STUDI EFEKTIVITAS PADA MESIN PENCACAH DAUN TEH OPEN TOP ROLLER MENGGUNAKAN METODE OVERALL
EQUIPMENT EFFECTIVENESS (OEE) DI PTPN IV UNIT BAH BUTONG
SKRIPSI
Diajukan untuk Memenuhi Sebagian dari Syarat-syarat Memperoleh Gelar Sarjana Teknik
MUHAMMAD ZULFIKRI 130401038
DEPARTEMEN TEKNIK MESIN FAKULTAS TEKNIK
UNIVERSITAS SUMATERA UTARA
2019
KATA PENGANTAR
Puji dan syukur penulis panjatkan kepada Tuhan Yang Maha Esa atas berkat dan rahmat-Nya, sehingga penulis dapat menyelesaikan laporan penelitian skripsi yang dipilih dari mata kuliah Total Productive Maintanance (TPM) dengan judul “Studi efektivitas mesin pencacah daun teh Open Top Roller Menggunakan Metode Overall Equipment effectivenesss Pada PT. Perkebunan Nusantara IV Unit Bah Butong”..
Adapun laporan skripsi ini disusun adalah sebagai salah satu syarat mahasiswa untuk dapat lulus menjadi Sarjana Teknik di Departemen Teknik Mesin, Fakultas Teknik, Universitas Sumatera Utara. Dan tentu saja laporan skripsi ini tidak akan selesai tanpa dukungan dari pembimbing dan bantuan dari berbagai pihak, baik selama penelitian ataupun pada saat penyusunan laporan.
Selama penelitian dan penulisan skripsi ini penulis ingin berterima kasih banyak kepada :
1. Bapak Ir. Alfian Hamsi, M.Sc selaku Dosen Pembimbing Skripsi di Departemen Teknik Mesin Universitas Sumatera Utara yang telah senantiasa sabar dalam memberikan pengarahan, bimbingan, motivasi, nasehat, dan pelajaran yang sangat berharga selama proses penyelesaian Skripsi ini.
2. Ibu dan Ayah dan keluarga tercinta yang selalu mendoakan dan memberi dukungan baik moril maupun materil.
3. Bapak Dr. Ir. M. Sabri, M.T dan Ketua Jurusan Departemen Teknik Mesin Fakultas Teknik Universitas Sumatera Utara.
4. Kepada seluruh staf Teknik Mesin yang telah banyak membantu saya dalam urusan administrasi.
5. Seluruh staff di PTPN IV Unit Bah Butong yang telah membantu dan mengarahkan saya dalam melakukan penelitian dilapangan.
6. Dan teman – teman seperjuangan Teknik Mesin terkhususnya stambuk 2013
kekurangan skripsi ini sehingga penulis mengharapkan masukan dan kritikan yang bersifat membangun dalam penyempurnaan skripsi. Penulis mengucapkan banyak terima kasih atas kerjasamanya.
Medan, November 2018
Penulis,
Muhammad Zulfikri NIM : 130401038
ABSTRAK
Mesin Open Top Roller (OTR) adalah suatu mesin penggulung daun teh yang terdapat pada pabrik PT Perkebunan Nusantara IV Unit Bah Butong yang berfungsi untuk mengeluarkan cairan sel pucuk layu dengan menggulung teh pucuk layu. Untuk mengetahui tingkat keefektifan dari mesin penggulung Open Top Roller (OTR) maka dilakukan analisa dengan metode OEE (Overall Equipment Effectiveness), Six Big Losses, dan menganalisa tingkat resiko kegagalan pada komponen mesin penggulung Open Top Roller (OTR) digunakan metode FMEA (Failure Mode and Effect Analysis) sehingga didapatkan nilai Risk Priority Number (RPN) yang tertinggi sebagai penyebab dominan kegagalan yaitu komponen Silinder penggulung, meja penggiling, Poros engkol, Elektro motor dan V-belt. Berdasarkan analisa didapat hasil perhitungan dengan nilai rata-rata availability 89.74%, performa efficiency 75.79%, rate of quality product 100%
dan OEE (Overall Equipment Effectiveness) yaitu 67.99% dan nilai Risk Priority Number (RPN) pada komponen-komponen Silinder penggulung 21, meja penggiling 105, Poros engkol 120, Elektro motor 63 dan V-belt 30. Dengan adanya analisa ini dapat dirancang pencegahan sehingga dapat mengurangi terjadinya breakdown pada mesin penggulung Open Top Roller (OTR).
Kata kunci: OTR (Open Top Roller), OEE (Overall Equipment Effectiveness), Six Big Losses, dan FMEA (Failure Mode and Effect Analysis)
factory of PT Perkebunan Nusantara IV Unit Bah Butong that serves to discharge the cell shoots wither with rolling tea shoots withering. To find out the level of effectiveness of rolling machine Open Top Roller (OTR) then conducted the analysis with the method of OEE (Overall Equipment Effectiveness), the Six Big Losses, and analyse the level of risk of failure on the component of rolling machine Open Top Roller (OTR) used a method of FMEA (Failure Mode and Effect Analysis) so that the obtained value of the Risk Priority Number (RPN) the highest as the dominant cause of failure for components namely rolling cylindrical, table grinders, crankshaft, electro motor and V-belt. Based on the analysis of the obtained results of the calculation of the average value of 89.74%
availability, performance efficiency 75.87%, rate of quality product 100% and OEE (Overall Equipment Effectiveness) 67.99% and the value of the Risk Priority Number (RPN) in components for rolling cylindrical 21, table grinder 105, crankshaft 120, electro motor 63 and V-belt 30. The existence of this analysis can be designed so that prevention can reduce the occurrence of breakdown on the rolling machine Open Top Roller (OTR).
Keyword : OTR (Open Top Roller), OEE (Overall Equipment Effectiveness), Six Big Losses, dan FMEA (Failure Mode and Effect Analysis)
DAFTAR ISI
KATA PENGANTAR ... i
ABSTRAK ... iii
ABSTRACK ... iv
DAFTAR ISI ... v
DAFTAR GAMBAR ... viii
DAFTAR TABEL ... x
BAB I PENDAHULUAN ... 1
1.1 Latar Belakang ... 1
1.2 Perumusan Masalah ... 2
1.3 Tujuan Penelitan ... 2
1.4 Manfaat Penelitian ... 3
1.5 Batasan Masalah Penelitian ... 3
1.6 Sistematika Penulisan ... 4
BAB II TINJAUAN PUSTAKA ... 5
2.1 Pabrik Perkebunan Nusantara IV Unit Bah Butong ... 6
2.1.1 Struktur Organisasi Perusahaan... 6
2.1.2 Proses Produksi ... 7
2.2 Stasiun Pelayuan ... 9
2.3 Stasiun Penggulungan ... 11
2.3.1 Open Top Roller (OTR) ... 14
2.3.2 Komponen-Komponen Kritis pada Mesin Open Top Roller.. 16
2.4 Pemeliharaan (Maintenance) ... 21
2.4.1 Tujuan Pemeliharaan (Maintenance) ... 22
2.4.2 Fungsi Pemeliharaan ... 22
2.4.3 Jenis-jenis Maintenance ... 23
2.4.4 Kegiatan-Kegiatan Pemeliharaan ... 26
2.5 Total Productive Maintenance/ Sistem Perawatan Terpadu ... 27
2.5.1 Pengertian Total Productive Maintenance (TPM) ... 28
2.5.2 Manfaat dari Total Productive Maintenance (TPM) ... 32
2.6 Failure Mode and Effect Analysis (FMEA) ... 40
2.6.1 Terminologi FMEA ... 41
2.6.2 Saran Pedoman Risiko untuk Proses FMEA ... 43
BAB III METODOLIGI PENELITIAN ... 47
3.1 Objek Penelitian ... 47
3.2 Waktu dan Tempat ... 48
3.2.1 Waktu penelitian... 48
3.2.2 Tempat penelitian ... 48
3.3 Instrumen Penelitian ... 48
3.3.1 Penerapan Total Productive Maintenance ... 49
3.3.2 Penggunaan Failure Mode and Effect Analysis (FMEA) ... 49
3.4 Pelaksanaan Penelitian ... 49
3.5 Diagram Penelitian ... 50
3.6 Parameter Data ... 52
3.6.1 Data Primer ... 52
3.6.2 Data Sekunder ... 53
BAB IV HASIL DAN PEMBAHASAN ... 54
4.1 Pengumpulan Data ... 54
4.1.1 Data waktu Planned Downtime ... 54
4.1.2 Data waktu UnPlanned Downtime ... 55
4.1.2.1 Breakdown ... 55
4.1.2.2 Setup ... 56
4.1.3 Data Produksi Mesin Open Top Roller... 57
4.2 Pengolahan Data ... 58
4.2.1 Perhitungan Availability ... 59
4.2.2 Perhitungan Performance Efficiency ... 61
4.2.3 Perhitungan Rate Of Quality Product ... 63
4.2.4 Perhitungan Overall Equipment Effectiveness (OEE) ... 65
4.2.5 Perhitungan Six Big Losses... 66
4.2.5.1 Downtime Losses ... 66
4.2.5.2 Speed Losses ... 70
4.2.5.3 Defect liss ... 73
4.3 Analisa Data ... 73
4.3.1 Analisa Data Overall Equipment Effectiveness (OEE)... 73
