ANALISA KERUSAKAN PADA KOMPONEN BAUT DI ANJUNGAN LEPAS PANTAI
Skripsi
Diajukan Untuk Memenuhi Persyaratan Memperoleh Gelar Sarjana Sains (S.Si) pada Fakultas Sains dan Teknologi
Universitas Islam Negeri (UIN) Syarif Hidayatullah Jakarta
Disusun oleh:
KHASAN NIM 108097000013
PROGRAM STUDI FISIKA FAKULTAS SAINS DAN TEKNOLOGI
UNIVERSITAS ISLAM NEGERI SYARIF HIDAYATULLAH JAKARTA
2013 M/ 1434 H
LEMBAR PERNYATAAN
DENGAN INI SAYA MENYATAKAN BAHWA SKRIPSI INI ADALAH BENAR HASIL KARYA SAYA SENDIRI, BUKAN JIPLAKAN DARI KARYA ORANG LAIN, KECUALI BEBERAPA PENDAPAT ATAU KUTIPAN ORANG LAIN YANG SAYA SEBUTKAN MASING-MASING SUMBERNYA.
Jakarta, September 2013
KHASAN
Abstrak
ANALISA KERUSAKAN PADA KOMONEN BAUT DI ANJUNGAN LEPAS PANTAI. Dalam penelitian ini disajikan suatu hasil analisa kerusakan baut di anjungan lepas pantai, analisa kerusakan ini dilakukan dengan melihat komposisi kimia, hasil uji tarik, kekerasan, analisa permukaan patahan (fraktografi) dan struktur mikro (metalografi). dengan mengetahui jenis dan penyebab kerusakan pada baut tersebut, maka dapat dirumuskan langkah – langkah penanggulangan atau pencegahan sehingga kerusakan dapat dihindari.
Hasil analisa kerusakan ini menunjukkan bahawa baut tersbut telah mengalami patah lelah akibat beban tegangan yang berlebihan (overload) berupa pembebanan dinamis dan penyebab kerusakan berawal dari cacat manufaktur. Berdasarkan hasil pengujian komposisi kimia baja yang digunakan sebagai bahan baut adalah jenis baja karbon sedang (medium carbon steel), dengan nilai kekerasan (306 : 321 HV), untuk hasil analisis struktur mikro pada baut ini memiliki struktur mikro martensite temper akibat proses perlakuan panas.
Kata kunci: Bolt, Fraktografi, metalografi, Uji Kekerasan, kelelahan, matrensite temper
ABSTRACT
FAILURE ANALYSIS OF THE BOLT AT OFFSHORE PLATFORMS. This research provides the results of failure analysis of the bolt at offshore platforms, the process of the failure analysis from the series of laboratory testing such as chemical composition, tensile testing, hardness, fracture surface (fractography) and microstructure (metallography). To failure the type and cause failure to the bolt, it can be formulated measures – mitigation pr prevention measures so that failure can be avoided. The results of the analysis we see this bolt have suffered fatigue failure load stress (overload) in the from of dynamic loading and the initiation cracking surface and manufacture defect. Based on the results of testing the chemical composition of the steel used as the material is carbon steel bolts are (medium carbon steel), with a hardness value (306: 321 HV), for the analysis of the microstructure of the bolt has a tempered martenite microstructure.
Keywords : Bolt, fractography, metalography, hardness testing, fatigue, tempered martenite
KATA PENGANTAR
Alhamdulillah, puji syukur penulis panjatkan ke hadirat Allah SWT karna atas rahmat dan karunia-Nya, sehingga penulis dapat menyelesaikan Skripsi ini dengan judul “ ANALISA KERUSAKAN PADA KOMPONEN BAUT DI ANJUNGAN LEPAS PANTAI ”. Sholawat serta salam semoga selalu tercurah kepada baginda Nabi Muhammad SAW atas suri tauladan beliau. Dengan selesainya skripsi ini, maka dari itu penulis ingin mengucapkan terima kasih yang sebesar-besarnya atas segala bantuan dan bimbingannya, kepada :
1. Orang tua dan keluarga dari penulis yang telah memberi dukungan baik moril maupun materil, menguatkan diriku dengan doa, yang selalu memberikan aku semangat, kasih sayang, serta menasehatiku dan membimbingku dalam segala hal untuk menuju keberhasilan.
2. Bapak Dr. Agus Salim, M.Si Selaku Dekan Fakultas Sains Dan Teknologi Universitas Islam Negeri Syarif Hidayatullah Jakarta.
3. Bapak Sutrisno, M.Si. selaku Ketua Prodi Fisika Universitas Islam Negeri syarif hidayatullah Jakarta
4. Bapak Arif Tjahjono, S.T, M.Si. selaku dosen pembimbing I terimakasih atas bimbingan, pengarahan dan diskusi dengan penuh kesabaran yang selalu memberikan arahan, nasuehat serta masukan – masukannya kepada penulis, sehingga skripsi ini dapat selesai dengan baik.
5. Bapak Ir. Edy Sumarsono, M.T selaku dosen pembimbing II, terimakasih
memberikan arahan, naesat dan masukan-masukannya kepada penulis sehingga skripsi ini dapat selesai dengan baik.
6. Terimakasih kepada seluruh staff peneliti Balai Besar Teknologi Kekuatan Struktur, Badan Pengkajian dan Penerapan Teknologi (B2TKS, BPPT) PUSPITEK Serpong.
7. Teman – teman seperjuangan dan seangkatan Fisika 2008: Agus, April, Bram, Elis, Emma, Fadhil, Fahmi, Fauzan, Hanisa, Ika, Imam, Indra, Irmawan, Irna, Isna, Iwan, Mudin, Mut, Nailil, Niko, Putri, Ridwan, Wahyu, dan Waskito. Terimakasih atas kebersamaannya selama ini
8. Buat temen – temen saya : Molan, Zaki, Syukron, Khusni Z.N, Mashadi, Icha, Ahlan, Lukman dan temen seangkatan 08 yang tidak bisa saya sebutkan. Wisnu purbaya, Arul, Eep, Muhyi, Adib. Terima kasih atas kerja samanya dan pengertiannya.
9. Mas Diwang, Pak Nanang Anwarudin (semoga bimbel Steno nya tambah maju) dan Pak Pak Sapto terima kasih atas kesdediaannya berbagi ilmu.
10. Terimakasih juga buat sahabat dan teman – teman IMMAN, HIMA-CITA, dan KMSGD.
11. Semua pihak yang tidak bisa disebutkan satu persatu dan telah banyak membantu penulis dalam menyelesaikan skripsi ini.
Penulis minta maaf apabila dalam penyusunan Skripsi ini masih terdapat banyak kekurangan, dan penulis mengharapkan masukkan berupa saran maupun kritik yang bersifat membangun dari berbagai pihak. Akhir kata, terima kasih atas segala bantuan, dukungan serta perhatiannya, dan penulis berharap skripsi ini dapat bermanfaat di masa yang akan datang sebagai acuan untuk pengembangan selanjutnya.
Jakarta, September 2013
Penulis
DAFTAR ISI
LEMBAR PENGESAHAN PEMBIMBING ... i
LEMBAR PENGESAHAN UJIAN ………..ii
LEMBAR PERNYATAAN ... iii
ABSTRAK ... iv
ABSTRACT ... v
KATA PENGANTAR ... vi
DAFTAR ISI ... ix
DAFTAR TABEL ... xii
DAFTAR GAMBAR ... xiii
DAFTAR LAMPIRAN ... xv
BAB I. PENDAHULUAN ... 1
1.1 Latar Belakang ... 1
1.2 Rumusan Masalah ... 2
1.3 Tujuan Penelitian ... 3
1.4 Batasan Masalah ... 3
1.5 Manfaat Penelitian ... 3
1.6 Sistematika Penulisan ... 4
BAB II. DASAR TEORI ... 6
2.1.1 Material Baut ... 6
2.1.2 Proses Pembuatan Baut ... 9
2.1.3 Sistem Sambungan Pada Baut ... 10
2.2 Analisa Kerusakan (Failure Analysis) ... 11
2.2.1 Definisi Kerusakan (Failure) ... 14
2.2.2 Bentuk – Bentuk Perpatahan Pada Baut ... 15
2.3 Kelelahan (Fatigue) ... 18
2.4 Metalografi ... 29
2.5 Fraktografi ... 36
2.6 Kekerasan ... 37
BAB III METODE PENELITIAN ... 43
3.1 Waktu dan Tempat Penelitian ... 43
3.2 Bahan dan Peralatan Penelitian ... 43
3.2.1 Bahan Penelitian ... 43
3.2.2 Peralatan Penelitian ... 43
3.3 Tahapan Penelitian... 44
3.3.1 Pengujian Komposisi Kimia ... 45
3.4.4 Pengujian Metalografi ... 46
3.4.5 Pengujian Kekerasan ... 48
3.4.6 Pengujian Tarik... 54
BAB IV HASIL DAN PEMBAHASAN ... 50
4.1 Hasil Pemeriksaan Visual atau Makro Fraktografi... 50
4.2 Hasil Pengujian metalografi ... 54
4.3 Hasil Pengujian komposisi kimia ... 58
4.4 Hasil Pengujian kekerasan ... 60
BAB V PENUTUP ... 62
5.1 Kesimpulan ... 62
5.2 Saran ... 66
DAFTAR PUSTAKA ... 67
LAMPIRAN ... 69
DAFTAR TABEL
Tabel 2.1 Komposisi kimia untuk baut tipe 1 (baja karbon sedang, baja paduan atau paduan boron……….. 7 Tabel 2.2 Penyelesaian masalah yang timbul pada pemotongan abrasive…….. 31 Tabel 2.3 Skala pada metode pengujian kekerasan Rockwell………42 Tabel 2.4 Cara – cara pengujian kekerasan………42 Tabel 4.1 Hasil uji komposisi kimia dengan menggunakan alat METOREX……65 Tabel 4.2 Hasil uji kekerasan dengan menggunakan alat frank finotest…………67
DAFTAR GAMBAR
Gambar 2.1. Tahapan proses pembuatan baut dan mur. (a) machined bolt.
