*Correspondence address: Universita della Basilicata, Via della Tecnica 3, 85100 Potenza, Italy.
E-mail address:[email protected] (A. Claudio Garavelli).
Performance analysis of a batch production system with limited
#
exibility
A. Claudio Garavelli
*
Universita% di Lecce, Via Monteroni, 74100 Lecce, Italy
Received 6 April 1998; accepted 23 March 2000
Abstract
The concept of limited#exibility, originally applied to production planning, has shown that many bene"ts of totally
#exible systems can be obtained by less#exible systems. This concept is here applied to shop#oor control. Limited
#exibility is considered as a particular routing#exibility that allows system resources to process some products according to a logic chain, as an intermediate con"guration between a totally#exible system (where every resource can process every product) and a non-#exible system (dedicated resources). A simulation study is carried out to measure the system performance such as the lead time and work-in-process for di!erent system con"gurations, with variable demand, setup times and processing times. ( 2001 Elsevier Science B.V. All rights reserved.
Keywords: Limited#exibility; Batch production; Performance; Simulation
1. Introduction
The increase of customer requirements, for in-stance, in terms of demand variability and di! eren-tiation, together with the sti!ening of competition, forces many manufacturing companies to be # ex-ible and innovative. In particular, a large number of products variable in volumes and mix has to be provided, without neglecting cost competition. In fact,#exibility has to be pursued together with scale economies, as stated by`mass customizationa[1]. The search for system#exibility, agility and ver-satility on the one hand, and of high volumes and low costs on the other, have led to modi"cations in
the design and production activities as well as in the supply management. For instance, design modular-ity and quick response are some of the devices pursued by the manufacturing companies.
From the operations management point of view, batch production systems are among the most in-teresting in the search for a competitive trade-o!
between cost and#exibility.
Job shop and cellular organization are the usual manufacturing systems adopted to perform batch production. In particular, in cellular manufacturing systems (CMS) parts that have similar processing needs are grouped into part families, and machines that meet these needs into machine cells. When part families can be manufactured by cells, group tech-nology allows to reduce the setup time, throughput time and work-in-process. In this case, technical and economic bene"ts, such as improved produc-tivity, part quality and operations control, arise.
However, despite many performance improve-ments, some disadvantages (such as lower machine and labor utilization and other performance de-crease) can make the production system design and management more complex, especially when the environment is a!ected by high uncertainty. For instance, demand variability and resource dependa-bility can force management to adopt more#exible manufacturing organizations, such as job shops, which can better deal with uncertainty [2].
Many studies (for instance [3}5]) have addressed the bene"ts and the costs of cellular manufacturing systems and job shop in di!erent scenarios, for instance, depending on the performance analyzed (e.g., lead time and system utilization) and on the ranges assumed by various parameters (e.g., prod-uct volume and mix variability, setup and process-ing time, machine dedication, batch size, loadprocess-ing rule). The discrepancy between the empirical and model-based studies on this topic has also been stressed [6].
A combination of the typical job shop#exibility with the cellular systems productivity has then to be searched. Two ways, in particular, can be ad-dressed to improve batch production system per-formance: designing hybrid con"gurations between cells and job shop or increasing CMS #exibility. Referring to hybrid production systems, many studies on di!erent production system con" gura-tions have been proposed to"nd trade-o!s between CMS and job shops (for instance [7,8]), including
`virtualacellular manufacturing [9]. On the other side, the CMS #exibility can be increased, for in-stance, by the system routing #exibility, i.e. the ability to use alternative product routes inside a cell (intracell#ow) or to route products to cells o!ering the same processes (intercell #ow) [10]. Routing
#exibility allows to properly respond to a changing environment, so that the possibility of switching products to di!erent cells in the case of environ-mental changes can reduce the negative impact of variability on the system performance [11].
Routing#exibility bene"ts can balance the cost of additional instructions, skills, material handling, tools and "xtures, as well as the increased setup times and work in process of routing #exibility implementation. However, solving demand # uctu-ation problems by transferring work-load from
congested resources to other less congested ones involves some disadvantages, as it has been shown by Ang and Willey [7]. First, extra costs of material handling are incurred; second, work#ow simplicity is lost and the costs of production planning and scheduling are increased; third, the number of com-ponents being processed only by a cell is reduced and job satisfaction associated with task identity and task signi"cance may diminish. Ang and Willey [7] have shown that only a limited use of intercell work-load transfer is expected to improve shop performance with a small increase of scheduling e!ort.