4.3.2 Analisa Perhitungan OEE Six Big Losses ... 75
4.4 Penyusunan Failure Mode and Effet Analsis (FMEA) ... 77
4.4.1 Severity ... 78
4.4.2 Occuren ... 79
4.4.3 Detection ... 79
4.4.4 Risk Priority Number (RPN) ... 80
BAB V KESIMPULAN DAN SARAN ... 82
5.1 Kesimpulan ... 82
5.2 Saran ... 83
DAFTAR PUSTAKA ... xii
Gambar 2.1 Struktur Organisasi ... 7
Gambar 2.2 Alur Proses Pengolahan Teh Hitam ... 9
Gambar 2.3 Open Top Roller ... 14
Gambar 2.4 Sketsa mesin Open Top Roller ... 15
Gambar 2.5 Silinder Penggulung ... 17
Gambar 2.6 Meja Penggiling ... 28
Gambar 2.7 Poros Engkol ... 19
Gambar 2.8 Elektro Motor ... 20
Gambar 2.9 V-belt ... 21
Gambar 2.10 Diagram alir dari pembagian pemeliharaan ... 25
Gambar 2.11 8 Pilar dalam Total Productive Maintenance ... 29
Gambar 2.12 Overall Equpiment Effectiveness ... 33
Gambar 3.1 Mesin Open Top Roller ... 47
Gambar 3.2 Diagram alir Penelitian... 51
Gambar 4.1 Grafik Gross Product Produksi Juni 2017 – Mei 2018 ... 58
Gambar 4.2 Grafik Nilai availability Mesin Open Top Roller ... 60
Gambar 4.3 Diagram Nilai Availability tertinggi pada bulan Januari ... 61
Gambar 4.4 Grafik performancy effeciency ... 63
Gambar 4.5 Grafik overal equipment effectiveness ... 66
Gambar 4.6 Diagram equipment failures/breakdown ... 68
Gambar 4.7 Diagram setup and adjusmaent ... 69
Gambar 4.8 Diagram idling and minor stoppages ... 71
Gambar 4.9 Diagram reduced speed losses ... 72 Gambar 4.10 Grafik perbandingan OEE dan JIPM ... 75 Gambar 4.11 Diagram presentase six big losses ... 76
Tabel 2.1 World Class of OEE ... 37
Tabel 2.2 Tingkat severity (keparahan) yang disarankan FMEA ... 44
Tabel 2.3 Tingkat occurrence (kejadian) yang disarankan FMEA ... 45
Tabel 2.4 Tingkatan detection (deteksi) yang disarankan FMEA ... 46
Tabel 3.1 Spesifikasi mesin Open Top Roller dan elektro motor ... 48
Tabel 3.2 log sheet Planned Downtime mesin Open Top Roller ... 52
Tabel 3.3 log sheet UnPlanned Downtime mesin Open Top Roller ... 52
Tabel 3.4 log sheet Data produksi teh di mesin Open Top Roller ... 52
Tabel 4.1 Data planned downtime ... 55
Tabel 4.2 Data unplanned downtime ... 56
Tabel 4.3 Data produksi daun teh mesin Open Top Roller ... 57
Tabel 4.4 Avalilability ... 59
Tabel 4.5 Performance efficiency ... 62
Tabel 4.6 Rate of Quality Number ... 64
Tabel 4.7 Overall Equipment Effectiveness ... 65
Tabel 4.8 Equipment Failures/Breakdown (EF) ... 67
Tabel 4.9 Setup and Adjusment ... 69
Tabel 4.10 Idling and minor stoppages ... 70
Tabel 4.11 Reduced speed losses ... 72
Tabel 4.12 Nilai OEE mesin Open Top Roller periode Juni 2017 – Mei 2018 ... 74
Tabel 4.13 Persentase faktor Six Big Losses ... 76
Tabel 4.14 Dampak kegagalan dari Komponen mesin Open Top Roller ... 78
Tabel 4.15 Asumsi Severity... 78
Tabel 4.16 Asumsi Occuren ... 79 Tabel 4.17 Failure mode and effect analysis (FMEA) ... 81
1.1 Latar Belakang
Perawatan terhadap mesin – mesin dalam dunia industri/manufaktur merupakan aspek penting yang tidak bisa diabaikan. Karena setiap mesin pasti membutuhkan perawatan yang tepat demi berlangsungnya proses produksi secara berkelanjutan. Maka dengan itu dibutuhkan manajemen yang baik serta metode – metode yang tepat dalam perawatan mesin tersebut sehingga umur mesin pun bisa lebih lama dan dapat menekan biaya pengeluaran. Mesin dapat dikatakan berupa aspek penting di dalam dunia perindustrian untuk menghasilkan suatu produk di dalam suatu perusahaan, sehingga ketika mesin mengalami masalah kerusakan, maka hal – hal tersebut dapat mengakibatkan berhentinya proses produksi, keefisiensi mesin menurun, melonjaknya biaya perawatan, turunnya kualitas dari porduk – produk yang dihasilkan dan juga dapat mengganggu kinerja karyawan.
Dalam penerapan Total Productive Maintenance ini akan memberikan metrik kuantitatif yang disebut Overall Equipment Effectiveness (OEE) untuk mengukur produktivitas mesin dan meningkatkan efektifitas peralatan ini produksi sehingga tercapai volume lebih besar dengan hasil yang baik sehingga biaya produksi yang dikeluarkan lebih rendah. Dengan mengaplikasikan prinsip Total Productive Maintenance dapat meminimalisir kerusakan pada mesin dan masalah umum yang sering terjadi pada mesin.
PT Perkebunan Nusantara IV (PTPN IV) merupakan perusahaan yang bergerak dibidang Usaha agroindustri. PT Perkebunan Nusantara IV Unit Bah Butong mengelolah teh hitam dengan kapasitas 100 ton perhari. Dalam proses produksinya, perusahaan PT Perkebunan Nusantara IV menggunakan sistem pengolahan orthodox. Sistem Pengolahan orthodox adalah sistem pengolahan teh dengan tingkat layu yang berat dan sifat penggulungan yang lebih ringan.
PT Perkebunan Nusantara IV unit Bah Butong mengunakan .mesin-mesin dan peralatan-peralatan yang mendukung proses produksinya dalam Menghasilkan teh hitam. Disini saya memilih mesin penggulung OTR (Open Top
2
Roller) dikarenakan apabila mesin ini tidak beroperasi maka proses produksi akan terhenti.
mesin penggulung ini yang berfungsi mengeluarkan cairan sel pucuk layu dan menggiling teh pucuk layu. Mesin ini berbentuk silinder berputar dengan kecepatan 44 rpm. Open Top Roller berdiameter 1,2 meter dan Panjang 2,7 meter.
Penelitian ini dilakukan untuk menganalisa keeffektivitasan mesin Open Top Roller yang terdapat pada perusahaan PT Perkebunan Nusantara IV (PTPN IV) Unit Bah Butong dengan melakukan penerapan Total Productive Maintenance untuk melihat faktor mana dari six big losses tersebut yang dominan untuk mempengaruhi terjadinya penurunan efektivitas mesin Open Top Roller.
Untuk memecahkan permasalahan yang ditemukan menggunakan metode Overall Equipment Effectiveness (OEE) dan Failure Mode and Effect Analysis (FMEA).
Metode FMEA adalah metode yang digunakan untuk mengidentifikasi bentuk kegagalan yang menyebabkan sistem kegagalan fungsi dan untuk memastikan pengaruh kegagalan berhubungan dengan setiap bentuk kegagalan lainnya.
Dengan demikian penulisan ini akan memberikan usulan perbaikan efektivitas mesin Open Top Roller dalam usaha meningkatkan efisiensi produksi pada perusahaan melalui penerapan Total Productive Maintenance.
1.2 Perumusan Masalah
Setiap perusahaan perlu melakukan pemeliharaan terhadap peralatan produksinya agar peralatan tersebut beroperasi dengan baik, timbulnya kerusakan pada peralatan produksi tentunya akan mengakibatkan terhentinya kegiatan produksi, terganggunya jadwal produksi serta mengakibatkan meningkatnya biaya perbaikan-perbaiakan mesin tersebut karena kondisi kerusakan mesin semakin meningkat. Berdasarkan latar belakang yang telah diuraikan, Open top roller (OTR) sebagai peralatan yang tidak dapat dipisahkan dalam proses produksi, maka permasalahan yang dibahas adalah menghitung tingkat efektivitas menggunakan metode Overall Equipment Effectiveness (OEE) pada mesin Open Top Roller.
1.3 Tujuan Penelitian
Adapun tujuan dari penelitian adalah:.
1. Mengetahui tingkat efektivitas dengan menggunakan metode Overall Equipment Effectiveness (OEE) pada mesin Open Top Roller.
2. Mengidentifikasi akar penyebab permasalahan yang ada pada mesin Open Top Roller menggunkan metode six big losses.
3. Mengetahui nilai resiko terhadap faktor kegagalan tertinggi pada komponen kritis Open Top Roller dengan menggunakan metode Failure Mode and Effect Analysisi (FMEA).