(b) headed bolt with rolled thread……….. 10
Gambar 2.2 Sambungan tipe tumpu pada baut. ………11
Gambar 2.3 Sambungan tipe gesek pada baut……….. 11
Gambar 2.4. Mode Perpatahan. (a). Perpatahan material sangat ulet. (b) Perpatahan material ulet. (c) Perpatahan material getas……… 16
Gambar 2.5. Tahapan terjadinya mode perpatahan ulet. (a) penyempitan awal. (b) pembentukan rongga- rongga kecil (cavity). (c)penyatuan rongga – rongga retakan. (d) perambatan retakan. (e) perpatahan geser akhir pada sudut 450……….. 17
Gambar 2.6. Beberapa awal retak (inti retak) fatigue di tepi atas (antara A) dan ada lagi di tepi bawah (antara B). final fracture di tunjukkan dengan tanda panah……….. 22
Gambar 2.7. Tanda panah menunjukkan awal retak pada baja 4330V…………. 22
Gambar 2.8. Skematis penampilan Permukaan patah fatigue terhadap kondisi pembebanan………23
Gambar 2.9 Diagram tegangan siklik……… 27
Gambar 2.10. diagram alir persiapan sampel struktur mikro……… 30
Gambar 2.11. Skema prinsip Penekanan oleh harnened steel ball dengan metode brinell……….. 39
Gambar 2.12. Hasil indentasi Brinell berupa jejak berbentuk lingkaran………..40
Gambar 2.13. Skematis prinsip indentasi dengan metode Vickers………41
Gambar 3.1 Diagram Alir Penelitian……….44
Gambar 3.2 Specimen ditempelkan pada pembangkit sinar x………...46
Gambar 3.3 hasil survey meter pada uji Metorex………..46
Gambar 3.4 alat untuk melakukan polishing……….47 Gambar 3.5 Alat mikroskopis untuk pengambilan photo struktur mikro……….48 Gambar 3.6 alat pengujian dengan metode Vickers...49 Gambar 4.1 Bentuk permukaan patahan baut clam pinyang dianalisis…………50 Gambar 4.2. a) photo makro permukaan patahan baut clamp pin yang mengalami patah lelah (fatigue fracture) dan awal patah yang dimulai dari tepi baut (awal patah). Terlihat juga alur garis pantai (beach mark) yang menunjukkan bentuk area patah lelah hingga 90% dan yang 10%
adalah patah sisa. b) Pada daerah tengah – tengah terdapat retak akibat beban operasi sesaat………51 Gambar 4.3 a) Pengambilan sampel metallografi potongan A – B . b) Photo makro
etsa sampel metallografi potongan memanjang (A- B )………….53 Gambar 4.4 a) Lokasi adanya secondary cracks sejajar dengan awal patah. b)
lokasi pengambilan struktur mikro. c) Bentuk struktur mikro baut yang telah mengalami kerusakan, etsa natal 5%, dengan perbesaran 200x………55 Gambar 4.5 a) Pembesaran lokasi pengambilan struktur mikro pada gambar 4.4
(a). b) Bentuk struktur mikro baut yang telah mengalami kerusakan, etsa nital 5%, dengan perbesaran 500x………57 Gambar 4.6 Lokasi uji kekerasan pada sampel potongan baut……….61
DAFTAR LAMPIRAN
Lampiran 1. Posisi baut yang mengalami patah ………. 69 Lampiran 2. Bentuk baut clam in yang di ukur dengan penggaris dan ulir baut
yang dianalisis……… 70
BAB I
PENDAHULUAN
1.1 Latar Belakang
Bentuk – bentuk kerusakan baik yang disengaja ataupun tidak pada suatu komponen merupakan peristiwa yang sangat tidak diinginkan, karena hal ini dapat menimbulkan kerugian baik secara moril maupun materil yang tidak sedikit. Untuk itu perlu dilakukan tindakan pencegahan untuk tetap menjamin kekuatan dari setiap komponen yang dipergunakan. Salah satu faktor yang sering terjadi adalah kerusakan pada komponen baut, hal ini biasanya akibat dari tidak tepat pemilihan bahan, penggunaan dan desain komponen yang akan dipergunakan yang dapat menimbulkan kerugian yang sangat besar.
Bentuk kerusakan yang sering terjadi adalah patah/rusaknya komponen pengikat atau penyambung pada alat kontruksi dilepas pantai yang berupa baut. Sebenarnya proses perencanaan baut dilepas pantai merupakan proses yang begitu rumit dimana harus mempertimbangkana beberapa faktor.
Terutama faktor keselamatan, namun kerusakan yang terjadi ternyata sangat sulit dihindari, oleh karena itu dalam penelitian akan dilakukan analisa kerusakan pada komponen baut secara lebih mendalam tertutama faktor penyebab kerusakan pada komponen baut di anjungan lepas pantai.
Bahan baut yang digunakan untuk penelitian ini adalah baut tipe 1 (baut yang terbuat dari baja karbon sedang, baja paduan atau paduan boron) dengan komposisi karbon 0.30 % - 0.60 % C, dan unsur penyusun utamanya adalah besi (Fe) dan karbon (C), serta unsur – unsur pendukung lainnya Mn, P, S, Si. Unsur – unsur tersebut sangat menunjang sebuah bahan yang memiliki kekuatan dan kekerasan yang baik jika digunakan sesuai standard[5].
Baut tipe 1 merupakan baut mutu tinggi (high strenght bolt) yang mempunyai kekuatan tarik minimum sebesar 8437 kg/cm2 (120 ksi) untuk baut yang berdiameter 12 mm – 25 mm dan kekuatan tarik minimum 7382 kg/cm2 (105 ksi) untuk baut berdiameter 28 mm – 38 mm yang sesuai dengan standar spesifikasi ASTM – A325.
1.2 Perumusan Masalah
Perumusan masalah dalam penelitian ini adalah sebagai berikut:
1. Bagaimanakah struktur mikro dan sifat mekanik dari baut di anjungan lepas pantai.
2. Tipe – tipe kerusakan seperti apakah yang dapat dialami oleh baut yang terpasang seperti mengalami stress konsentrasi.
3. Faktor – faktor apa saja yang menyebabkan kerusakan dan mencegah terjadi kerusakan yang sama pada baut.
1.3 Tujuan Penelitian
Tujuan yang dicapai dalam penulisan ini adalah :
1. Mengidentifikasi karakteristik material yang terjadi pada baut di anjungan lepas pantai.
2. Mengidentifikasi tipe kerusakan pada material baut di anjungan lepas pantai.
3. Menentukan jenis dan faktor – faktor penyebab terjadinya kerusakan pada baut di anjungan lepas pantai.
1.4 Batasan Masalah
Penelitian ini berfokus pada permasalahan sebagai berikut :
1. Memahami kronologis kerusakan pada baut di anjungan lepas pantai.
2. Meneliti dengan seksama bentuk patahan yang terjadi dan penyebab terjadinya kerusakan pada komponen baut di anjungan lepas pantai sesuai dengan standar analisa.
3. Objek yang di analisis adalah kerusakan pada baut mutu tinggi di anjungan lepas pantai.
1.5 Manfaat penelitian
Manfaat penelitian ini adalah mencegah terjadinya kerusakan pada baut sehingga tidak terjadi kerusakan yang sama pada baut tersebut.
1.6 Sistematika Penelitian
Sistematika penulisan dalam penelitian ini terbagi dalam beberapa bab. Penulis membaginya menjadi lima bab, secara singkat akan di uraikan sebagai berikut:
BAB I PENDAHULUAN
Pada bab ini akan membahas tentang latar belakang permasalahan, perumusan masalah, batasan masalah, tujuan penelitian dan sistematika penulisan.
BAB II DASAR TEORI
Pada bab ini diuraikan tentang studi literature yang berkaitan dengan penelitian skripsi ini.
BAB III METODE PENELITIAN
Bab ini berisi mengenai langkah kerja, prosedur penelitian, prinsip pengujian, serta daftar alat dan bahan yang akan digunakan dalam penelitian.
BAB IV HASIL DAN PEMBAHASAN
Pada bab ini berisi tentang data – data hasil penelitian dan analisa yang didapat dari pengujian dan perhitungan, serta membahas secara detail mengenai hasil dari pengujian yang telah dilakukan.
BAB V KESIMPULAN
Bab ini berisi tentang kesimpulan yang dapat diambil dari penelitian yang telah dilakukan. Selain itu dalam bab ini juga berisikan saran – saran agar dikembangkan penelitian – penelitian selanjutnya.
BAB II DASAR TEORI
2.1 Baut
Baut adalah suatu batang atau tabung dengan alur heliks pada permukaannya. Penggunaan utamanya adalah sebagai pengikat (fastener) untuk menahan dua obyek bersama, dan juga sebagai pesawat sederhana untuk mengubah torka (torque) menjadi gaya linier.
Fungsi baut adalah sebagai alat penyambung atau pengikat pada komponen yang satu dengan yang lainnya, supaya menjadi satu kesatuan yang kokoh dan terbentuk sesuai dengan keinginan perancangnya[6].
2.1.1 Material Baut
Material dasar untuk pembuatan baut adalah baja karbon atau baja paduan rendah yang berbentuk gulungan kawat baja batangan. Baja merupakan paduan yang terdiri dari unsur besi (Fe), karbon (C), dan unsure lainnya. Baja juga merupakan material yang paling banyak digunakan karena murah dan mudah di bentuk. Secara garis besar baja dapat dikelompokan menjadi dua, yaitu baja karbon (carbon steel) dan baja paduan (alloy steel).
Baja karbon berdasarkan komposisi kimianya (terutama pada komposisi kimianya) di bagi menjadi tiga jenis, yaitu :
1. Baja karbon rendah (low carbon steel) dengan komposisi karbonya 0,05
% - 0,30 % C
2. Baja karbon menengah (medium carbon steel) dengan komposisi karbonya 0,30 % - 0,60 % C.
3. Baja karbon tinggi (high carbon steel) dengan komposisi karbonya 0,60
% - 1,50 % C.