Ideally, it is preferred that a product family is completely processed by a cell. Since this is hard to be accomplished for all the families, studies based on cluster analysis, in most instances, have focused on minimizing total intercell moves [12]. Given that the resources associated to the route imple-mentations are usually expensive, it is often not economic to implement more than few routes per product. The trade-o! between productivity and
#exibility needs then to be investigated.
In this paper, the concept of limited #exibility, proposed in the literature in a multi-plant produc-tion planning context [13], is applied to the shop
#oor management. Limited#exibility is considered here as a particular intercellular routing#exibility allowing some resources (cells) to process some product family according to a logic chain. In par-ticular, products and resources are chained by a minimum number of links and forming the lon-gest close loop. This chain can provide many typi-cal bene"ts of a totally#exible system (where every resource can process every family, as in a job shop) and of a non-#exible system (where every resource is dedicated to just one family).
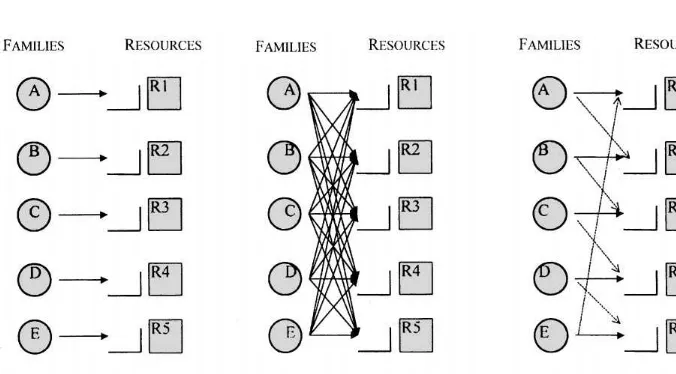
Fig. 1. Production system con"gurations.
2. The simulation model
The impact of di!erent #exibility degrees in a batch production system is investigated by a simulation study. The study analyzes the behavior of a production system characterized by three dif-ferent degrees of#exibility (total#exibility, limited
#exibility and no-#exibility), each corresponding to a di!erent system con"guration. These con" gura-tions are investigated varying the operating level (i.e., the ratio between the mean demand volume and the mean production capacity) of the produc-tion system.
Each system con"guration is made of similar resources (e.g., cells or workstations), with the same number of resources and product families. Both resources and product families can be considered as
`black boxesa, so that it is not necessary to make any assumption about the composition of a family (in terms of product mix and process variability) and on the characteristics of the resource (single machine or group of interconnected machines). Once a product batch is assigned to a resource, intercellular moves are not allowed, as in a set of parallel manufacturing cells [15]. Batches are con-sidered as lots of products of the same family, made of a given number of products. The variability of this parameter is not considered in this paper.
A scheme of the three di!erent system con" gura-tions is reported in Fig. 1, with"ve product families and"ve resources. In each con"guration, the num-ber of resources that can work the same product family changes. In case a, each resource can work only one product family, because there are no links among the resources, which are family-dedicated. In case b, the total#exibility (i.e. complete routing
#exibility) allows every resource to process every product family, after the eventual correspondent setup. Finally, in case c, a product family can be assigned only to a limited number of resources (in this case, only to two resources), according to the limited#exibility principles [12]. In fact, a closed chain between products and resources is de"ned, with the same number of products and resources connected with each other.
In the simulation model, product families enter the system according to a stochastic generation modeled by an exponential distribution. Varying the mean rate of the arrival distribution (demand volume) yields di!erent values of the operating level.
stochastic assignment allows to have a variable demand mix in the system, but with a constant mean. Processing times are modeled by exponential dis-tributions. The same mean rate is considered for all the product families to avoid the e!ect of di!erent mean service times on the comparison of di!erent system con"gurations. When a product family is assigned to a resource that can work di!erent prod-uct families, a deterministic setup time is added, if the previous product family processed by that re-source was di!erent. The service rule adopted by a resource to process the products in its queue is the
"rst-in"rst-out.