1.4 Manfaat Penelitian
1. Sebagai mahasiswa Teknik Mesin dapat mengenal dasar-dasar perawatan mesin Open Top Roller dan hal hal yang harus dilakukan sehingga mampu memperpanjang umur mesin Open Top Roller tersebut.
2. Penelitian ini dapat memberikan kontribusi positif kepada pihak perusahaan dalam hal menyusun rencana peningkatan produktivitas dan efisiensi mesin Open Top Roller atau juga dalam hal mengevaluasi dan mengambil kebijakan terhadap masalah manajemen perawatan fasilitas perusahaan.
3. Secara Keseluruhan yaitu mengetahui seberapa pentingnya pemeliharaan ataupun perawatan suatu mesin sehingga mampu mengurangi hal-hal yang dapat menghambat produksi.
1.5 Batasan Masalah Penelitian
Dalam penulisan laporan tugas akhir ini ada beberapa batasan masalah yang diberikan agar penelitian ini lebih terarah, yaitu :
1. Penelitian ini hanya meneliti satu mesin saja yaitu mesin penggulung daun teh (OTR) yang terdapat di PT Perkebunan Nusantara IV Unit Bah Butong.
2. Tingkat produktivitas dan efisiensi mesin ataupun juga peralatan yang diukur adalah dengan menggunakan metode Overall equipment effectiveness (OEE) sesuai dengan prinsip Total Productive Maintenance untuk mengetahui besarnya kerugian pada mesin/ peralatan yang dikenal dengan Six Big Losses.
4
3. Melakukan Penilian resiko terhadap faktor kegagalan tertinggi pada komponen kritis Open Top Roller dengan menggunakan metode Failure Mode and Effect Analysisi (FMEA).
4. Data yang diambil adalah periode Juni 2017 – Mei 2018.
1.6 Sistematika Penulisan
Untuk memudahkan dalam hal penulisan, pembahasan dan penilaian tugas akhir ini, maka dalam pembuatannya ini akan dibagi menjadi beberapa bab dengan sistematika sebagai berikut :
1. BAB I PENDAHULUAN
Menjelaskan latar belakang permasalahan, tujuan penelitian, rumusan permasalahan, manfaat penelitian, Batasan masalah dan juga sistematika penulisan.
2. BAB II TINJAUAN PUSTAKA
Bab ini berisikan tentang gambaran umum perusahaan, landasan teori yang digunakan yaitu Overall equipment effectiveness (OEE) sebagai Analisa keefektifan, Failure Mode and Effect Analysisi (FMEA) Penilian resiko terhadap faktor kegagalan tertinggi pada komponen kritis dan informasi objek penelitian yang digunakan yaitu mesin Open Top Roller.
3. BAB III METODE PENELITIAN
Memberikan langkah – langkah serta prosedur yang akan dilakukan dalam melaksanakan penelitian, pengumpulan data dan pengolahan data.
4. BAB IV ANALISA DATA
Mengidentifikasi keseluruhan data penelitian yang berhasil di dapat selama penelitian, baik data primer maupun data sekunder yang dikumpulkan serta berisi rancangan untuk melakukan penelitian. Serta memuat tahapan – tahapan pengolahan data yang dikumpulkan hingga digunakan untuk memecahkan masalah. Menjelaskan pemecahan masalah dan perencanaan langkah–langkah yang akan dilakukan dalam memecahkan masalah perhitungan availability, performance efficiency dan rate of quality product.
5. BAB V KESIMPULAN DAN SARAN
Berisikan kesimpulan dan saran yang mengemukakan kesimpulan semua hal yang dilakukan penelitian, terutama akan hal pengolahan data yang diperoleh pemecahannya serta langkah-langkah yang patut dilakukan pihak perusahaan.
6. DAFTAR PUSTAKA
Daftar pustaka berisikan literatur untuk penyusunan laporan tugas akhir.
BAB II
TINJAUAN PUSTAKA
2.1 Pabrik Perkebunan Nusantara IV Unit Bah Butong
Pada tahun 1917 sebuah perusahaan Belanda yang bernama Namblodse Venotschhaaf Nederland Handel Maskapai (NV NHM) membuka areal kebun teh Bah Butong. Pada tahun 1927 kemudian didirikannya sebuah pabrik dan mulai beroperasi pada tahun 1931 (Tindaon. R.F. 2009)
Pada tahun 1957 melalui Surat Keputusan Menteri Pertanian Nomor 229/UM/57 pada tanggal 10 Agustus 1957 yang diperkuat dengan Undang- undang Nasionalisasi Nomor 86/1958 pemerintah Indonesia melakukan pengambil alihan perusahaan yang dikelola bangsa asing, dalam hal ini termasuk perusahaan Nederland Handel Maskapai (NHM) yang turut diambil alih.
Pada tahun 1961, melalui Undang- Undang Nomor 141 Tahun 1961 Sumut III dan Jo PP Nomor 141 Tahun 1961, dinyatakan bahwa dua lembaga PPN Baru dan Pusat Perkebunan Negara mengalami peleburan menjadi satu bagian yaitu Badan Pimpinan Umum PPN Daerah Sumatera Utara I-IX. Perkebunan The Sumatera Utara pada tahun 1963 mengalami peralihan perusahaan menjadi Perusahaan Aneka Tanaman IV (ANTAN-IV) yang dihasilkan melalui PP Nomor 27 Tahun 1963. Perubahan nama perusahaan terjadi pada tahun 1968 dari Perusahaan Aneka Tanaman IV (ANTAN-IV) menjadi Perusahaan Negara Perkebunan VIII (PNP VIII) melalui PP Nomor 141 Tahun 1968 yang ditetapkan tanggal 13 April 1968.
Pada tahun 1974, terjadi perubahan pengelolahan menjadi Persero yang membuat nama perusahaan berubah menjadi PT. Perkebunan VIII (PTP VIII) yang dilandasi hokum melalui Akta Notaris GHS Lumban Tobing SH Nomor 65 Tanggal 31 April 1974 yang diperkuat dengan SK Menteri Pertanian Nomor YA/5/5/23 Tanggal 7 Januari 1975. Pada awal tanggal 11 Maret 1996 terjadi perubahan restrukturisasi yang membuat Perkebunan Teh Bah Butong menjadi masuk dalam ruang lingkup PTP Nusantara IV melalui Akta Pendirian PTPN IV
Nomor 37 Tanggal 11 Maret 1996 yang didalamnya berisi tentang pengaturan peleburan PTP VI, PTP VII dan PTP VIII menjadi PT. Perkebunan Nusantara IV (Persero).
Pada tahun 1998 hingga tahun 2000 dibangunkannya pabrik baru Bah Butong yang lebih besar dan lebih modern. Seusia pengerjaannya, maka pabrik tersebut diresmikan pada tanggal 20 Januari 2001. Melalui perundangan yang didasarkan pada keputusan pemegang saham No.: PTPNIV/RUPS/01/X/2014 atau No.: SK- 51/DI.MBU/10/2014 yang dimuat dalam SD No.: 04.01/SE/18/10/2014 tersebut telah terjadi perubahan anggaran dasar PTPN IV, dimana salah satunya adalah terkait perihal perubahan status Perseroan. Perubahan status kepemilikan Negara Republik Indonesia pada PTPN IV hanya 10% (sepuluh persen), maka status PTPN IV tidak lagi sebagai perusahaan BUMN tetapi anak perusahaan BUMN atau PTPN III (Persero). Berdasarkan ketentuan dalam SE tersebut, telah dilakukan perubahan nama perusahaan menjadi PT Perkebunan Nusantara IV.
2.1.1 Struktur Organisasi Perusahaan
Struktur organisasi merupakan suatu bagian yang dibutuhkan bagi sebuah perusahaan untuk mempermudah pencapaian sasaran dan target perusahaan yang telah direncanakan sejak awal. Dibutuhkannya struktur organisasi supaya pelaksanaan tugas dan tanggung jawab masing-masing tenaga kerja atau personil dapat terkoordinir dengan baik dan jelas.
Tanggung jawab yang dimiliki oleh setiap anggota peusahaan melalui struktur organisasi yang berada pada perusahaan, maka setiap anggota yang berada didalamnya akan dapat mempertanggung jawabkan setiap hal atau tugas yang menjadi bagiannya untuk dilakukan dengan baik. Berikut struktur Organisasi pada PT Perkebunan Nusantara IV Unit Bah Butong pada gambar 2.1.