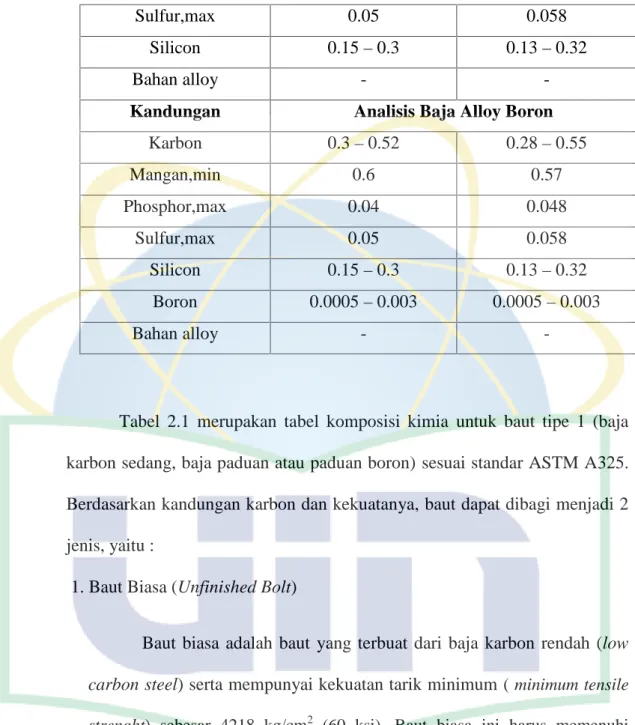
Tabel 2.1 Komposisi kimia untuk baut tipe 1 (baja karbon sedang, baja paduan atau paduan boron)[3].
Kandungan
Analisi Baja Karbon
Panas Produk
Karbon 0.3 – 0.52 0.28 – 0.55
Mangan,min 0.6 0.57
Phosphor,max 0.04 0.048
Sulfur,max 0.05 0.058
Silicon 0.15 – 0.3 0.13 – 0.32
Kandungan Analisis Baja Karbon Boron
Karbon 0.3 – 0.52 0.28 – 0.55
Mangan,min 0.6 0.57
Phosphor,max 0.04 0.048
Sulfur,max 0.05 0.058
Silicon 0.15 – 0.3 0.13 – 0.32
Boron 0.0005 – 0.003 0.0005 – 0.003
Kandungan Analisis Baja Alloy
Karbon 0.3 – 0.52 0.28 – 0.55
Mangan,min 0.6 0.57
Phosphor,max 0.04 0.048
Sulfur,max 0.05 0.058
Silicon 0.15 – 0.3 0.13 – 0.32
Bahan alloy - -
Kandungan Analisis Baja Alloy Boron
Karbon 0.3 – 0.52 0.28 – 0.55
Mangan,min 0.6 0.57
Phosphor,max 0.04 0.048
Sulfur,max 0.05 0.058
Silicon 0.15 – 0.3 0.13 – 0.32
Boron 0.0005 – 0.003 0.0005 – 0.003
Bahan alloy - -
Tabel 2.1 merupakan tabel komposisi kimia untuk baut tipe 1 (baja karbon sedang, baja paduan atau paduan boron) sesuai standar ASTM A325.
Berdasarkan kandungan karbon dan kekuatanya, baut dapat dibagi menjadi 2 jenis, yaitu :
1. Baut Biasa (Unfinished Bolt)
Baut biasa adalah baut yang terbuat dari baja karbon rendah (low carbon steel) serta mempunyai kekuatan tarik minimum ( minimum tensile strenght) sebesar 4218 kg/cm2 (60 ksi). Baut biasa ini harus memenuhi spesifikasi ASTM-A307. Pemakian baut ini terutama pada struktur yang ringan, platform, groding, dan rusuk dinding.
2. Baut Mutu Tinggi (High Strenght Bolt)
Baut mutu tinggi ini di bagi menjadi 2 (dua), yaitu:
a. Baut mutu tinggi yang terbuat dari baja kandungan karbon sedang (Medium-carbon steel) dan mempunyai kekuatan tarik minimum sebesar 8437 kg/cm2 (120 ksi) untuk baut berdiamteter 12 mm – 25 mm dan kekuatan tarik minimum 7382 kg/cm2(105 ksi) untuk baut berdiameter 28 mm – 38 mm. baut jenis ini umumnya digunakan untuk struktur yang menggunakan bahan baja kandungan karbon sedang. Berdasarkan ASTM, maka baut ini harus memenuhi spesifikasi ASTM-A325.
b. baut mutu tinggi yang terbuat dari baja alloy (alloy steel) dan mempunyai kekuatan tarik minimum sebesar 10546 kg/cm2 (150 ksi), baut jenis ini harus memenuhi spesifikasi ASTM-A490.
Kontruksi baut terdiri atas batang berebntuk silinder yang memiliki kepala pada salah satu ujungnya, dan terdapat alur di sepanjang ataupun hanya di bagian ujung batang silinder.
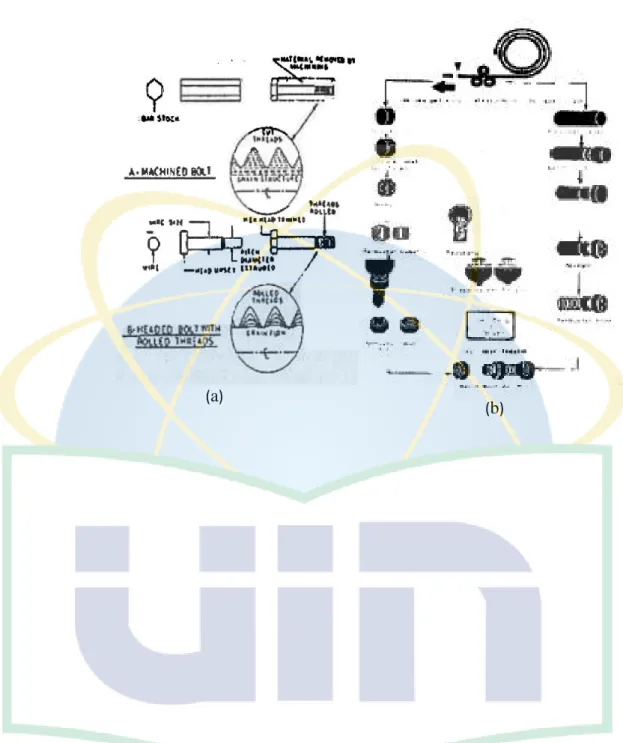
2.1.2 Proses Pembuatan Baut
Proses pembuatan baut dengan pekerjaan dingin (Cold Working), dibedakan menjadi dua cara, yaitu mesin baut (Machined Bolt), Pembuatan baut yang dikerjakan menggunakan mesin baut atau sejenisnya dan headed bolt with rolled thread, pembuatan baut yang dikerjakan dengan menggunakan roda ulir (thread rolled), untuk tahapan proses pembuatan baut dapat dilihat pada gambar 2.1.
Gambar 2.1. Tahapan proses pembuatan baut dan mur. (a) machined bolt.
(b) headed bolt with rolled thread[18].
2.1.3 Sistem Sambungan Pada Baut
Sambungan terdiri dari komponen sambungan (pelat pengisi, pelat buhul, pelat pendukung, dan pelat penyambung) dan alat sambung (baut dan las). Pada sambungan yang menggunakan alat sambung baut, terdapat 2 (dua) tipe sambungan yaitu:
1. Sambugan tipe tumpu (bearing type connection)
Pada sambungan tipe ini, sambungan dibuat dengan menggunakan baut biasa yang dikencangkan dengan tangan atau baut mutu tinggi yang dikencangkan sampai gaya tarik minimum yang telah ditentukan. Beban rencana yag bekerja disalurkan melalui gaya geser baut atau bertumpu pada
(b) (a)
Gambar 2.2 Sambungan tipe tumpu pada baut[9]. 2. Sambungan tipe gesek (friction type connection)
Pada sambungan tipe ini, sambungan dibuat dengan menggunakan baut mutu tinggi yang dikencangkan sampai gaya tarik minimum yang telah disyaratkan sedemikan rupa sehingga gaya – gaya geser rencana yang bekerja disalurkan melalui jepitan yang bekerja dalam bidang kontak dan gesekan yang ditimbulkan antara bidang – bidang kontak.
`
Gambar 2.3 Sambungan tipe gesek pada baut[9]. 2.2 Analisa Kerusakan (Failure Analysis)
Analisa kerusakan adalah langkah – langkah pemeriksaan kerusakan
kerusakan/kegagalan tersebut, sehingga dapat ditentukan penyebab dari kerusakan/kegagalan. Untuk kerja suatu komponen atau sistem yang mengalami kerusakan/kegagalan, maka analisa kerusakan dapat di gunakan dengan pendekatan sistematis, yaitu: bagaimana kerusakan bisa terjadi, menentukan apa yang mengalami kerusakan dan mengapa bisa terjadi kerusakan. Analisa kerusakan mempunyai tujuan sebagai berikut :
1. Menemukan penyebab utama kerusakan
2. Menghindari kegagalan/kerusakan yang sama dimasa yang akan datang yaitu dengan melakukan langkah – langkah penanggulangan.
3. Sebagai bahan pengaduan teknis terhadap pembuat komponen 4. Sebagai langkah awal untuk perbaikan kualitas komponen tersebut 5. Sebagai penentuan kapan waktu perawatan (maintenance)
dilakukan.
Dalam mempelajari setiap kerusakan/kegagalan, analis harus mempertimbangkan kemungkinan – kemungkinan atau alasan – alasan atas suatu kejadian. Mungkin saja sejumlah faktor berhubungan satu dengan yang lainnya harus dimengerti untuk menentukan penyebab utama kerusakan/kegagalan. Adapun tahapan atau langkah – langkah utama dalam melakukan analisa kerusakan adalah sebagai berikut:
1. Melakukan investigasi lapangan, yang meliputi:
Melakukan observasi lapangan
Melakukan wawancara/interview terhadap pihak yang terkait
Mendokumentasikan temuan lapangan(fotografi) 2. Melakukan uji tidak merusak dilapangan
Menentukan panjang retak actual
Menentukan derajat kerusakan (damage level determination) dengan cara: uji kekerasan, uji metalografi in-situ,uji komposisi kimia (dengan portabel spectrometry).
