BAB 4
PENGUMPULAN DAN ANALISA DATA
4.1 Pengumpulan Data
Didalam Proses Pengolahan data dan analisa untuk pemecahan permasalahan yang terjadi didalam bagian Bleaching, Dyeing, finishing PT. Mulia Knitting Factory sebagai langkah awal analisis adalah pengumpulan data untuk menunjang analisa pemecahan masalah – masalah yang terdapat dalam sistemproses pemutihan tersebut.
4.1.1 Operation Process Chart Bagian Pemutihan Bleaching, Dyeing, Finishing
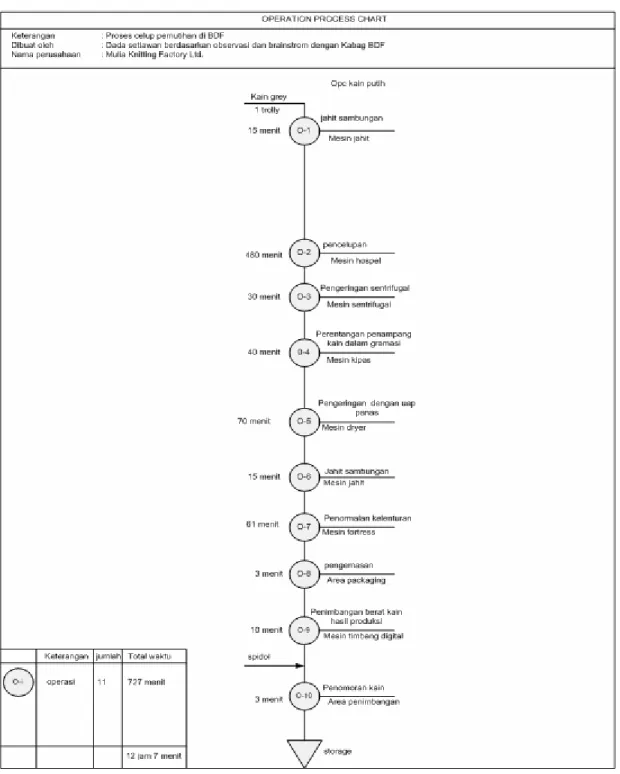
Di dalam pengumpulan data, terdapat beberapa hal pendukung bagi peneliti untuk mengolah data, salah satunya adalah peta proses operasi yang berfungsi sebagai langkah awal mengetahui keseluruhan alur proses yang ada.
Gambar 4.1 Operation Process Chart Bagian BDF Pemutihan
4.1.2 Penentuan Prioritas Pemilihan Kriteria Subbagian dibagian Bleaching, Dyeing, and Finishing yang akan Diselesaikan dengan Metode ABC
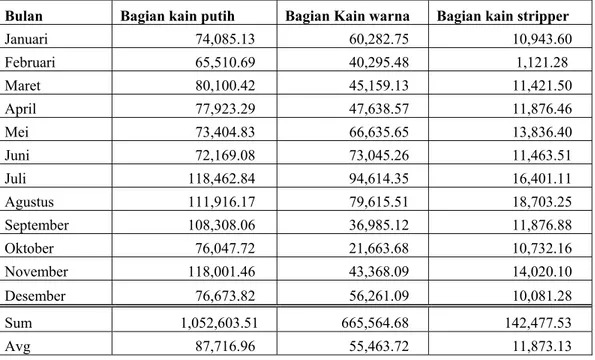
Dikarenakan ruang lingkup dari bagian BDF yang sangat luas, maka penulis melakukan pengkategorian 3 subbagian BDF ke dalam tingkatan klasifikasi untuk mempersempit ruang lingkup penyelesaian permasalahan yang ada dan juga memprioritaskan subbagian terpenting yang harus diselesaikan terlebih dahulu, Berikut ini hasil pengumpulan data berdasarkan data dari bagian penjualan dan juga bagian arsip produksi di BDF:
Tabel 4.1 Rekapitulasi Demand Produksi tahun 2007 Bagian BDF
Bulan Bagian kain putih Bagian Kain warna Bagian kain stripper
Januari 74,085.13 60,282.75 10,943.60 Februari 65,510.69 40,295.48 1,121.28 Maret 80,100.42 45,159.13 11,421.50 April 77,923.29 47,638.57 11,876.46 Mei 73,404.83 66,635.65 13,836.40 Juni 72,169.08 73,045.26 11,463.51 Juli 118,462.84 94,614.35 16,401.11 Agustus 111,916.17 79,615.51 18,703.25 September 108,308.06 36,985.12 11,876.88 Oktober 76,047.72 21,663.68 10,732.16 November 118,001.46 43,368.09 14,020.10 Desember 76,673.82 56,261.09 10,081.28 Sum 1,052,603.51 665,564.68 142,477.53 Avg 87,716.96 55,463.72 11,873.13
Tabel 4.2 Rekapitulasi data Harga Jual Kain
Jenis Benang Keterangan Warna Harga Benang $
S/K 20s combed Putih 5.4
S/K 20s combed berwarna sedang 6