7
Gambar 2.1 Struktur Organisasi 2.1.2 Proses produksi
PT. Perkebunan Nusantara IV, Unit Bah Butong merupakan perusahaan BUMN yang bergerak pada produksi teh hitam. Produk yang dihasilkan PTPN IV terdapat beberapa macam produk teh hitam,
1. BOP I ( Broken Orange Pekoe ) : Bagian bagiannya pendek, agak kecil, hitam terpilih, terdiri dari tulang tulang daun pendek terutama berasal dari daun muda mengandung sedikit atau tanpa tip
2. BOP (Broken Orange Pekoe ) : Bagian bagiannya pendek, agak kecil, hitam terpilih, terdiri dari tulang tulang daun pendek terutama berasal dari daun muda mengandung sedikit atau tanpa tip
3. BOPF (Broken Orange Pekoe Fanning) : Berbentuk seperti BOP tetapi lebih kecil
4. BP (Broken Pekoe) : Pendek lurus, terdiri dari tangkai dan tulang daun muda yang tidak terkelupas
5. BT (Broken Tea) : kecil,pipih,tidak terpilih dengan baik
6. PF (Pekoe Fanning) : berbentuk seperti BOP, tetapi berukuran lebih besar dari fanning
7. DUST I : berukuran kecil
8. BP II (Broken Pekoe II) : berbentuk seperti BP,tetapi lebih banyak mengandung tangkai dan tulang daun tua yang terkelupas, bewarna lebih kemerhan disbanding BP
9. BT II (Broken tea II ) : seperti BP namun mengandung serat
10. PF II ( Pekoe Fanning II) : seperti PF,lebih banyak mengandung serat 11. DUST II : sangat kecil dan mengandung banyak serat
12. DUST III : sangat kecil dan lebih banyak serat dibanding DUST II 13. DUST IV
14. FANNING II : berukuran lebih kecil dari BOPF, campuran antar partikel pipih ,keriting dan lebih banyak serat
Proses produksi teh hitam harus melalui tahapan fermentasi (pemeraman).
PTPN IV Bah Butong memproduksi jenis teh hitam dengan sistem pengolahan orthodox. Untuk menjadi teh yang siap dikosumsi di pabrik Bah Butong secara garis besar dibagi menjadi 7 tahapan yaitu:
1. Stasiun Penerimaan Pucuk Teh Basah 2. Stasiun Pelayuan
3. Stasiun Penggulungan 4. Oksidasi enzymatic 5. Stasiun Pengeringan 6. Stasiun sortasi 7. Pengepakan
Bisa dilihat pada gambar 2.2, alur proses produksi dari daun teh basah menjadi teh siap dikosumsi di pabrik Bah Butong.
9
Gambar 2.2 Alur Proses Pengolahan Teh Hitam 2.2 Stasiun Pelayuan
Sebelum masuk pada stasiun penggulugan daun teh akan dilayukan. Pada proses pelayuan merupakan tahap penting dari pengolahan teh hitam, dilakukan proses kimiawi guna mengurangi kadar air pada pucuk daun teh basah. Pada dasarnya tujuan dari proses pelayuan adalah untuk menguapkan sebaigan kadar air
secara perlahan pada pucuk daun teh basah, sehingga daun menjadi lemas dan mudah untuk dilakukan proses penggulungan. Secara langsung baik atau tidaknya hasil layuan menentukan kualitas mutu teh yang dihasilkan. Proses pelayuan dipengaruhi oleh 3 hal, yaitu suhu, kelembaban udara, dan volume udara yang menembus disela-sela daun yang dilayukan. Dalam proses pelayuan suhu udara harus dijaga dengan baik agar daun tidak terlalu cepat dan tidak terlalu lama ketika layu. Untuk mendapatkan tingkat kelayuan daun yang baik, maka pada proses pelayuan suhu yang digunakan yaitu berkisar antara 28⁰C-30⁰C, namun suhu yang digunakan tidak boleh melebihi dari 30⁰C karena dikhawatirkan daun akan terlalu layu, karena derajat layu yang baik yaitu berkisar antara 44⁰-46⁰.
Ciri-ciri pucuk layu sesuai dengan yang diharapkan yaitu sebagai berikut:
a. Ketika pucuk daun dikepal, maka pucuk daun akan berbentuk seperti bola dan meninggalkan bekas tangan pada kepalan tersebut.
b. Ketika diraba dengan menggunakan tangan, pucuk daun terasa sepert meraba sapu tangan sutera.
c. Karena tidak terlalu kering, pucuk daun ketika diremas mengeluarkan bunyi seperti patahan batang daun.
d. Ketika dihirup daun yang sudah layu dengan baik akan mengeluarkan aroma wangi teh, hal ini berbeda ketika pucuk daun belum layu dengan baik.
e. Struktur daun menjadi lemas dan batang daun terasa lentur.
f. Protein pada daun teh akan terbongkar menjadi asam amino bebas.
Beberapa faktor yang mempengaruhi proses pelayuan diantaranya:
a. Kondisi pucuk daun teh, dimana pucuk teh yang berumur tua dan kasar akan mudah cepat layu dibanding pucuk daun teh berumur muda dan halus.
b. Cuaca, ketika musim hujan daun akan lebih sulit untuk dilayukan dan membutuhkan penanganan khusus disbanding pelayuan pucuk daun ketika musim kemarau.
c. Lama pelayuan, kisaran waktu normal untuk pelayuan pucuk daun basah yaitu berkisar antara 16-18 jam). Jika tidak sesuai dengan waktu tersebut
11
maka berdampak daun terlalu kering dan daun terlalu basah, hal tersebut akan mempengaruhi kualitas produk akhir. Jika daun teh terlalu kering maka hasil seduhan akan bewarna lebih gelap, rasa sepat, serta aroma teh yang kurang sedap. Ketika daun terlalu cepat diangkat maka pucuk layu akan sulit untuk digulung serta sifat organoleptiknya akan sulit keluar (rasa dari teh)
d. Suhu pelayuan, disarankan suhu tidak lebih dari 30°C.Apabila suhu terlalu tinggi akan mengakibatkan protein enzim polifenol oksidase mulai terdenaturasi yang akan menghambat bahkan berpeluang untuk tidak terjadi oksidasi enzimatis pada tahap proses pengolahan selanjutnya.
e. Peralatan, apabila peralatan (witehring trough dan blower) bekerja dengan baik, maka proses pelayuan dapat berjalan dengan baik pula
f. Tebal hamparan, dengan memperhatikan ketebalan hamparan pucuk daun akan dapat mengoptimalkan proses pelayuan.
Setelah melewati proses pelayuan daun teh akan di proses pada stasiun penggulungaan.
2.3 Stasiun penggulungan
Proses penggulungan bertujuan untuk membentuk mutu teh dengan cara kimia maupun fisik. Pada proses penggulungan dari satu pucuk daun teh nantinya dibagi menjadi 5 jenis teh, yaitu Bubuk 1, Bubuk 2, Bubuk 3, Bubuk 4, dan Badag.
Beberapa faktor yang mempengaruhi proses penggulungan, diantaranya:
1. Kelembaban udara, kelembaban udara dalam stasiun penggulungan harus tetap terjaga pada kisaran 90-95%, alat yang digunakan yaitu humidifier (kipas kabut)
2. Suhu ruangan, untuk mempertahankan keaktifan protein enzim polifenol oksidase maka suhu ruangan harus dijaga pada kisaran 22-24 ⁰C
3. Lama waktu penggilingan, untuk memperoleh hasil yang maksimal maka waktu penggilingan harus tepat, tidak boleh terlalu cepat atau terlalu lambat.
Langkah awal pada stasiun ini adalah pucuk teh yang telah diturunkan dari stasiun pelayuan langsung masuk ke mesin OTR (Open Top Roller) dengan ketentuan pengisian tidak boleh terlalu cepat dan terlalu lambat dengan estimasi waktu pengisian yaitu berkisar antara 5-7 menit.
Proses penggulungan mengakibatkan bentuk pucuk daun teh menjadi hancur, robek, yang pada proses selanjutnya digunakan untuk membedakan kualitas produk melalui proses pengayakan dengan menggunakan mesin DIBN (Double Indian Burblelaker Netehrland). Hasil penggilingan dari mesin OTR kemudian dibawa dengan menggunakan gerobak angkut menuju mesin DIBN 1, hasil yang lolos ayakan kemudian disebut Bubuk 1.
Pucuk teh yang tidak lolos pada DIBN 1 dibawa dengan menggunakan gerobak angkut menuju mesin PCR (Press Cap Roller) untuk dilakukan penggilingan kembali. Hasil dari mesin PCR dibawa kembali pada mesin DIBN 2 untuk dilakukan proses ayakan yang akan menjadi Bubuk 2
Pucuk yang tidak lolos pada mesin DIBN 2 kemudian dibawa dengan menggunakan Conveyor menuju RV 1 (Rotorvane), hasil dari RV 1kemudian diayak dengan menggunakan mesin DIBN 3, hasil yang lolos ayakan nantinya akan menjadi Bubuk 3. Pucuk yang tidak lolos ayakan pada mesin DIBN 3 kemudian dibawa dengan menggunakan Conveyor menuju mesin RV 2 untuk dilakukan penghancuran pucuk teh kembali, setelah diayak dengan menggunakan DIBN 4, pucuk yang lolos ayakan akan menjadi Bubuk 4, dan yang tidak lolos akan disebut sebagai Badag. Berikut ini mesin dan peralatan yang digunakan pada stasiun penggulungan:
1. Open Top Roller (OTR)
Open Top Roller berfungsi untuk mengeluarkan cairan sel pucuk layu dan menggulung teh pucuk layu. Mesin ini memiliki kapasitas 350 kg hingga 375 kg/ proses. Sekali proses mesin ini membutuhkan waktu 45 menit atau mesin Open Top Roller memproses daun teh yaitu 500kg/jam. Untuk mengeluarkan pucuk layu yang telah digulung dan digiling, pintu pengeluaran yang terpasang pada meja dibuka secara manual dengan memutar tuas pembuka.