One of the critical aspects of the system is the dispatching rule adopted to assign each product family to a resource. In fact, if the product families are randomly assigned to the resources of a#exible system, setup penalties can signi"cantly a!ect the system performance. To make a fair comparison among the di!erent system con"gurations,# exibil-ity should then be driven by more appropriate dispatching rules, in order to limit the negative e!ect of setups on system performance.
To this aim, the following dispatching rule is considered. A dedicated resource is set for every product family, so that a product batch entering the system is assigned to its dedicated resource, unless the product queue of that resource exceeds a given threshold. If that threshold is reached, the batch is assigned to the resource which can process that product family (depending on the system con" gura-tion), and has the shortest queue of products wait-ing. To show the e!ect of this rule on system performance, di!erent values of the threshold TV are considered (TV"3 and 10).
Besides these threshold values, main parameters of the model are the operating level and the setup time. Their values are chosen according to previous studies on this argument [2,8]. The operating levels considered are 60%, 70%, 80% and 90%. The setup time is considered equal to 0% or 30% of the total processing time. In addition, two dimensions of the production system are considered, in order to investigate if the numberNof resources and
prod-uct families a!ects system performance, withN"5 and 10, respectively.
The performances investigated are the average lead time and the average work-in-process,
to-gether with the average resource utilization. To obtain comparable results in the three di!erent system con"gurations, the same number seed has been introduced in all the stochastic distributions. The e!ect of the dispatching rule (i.e. of the two threshold values TV) has been analyzed"rst, refer-ring to the case of a system with"ve resources and product families (N"5), in the particular condi-tion of negligible setup times (ST"0) (Section 3). Then, the in#uence of the setup time is investigated, referring to the value of ST"30% of the
process-ing time (Section 4). Finally, some considerations are provided in relation to the system dimension increase toN"10 (Section 5).
3. System performance with negligible setup times: the e4ect of the dispatching rule
If all the resources of a production system could process any product family with no penalty in terms of setup times for any product shift (ST"0), no doubt that a totally #exible con"guration of resources, allowing the assignment of any product to any resource (in particular, to that with the shortest queue), would provide the best system per-formance.
This consideration is still valid if every product family is assigned to a dedicated resource, accord-ing to the threshold dispatchaccord-ing rule considered above. In this case, however, #exible systems are penalized by the fact that, to exploit the bene"ts of
#exibility, the products in the queues waiting to be processed by di!erent resources have to reach at least a threshold value to let the new products entering the system be probably assigned to other less loaded resources.
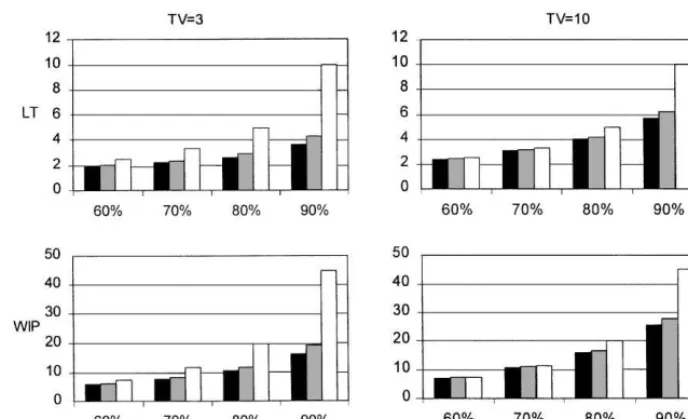
In Fig. 2, the average lead time (LT) and work-in-process (WIP) are reported for di!erent values of the operating level, for a system made of "ve re-sources and product families (N"5), with
negli-gible setup times (ST"0) and two threshold values (3 and 10). In these cases, due to ST"0, the aver-age system utilization does not vary and is equal to the operating level.
Fig. 2. System performance with ST"0.
Table 1
Comparison of the LT performance of the TF, LF and NF con"gurations, with ST"0
Operating level
0.60 0.70 0.80 0.90
TV"3
TF vs. LF !5% !8% !12% !19%
LF vs. NF !22% !41% !71% !130%
TV"10
TF vs. LF !1% !2% !4% !8%
LF vs. NF !3% !4% !19% !62%
TV"3 vs. TV"10
TF !22% !43% !55% !56%
LF !18% !35% !44% !45%
no-#exibility con"gurations. In particular, the per-formance of the non-#exible con"guration (which can be determined analytically) is the worst one, due to the absence of possible assignments of the prod-ucts to non-dedicated resources, which does not allow a dynamic redistribution of the work-load.