Stripper 16s/20s single Knit stripper 8.25
Sumber : Data Internal PT. MKF
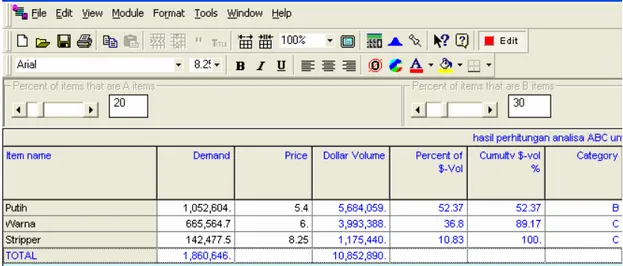
Dibawah ini merupakan hasil pengolahan data klasifikasi ABC menggunakan softwareQuantitative Management (QM).
Gambar 4.2 Hasil Perhitungan ABC Analysis Dengan Software QM Dilihat dari hasil perhitungan didapat bahwa bagian produksi yang harus di perhatikan terlebih dahulu dan difokuskan adalah bagian pemutihan di BDF secara menyeluruh karena bagian produksi pewarnaan putih terdapat di kategori klasifikasi B dan merupakan kategori dengan prioritas produksi permintaan terbanyak sepanjang tahun 2007.perusahaan mengkategorikan
dalam B karena perushaan masih merasakan bahwa kualitas dari produk mereka masih jauh dari hasil yang diharapkan untuk bersaing, sehingga perusahaan bekerja keras dalam peningkatan kualitas melalui kuantitas maupun kualitas produksi.
4.1.3 Diagram Fishbone (cause and effect) Terhadap Permasalahan Antrian di
Bagian BDF PT. Mulia Knitting Factory
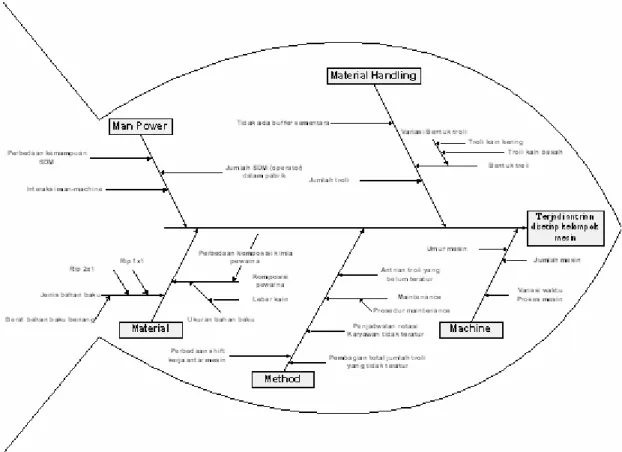
Berdasarkan observasi di lapangan dan wawancara dengan kepala bagian, banyak faktor yang mempengaruhi terjadinya antrian dalam proses pemutihan di bagian BDF, adapun permasalahan tersebut adalah :
Gambar 4.3 Fishbone diagram penyebab terjadinya antrian
4.1.4 Pengujian Distribusi Data dan Parameter Estimation
4.1.4.1Uji Distribusi Data dan Parameter Estimation Jumlah Kedatangan troli
menuju mesin sentrifugal
Pada dasarnya untuk menghitung dan memodelkan sistem antrian serial ini, diperlukan uji distribusi data untuk mengetahui pola distribusi dari data jumlah kedatangan sistem antriantroli terhadap setiap mesin yang sudah dikumpulkan sebelumnya, maka dicoba untuk dilakukan pengujian uji kebaikan suai (Goodness of Fit Test) dengan cara manual ( Kolmogorov-Smirnov) dan juga menggunakan bantuan program minitab 14.0 (Anderson Darling). Berikut ini adalah perhitungan uji distribusinya:
1) Dengan Bantuan Stat-fit Promodel 4.0 (Anderson Darling)
Uji Anderson darling
C1 Pe rc e n t 10 5 0 -5 -10 99 95 90 80 70 60 50 40 30 20 10 5 1 Mean <0.005 1.5 StDev 4.005 N 56 AD 17.423 P-Value Probability Plot of C1 Normal