13
2. Dubbele India Balbreaker Natsorteerder (DIBN)
Dubbele India Balbreaker Natsorteerder (DIBN) untuk sortasi bubuk dari hasil olah mesin OTR dan PCR maupun rotorvane sesuai dengan ukuran ayakan yang digunakan. Pada DIBN pertama terpasang mesh berukuran 5x5 dan 6x6, pada DIBN kedua dan ketiga terpasang ayakan mesh dengan ukuran 6x6. Bagi bubuk yang terayak pada mesh 5x5 akan menjadi bubuk I, bagi pucuk layu yang terayak pada mesh 6x6 pada ayakan II di DIBN no.1 akan menjadi bubuk 2.
3. Press Cup Roller (PCR)
Mesin Press Cup Roller (PCR) berfungsi untuk menggulung memotong hasil gulungan dan mengeluarkan cairan sel semaksimal mungkin. dilengkapi dengan tutup guna memberikan tekanan dari bobot pucuk serta tekanan yang dikehendaki.Di unit usaha Bah Butong memiliki 8 buah PCR. Adapun cara kerja yang digunakan oleh PCR hampir sama dengan OTR, namun perbedaannya adalah meja roller dibuat diam dan yang bergerak adalah bagian silinder pembawa pucuk sehingga disebut dengan mesin single action roller
4. Rotorvane
Rotorvane berfungsi untuk mengecilkan ukuran partikel dengan cara penekanan dan penyobekan. Penyobekan ini meningkatkan persentase teh bermutu baik dan memperbaiki seduhan teh kering. Mesin ini terdiri dari sebuah silinder horizontal dengan bagian dudukan penyangga yang terbuat dari plat dasar. Mesin Rotorvane memiliki prinsip kerja yaitu perputaran poros engkel yang memutar ulir pendorong menyebabkan pucuk teh akan terdorong kedepan dengan kecepatan putar 33 rpm dan daya tampung sebanyak 760-900 kg. Rotorvane memiliki ukuran silinder sebesar 15 inchi.
5. Conveyor
Conveyor dalam stasiun penggulungan berguna untuk memindahkan bubuk teh secara berkelanjutan dari mesin satu kemesin yang lain dengan jumlah bahan relatif tetap karena Conveyor dilengkapi dengan pengatur ketebalan supaya bubuk tersebar secara merata.
6. Humidifier
Humidifier berguna untuk mengatur kelembaban udara pada ruang penggulungan sehingga proses oksidasi enzimatis dapat berjalan dengan baik dan suhu ruangan penggulungan tetap terjaga baik. Jumlah humidifier pada ruang penggulungan adalah 30 buah. Humidifier menggunakan air sebagai bahan untuk mendinginkan ruangan dan kapasitas air kondensasi yang digunakan sebanyak 18 liter tiap jamnya dengan putaran kipas mesin sebanyak 2810 rpm.
2.3.1 Open Top Roller (OTR)
Mesin Open Top Roller (OTR) adalah mesin yang digunakan di pabrik teh yang fungsinya untuk mengeluarkan cairan sel pucuk layu dengan menggulung teh pucuk layu. Pabrik teh unit Bah Butong memiliki 9 buah dengan 8 buah mesin Open Top Roller (OTR) yang masih dapat digunakan. Mesin Open Top Roller berkapaitas (OTR) 375 kg.
Prinsip kerja yaitu perputaran poros engkol yang dihubungkan dengan silinder penggulung dan meja penggiling sehingga menyebabkan pucuk teh akan tergulung dan tergiling. Kulit Silinder penggulung pada mesin Open Top Roller terbuat dari plat baja dan disambunngkan dengan sambungan baut pada ring pengikat selinder penggulung. Meja penggiling pada mesin Open Top Roller ini dilengkaping dengan alat yang berupa tonjolan (batten) dan alat pembalik (cones).
Mesin Open Top Roller bias dilihat pada gambar 2.3.
15
Gambar 2.3 Open Top Roller
a. Merk : TEHA
b. Bentuk model : Horizontal
c. Panjang : 2700 mm
d. Diameter silinder : 1200 mm e. Kapsitas : 375 kg
f. Daya : 20 hp
g. Putaran : 44 rpm
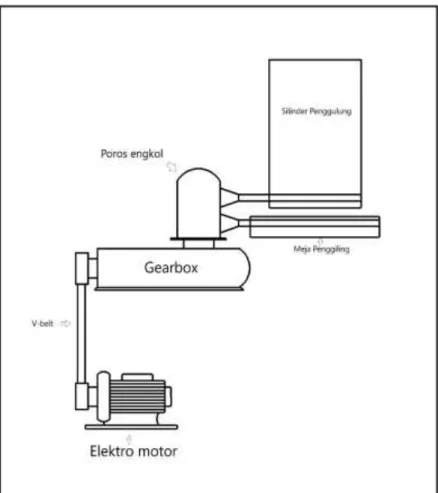
Gambar 2.4 Sketsa mesin Open Top Roller
Pada gambar 2.4 mesin Open Top Roller menggunakan elektro motor sebagai penggerak. Daya putaran yang dihasilkan pada elektro motor akan didistribusikan menggunakan v-belt ke gearbox dengan perbandingan pulley 1:3.
Gearbox bertujuan untuk menstransmisikan putaran pada mesin Open Top Roller dan merubah arah putaran. Gearbox dihubungkan ke poros engkol untuk menggerakkan silinder penggulung dan meja penggiling.
Pada Open Top Roller silinder digunakan untuk menggulung daun teh yang sudah dilayukan, sedangkan meja penggiling merupakan alas yg berputar sehingga daun teh akan menyentuh batten. Jika bahan menyentuh ujung batten yang lebih tebal, maka gesekkannya lebih tajam sehingga pucuk daun yang sudah tergulung tersebut akan terpotong. Pembalikkan pucuk daun teh dilakukan oleh cones.
17
Batten merupakan kuningan yang berbentuk seperti bulan sabit yang berjumlah 8 buah batten yang mengelilingi 1 buah cones. Dimana masing masing batten berukuran yaitu Panjang 500 mm tebal 25 mm sedangkan cones tinggi 10 mm.
2.3.2 Komponen Komponen Kritis Pada Mesin Open Top Roller (OTR) Katagori komponen kritis menurut (Tampubolon, 2004), yaitu:
Kerusakan fasilitas atau peralatan akan membahayakan keselamatan atau kesehatan para pekerja.
Kerusakan fasilitas atau peralatan akan mempengaruhi kualitas dari produk yang dihasilkan
Kerusakan fasilitas atau peralatan tersebut akan menyebabkan kemacetan dan terhentinya seluruh proses produksi
Pada mesin Open Top Roller terdapat 5 komponen mesin yang sering mengalami kerusakan yaitu Silinder penggulung, Meja penggiling, Poros engkol, Elektro motor, dan V-belt. Berikut ini komponen komponen pada mesin Open Top Roller yang sering mengalami kerusakan:
1. Silinder penggulung
Adalah Sebuah silinder merupakan wadah untuk menampung daun teh yang sudah layu dan silinder berputar untuk menggulung daun teh. Peluang kegagalan pada silinder penggulung pada mesin Open Top Roller terdapat pada pelat silinder dan sambungan pelat yang diakibatkan pembebanan yang secara terus menerus. Silinder penggulung dapat dilihat pada gambar 2.5.
Gambar 2.5 Silinder Penggulung Berikut spesifikasi Silinder Penggulung :
Merk :TEHA
Panjang : 1900 mm
Diameter : 1200 mm
Kapasitas : 375 kg/ 45 menit
2. Meja Pengiling
19
Adalah merupakan alas yg berputar sehingga daun teh akan menyentuh batten. Jika bahan menyentuh ujung batten yang lebih tebal, maka gesekkannya lebih tajam sehingga pucuk daun yang sudah tergulung tersebut akan terpotong.
Pembalikkan pucuk daun teh dilakukan oleh cones. Pada meja penggiling peluang kegagalan yang sering terjadi terjadi yaitu ausnya batten dan cones yang terdapat pada meja penggiling, bisa dilihat pada gambar 2.6
Gambar 2.6 Meja Penggiling Berikut spesifikasi Meja Penggiling:
Merk :TEHA
Kapasitas : 375 kg
Diameter : 2500 mm
Diameter cones : 7 mm Tinggi cones : 10 mm 3. Poros engkol
Sebuah rumah bantalan yang berfungsi untuk memutar silinder dan meja penggiling. Terdapat 3 buah poros engkol dan salah satu poros engkol digerakkan oleh elektro motor. Poros engkol digunakan untuk memutarkan silinder dan meja penggiling. Gambar 2.7 merupakan gambar poros engkol Peluang kegagalan yang sering terjadi yaitu shaft unbalance yang diakibatkan bearing yang terdapat pada poros engkol pecah.
Gambar 2.7 Poros engkol 4. Elektro motor
Elektro motor digunakan untuk menggerakkan dan memutar silinder dan meja penggiling yang dihubungkan melalui v-belt ke gearbox untuk mentransmisikan putaran pada mesin Open top roller (OTR). Pada elektro motor peluang kegagalan yang terjadi yaitu rusaknya elektro motor, yang diakibatkan kumparan pada elektro motor rusak dan coolingfan patah. Elektro motor pada mesin Open top roller yang digunakan yaitu satu elektro motor dan
21
satu sebagai cadangan apabila elektro motor mengalami kerusakan. Gambar 2.8 merupakan elektro motor yang terdapat pada mesin Open top roller.