3. Melakukan uji aspek metalurgis di laboratoruim
Pengukuran dimensi dari objek yang diteliti
Dokumentasi fraktografi (makro – optik, dan mikro -SEM)
Analisis komposisi kimia dari paduan dan/atau produk
Korosi
Inspeksi metalografi (sampling, cutting, molding, polishing, etching).
Uji sifat mekanik
4. Melakukan analisa beban dan tegangan
Perhitungan beban dan tegangan kritis
Perhitungan mekanika retak
5. Mempelajari aspek desain, operasi dan inspeksi terkini
6. Melakukan analisa mendalam dan komprehensif terhadap informasi/data yang telah diperoleh
7. Mempersiapkan laporan dan presentasi 8. Mempersiapkan saran untuk perbaikan
2.2.1 Definisi Kerusakan (Failure)
Kerusakan adalah ketidakmampuan suatu komponen untuk dapat berfungsi sebagaimana mestinya, tanpa harus terjadi perpatahan (fracture).
Hal ini ditandai oleh kondisi umum (suatu komponen) sebagai berikut:
- Bila peralatan atau kontruksi secara keseluruhanya tidak dapat dijalankan lagi.
- Bila komponen, peralatan atau kontruksi Masih dapat beroperasi, tetapi tidak berjalan sebagaimana mestinya.
- Bila komponen, peralatan atau kontruksi mengalami Kerusakan serius atau sangat buruk atau tidak aman digunakan/dioperasikan, sehingga harus diperbaiki atau diganti.
Material disebut gagal/rusak apabila material itu tidak mampu lagi memenuhi tujuan pemakaian yang diinginkan[15]. Di dalam kerusakan terdapat Faktor – faktor yang menyebabkan kerusakan sebagai berikut :
- Kesalahan dalam memilih desain dan material seperti kesalahan dalam proses peleburan, pengecoran dan penempaan, pengerjaan akhir (finishing), control kualitas yang kurang baik diluar spesifikasi/standard yang berlaku.
- Material yang tidak sempurna atau miliki cacat.
- Kesalahan dalam proses pembuatan seperti - Kesalahan ketika proses assembly/perakitan.
- Kondisi pengoperasian yang tidak tepat seperti kecepatan (speed) yang terlalu tinggi, temperature yang terlalu tinggi, adanya kandungan kimia
yang bersifat merusak, sumber daya manusia yang kurang kompeten di bidangnya.
- Kesalahan dalam proses perawatan.
2.2.2 Bentuk – Bentuk Perpatahan Pada Baut
Perpatahan secara bahasa, adalah proses pemisahan atau pemecahan sebuah material menjadi dua bagian atau lebih sebagai akibat adanya tegangan yang diterima. Tegangan itu berupa tegangan tarik (tensile), tegangan tekan (compressive), tegangan geser (shear), atau tegangan punter (torsion). Proses perpatahan karena pembelahan akibat tarik uniaxial secara bertahap dimulai dari deformasi plastis untuk menghasilkan tumpukan dislokasi, permukaan retak, penjalaran retak dan akhirnya mengalami perpatahan.
Pada dasarnya jenis jejak perpatahan (farcture path) pada baut di bagi menjadi 2 (dua), yaitu perpatahan ulet (ductile), perpatahan getas (brittle).
Setiap jenis perpatahan memilki ciri dan karakteristik tersendiri sehingga setiap material bisa dibedakan berdasarkan karakteristik patahannya.
Perpatahan ulet memberikan karakteristik berserabut (fibrous) dan gelap (dull), sementara perpatahan getas ditandai dengan permukaan patahan yang berbutir (granular) dan terang. Perbedaan antara perpatahan ulet dengan getas adalah patah ulet jika diamati dengan SEM (Scanning Electron Microscop) akan terdapat dimple. Sedangkan patah getas, pada polifase
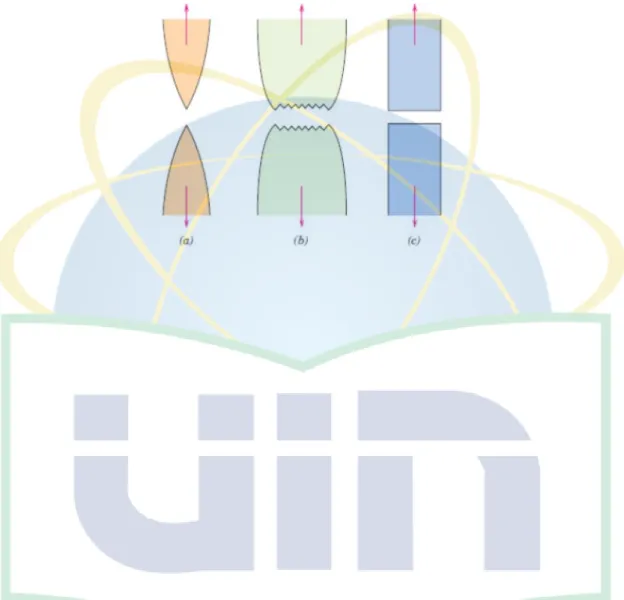
terdapat dimple dan garis serta bentuk butirnya lebih kasar. Beberapa tampilan perpatahan seperti diilustrasikan oleh gambar 2.4 di bawah ini.
Gambar 2.4. Mode Perpatahan. (a). Perpatahan material sangat ulet. (b) Perpatahan material ulet. (c) Perpatahan material getas[4].
A. Perpatahan Ulet (ductile fracture )
Perpatahan yang disebabkan karena adanya kemampuan untuk mengalami deformasi plastis yang cukup besar dengan penyerapan energi yang tinggi sebelum dan selama proses penjalaran retak. Pada permukaan patahan ulet ini, memiliki deformasi plastis yang cukup tinggi. Patah ulet memilki ciri – ciri antara lain:
- Permukaan patah yang rata seperti kasar/kusam dan berserat.
- Bibir geser (shear lip) yang membentuk sudut 450terhadap permukaan patahan.
- Diawali dengan proses pengecilan penampang setempat (necking) bila mendapat beban tarik.
- Didominasi oleh adanya tegangan geser.
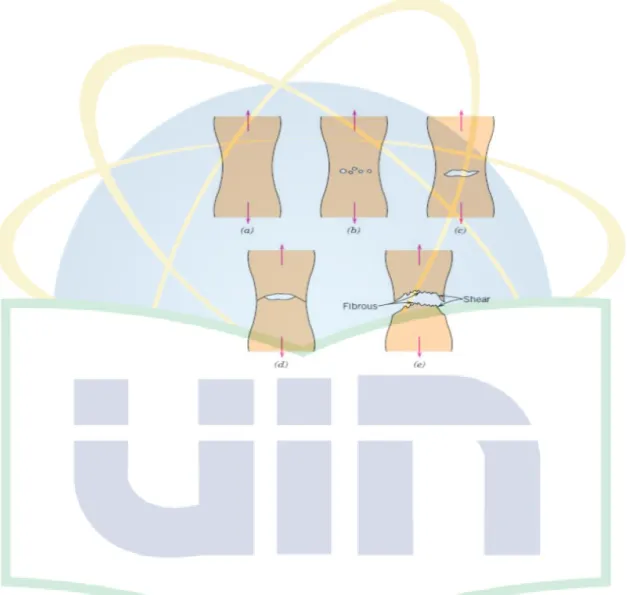
Secara umum perpatahan ulet akan mengalami beberapa tahapan, yaitu penyempitan awal, terbentuknya rongga – rongga kecil (cavity), rongga– rongga itu langsung menyatu dan berkumpul dan menimbulkan keretakan (crack), penjalaran retak dan akhirnya menalami perpatahan.
Tahapannya bisa dilihat pada gambar 2.5.
Gambar 2.5. Tahapan terjadinya mode perpatahan ulet. (a) penyempitan awal. (b) pembentukan rongga- rongga kecil (cavity).
(c) penyatuan rongga – rongga retakan. (d) perambatan retakan.
(e) perpatahan geser akhir pada sudut 450[4].
Perpatahan ulet umumnya lebih disukai dikarenakan 2 (dua) alasan.
bahan ulet itu umumnya lebih tangguh dan memberikan peringatan lebih dahulu sebelum terjadinya kerusakan.
B. Perpatahan Getas (brittle fracture)
Perpatahan getas perambatan retakanya sangat cepat. Perpatahan ini memilki tidak terjadi deformasi plastis, bentuk permukaan patahannya rata dan terang, dan tidak didahului dengan pengecilan penampang. Penyebab
utama dari perpatahan getas adalah adanya stress yang terlokasisasi, tegangan tarik dan temperature kerja yang terlalu rendah.
Material lunak dengan butir kasar (coorse grain) dapat dilihat pola – pola permukaan belah atau pola sungai (river pattern) yang dinamakan chevrons mark atau fan-like pattern yang berkembang keluar dari Sedangkan pada material keras dengan butir halus (fine grain) tidak memilki pola – pola yang mudah dibedakan. Material amorphous seperti gelas dan keramik memiliki permukaan patahan yang mulus dan bercahaya.
2.3 Kelelahan (Fatigue)
Fatigue atau kelelahan adalah bentuk dari kerusakan/kegagalan yang terjadi pada struktur karena beban dinamik yang berfluktuasi dibawah yield strength dan berulang-ulang. Fatik menduduki 90% penyebab utama kegagalan/kerusakan pemakaian. Patah lelah (fatigue fracture) terjadi pada komponen kontruksi dengan pembebanan yang berubah – ubah, meskipun harga tegangan nominalnya masih dibawah kekuatan luluh material. Patah lelah ini berawal dari lokasi yang mengalami pemusatan tegangan (strees concentration) yang mana apabila tegangan itu tinggi bahkan melampui batas lulu material, maka akibatnya di tempat tersebut akan terjadi deformasi plastis dalam skala makroskopik. Terdapat 3 fase dalam perpatahan fatik : permulaan retak, penyebaran retak, dan patah.