As the threshold value increases, the system per-formance of the #exible con"gurations decreases, getting closer to the performance of the non-#exible con"gurations (which does not vary), because the system is more constrained and cannot completely exploit its potential#exibility. It is also interesting to stress that the performance of the limited# exibil-ity con"guration is considerably closer to the total
#exibility one than to the no-#exibility one, despite the low number of links allowed between the re-sources (just those of the chain), showing the
bene-"ts of this simple con"guration.
The di!erences in percentage of the lead time performance (the same happens for the WIP) be-tween the di!erent con"gurations and for the di! er-ent threshold values are reported in Table 1. These values stress how the bene"ts of the #exibility in-crease with the operating level, due to a better distribution of the work-load. In particular, the results con"rm that the bene"ts are more evident in the comparison between the limited#exibility
con-"guration and the no-#exibility con"guration, and particularly for a low threshold of the dispatching rule (TV"3), thus pointing out the advantages of the limited#exibility con"guration.
In addition, it can be observed that the adoption of the dispatching rule with a higher threshold (TV"10) provides a higher penalty for the total
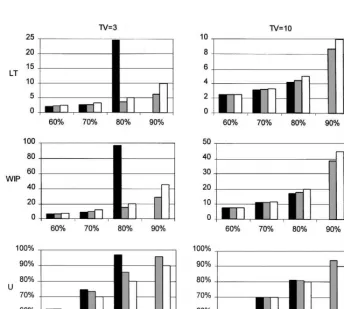
Fig. 3. System performance with ST"0.3.
remarkable also for the limited #exibility con" g-uration tend to become stable in percentage.
4. The e4ect of the setup time
Of course, the condition of ST"0 is not real in many cases, i.e. in all the situations where the setup times are not negligible compared to the processing times. In Fig. 3, the performance of the three system con"gurations is reported for the various operating levels, with ST"0.3 and the two threshold values
of the dispatching rule, TV"3 and TV"10. The performance of the non-#exible con"guration, due to its completely dedicated resources, is not a!ected by the setup time.
Let us consider "rst the low threshold of the dispatching rule, TV"3. As it can be observed
from the comparison with Fig. 2, the setup time makes the performance of the #exible con" gura-tions decrease (in Table 2 the lead time comparison is reported). In particular, Fig. 3 shows that the total#exibility remains the best con"guration only until the increasing operating level does not cause a critical system congestion (which, for the operat-ing levels considered, happens for values higher than 80%), showing a negative reaction to demand variations and limiting the possibility of satisfying further demand. In fact, in correspondence of the 90% operating level the system is not in a steady state anymore.
Table 2
Comparison of the LT performance of the TF and LF con" gura-tions
Operating level
ST"0 vs. ST"0.3 0.60 0.70 0.80 0.90 TV"3
Comparison of the LT performance of the TF, LF and NF con"gurations, with ST"0.3
Operating level
penalties have a smaller e!ect on system perfor-mance, as it can be inferred from Table 2.
If we look at the system performance in corre-spondence of a higher threshold value (TV"10), from Fig. 3 it can be inferred that the totally#exible system still performs better with a lower threshold, because, as we have seen in the previous section, it exploits better its#exibility. But this is true only up to the 70% of the operating level (Table 3). For higher values of loading, in fact, the totally#exible system performs better with a higher threshold, because, by limiting the #exibility degree of the con"guration, it also reduces the number of setups and the consequent system congestion, unless the
operating level increases so much (more than 80%) that the totally #exible system becomes unsteady anyway (Table 3).
This e!ect is not relevant for the limited# exibil-ity con"guration, which with the higher threshold value provides the worst performance for any oper-ating level, getting closer to the non-#exible con" g-uration. As with the lower threshold, it does not collapse even at the operating level of 90%, where its utilization becomes higher than that of the
no-#exibility con"guration, showing to be very robust in relation to setup time variability.