Gambar 4.4 Hasil Uji Anderson Darling Jumlah Kedatangan pada mesin sentrifugal
Karena Nilai Nilai Signifikasi Anderson darling lebih besar dari taraf nyata (P-value)yaitu 17.423 > 0.05 maka dapat dikatakan bahwa data jumlah kedatangan tersebut berdistribusi Poisson.
2) Dengan Hitungan Manual (Kolmogorov-Smirnov)
a) Statistika Deskriptif
Statistika Deskriptif digunakan untuk menghitung parameter dari distribusi data yang akan dihipotesiskan.
• Rata-Rata (Mean) 5 . 1 = 56 84 = N Xi = Mean
‡”
b) Uji Hipotesa (Kolmogorov-Smirnov)
• H0 = Data Jumlah Kedatangan mengikuti Distribusi Poisson
H1 = Data Jumlah Kedatangan tidak mengikuti Distribusi Poisson
Taraf Nyata = 0.05
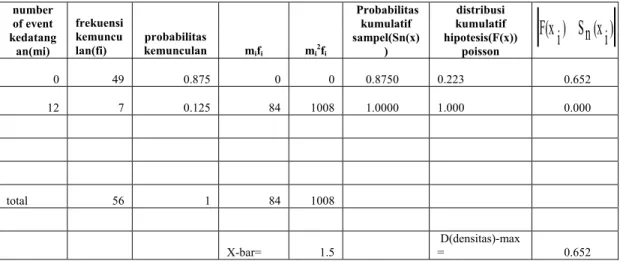
Perhitungan Densitas Poisson (Dn max)
Tabel 4.3 Hasil Perhitungan Densitas Poisson Jumlah Kedatangan number of event kedatang an(mi) frekuensi kemuncu lan(fi) probabilitas kemunculan mifi mi2fi Probabilitas kumulatif sampel(Sn(x) ) distribusi kumulatif hipotesis(F(x)) poisson 0 49 0.875 0 0 0.8750 0.223 0.652 12 7 0.125 84 1008 1.0000 1.000 0.000 total 56 1 84 1008 X-bar= 1.5 D(densitas)-max = 0.652
Contoh Perhitungan Frekuensi distribusi kumulatif hipotesis poisson menggunakan excel 2007 sebagai berikut :
)i
(x
n
S
)i
F(x
Data 0
Gambar 4.5 Hasil distribusi kumulatif Fungsi Poisson menggunakan Excel 2007 Maka Dn(0)= f( )xi Sn(xi) = 0.875 0.223 =0.652
Data 12
Maka Dn(0)= f( )xi Sn(xi) = 1.000 1.000 =0.000
Jadi DnMax=Max(Dn)=0.652
• Perhitungan Densitas Poisson Tabel Dimana N = 56 dan α = 0.05 Maka Densitas Poisson Tabel :
n Tabel
Dn =1.36
(Sumber: Appendix, White 1975 “Tabel Nilai Kritis D Maksimum absolute antara sampel dan populasi distribusi kumulatif),
182 . 0 56 36 . 1 = = Tabel Dn • Kesimpulan 182 . 0 652 . 0 ¨ > < D Tabel Hitung Dn n
Kesimpulan : D max hitung lebih besar dari D tabel , maka simpulkan tolak Ho dan simpulkan data tidak mengikuti distribusi poisson pada perhitungan metode kolmogorov-smirnov,
Tetapi dengan menggunakan uji normalitas minitab Anderson darling, maka didapat hasil nilai AD lebih besar dari P value, maka simpulkan data yang ada dapat dikatakan berdistribusi poisson.