Gambar 2.8 Elektro motor Spesifikasi :
Merk : TECO Daya : 30 HP Frekuensi : 50 Hz RPM : 1450 Made in : Singapore 5. V – belt
V-belt sebagai alat yang digunakan untuk mendistribusikan daya putar yang dihasilkan oleh elektro motor untuk memutar Open Top Roller (OTR), adapun masalah yang sering dijumpai pada V-belt adalah putus ataupun melonggar sehingga keefektifan putaran menurun. Gambar 2.9 V-belt yang terdapat pada mesin Open Top Roller.
Gambar 2.9 V-belt
2.4 Pemeliharaan (Maintenance)
Secara alamiah tidak ada barang yang dibuat oleh manusia yang tidak dapat rusak, tetapi usia kegunaannya dapat diperpanjang dengan melakukan perbaikan berkala dengan suatu aktivitas yang dikenal sebagai pemeliharaan.
Kelancaran proses produksi dipengaruhi oleh sistem perawatan yang diterapkan. Setiap peralatan mesin atau fasilitas yang terlibat dalam proses produksi pasti akan mengalami keausan sehingga pada suatu saat pasti akan mengalami kerusakan. Seberapa cepat keausan ini terjadi atau seberapa sering frekuensi kerusakan muncul akan menimbulkan prmasalahan sehubungan dengan munculnya gangguan pada suatu fasilitas ataupun pada keseluruhan proses produksi. Sistem pemeliharaan yang tidak dirancang dengan baik akan meningkatkan ketidaksesuaian produk dan biaya produksi yang terlibat, atau bahkan mengubah lingkungan kerja menjadi tidak aman. Beberapa akibat buruk ini secaralangsung akan menurunkan efisiensi dari proses produksi. (Nasution, 2006)
Dari penjelasan diatas dapat disimpulkan bahwa kegiatan pemeliharaan dilakukan untuk merawat ataupun memperbaiki peralatan perusahaan agar dapat melaksanakan proses produksi dengan efektif dan efesien sesuai dengan ketentuan yang telah direncanakan dengan hasil produksi yang berkualitas. Untuk mencapai
23
hasil yang diinginkan sebagai tujuan dari sebuah pabrik tentu melibatkan pihak- pihak yang memiliki tugas di bidang masing-masing
2.4.1 Tujuan Pemeliharaaan (Maintenance)
Maintenance merupakan kegiatan pendukung bagi kegiatan komersil, maka seperti kegiatan lainnya, maintenance harus efektif, efisien dan, berbiaya rendah.Dengan adanya kegiatan maintenance ini, maka mesin/peralatan produksi dapat digunakan sesuai dengan rencana dan tidak mengalami kerusakan selama jangka waktu tertentu yang telah direncanakan tercapai.
Beberapa tujuan maintenance yang utama (Assauri, 2008) antara lain:
1. Kemampuan berproduksi dapat memenuhi kebutuhan dengan rencana produksi.
2. Menjaga kualitas pada tingkat yang tepat untuk memenuhi apa yang di butuhkan oleh produk itu sendiri dan kegiatan produksi yang tidak terganggu.
3. Untuk membantu mengurangi pemakain dan penyimpangan yang di luar batas dan menjaga modal yang diinvestasikan dalam perusahaan selama waktu yang ditentukan sesuai dengan kebijakan perusahaan mengenai investasi tersebut.
4. Untuk mencapai tingkat biaya maintenance secara efektif dan efisien keseluruhannya.
5. Untuk menjamin keselamatan orang yang mengunakan keselamatan tersebut
6. Memaksimumkan ketersediaan semua peralatan sistem produksi (mengurangi downtime)
7. Untuk memperpanjang umur/masa pakai dari mesin/peralatan.
2.4.2 Fungsi Pemeliharaan
Menurut (Ahyari, 2002) Fungsi pemeliharaan adalah agar dapat memperpanjang umur ekonomis dari mesin dan peralatan produksi yang ada serta mengusahakan agar mesin dan peralatan produksi tersebut selalu dalam keadaan optimal dan siap pakai untuk pelaksaanaan proses produksi.
Keuntungan-keuntungan yang diperoleh dengan adanya pemeliharaan yang baik teradap mesin,adalah sebagai berikut :
1. Mesin dan peralatan produksi yanga ada dalam peruahaan yang bersangkutan akan dapat dipergunakan dalam jangka waktu panjang.
2. Pelaksanaa proses produksi dalam perusahaan yang bersangkutan berjalan dengan lancar.
3. Dapat menekan sekecil mungkin terdapatnya kemungkinan kerusakan- kerusakan berat dari mesin dan peralatan produksi selama proses produksi berjalan.
4. Peralatan produksi yang digunakan dapat berjalan denhgan stabil dan baik, maka proses dan pengendalian kualitas proses harus dilaksanakan dengan baik pula.
5. Dapat dihindarkan kerusakan-kerusakan total dari mesin dan peralatan produksi digunakan.
6. Apabila mesin dan peralatan produksi berjalan dengan baik maka penyerapan bahan baku dapat berjalan dengan normal
7. Dengan adanya kelancaran penggunaan mesin dan peralatan produksi dalam perusahhan, maka pembebanan mesin dan peralatan produksi yang ada semakin baik
2.4.3 Jenis- jenis Maintenance
Menurut (Corder, Antony, K. Hadi 1992) kegiatan pemeliharaan dikategorikan dalam dua cara pemeliharaan terencana ( planned maintenance) dan pemeliharaaan tak terencana (unplanned maintenance)
1. Pemeliharaan terencana (planned maintenance )
Planned maintenance adalah yang terorganisir dan dilakukan dengan pemikiran ke masa depan, pengendalian dan pencatatan sesuai dengan rencana yang telah ditentukan sebelumnya. Oleh karena itu program maintenance yangakan dilakukan harus dinamis dan memerlukan pengawasan dan pemeliharaansecara aktif bagian maintenance melalui informasi dari catatan riwayat mesin/peralatan.
25
Konsep planned maintenance di tunjukan untuk dapat mengatasi masalah yang dihadapi manajer dengan pelaksanaan kegiatan maintenance.
Komunikasidapat di perbaiki dengan informasi yang dapat memberi data yang lengkap untukmengambil keputusan.Adapun data yang penting dalam kegiatan maintenanceantara lain laporan permintaan pemeliharaan,laporan pemeriksaan, laporanperbaikan, dan lain-lain
Menurut (Corder, Antony, K. Hadi, 1992) Pemeliharaan terencana dibagi menjadi dua aktivitas utama yaitu:
a. Pemeliharaan pencegahan (Preventive maintenance)
Menurut (Assauri, 1999) Preventive maintenace adalah kegiatan pemeliharaan dan perawatan yang di lakukan untuk mencegah timbulnya kerusakan kerusakan yang tidak terdugadan menemukan kondisi atau keadaan yang dapat menyebabkan fasilitas produksimengalami kerusakan pada waktu di gunakan dalam proses produksi. Dengan demikian semua fasilitas produksi yang di berikan preventive maintenance akan terjamin kelancaranya dan selalu diusahakan dalam kondisiatau kedaan yang siap di pergunakan untuk setiap operasi atau proses produksi pada setiap saat. Sehingga dapatlah di mungkinkan pembuatan suatau rencana dan jadwal pemeliharaan dan perawatan yang sangat cermat dan rencana produksiyang lebih tepat.
Sebuah fasilitas atau peralatan produksi termasuk dalam “critical unit“apabila kerusakan fasilitas atau peralatan tersebut akan membahayakan kesehatan atau keselamatan para pekerja, mempengaruhi kualitas produk yang dihasilkan, menyebabkan kemacetan pada seluruh produksi, dan modal yang ditanamkan dalam fasilitas tersebut cukup besar atau harganya mahal.Dalam prakteknya, preventive maintenance yang dilakukan oleh suatu pabrik dapat dibedakan menjadi routine maintenance dan periodic maintenance.Routine maintenance adalah kegiatan pemeliharaan dan perawatan yang dilakukan berdasarkan lamanya jam kerja mesin sebagai jadwal kegiatan, misalnya seratus jam sekali, dan seterusnya. Kegiatan periodic maintenance ini jauh lebih berat dari routine maintenance.
b. Pemeliharaan perbaikan (corrective maintenance)
Corrective maintenance adalah suatu kegiatan maintenance yang dilakukan setelah terjadinya kerusakan atau kelainan pada mesin/peralatan sehingga tidak dapat berfungsi dengan baik. Pemeliharaan korektif (corrective maintenance) adalah peralatan yang dilaksanakan karena adanya hasil produk yang tidak sesuai dengan rencana. Kegiatan ini dimaksudkan agar fasilitas/ peralatan tersebut dapat digunakan kembali dalam operasi, sehingga proses produksi dapat berjalan lancar kembali
2. Pemeliharaan tak terencana (Unplanned maintenance)
Menurut (Corder, Antony, K. Hadi, 1992) Pemeliharaan tak terencana (Unplanned maintenance) biasanya berupa pemeliharaan darurat (breakdown/emergency maintenance). Pemeliharaan darurat adalah tindakan maintenance yang dilakukan pada mesin/peralatan yang masih dapat beroperasi, sampai mesin/peralatan tersebut rusak dan tidak dapat berfungsi lagi.Melalui bentuk pelaksanaan pemeliharaan tak terencana ini, diharapkan penerapan pemeliharaan tersebut akan dapat memperpanjang umur dari mesin/peralatan, dan dapat memperkecil frekuensi kerusakan.