The similarity of the con"guration performance with TV"10 is also shown by the average system utilization (Fig. 3). This performance, in fact, re-veals that only with high operating levels (*80%) the#exible con"gurations use their potential# exib-ility, distributing the work load to the resources. For TV"3, instead, the utilization shows that the resources are used more than the dedicated re-sources of the no-#exibility con"guration for a very wide range of the demand.
The performance of the #exible con"gurations decreases with setup times higher than ST"0.3. In these cases, not shown here for the sake of brevity, the totally#exible con"guration tends to collapse sooner, i.e. for lower operating levels, and also the limited#exibility can become unsteady, in particu-lar if a dispatching rule with a low threshold value is adopted. In short, the#exible con"gurations pro-vide a better performance than that of the
no-#exibility con"guration in a range of operating levels (or, equivalently, below a threshold operating level) which decreases as the setup time increases. The adoption of a higher threshold value could then seem the right choice in these cases, but the system performance gets very close to that of the non-#exible con"guration, so that this con" gura-tion appears more appealing, due to the simplicity of its shop#oor control and to the correspondent cost savings.
5. The e4ect of the system dimension
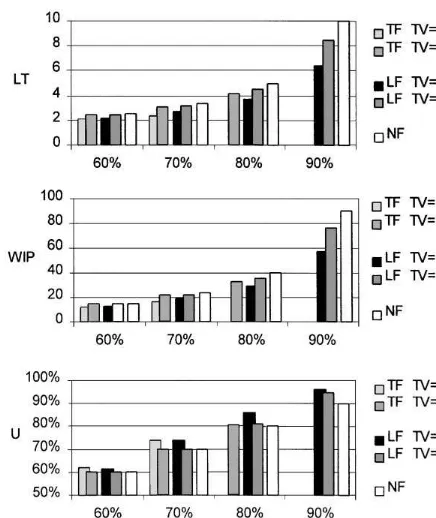
Fig. 4. System performance with ST"0.3,N"10.
5 to 10 (N"10), with ST"0.3. These results
con-"rm most of the considerations made in the pre-vious cases (Sections 3 and 4).
In particular, the results con"rm that the limited
#exibility provides a very close performance to that of the total#exibility for low operating levels, and then becomes the best con"guration for higher values of the demand. This con"guration always performs better with a low threshold of the dis-patching rule than with a high TV, since it allows to better exploit the#exibility bene"ts, without con-siderably increasing the system congestion. On the contrary, in correspondence of high demand (oper-ating level higher than 70%), the total #exibility con"guration needs a higher threshold of the dis-patching rule (TV"10) to contrast the increasing
number of setups. As in the previous Sections, the non-#exible con"guration provides a reference for the performance, which is usually worse than in the other#exible con"gurations, although it assures to the system the steady state even in conditions of very high demand. In particular, for the non-# ex-ible con"guration the variation of the system size
does not involve any performance variation (except the WIP increase), due to the absence of links between dedicated resources which makes each re-source behave as a single, independent system.
Also for the other con"gurations there are no considerable variations. The most relevant result is provided by the total #exibility con"guration which, with a low threshold of the dispatching rule (TV"3), becomes unstable at the operating level of 80% for N"10 (Fig. 4), while it has just the worst performance for that level forN"5 (Fig. 3).
This can be justi"ed by the increased congestion generated by the larger#exible system, which pro-vides more opportunities for the product batches to
"nd less loaded resources, thus increasing the setup penalties for the system.
This consideration points out that as the system size increases, the #exibility degree of the system has to be limited in order to exploit the#exibility bene"ts for a wide range of operating levels. This can be done by adopting either a more` conserva-tivea dispatching rule (TV"10), or the limited
#exibility con"guration. In the "rst case, with TV"10, the similarity of the system behaviors in the two sizes is stressed. However, the performance of the #exible con"gurations in both systems is closer to that of the corresponding no-#exibility con"gurations, and the total #exibility becomes unstable anyway for high values of the operating level (more than 80%). In the second case, on the contrary, the limited#exibility con"gurations allow to exploit the bene"ts of#exibility with a low thre-shold of the dispatching rule (which assures better performance than the non-#exible con"guration) in both sizes, remaining stable even for high operating levels (more than 90%).
6. Conclusions
lead time, work-in-process and resource utilization have been investigated for di!erent system operat-ing levels, dispatchoperat-ing rules, setup times and system dimensions.