Menurut Harrel (2000, p125) mengatakan bahwa distribusi poisson
berhubungan erat dengan distribusi eksponensial. Dimana hubungan itu dinyatakan dengan jika tingkat atau jumlah kedatangan berdistribusi poisson
maka dapat dikatakan interval waktu kedatangan berdistribusi eksponensial. Atau dengan kata lain nilai rata-rata distribusi eksponensial adalah kebalikan dari tingkat poisson. Berdasarkan perhitungan diatas rata-rata jumlah kedatangan Troli menuju mesin sentrifugal adalah adalah 1.5 troli tiap 60 menit yang berdistribusi poisson. Maka dengan pendekatan diatas maka dapat ditentukan rata-rata interval waktu kedatangan barang menuju sistem pelayanan sentrifugal adalah 40 menit yang berdistribusi eksponensial.
Untuk menguji pola distribusi data waktu pelayanan mesin sentrifugal
terhadapan troli, didalam ini digunakan perhitungan dengan menggunakan
software Stat-fit Promodel 4.0 dengan menggunakan uji normalitas
Kolmogorv-Smirnov dan Anderson-Darling sebagai pembanding , berikut hasil perhitungan dari data yang dikumpulkan:
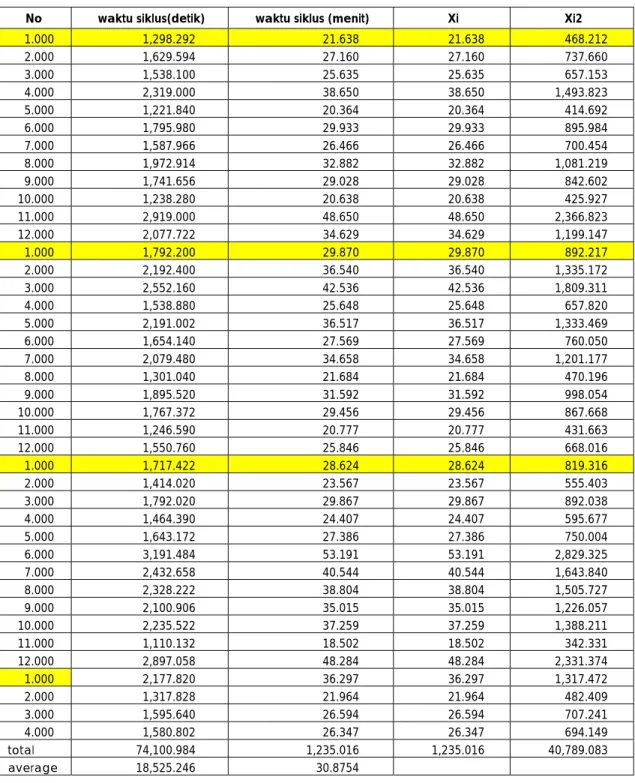
Tabel 4.4 Data Waktu Pelayanan Mesin Sentrifugal
No waktu siklus(detik) waktu siklus (menit) Xi Xi2
1.000 1,298.292 21.638 21.638 468.212 2.000 1,629.594 27.160 27.160 737.660 3.000 1,538.100 25.635 25.635 657.153 4.000 2,319.000 38.650 38.650 1,493.823 5.000 1,221.840 20.364 20.364 414.692 6.000 1,795.980 29.933 29.933 895.984 7.000 1,587.966 26.466 26.466 700.454 8.000 1,972.914 32.882 32.882 1,081.219 9.000 1,741.656 29.028 29.028 842.602 10.000 1,238.280 20.638 20.638 425.927 11.000 2,919.000 48.650 48.650 2,366.823 12.000 2,077.722 34.629 34.629 1,199.147 1.000 1,792.200 29.870 29.870 892.217 2.000 2,192.400 36.540 36.540 1,335.172 3.000 2,552.160 42.536 42.536 1,809.311 4.000 