Permulaan retak (crack initiation)
Mekanisme dari permulaan retak umumnya dimulai dari crack initiation yang terjadi di permukaan material yang lemah atau daerah dimana terjadi konsentrasi tegangan di permukaan (seperti goresan, notch, lubang-pits dll) akibat adanya pembebanan berulang.
Ciri – ciri awal retak adalah sebagai berikut:
- Arah retak awal selalu berlawanan dengan cabang – cabang retak.
- Jika retakan saling bertemu dan membuat sudut 900, retakan tegak lurus sehingga tidak akan memotong dan merupakan retakan yang terjadi kemudian (sekunder). Maka dari itu awal retakan ada di penjalaran retak (crack propagation) yang pertama.
Penyebaran retak (crack propagation)
Daerah penyeberan retak ditunjukkan oleh pola berbentuk garis yang berbeda, yaitu garis kasar dan halus. Daerah tersebut di bagi menjadi dua bagian, yaitu daerah fatigue kasar yang terletak di awal retak dan fatigue halus yang terletak di akhir retak. Selanjutnya, adalah penyebaran retak ini berkembang menjadi microcracks. Perambatan atau perpaduan microcracks ini kemudian membentuk macrocracks yang akan berujung pada failure.
Patah akhir (final fracture)
Maka setelah itu, material akan mengalami apa yang dinamakan perpatahan. Perpatahan terjadi ketika material telah mengalami siklus tegangan dan regangan, yaitu pada saat sisa penampang tidak mampu
lagi menahan beban dan menghasilkan kerusakan yang permanen.
Patah fatigue bisa dikenali dari permukaanya, yaitu dengan adanya daerah yang halus (smooth) karena adanya efek gesekan ketika retakan menjalar, dan sisa permukaan yang kasar sebagai daerah patah akhir akibat beban yang berlebihan (overload). Modus patahan pada tahap final fracture adalah patah statik, yaitu dikarenakan tegangan yang bekerja pada penampang yang tersisa sudah melampui kekuatan tarik material.
Suatu bagian dari benda dapat dikenakan berbagai macam kondisi pembebanan termasuk tegangan berfluktuasi, regangan berfluktuasi, temperatur berfluktuasi (fatigue termal), atau dalam kondisi lingkungan korosif atau temperatur tinggi. Kebanyakan kegagalan pemakaian terjadi sebagai akibat dari
tegangan-tegangan tarik.
Awal proses terjadinya kelelahan (Fatigue) adalah jika suatu benda menerima beban yang berulang maka akan terjadi slip. Ketika slip terjadi dan benda berada di permukaan bebas maka sebagai salah satu langkah yang disebabkan oleh perpindahan logam sepanjang bidang slip. Ketika tegangan berbalik, slip yang terjadi dapat menjadi negatif (berlawanan) dari slip awal, secara sempurna dapat mengesampingkan setiap efek deformasi. Deformasi ini ditekankan oleh pembebanan yang berulang, sampai suatu retak yang dapat terlihat akhirnya muncul retak mula-mula terbentuk sepanjang bidang slip.
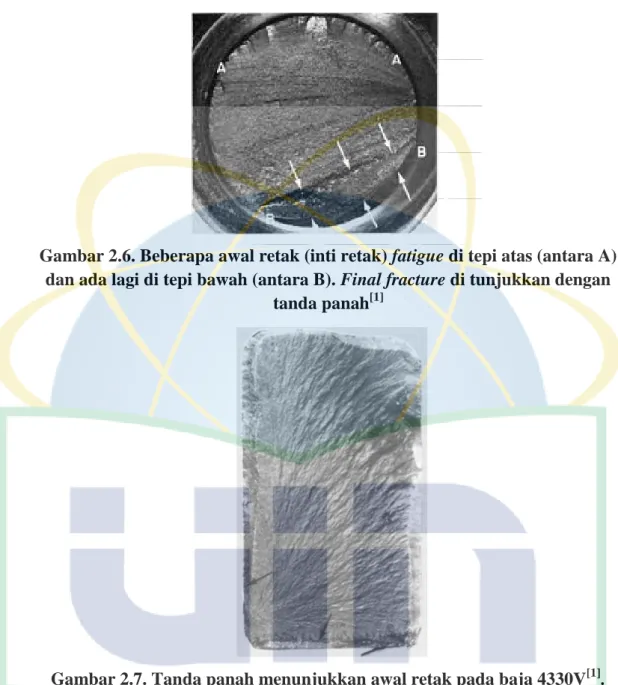
Fatigue menyerupai brittle farcture yaitu ditandai dengan deformasi plastis yang sangat sedikit. Proses terjadinya fatigue ditandai dengan crack awal, crack propagatin dan fracture akhir. Permukaan fracture biasanya tegak lurus terhadap beban yang diberikan. Dua sifat makro dari kegagalan fatigue adalah tidak adanya deformasi plastis yang besar dan farcture yang menunjukkan tanda- tanda berupa ‘beach mark’ atau ‘camshell’ (disebut beach marks karena menyerupai riak – riak yang tertinggal di pasir laut akibat mundurnya gelombang laut) adalah garis yang menunjukan hubungan siklus selama pembebanan. Lokasi dan bentuk beach mark bervariasi terhadap kondisi pembebanan. Beach marks terjadi akibat proses permulaan dan berakhirnya pertumbuhan retak (crack) dan beach marks tersebut menelilingi atau melingkupi suatu daerah yang menjadi awal mula terjadinya crack yang biasanya menyerupai notch atau internal stress- riser. Retak (crack) selalu dimulai dari daerah yang mempunyai konsentrasi tegangan seperti fillet dan alur pasak pada poros. Retak awal dapat berawal dari beberapa tempat dengan bergantung pada kondisi pembebanan, seperti yang ditunjukkan pada gambar. 2.6 dan 2.7.
Gambar 2.6. Beberapa awal retak (inti retak) fatigue di tepi atas (antara A) dan ada lagi di tepi bawah (antara B). Final fracture di tunjukkan dengan
tanda panah[1]
Pengaruh kondisi pembebanan fatigue akan mempengaruhi karakteristik permukaan patahnya, seperti pada gambar.2.8. Tanda-tanda makro dari fatigue adalah tanda garis garis pada pemukaan yang hanya bisa dilihat oleh mikroskop elektron.
Gambar 2.7. Tanda panah menunjukkan awal retak pada baja 4330V[1]. Gambar 2.6. Beberapa awal retak (inti retak) fatigue di tepi atas (antara A)
dan ada lagi di tepi bawah (antara B). Final fracture di tunjukkan dengan tanda panah[1]
Pengaruh kondisi pembebanan fatigue akan mempengaruhi karakteristik permukaan patahnya, seperti pada gambar.2.8. Tanda-tanda makro dari fatigue adalah tanda garis garis pada pemukaan yang hanya bisa dilihat oleh mikroskop elektron.
Gambar 2.7. Tanda panah menunjukkan awal retak pada baja 4330V[1]. Gambar 2.6. Beberapa awal retak (inti retak) fatigue di tepi atas (antara A)
dan ada lagi di tepi bawah (antara B). Final fracture di tunjukkan dengan tanda panah[1]
Pengaruh kondisi pembebanan fatigue akan mempengaruhi karakteristik permukaan patahnya, seperti pada gambar.2.8. Tanda-tanda makro dari fatigue adalah tanda garis garis pada pemukaan yang hanya bisa dilihat oleh mikroskop elektron.
Gambar 2.7. Tanda panah menunjukkan awal retak pada baja 4330V[1].
Karakteristik fatigue pada logam dapat dibedakan menjadi 2, yaitu makro dan mikro. Karakteristik makro merupakan ciri – citi fatigue yang dapat diamati secara visual (dengan mata atau kaca pembesar), sedangkan karakteristik mikro hanya dapat diamati dengan mikroskop.
1. Karakteristik makroskopis
Karakteristik makroskopis dari kelelahan logam ini sebagai berikut:
Tidak adanya deformasi plastis secara makro
Terdapat tanda ‘garis – garis pantai’ (beach marks) atau clam shell atau stop/arrest marks.
Gambar 2.8. Skematis penampilan Permukaan patah fatigue terhadap kondisi pembebanan[1].
Terdapat ‘rathet marks’
Ratchet marks menjalar kearah radial dan merupakan tanda penjalaran retakan yang terjadi bila terdapat lebih dari satu lokasi awal retak, ratchet marks ini merupakan pertemuan beach marks dari satu lokasi awal retak dengan beach marks dari lokasi lainnya. Tanda garis- garis pantai (beach marks) yang merupakan tanda penjalaran retakan, mengarah tegak lurus dengan tegangan tarik dan setelah menjalar sedemikian hingga penampang yang tersisa tidak mampu lagi menahan beban yang bekerja, maka akhirnya terjadilah patah akhir atau patah statik.
Luas daerah antara tahap penjalaran retakan dan tahap patah akhir secara kuantitatif dapat menunjukkan besarnya tegangan yang bekerja. Jika luas daerah tahap penjalaran retakan lebih besar daripada luas daerah patah akhir, maka tegangan yang bekerja relatif rendah, demikian sebaliknya.
Tahap I terjadinya kelelahan logam yaitu tahap pembentukan awal retak, lebih mudah terjadi pada logam yang bersifat lunak dan ulet tetapi akan lebih sukar dalam tahap penjalaran retakannya (tahap II), artinya logam- logam ulet akan lebih tahan terhadap penjalaran retakan. Demikian sebaliknya, logam yang keras dan getas, akan lebih tahan terhadap pembentukkan awal retak tetapi kurang tahan terhadap penjalaran retakan.
Tahapan pembentukan awal retak dan penjalaran retakan dalam mekanisme kelelahan logam, membutuhkan waktu sehingga umur lelah dari komponen atau logam, ditentukan dari ke-2 tahap tersebut (total fatigue life, NT = Fatigue Initiation, Ni + fatigue propagation, Np).