Pada umumya sistem pemeliharaan merupakan metode tak terencana, dimana peralatan yang digunakan dibiarkan atau tanpa disengaja rusak hingga akhirnya, peralatan tersebut akan digunakan kembali maka diperlukannya perbaikan atau pemeliharaan. Secara skematik dapat dilihat sesuai diagram alir proses suatu perusahaan untuk sistem pemeliharaan pada gambar 2.10.
Gambar 2.10 Diagram alir dari pembagian pemeliharaan
27
(Sumber: http://andipranan87.blogspot.com/2014/09/teori-sistem-pemeliharaan- aset.html)
2.4.4 Kegiatan-kegiatan Pemeliharaan
Menurut (Tampubolon, 2004), Kegiatan pemeliharaan dalam suatu perusahaan meliputi berbagai kegiatan sebagai berikut:
1. Inspeksi (inspection)
Kegiatan inspeksi meliputi kegiatan pengecekan atau pemeriksaan secara berkala dimana maksud kegiatan ini adalah untuk mengetahui apakah perusahaan selalu mempunyai peralatan atau fasilitas yang baik untuk menjamin kelancaran prose produksi.Sehingga jika terjadinya kerusakan ,maka segera dilakukan perbaikan-perbaiakan yang diperlukan sesuai denganlaporan hasil inspeksi dan berusaha untuk mencegah sebab-sebab timbulnya kerusakan dengan melihat sebab-sebab kerusakan yang diperoleh dari hasil inspeksi.
2. Kegiatan teknik (engineering)
Kegiatan ini meliputi kegiatan percobaan atas peralatan yang baru dibeli,dan kegiatan-kegiatan pengembangan peralatan yang perlu diganti , serta melakukan penelitian-penelitian terhadap kemungkinan-kemungkinan tersebut.
Dalam kegiatan inilah dilihat kemampuan untuk mengadakan perubahan- perubahan dan perbaiakn –perbaikan bagi perluasan dan kemajuan dari fasilitas atau peralatanperusahaan .Oleh karena itu kegiatan teknik ini sangat diperlukan terutama apabila dalam perbaikan mesin-mesin yang rusk tidak didapatkan atau diperoleh komponen yang sama dengan yang debutuhkan.
3. Kegiatan produksi (production)
Kegiatan ini merupakan kegiatan pemeliharaan yang sebenarnya yaitu merawat, memperbaiki mesin-mesin dan peralatan. Secara fisik, melaksanakan pekerjaan yang disarankan atau yang diusulkan kegiatan inspeksi dan teknik, melaksanakan kegiatan service dan pelumasan (lubrication).Kegiatan produksi ini dimaksudkan untuk itu diperlukan usaha-usaha perbaikan segera jika terdapat kerusakan pada peralatan.
4. Kegiatan administrasi (Clerical Work)
Pekerjaan administrasi ini merupakan kegiatan yang berhubungan dengan pencatatan-pencatatan mengenai biaya biaya yang terjadi dalam melakukan pekerjaan-pekerjaan pemeliharaan dan biaya-biaya yang berhubungan dengan kegiatan pemelihraan komponen (spareparts) yang dibutuhkan, laporan kemajuan (progress report) tentang apa yang telah dikerjakan , waktu dilakukannnya inspeksi dan perbaikan, serta lamanya perbaikan tersebut, komponen (spereparts) yang tersedia dibagian pemeliharaan.Jadi dalam pencatatan ini termasuk penyusunan planning dan scheduling, yaitu rencana kapan sesuatu mesi harus dicek atau diperiksa, dilumasi atau di service dan direvarasi.
5. Pemeliharaan bangunan (house keeping)
Kegiatan ini merupakan kegiatan untuk menjaga agar bangunan gedung tetap terpelihara dan terjamin kebersihannya.
2.5 Total Productive Maintenance / Sistem Perawatan Terpadu
Pada tahun 1950-an Preventive maintenance (pemeliharaan pencegahan) mulai dikenal, yang kemudian berkembang seiring dengan berkembangnya teknologi yang ada dan kemudian pada tahun 1960-an muncul apa yang disebut dengan productive maintenance. Kedua metode pemeliharaan ini umumnya disingkat dengan PM dan pertama kali diterapkan oleh industri-industri manufaktur di Amerika Serikat dan pusat segala kegiatannya ditempatkan pada satu departemen yang disebut dengan maintenance department. Total productive maintenance (TPM) mulai dikembangkan pada tahun 1970-an pada perusahaan Nippondenso Co. di negara Jepang yang merupakan pengembangan konsep maintenance yang diterapkan pada perusahaan industri manufaktur Amerika Serikat yang disebut preventive maintenance (pemeliharaan pencegahan).
Mempertahankan kondisi mesin/peralatan yang mendukung pelaksanaan proses produksi merupakan komponen yang penting dalam pelaksanaan pemeliharaan
29
unit produksi. Tujuan dari pemeliharaan produktif (productive maintenance) adalah untuk mencapai apa yang disebut dengan profitable PM.
2.5.1 Pengertian Total Productive Maintenance (TPM)
Total productive maintenance merupakan ide (Nakajima, 1988) yang menekankan pada pendayagunaan dan keterlibatan sumber daya manusia dan sistem Preventive Maintenance untuk memaksimalkan efektifitas peralatan dengan melibatkan semua departemen dan fungsional organisasi.
TPM adalah hubungan kerjasama yang erat antara perawatan dan organisasi produksi secara menyeluruh yang bertujuan untuk meningkatkan kualitas produk, mengurangi waste, mengurangi biaya produksi, meningkatkan kemampuan peralatan dan pengembangan dari keseluruhan sistem perawatan pada perusahaan manufaktur. Secara menyeluruh definisi dari total productive maintenance menurut (Nakajima, 1988) mencakup lima elemen berikut:
1. TPM bertujuan untuk menciptakan suatu sistem preventive maintenance (PM) untuk memperpanjang umur penggunaan mesin/peralatan.
2. TPM bertujuan untuk memaksimalkan efektivitas mesin/peralatan secara keseluruhan (overall effectiveness)
3. TPM dapat diterapkan pada berbagai departemen (seperti engineering, bagian produksi, bagian maintenance)
4. TPM melibatkan semua orang mulai dari tingkatan manajemen tertinggi hingga para karyawan/operator lantai pabrik.
5. TPM merupakan pengembangan dari sistem maintenance berdasarkan PM melalui manajemen motivasi : autonomous small group activities.
Kemudian (Ljungberg,1998) menambahkan bahwa OEE juga merupakan cara efektif menganalisis efisiensi sebuah mesin tunggal atau sebuah system permesinan terintegrasi. Bagaimanapun suatu perusahaan menginginkan peralatan produksinya dapat beroperasi 100% tanpa ada downtime, pada kinerja
100% tanpa ada speed losses, dengan output 100% tanpa ada reject. Dalam kenyataannya, hal ini sangat sulit tapi bukan tidak mungkin hal ini dapat dicapai. Menghitung OEE merupakan salah satu komitmen untuk mengurangi kerugian-kerugian dalam peralatan produksi maupun proses melalui aktivitas TPM dan hal ini merupakan tujuan utamanya.
Subjek utama yang menjadi ide dasar dari kegiatan TPM adalah manusia dan mesin. Dalam hal ini diusahakan untuk dapat merubah pola pikir manusia terhadap konsep pemeliharaan yang selama ini biasa dipakai. Pola pikir “saya menggunakan peralatan dan orang lain yang memperbaiki” harus diubah menjadi “saya merawat peralatan saya sendiri.” Untuk itu para karyawan dituntut untuk dapat belajar menggunakan dan merawat mesin/peralatan dengan baik dan dengan demikian perlu dipersiapkan suatu sistem pelatihan (training) yang baik.
Dalam TPM ada terdapat pilar – pilar yang mendukung kegiatan ini. Dapat kita lihat pada gambar 2.11 berikut,
31
Gambar 2.11 : 8 Pilar dalam Total Productive Maintenance (Sumber: http://indroagunghandoko.blogspot.com/p/additional-3.html)
Berikut adalah Penjabaran dari 8 pilar dalam TPM yaitu :
Pilar 1, Improvement to Increase Equipment Effectiveness bertujuan untuk meningkatkan efisiensi / performance kerja dari suatu mesin.
Pilar 2, Autonomous Maintenance bertujuan untuk mengikutsertakan para operator mesin untuk berkontribusi dalam perawatan dan pendeteksian secara dini abnormality yang terjadi.
Pilar 3, Planned Maintenance System bertujuan untuk menyusun perencanaan maintenance system secara komprehensif.
Pilar 4, Operations and Maintenance Skill Training bertujuan untuk menyusun perencanan peningkatan skill operator mesin dan personel maintenance.