1,538.880 25.648 25.648 657.820 5.000 2,191.002 36.517 36.517 1,333.469 6.000 1,654.140 27.569 27.569 760.050 7.000 2,079.480 34.658 34.658 1,201.177 8.000 1,301.040 21.684 21.684 470.196 9.000 1,895.520 31.592 31.592 998.054 10.000 1,767.372 29.456 29.456 867.668 11.000 1,246.590 20.777 20.777 431.663 12.000 1,550.760 25.846 25.846 668.016 1.000 1,717.422 28.624 28.624 819.316 2.000 1,414.020 23.567 23.567 555.403 3.000 1,792.020 29.867 29.867 892.038 4.000 1,464.390 24.407 24.407 595.677 5.000 1,643.172 27.386 27.386 750.004 6.000 3,191.484 53.191 53.191 2,829.325 7.000 2,432.658 40.544 40.544 1,643.840 8.000 2,328.222 38.804 38.804 1,505.727 9.000 2,100.906 35.015 35.015 1,226.057 10.000 2,235.522 37.259 37.259 1,388.211 11.000 1,110.132 18.502 18.502 342.331 12.000 2,897.058 48.284 48.284 2,331.374 1.000 2,177.820 36.297 36.297 1,317.472 2.000 1,317.828 21.964 21.964 482.409 3.000 1,595.640 26.594 26.594 707.241 4.000 1,580.802 26.347 26.347 694.149 total 74,100.984 1,235.016 1,235.016 40,789.083 average 18,525.246 30.8754
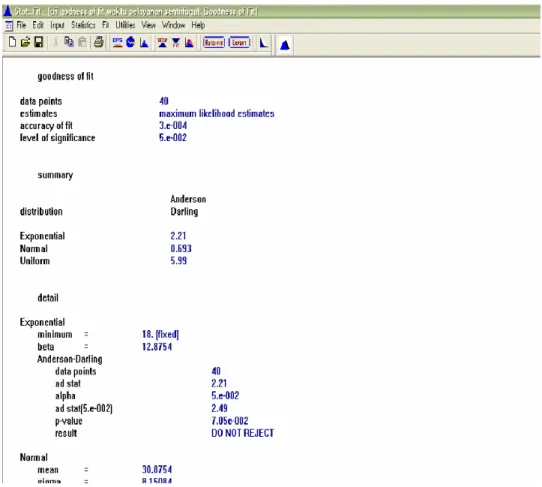
Hasil pengolahan data dengan SoftwareStat-fitPromodel 4.0
Gambar 4.7 Hasil Uji Anderson Darling dengan Stat-fit Waktu Pelayanan mesin
sentrifugal
Uji Anderson-Darling
Uji dilakukan dengan taraf nyata sama dengan 0.05.
Karena nilai signifikansi AD lebih besar dari taraf nyata yaitu 0.075 > 0.05 maka dapat dikatakan bahwa data waktu persiapan tersebut berdistribusi eksponensial dengan mean = 30.875 menit.
4.1.4.2Uji Distribusi Data dan Parameter Estimation Jumlah Kedatangan troli
menuju Mesin Kipas
4.1.4.2.1 Dengan Hitungan Manual (Kolmogorov-Smirnov)
a. Statistika Deskriptif
Statistika Deskriptif digunakan untuk menghitung parameter dari distribusi data yang akan dihipotesiskan.