2. Karakteristik mikroskopis
Karakteristik mikroskopis dari kelelahan logam adalah sebagai berikut:
Pada permukaan terdapat striasi (striations)
Permukaan patahan memperlihatkan jenis transganular (memotong butir) tidak seperti patah intergranular (melalui butir) seperti yang terjadi pada kasus SCC (Stress Corrosion Cracking) atau mulur (creep).
Persamaan striasi dengan beach marks adalah sebagai berikut:
Ke – 2 nya menunjukkan posisi ujung retak yang terjadi saat sebagai fungsi dari waktu siklik
Keduanya berasal dari lokasi awal retak yang sama Keduanya memiliki arah yang sama (parallel ridges)
Keduanya tidak hadir pada logam – logam yang terlalu keras atau terlalu lunak.
Perbedaan striasi dengan beach marks adalah sebagai berikut
Ukuran striasi adalah mikroskopis (1 ÷ 100 μ) dan hanya dapat dilihat dengan menggunakan mikroskop electron. Sedangkan ukuran beach marks adalah makroskopis (> 1000 μ atau 1 mm) dan dapat dilihat dengan mata.
Striasi mewakili majunya ujung retakan yang bergerak setiap satu siklus pembebanan dan merupakan karakteristik utama fatik pada
tahap kedua dimana retak merambat dan meninggalkan tonjolan (ridge, striasi) pada permukaan. Sedangkan beach marks mewakili posisi daru ujung retak ketika beban siklik berhenti untuk satu periode tertentu (satu beach marks terdiri dari ribuan buah striasi).
Faktor – faktor yang mempengaruhi Fatigue adalah:
1. Tegangan siklik
Besarnya tegangan siklik yang tergantung pada kompleksitas geometri dan pembebanan. Parameter pembebanan yang berpengaruh terhadap keleahan adalah tegangan rata – rata ( ) dan tegangan amplitude ( ) serta frekuensi pembebanan yang ditunjukkan pada gambar 2.9 dibawah ini.
- Tegangn amplitudo:
= =( ) (2.1)
- Tegangan rata – rata :
= =( ) (2.2)
- Dan jarak,∆ , adalah
∆ = ( − ) = 2 (2.3)
- Rasio tegangan
= (2.4)
Gambar 2.9 Diagram tegangan siklik[7].
Besarnya tegangan rata-rata yang bekerja akan menentukan terhadap besarnya tegangan amplitudo yang diijinkan untuk mencapai suatu umur lelah tertentu. Bila tegangan rata-rata sama dengan 0 atau rasio tegangan sama dengan - 1, maka besarnya tegangan amplitudo yang diijinkan adalah nilai batas lelahnya (Se). Dengan demikian jika tegangan rata-ratanya semakin besar maka tegangan amplitudonya harus diturunkan.
Perbandingan dari tegangan amplitudo terhadap tegangan rata-rata disebut rasio amplitudo (A=Sa/Sm), sehingga hubungan antara nilai R dan A yaitu sebagai berikut: jika R=-1, maka A=~ (kondisi fully reversed), jika R=0, maka A=1 (kondisi zero to maximum), jika R=~, maka A=-1 (kondisi zero to minimum).
2. Pengaruh kondisi material.
Awal retak lelah terjadi dengan adanya deformasi plastis mikro setempat, dengan demikian komposisi kimia dan struktur mikro material
akan sangat mempengaruhi kekuatan untuk menahan terjadinya deformasi plastis sehingga akan sangat berpengaruh pula terhadap kekuatan lelahnya.
3. Tegangan sisa
Proses manufaktur seperti pengelasan, pemotongan, casting dan proses lainnya yang melibatkan panas atau deformasi dapat membentuk tegangan sisa yang dapat menurunkan ketahanan fatigue material.
4. Besar dan penyebaran internal defects
Cacat yang timbul akibat proses casting seperti gas porosity, non- metallic inclusions dan shrinkage voids dapat nenurunkan ketahanan fatigue.
5. Arah beban
Untuk non-isotropic material, ketahanan fatigue dipengaruhi oleh arah tegangan utama.
6. Besar butir
Pada umumnya semakin kecil ukuran butir akan memperpanjang fatigue.
7. Lingkungan
Kondisi lingkungan yang dapat menyebabkan erosi, korosi dapat mempengaruhi fatigue life.
8. Temperatur
Temperatur tinggi menurunkan ketahanan fatigue material.
Fatigue dapat ditingkatkan dengan cara :
1. Mengontrol tegangan
- Pemicunya dapat secara mekanis (fillet atau alur pasak) maupun metalurgi (porositas atau inklusi).
- Kegagalan fatigue selalu dimulai pada peningkatan tegangan.
2. Mengontrol struktur mikro
- Meningkatnya ukuran benda uji, umur lelah kadang-kadang menurun
- Kegagalan fatigue biasanya dimulai pada permukaan
- Penambahan luas permukaan dari benda uji besar meningkatkan kemungkinan dimana terdapat suatu aliran, yang akan memulai kegagalan dan menurunkan waktu untuk memulai retak
3. Mengontrol penyelesaian permukaan
- Dalam banyak pengujian dan aplikasi pemakaian, tegangan maksimum terjadi pada permukaan
- Umur lelah sensitif terhadap kondisi permukaan
2.4 Metalografi
Tujuan pengujian metalografi yaitu untuk memberikan informasi tentang tingkat mutu material mengenai keberadaan cacat pada material yang digunakan, serta mengetahui struktur daerah yang mengalami perpatahan sesuai dengan yang dikehendaki. Pengujian metalografi ini dilakukan untuk menganalisa struktur mikro pada sempel. Seperti pada gambar 2.10 diagram di bawah ini.
Gambar 2.10. Diagram alir persiapan sampel struktur mikro
Adapun prinsip dasar langkah – langkah untuk melakukan pengujian metalografi ini sebagai berikut :
2.4.1 Pemotongan (Cutting)
Secara garis besar, pengambilan sampel dilakukan pada daerah yang akan diamati mikrostruktur maupun makrostrukturnya. Sebagai contoh, untuk pengamatan mikrostruktur material yang mengalami kerusakan, maka sampel diambil sedekat mungkin pada daerah kerusakan (pada daerah kritis dengan kondisi terparah), untuk kemudian dibandingkan dengan sampel yang diambil dari daerah yang jauh dari daerah gagal. Perlu diperhatikan juga bahwa dalam proses memotong, harus dicegah kemungkinan deformasi dan panas yang berlebihan. Oleh karena itu, setiap proses pemotongan harus diberi
Etsa Elektrolitik Pemilihan Sampel
Pemotongan Sampel
Mounting Gerinda Pemolesan
Etsa
Pengamatan dengan Mikroskop
Poles Eleketrolitik Fracture
Tabel 2.2 Penyelesaian masalah yang timbul pada pemotongan abrasive[19].
Masalah kemungkinan penyebab Penyelesaian
Terbakar Cuplikan terlalu panas Laju pendingin di
tingkatkan; beban dikurangi; dipilih wheel yang lunak.
Wheels mudah aus Perekat abrasive rapuh Pilih wheel yang lebih keras; beban dikurangi.
Wheel sering patah Pendingin tak merata;
pemegang cuplikan rendah;
revolusi terlalu besar.
Periksa pendingin; periksa pemegang sampel; revolusi dikurangi
Ketahanan pemotongan
Kemacetan/kerusakan Wheel yang lambat
Memilih wheel yang lebih lunak; menggunakan model oscillating
Pemotong stalls Pemotong telalu bercahaya bagi pekerjaan
Menggunakan pemotong yang lebih berat; ukuran sample terbatas.
Ada beberapa sistem pemotongan sampel berdasarkan media pemotong yang digunakan, yaitu meliputi proses pematahan, pengguntingan, penggergajian, pemotongan abrasi (abrasive cutter), gergaji kawat, dan EDM (Electric Discharge Machining). Berdasarkan tingkat deformasi yang dihasilkan, teknik pemotongan terbagi menjadi dua, yaitu :
a) Teknik pemotongan dengan deformasi yang besar, menggunakan gerinda b) Teknik pemotongan dengan deformasi kecil, menggunakan low speed diamond saw.
2.4.2 Mounting
Spesimen yang berukuran kecil atau memiliki bentuk yang tidak beraturan akan sulit untuk ditangani khususnya ketika dilakukan pengamplasan dan pemolesan akhir. Sebagai contoh adalah spesimen yang berupa kawat, specimen lembaran metal tipis, potongan yang tipis, dll. Untuk memudahkan penanganannya, maka spesimen-spesimen tersebut harus ditempatkan pada suatu media (media mounting). Secara umum syarat-syarat yang harus dimiliki bahan mounting adalah :
1. Bersifat inert (tidak bereaksi dengan material maupun zat etsa) 2. Sifat eksoterimis rendah
3. Viskositas rendah
4. Penyusutan linier rendah 5. Sifat adhesi baik
6. Memiliki kekerasan yang sama dengan sampel
7. Flowabilitas baik, dapat menembus pori, celah dan bentuk ketidakteraturan yang terdapat pada sampel
8. Khusus untuk etsa elektrolitik dan pengujian SEM, bahan mounting harus Kondusif.
Media mounting yang dipilih haruslah sesuai dengan material dan jenis reagen etsa yang akan digunakan. Pada umumnya mounting menggunakan material plastik sintetik. Materialnya dapat berupa resin (castable resin) yang dicampur dengan hardener, atau bakelit. Penggunaan castable resin lebih mudah dan alat yang digunakan lebih sederhana
dibandingkan bakelit, karena tidak diperlukan aplikasi panas dan tekanan.
Namun bahan castable resin ini tidak memiliki sifat mekanis yang baik (lunak) sehingga kurang cocok untuk material yang keras. Teknik mounting yang paling baik adalah menggunakan thermosetting resin dengan menggunakan material bakelit. Material ini berupa bubuk yang tersedia dengan warna yang beragam. Thermosetting mounting membutuhkan alat khusus, karena dibutuhkan aplikasi tekanan (4200 lb/in2) dan panas (1490C) pada mold saat mounting.