Pilar 5, Maintenance Prevention Management bertujuan untuk menyusun konsep maintenance manajemen perawatan mesin yang sesuai dengan iklim dan budaya perusahaan.
Pilar 6, Quality Maintenance : Bertujuan untuk memuaskan konsumen melalui tingginya kualitas tanpa cacat manufaktur.
Pilar 7, TPM in Adminstrative and Support Department bertujuan untuk membentuk personel yang berfungsi untuk mengelola adminstrasi TPM.
Pilar 8, Building a safe, enviro and friendly system bertujuan untuk membangun lingkungan kerja yang aman dan berwawasan lingkungan.
Program 5S pertama kali diperkenalkan di Jepang sebagai suatu gerakan kebulatan tekad untuk mengadakan pemilahan (seiri), penataan (seiton), pembersihan (seiso), penjagaan kondisi yang mantap (seiketsu), dan penyadaran diri akan kebiasaan yang diperlukan untuk melaksanakan pekerjaan dengan baik (shitsuke). Masing-masing S dalam 5S beserta penjelasannya dijelaskan di bawah ini.
1) Seiri ( Ringkas ) : Pemilahan
Seiri merupakan langkah awal implementasi 5S, yaitu: pemilahan barang yang berguna dan tidak berguna:
Barang berguna => Disimpan
Barang tidak berguna => Dibuang
Dalam langkah awal ini dikenal istilah Red Tag Strategy, yaitu menandai barang-barang yang sudah tidak berguna dengan label merah (red tag) agar mudah dibedakan dengan barang-barang yang masih berguna. Barang-barang dengan label merah kemudian disingkirkan dari tempat kerja.
Semakin ramping (lean) tempat kerja dari barang-barang yang tidak dibutuhkan, maka akan semakin efisien tempat kerja tersebut.
2) Seiton ( Rapi ) : Pengelompokan
33
Seiton adalah langkah kedua setelah pemilahan, yaitu: penataan barang yang berguna agara mudah dicari, dan aman, serta diberi indikasi.
Dalam langkah kedua ini dikenal istilah Signboard Strategy, yaitu menempatkan barang-barang berguna secara rapih dan teratur kemudian diberikan indikasi atau penjelasan tentang tempat, nama barang, dan berapa banyak barang tersebut agar pada saat akan digunakan barang tersebut mudah dan cepat diakses.
Signboard strategy mengurangi pemborosan dalam bentuk gerakan mondar- mandir mencari barang.
3) Seiso ( Resik ) : Pembersihan peralatan
Seiso adalah langkah ketiga setelah penataan, yaitu: pembersihan barang yang telah ditata dengan rapih agar tidak kotor, termasuk tempat kerja dan lingkungan serta mesin, baik mesin yang breakdown maupun dalam rangka program preventive maintenance (PM).
Sebisa mungkin tempat kerja dibuat bersih dan bersinar seperti ruang pameran agar lingkungan kerja sehat dan nyaman sehingga mencegah motivasi kerja yang turun akibat tempat kerja yang kotor dan berantakan.
4) Seiketsu ( Rawat ) : Penstandarisasi
Seiketsu adalah langkah selanjutnya setelah seiri, seiton, dan seiso, yaitu:
penjagaan lingkungan kerja yang sudah rapi dan bersih menjadi suatu standar kerja. Keadaan yang telah dicapai dalam proses seiri, seiton, dan seiso harus distandarisasi. Standar-standar ini harus mudah dipahami, diimplementasikan ke seluruh anggota organisasi, dan diperiksa secara teratur dan berkala.
5) Shitsuke ( Rajin ) : pemeliharaan disiplin
Shitsuke merupakan sifat 5-S yang menitik beratkan pelatihan dan pendisiplinan dengan pendidikan yang dilakukan sebelum memulai dunia kerja, pelatihan, pengarahan serta diklat yang umumnya diberlakukan sesuai dengan standar organisasi ataupun perusahaan.
2.5.2 Manfaat dari Total Productive Maintenance (TPM)
Manfaat dari penerapan TPM secara sistematik dalam rencana kerja jangka panjang pada perusahaan pada khususnya menyangkut faktor – faktor berikut :
1. Peningkatan produktivitas dengan menggunakan prinsip-prinsip TPM akan meminimalkan kerugian-kerugian pada perusahaan
2. Meningkatkan kualitas dengan TPM, meminimalkan kerusakan pada mesin/peralatan dan waktu mesin tidak bekerja (downtime) mesin dengan metode yang terfokus.
3. Waktu delivery ke konsumen dapat ditepati, karena produksi yang tanpa gangguan akan lebih mudah untuk dilaksanakan.
4. Biaya produksi rendah karena rugi – rugi dan pekerjaan yang tidak memberi nilai tambah dapat dikurangi.
5. Kesehatan dan keselamatan lingkungan kerja lebih baik.
6. Meningkatkan motivasi tenaga kerja, karena hak dan tanggung jawab didelegasikan pada tiap orang.
2.5.3 OEE ( Overall Equipment Effectiveness )
Overall Equipment Effectiveness ( OEE ) adalah perhitungan yang digunakan untuk menentukan tingkat efektivitas peralatan. Dengan metode ini TPM berusaha untuk memaksimalkan Output dengan mempertahankan kondisi operasi yang ideal dan peralatan/mesin berjalan dengan efektif. Sebuah peralatan yang mengalami breakdown, penurunan kecepatan, atau kurang presisi dan menghasilkan produk – produk cacat maka peralatan/mesin tidak beroperasi secara efektif. Untuk mencapai Overall Equipment Effectiveness, TPM bekerja untuk menghilangkan six big losses ( enam kerugian besar ) yang merupakan hambatan berat.
Secara garis prosedur perhitungan Overall Equipment Effectiveness ditunjukkan pada gambar 2.12
35
Gambar 2.12 : Overall Equipment Effectiveness
(Sumber: http://www.plant-maintenance.com/articles/RCMvTPM.shtml )
Overall Equipment Effectiveness ( OEE ) merupakan ukuran menyeluruh yang mengindikasikan tingkat produktivitas mesin/peralatan dan kinerjanya secara teori. Pengukuran ini sangat penting untuk mengetahui area mana yang perlu untuk ditingkatkan produktivitasnya ataupun efisiensi mesin/peralatan dan juga dapat menunjukkan area bottleneck yang terdapat pada lintasan produksi.
OEE juga merupakan alat ukur untuk mengevaluasi dan memberikan cara yang tepat untuk menjamin peningkatan produktivitas penggunaan mesin/peralatan.
Menurut (Nakajima, 1988) Formula matematis dari overall equipment effectiveness (OEE) dirumuskan sebagai berikut :
OEE = Availability (AV) × Performance efficiency (PE) × Rate of quality product (RQP) × 100%
OEE = AV × PE × RQP × 100% ... (2.1)
Kondisi operasi mesin/peralatan produksi tidak akan akurat ditunjukkan jika hanya didasarkan pada perhitungan satu faktor saja, misalnya performance efficiency saja. Enam faktor pada six big losses baru minor stoppages saja yang dihitung pada performance efficiency mesin/peralatan. Rugi-rugi lainnya belum dihitung. Keenam faktor dalam six big losses harus diikutkan dalam perhitungan OEE, kemudian kondisi aktual dari mesin/peralatan dapat dilihat secara akurat.
1. Ketersediaan/Availability (AV)
Merupakan rasio operation time terhadap waktu loading timenya. Sehingga untuk dapat menghitung availability mesin dibutuhkan nilai-nilai dari :
1. Waktu Operasi (Operation time) 2. Waktu Persiapan (Loading time) 3. Waktu tidak bekerja (Downtime)
Nilai availability dihitung dengan rumus sebagai berikut :
𝐴𝑣𝑎𝑖𝑙𝑎𝑏𝑖𝑙𝑖𝑡𝑦 = 𝑂𝑝𝑒𝑟𝑎𝑡𝑖𝑜𝑛 𝑡𝑖𝑚𝑒
𝐿𝑜𝑎𝑑𝑖𝑛𝑔 𝑡𝑖𝑚𝑒 𝑥 100 % 𝐴𝑣𝑎𝑖𝑙𝑎𝑏𝑖𝑙𝑖𝑡𝑦 = 𝐿𝑜𝑎𝑑𝑖𝑛𝑔 𝑡𝑖𝑚𝑒−𝐷𝑜𝑤𝑛𝑡𝑖𝑚𝑒
𝐿𝑜𝑎𝑑𝑖𝑛𝑔 𝑡𝑖𝑚𝑒 𝑥 100 % ... (2.2)
Loading time adalah waktu yang tersedia (availability time) perhari atau perbulan dikurangi dengan waktu downtime mesin yang direncanakan (planned downtime).
Loading time = Total availability time – Planned downtime ... (2.3) Operation Time = Loading Time – Downtime ... (2.4) Downtime = Breakdown + Set up ... (2.5) Planned downtime adalah jumlah waktu downtime yang telah direncanakan dalam rencana produksi termasuk didalamnya waktu downtime mesin untuk pemeliharaan (scheduled maintenance) atau kegiatan manajemen lainnya.
Operation time merupakan hasil pengurangan loading time dengan waktu downtime mesin (non-operation time), dengan kata lain operation time adalah