The simulation results have shown that the lim-ited#exibility con"guration usually provides excel-lent performance. In fact, this quite simple con"guration is very good either in contexts where more#exible systems are penalized, such as when there are high setup times, system complexity (many product families), and demand (high re-source loading), or where the #exibility is parti-cularly advantageous, such as when setup times are negligible, the system is usually under-loaded or the complexity is quite limited. In fact, in the former case the limited #exibility con"guration exploits the bene"ts of#exibility maintaining a low system congestion, unless the context (demand, setup times, complexity) becomes very critical. In the latter case, it is competitive with the total#exibility con"guration, because it partially shares the
bene-"ts of the work-load distribution among the system resources and is less onerous in terms of invest-ments and costs.
The total#exibility con"guration, able to distrib-ute the work-load among a large number of re-sources, provides better performance than the other two system con"gurations if the setup times are not comparable to processing times. In this case, the system succeeds in maintaining a good perfor-mance as the operating level increases. However, with higher setup times the system#exibility yields a system congestion as the demand increases, so that the performance and the system capability of satisfying the demand requirements drastically de-crease. Other devices, such as more sophisticated dispatching rules, for instance with thresholds vari-able with the demand requirements, should be ad-opted in this case to allow the totally #exible con"guration to perform adequately. However, the performance achievable by the system in this case might not justify the complexity of this kind of intervention.
On the other hand, the no-#exibility con" gura-tion often provides the worst performance, even if the system is capable of working in this case even with a high level of the demand. This con"guration could be preferred when the system operates in
conditions that would be tolerated by #exible systems only by adopting complex dispatching rules. In fact, in these situations the simplicity of the shop #oor control might drive the con"guration choice.
Acknowledgements
This research has been funded by the University of Lecce, Department of Innovation Engineering. Particular thanks are addressed to Alfredo Bot-talico, who contributed to the"rst development of the research. The author also wishes to thank Ilaria Giannoccaro for her suggestions.
References
[1] J. Gilmore, B.J. Pine II, The four faces of mass customiz-ation, Harvard Business Review 75 (1) (1997) 91}101. [2] J.B. Jensen, M.K. Malhotra, P.R. Philipoom, Machine
dedication and process#exibility in a group technology environment, Journal of Operations Management 14 (1) (1996) 19}39.
[3] U. WemmerloKv, N.L. Hyer, Research issues in cellular manufacturing, International Journal of Production Re-search 25 (3) (1987) 413}431.
[4] B.B. Flynn, F.R. Jacobs, A simulation comparison of group technology with traditional job shop manufactur-ing, International Journal of Production Research 24 (1986) 1171}1192.
[5] J.S. Morris, R.J. Tersine, A simulation analysis of factors in#uencing the attractiveness of group technology cellular layouts, Management Science 36 (1990) 1567}1578. [6] S.M. Shafer, J.M. Charnes, O!setting lower routing#
exib-ility in cellular manufacturing due to machine dedication, International Journal of Production Research 35 (2) (1997) 551}567.
[7] C.L. Ang, P.C.T. Willey, A comparative study of the per-formance of pure and hybrid group technology manufac-turing systems using computer simulation techniques, International Journal of Production Research 22 (2) (1984) 193}233.
[8] A.G. Burgess, I. Morgan, T.E. Wollmann, Cellular manu-facturing: its impact on the total factory, International Journal of Production Research 31 (9) (1993) 2059}2077. [9] V.R. Kannan, A simulation analysis of the impact of family
con"guration on virtual cellular manufacturing, Produc-tion Planning and Control 8 (1) (1997) 14}24.
[11] S.K. Das, P. Nagendra, Selection of routes in a#exible manufacturing facility, International Journal of Produc-tion Economics 48 (1997) 237}247.
[12] R. Logendran, A workload based model for minimizing total intercell and intracell moves in cellular manufactur-ing, International Journal of Production Research 28 (5) (1990) 913}925.
[13] W.C. Jordan, S.C. Graves, Principles on the bene"ts of manufacturing process#exibility, Management Science 41 (4) (1995) 577}594.
[14] V. Albino, A.C. Garavelli, Limited#exibility in cellular manufacturing systems: A simulation study, Inter-national Journal of Production Economics 60}61 (1999) 447}455.