2.4.3 Grinding
Sampel yang baru saja dipotong, atau sampel yang telah terkorosi memiliki permukaan yang kasar. Permukaan yang kasar ini harus diratakan agar pengamatan struktur mudah untuk dilakukan. Pengamplasan dilakukan dengan menggunakan kertas amplas silicon karbit (SiC) dengan berbagai tingkat kekasaran yang ukuran butir abrasifnya dinyatakan dengan mesh, yaitu kombinasi dari 220, 330, 500, 600, 800, dan 1000. Ukuran grit pertama yang dipakai tergantung pada kekasaran permukaan dan kedalaman kerusakan yang ditimbulkan oleh pemotongan. Seperti perubahan struktur akibat panas yang timbul pada saat proses pemotongan dan perubahan bentuk sample akibat beban alat potong.
Hal yang harus diperhatikan pada saat pengamplasan adalah pemberian air. Air berfungsi sebagai pemidah geram, memperkecil kerusakan akibat panas yang timbul yang dapat merubah struktur mikro sampel dan memperpanjang masa pemakaian kertas amplas. Hal lain yang harus
diperhatikan adalah ketika melakukan perubahan arah pengamplasan, maka arah yang baru adalah 450 atau 900 terhadap arah sebelumnya.
2.4.4 Polishing
Setelah diamplas sampai halus, sampel harus dilakukan pemolesan.
Pemolesan bertujuan untuk memperoleh permukaan sampel yang halus bebas goresan dan mengkilap seperti cermin dan menghilangkan ketidakteraturan sampel hingga orde 0.01 μm. Permukaan sampel yang akan diamati di bawah mikroskop harus benar-benar rata. Apabila permukaan sampel kasar atau bergelombang, maka pengamatan struktur mikro akan sulit untuk dilakukan karena cahaya yang datang dari mikroskop dipantulkan secara acak oleh permukaan sampel.
Tujuan polishing adalah :
a. Bebas dari goresan akibat grinding
b. Bebas dari flek-flek yang timbul selama grinding
c. Tidak ada perubahan logam, khususnya pada permukaan logam preparat yang akan diselidiki.
Hal yang harus diperhatikan selama polishing adalah:
a. Media poles tidak boleh terlalu kering dan tidak boleh terlalu basah, hal ini bertujuan untuk menghindari terjadinya gesekan yang berlebihan.
b. Setiap penggantian tingkat kekasaran telebih dahulu harus dicuci.
Setiap polishing tidak boleh terlalu lama untuk menghindari timbulnya relief-relief.
Tahap pemolesan dimulai dengan pemolesan kasar terlebih dahulu kemudian dilanjutkan dengan pemolesan halus. Ada 3 metode pemolesan antara lain yaitu sebagai berikut :
a. Pemolesan Elektrolit Kimia
Hubungan rapat arus & tegangan bervariasi untuk larutan elektrolit dan material yang berbeda dimana untuk tegangan, terbentuk lapisan tipis pada permukaan, dan hampir tidak ada arus yang lewat, maka terjadi proses etsa. Sedangkan pada tegangan tinggi terjadi proses pemolesan.
b. Pemolesan Kimia Mekanis
Merupakan kombinasi antara etsa kimia dan pemolesan mekanis yang dilakukan serentak di atas piringan halus. Partikel pemoles abrasif dicampur dengan larutan pengetsa yang umum digunakan.
c. Pemolesan Elektro Mekanis (Metode Reinacher)
Merupakan kombinasi antara pemolesan elektrolit dan mekanis pada piring pemoles. Metode ini sangat baik untuk logam mulia, tembaga, kuningan, dan perunggu.
2.4.5 Etching
Etsa merupakan proses penyerangan atau pengikisan batas butir secara selektif dan terkendali dengan pencelupan ke dalam larutan pengetsa baik menggunakan listrik maupun tidak ke permukaan sampel sehingga detil struktur yang akan diamati akan terlihat dengan jelas dan tajam. Untuk beberapa material, mikrostruktur baru muncul jika diberikan zat etsa.
Sehingga perlu pengetahuan yang tepat untuk memilih zat etsa yang tepat.
a. Etsa Kimia
Merupakan proses pengetsaan dengan menggunakan larutan kimia dimana zat etsa yang digunakan ini memiliki karakteristik tersendiri sehingga pemilihannya disesuaikan dengan sampel yang akan diamati.
Contohnya antara lain: nitrid acid / nital (asam nitrit + alkohol 90%), picral (asam picric + alkohol), ferric chloride, hydroflouric acid, dll. Perlu diingat bahwa waktu etsa jangan terlalu lam (umumnya sekitar 4 – 30 detik), dan setelah dietsa, segera dicuci dengan air mengalir lalu dengan alkohol kemudian dikeringkan dengan alat pengering.
b. Elektro Etsa (Etsa Elektrolitik)
Merupakan proses etsa dengan menggunakan reaksi elektoetsa.
Cara ini dilakukan dengan pengaturan tegangan dan kuat arus listrik serta waktu pengetsaan. Etsa jenis ini biasanya khusus untuk stainless steel karena dengan etsa kimia susah untuk medapatkan detil strukturnya.
2.5 Fraktografi
Fraktografi merupakan ilmu yang mempelajari tentang perpatahan, yang mana ilmu tersebut bertujuan untuk mengetahui bagaimana benda tersebut mengalami suatu perpatahan dan juga bagaimana pengaruh lingkungan sekitar terhadap perpatahan tersebut. Alat –alat (Tools) yang digunakan pada fraktografi yaitu : mikroskop optic, SEM (Scenning Electron Mikroscopy), TEM (Transmision Electron Microscopy), dan lain – lain.
Pada penelitian ini, alat yang digunakan adalah Mikroskop Optik (MO) yang berfungsi untuk mengetahui keadaan permukaan dan cacat pada logam yang rusak. Pemotretan struktur mikro dari spesimen baut (bolt) yang telah melalui tahapan metalografi, dilakukan dengan menggunakan alat mikroskop optik dengan cara mengatur intensitas cahaya, fokus dan pembesaran dari lensa objekti dan lensa okuler. Dari hasil foto struktur mikro maka akan diketahui korelasi antara komposisi kimia, sifat mekanik, dan fenomena kerusakan yang terjadi.
2.6 Kekerasan (Hardness)
Prinsip pengujian kekerasan ini yaitu melakukan penekanan pada permukaan material dengan material lain yang lebih keras yang dikonsentrasikan pada suatu daerah tertentu pada sampel. Prinsipnya ialah mengukur ketahanan suatu material terhadap deformasi berupa indentasi permanen. Mekanisme penekanan tersebut dapat berupa mekanisme penggoresan (scratching), pantulan (re-bouncing), ataupun indentasi dengan indentor yang sesuai dengan parameter (diameter, beban dan waktu).
Berdasarkan mekanisme penekanannya, dikenal 3 (tiga) metode pengujian kekerasan :
2.6.1 Metode gores
Metode ini tidak banyak lagi digunakan dalam metalurgi dan material lanjut, tetapi masih sering sering digunakan dalam dunia mineralogy. Metode ini
dikenalkan oleh Friedrich Mohs yang membagi kekerasan material di dunia ini berdasarkan skala (yang kemudian dikenal sebagai skala Mohs). Skala ini bervariasi dari nilai 1 untuk kekerasan yang paling rendah, sebagaimana dimiliki oleh material talk, hingga skala 10 sebagai nilai kekerasan tertinggi, sebagaimana dimiliki oleh intan.
2.6.2 Metode Elastic/Pantul (Rebound)
Dengan metode ini, kekerasan suatu material ditentukan oleh alat Scleroscope yang mengukur tinggi pantulan suatu pemukul (hammer) dengan berat tertentu yang dijatuhkan dari suatu ketinggian terhadap permukaan benda uji. Tinggi pantulan (rebound) yang dihasilkan mewakili kekerasan benda uji.
Semakin tinggi pantulan tersebut, yang ditunjukkan oleh dial pada alat pengukur, maka kekerasan benda uji dinilai semakin tinggi.
2.6.3 Metode Indentasi
Pengujian dengan metode ini dilakukan dengan penekanan benda uji dengan indentor dengan gaya tekan dan waktu indentasi yang ditentukan.
Kekerasan suatu material ditentukan oleh dalam ataupun luas area indentasi yang dihasilkan (tergantung jenis indentor dan jenis pengujian). Berdasarkan prinsip bekerjanya metode uji kekerasan dengan cara indentasi dapat diklasifikasikan sebagai berikut:
A. Pengujian Brinell
Metode ini diperkenalkan pertama kali oleh J.A. Brinell pada tahun 1900.
Pengujian kekerasan dilakukan dengan memakai bola baja yang diperkeras
(hardenedsteel ball) dengan beban dan waktu indentasi tertentu, sebagaimana ditunjukkan oleh Gambar 2.11. Pengukuran nilai kekerasan suatu material diberikan oleh rumus:
= ( ) √ (2.5)
Dimana P adalah beban (kg), D diameter indentor (mm) dan d diameter jejak (mm). Hasil penekanan adalah jejak berbentuk lingkaran bulat, yang harus dihitung diameternya di bawah mikroskop khusus pengukur jejak.
Gambar 2.11. Skema prinsip Penekanan oleh harnened steel ball dengan metode brinell[21].
Prosedur standar pengujian mensyaratkan bola baja dengan diameter 10 mm dan beban 3000 kg untuk pengujian logam-logam ferrous, atau 500 kg untuk logam-logam non-ferrous. Untuk logam-logam ferrous, waktu indentasi biasanya sekitar 10 detik sementara untuk logam non-ferrous sekitar 30 detik. Walaupun demikian pengaturan beban dan waktu indentasi untuk setiap material dapat pula ditentukan oleh karakteristik alat penguji. Nilai kekerasan suatu material yang
dinotasikan dengan ‘HB’ tanpa tambahan angka di belakangnya menyatakan kondisi pengujian standar dengan indentor bola baja 10 mm, beban 3000 kg selama waktu 1—15 detik. Untuk kondisi yang lain, nilai kekerasan HB diikuti angka-angka yang menyatakan kondisi pengujian. Contoh: 75 HB 10/500/30 menyatakan nilai kekerasan Brinell sebesar 75 dihasilkan oleh suatu pengujian dengan indentor 10 mm, pembebanan 500 kg selama 30 detik.
