja-motor-induksi-3-fasa/) 2. PUIL 2000 3. ( http://electric- mechanic.blogspot.co.id/2010/10/saklar-dan-tombol-switch-and-push.html?m=1) 4. ( http://trikueni-desain- sistem.blogspot.co.id/2014/03/Penertian-motor-servo.html?m=1)