Gambar 2.12. Hasil indentasi Brinell berupa jejak berbentuk lingkaran[21].
B. Metode Vickers
Pada metode ini digunakan indentor intan berbentuk piramida dengan sudut 1360, seperti diperlihatkan oleh Gambar 2.13. Prinsip pengujian adalah sama dengan metode Brinell, walaupun jejak yang dihasilkan berbentuk bujur sangkar berdiagonal. Panjang diagonal diukur dengan skala pada mikroskop pengujur jejak. Nilai kekerasan suatu material diberikan oleh:
= . (2.6)
Dimana d adalah panjang diagonal rata – rata dari jejak berbentuk bujur sangkar.
Gambar 2.13. Skematis prinsip indentasi dengan metode Vickers[21]. C. Metode Rockwell
Berbeda dengan metode Brinell dan Vickers dimana kekerasan suatu bahan dinilai dari diameter/diagonal jejak yang dihasilkan maka metode Rockwell merupakan uji kekerasan dengan pembacaan langsung (direct-reading). Metode ini banyak dipakai dalam industry karena pertimbangan praktis. Variasi dalam beban dan indetor yang digunakan membuat metode ini memiliki banyak macamnya. Metode yang paling umum dipakai adalah Rockwell B (dengan indentor bola baja berdiameter 1/6 inci dan beban 100 kg) dan Rockwell C (dengan indentor intan dengan beban 150 kg). Walaupun demikian metode Rockwell lainnya juga biasa dipakai. Oleh karenanya skala kekerasan Rockwell suatu material harus dispesifikasikan dengan jelas. Contohnya 82 HRB, yang menyatakan material diukur dengan skala B: indentor 1/6 inci dan beban 100 kg.
Berikut ini diberikan Tabel 2.3 yang memperlihatkan perbedaan skala dan range uji dalam skala Rockwell.
Tabel 2.3 skala pada metode pengujian kekerasan Rockwell[21].
Tabel 2.4 cara – cara pengujian kekerasan[4].
BAB III
METODE PENELITIAN
3.1 Tempat dan Waktu Penelitian
Penelitian ini dilakukan selama 6 (enam) bulan dari Maret 2013 sampai September 2013 di Balai Besar Teknologi Kekuatan Struktur, Badan Pengkajian dan Penerapan Teknologi (B2TKS, BPPT) PUSPITEK Serpong Tangerang selatan.
3.2 Bahan dan Peralatan Penelitian
Adapun bahan dan peralatan yang digunakan dalam penelitian, sebagai berikut di bawah ini.
3.2.1 Bahan Penelitian
Bahan Penelitian yang digunakan adalah komponen baut di Anjungan lepas pantai jenisBaut Mutu Tinggi (High Strenght Bolt).
3.2.2 Peralatan Penelitian
1. Pada pengamatan visual, alat yang digunakan adalah digital camera 2. Pada pengujian analisa komposisi kimia, alat yang digunakan adalah
METOREX.
3. Pada Pengujian Metalografi, alat yang digunakan, yaitu:
Cetakan mounting
Mesin amplas
Mesin poles
4. Pada pengujian kekerasan, alat yang digunakan Vickers Test Machine
3.3 Tahapan Penelitian
Tahapan penelitian untuk mencari penyebab kerusakan yang terjadi pada komponen baut yang dilakukan dengan metode failure analysisi, meliputi:
Gambar 3.1 Diagram Alir Penelitian.
Penjelasan dari diagram alir diatas adalah kerusakan pada baut sampel yang digunakan pada penelitian ini adalah Baut Mutu Tinggi (High Strenght
Kerusakan Pada Baut
Fotografi pada bagian yang rusak
Pengujian
Uji Kekerasan Fraktografi
Metalografi komposisi kimia
Analisis Hasil
Kesimpulan
Bolt) yang terbuat dari baja karbon sedang (medium carbon steel). Uraian tentang prosedur penelitian secara garis besar di awali dengan mengumpulkan historical data dan memilih sampel. Setelah melakukan pengamatan visual (Fotografi) bagian yang mengalami kerusakan dan mencacatnya.
Pengamatan visual (fotografi) yang bertujuan untuk mengetahui jenis kerusakan dan bagian permukaan yang mengalami perpatahan (fracture).
Mencatat ukuran dan kondisi kerusakan (failure), menggambar sketsa kerusakan dan sejauh mana hubungannya terhadap patahan. Fotografi ini dilakukan pada berbagai perbesaran sudut dan bagian – bagian yang utama pada kerusakan tersebut.
Prosedur pengujian dilakukan sesuai dengan prosedur pengujian masing- masing yaitu berupa metalografi dan fraktografi, yang disertai pengujian tak merusak (non destructive testing) dan pengujian mekanis (destructive testing).
3.3.1 Pengujian Komposisi Kimia
Pengujian komposisi bertujuan untuk menentukan prosentase kandungan unsur yang terdapat pada baut dan untuk menjamin bahwa material yang mengalami kegagalan sesuai dengan yang di spesifikasikan. dilakukan dengan menggunakan alat METOREX di Balai Besar Teknologi Kekuatan Struktur, Badan Pengkajian dan Penerapan Teknologi (B2TKS, BPPT) PUSPITEK Serpong. Sebelum dilakukan pengujian, spesimen ditembakan menggunakan sinar x terlebih dahulu digrinda.
Setelah di grindra, maka dilanjutkan dengan menempelkan spesimen pada alat pembangkit sinar x seperti pada gambar 3.2 dan hasilnya bisa dilihat pada survey meter seperti pada gambar 3.3.
3.3.2 Pengujian Metalografi
Pengujian metalografi ini bertujuan untuk mengetahui struktur mikro yang terjadi pada Baut yang mengalami kerusakan. Pengambilan sampel untuk pemeriksaan struktur mikro ini, yaitu diambil pada bagian di sekitar patahan (fracture) dan pada bagian yang jauh dari patahan.
Tahapan – tahapan pengujian metalografi, yaitu sebagai berikut:
Pemotongan spesimen dilakukan dengan alat wirecutting dimana dalam proses memotong harus dicegah kemungkinan deformasi dan panas yang berlebih-lebihan. Untuk itu pada setiap pemotongan harus diberikan pendinginan yang memadai.
Dilanjutkan dengan mencetak sampel diperlukan untuk memudahkan pemegangan pada proses preparasi, tahapan ini dilakukan dengan menggunakan resin yang dikeraskan dengan hardener, samoel dicetak dengan menggunakan cara dingin, yaitu dengan mengoleskan
Gambar 3.3 hasil survey meter pada uji metorex
Gambar 3.2 Specimen ditempelkan pada pembangkit sinar x
bahan pasta khusus ke dalam bagian cetakan. Setelah dilakukan pencetakan sampel, langkah selanjutnya pengampelasan (grinding) yaitu dimaksudkan untuk memperkecil kerusakan permukaan. Selama proses grinding harus dilakukan pendinginan dengan air secukupnya.
Pemolesan dilakukan setelah proses grinding, media yang digunakan untuk pemolesan adalah chrome oxide dan setiap proses pemolesan, specimen harus dicuci dan dibersihkan dengan menggunakan alkohol dan dikeringkan menggunakan udara.
Pada proses pengetsaan dilakukan dengan cara melihat keburaman dari permukaan sampel yang dietsa. Bila keburaman telah tercapai, maka segera mungkin specimen dicuci dengan air dan alkohol kemudian dikeringkan menggunakan udara panas atau pengering. bahan etsa yang digunakan disesuaikan dengan medium etsa, misalnya baja menggunakan medium nital campuran HNO3dengan alkoho.
Gambar 3.4 alat untuk melakukan polishing
Analisa struktur mikro yang dilakukan adalah dengan Pemotretan struktur mikro dari specimen baut (bolt) yang telah melalui tahap metalografi, dilakukan dengan menggunakan alat mikroskop optic dengan cara mengatur intensitas cahaya, fokus. Dari hasil foto struktur mikro ini, maka akan diketahui korelasi antara komposisi kimia, sifat mekanik, dan fenomena kerusakan (failure) yang terjadi.
3.3.3 Pengujian Kekerasan
Pengujian kekerasan ini menggunakan metode Vickers, dimana prinsip dasar yang digunakan sebagai ukuran kekerasan adalah ketahanan bahan terhadap deformasi plastis dan harga kekerasan ini didapat dari beban penekanan dalam Kgf di bagi luas permukaan bekas penekanan indentor. Uji kekerasan ini dilakukan dengan memakai indentor intan berbentuk piramida dengan sudut 1360, hasil jejaknya adalah berbentuk bujur sangkar berdiagonal. Panjang diagonal diukur dengan dengan skala Gambar 3.5 Alat mikroskopis untuk pengambilan photo struktur mikro
pada baut dimulai dari lokasi patahan hingga ke bagian kepala baut, menggunakan mesin uji Frank Finotest.
Gambar 3.6. alat pengujian dengan metode Vickers
![Tabel 2.1 Komposisi kimia untuk baut tipe 1 (baja karbon sedang, baja paduan atau paduan boron) [3] .](https://thumb-ap.123doks.com/thumbv2/123dok/3906045.3990055/23.892.136.773.280.1106/tabel-komposisi-kimia-untuk-karbon-paduan-paduan-boron.webp)
![Gambar 2.2 Sambungan tipe tumpu pada baut [9] . 2. Sambungan tipe gesek (friction type connection)](https://thumb-ap.123doks.com/thumbv2/123dok/3906045.3990055/27.892.133.757.178.923/gambar-sambungan-tipe-tumpu-sambungan-gesek-friction-connection.webp)
![Gambar 2.8. Skematis penampilan Permukaan patah fatigue terhadap kondisi pembebanan [1] .](https://thumb-ap.123doks.com/thumbv2/123dok/3906045.3990055/39.892.131.757.168.898/gambar-skematis-penampilan-permukaan-patah-fatigue-kondisi-pembebanan.webp)