• Rata-Rata (Mean) 22 . 6 50 311
‡”
= = = N Xi Meanb. Uji Hipotesa (Kolmogorov-Smirnov)
• H0 = Data Jumlah Kedatangan mengikuti Distribusi Poisson
H1 = Data Jumlah Kedatangan tidak mengikuti Distribusi Poisson
Taraf Nyata = 0.05
Perhitungan Densitas Poisson (Dn max)
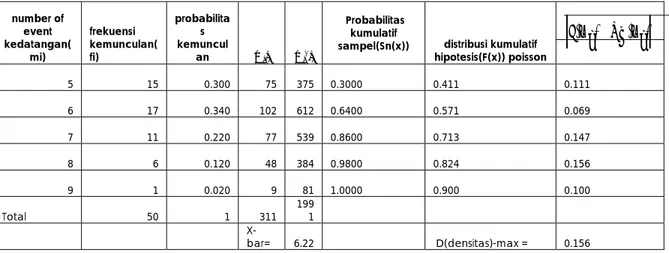
Tabel 4.5 Hasil Perhitungan Densitas Poisson Jumlah Kedatangan
number of event kedatangan( mi) frekuensi kemunculan( fi) probabilita s kemuncul an mifi mi2fi Probabilitas kumulatif
sampel(Sn(x)) distribusi kumulatif hipotesis(F(x)) poisson 5 15 0.300 75 375 0.3000 0.411 0.111 6 17 0.340 102 612 0.6400 0.571 0.069 7 11 0.220 77 539 0.8600 0.713 0.147 8 6 0.120 48 384 0.9800 0.824 0.156 9 1 0.020 9 81 1.0000 0.900 0.100 Total 50 1 311 1991 X-bar= 6.22 D(densitas)-max = 0.156 )i (x n S )i F(x
• Perhitungan Densitas Poisson Tabel Dimana N = 50 dan α = 0.05 Maka Densitas Poisson Tabel :
n Tabel
Dn =1.36
(Sumber: Appendix, White 1975 “Tabel Nilai Kritis D Maksimum absolute antara sampel dan populasi distribusi kumulatif),
192 . 0 50 36 . 1 = = Tabel Dn • Kesimpulan 192 . 0 156 . 0 ¨ < <D Tabel Hitung Dn n
Kesimpulan : D max hitung lebih kecil dari D tabel , maka simpulkan trima Ho mengikuti distribusi poisson pada perhitungan metode kolmogorov-smirnov,
Menurut Harrel (2000, p125) mengatakan bahwa distribusi poisson
berhubungan erat dengan distribusi eksponensial. Dimana hubungan itu dinyatakan dengan jika tingkat atau jumlah kedatangan berdistribusi poisson
maka dapat dikatakan interval waktu kedatangan berdistribusi eksponensial. Atau dengan kata lain nilai rata-rata distribusi eksponensial adalah kebalikan dari tingkat poisson. Berdasarkan perhitungan diatas rata-rata jumlah kedatangan Troli menuju mesin kipas adalah 6.22 troli tiap 60 menit yang berdistribusi poisson. Maka dengan pendekatan diatas maka dapat ditentukan
rata-rata interval waktu kedatangan barang menuju sistem pelayanan
sentrifugal adalah 9.64 menit yang berdistribusi eksponensial.
Untuk menguji pola distribusi data waktu pelayanan mesin kipas
terhadap troli, didalam ini digunakan perhitungan dengan menggunakan
software Stat-fit Promodel 4.0 dengan menggunakan uji normalitas
Kolmogorov-Smirnov dan Anderson-Darling sebagai pembanding , berikut hasil perhitungan dari data yang dikumpulkan:
Tabel 4.6 Rekapitulasi Data Pelayanan Mesin Kipas
No waktu siklus(detik) waktu siklus (menit) Xi Xi2
1.000 1,084.1 18.068 18.068 326.453 2.000 2,254.9 37.582 37.582 1,412.429 3.000 970.9 16.182 16.182 261.854 4.000 4,931.8 82.197 82.197 6,756.281 5.000 2,722.4 45.374 45.374 2,058.764 6.000 1,641.9 27.365 27.365 748.865 7.000 1,471.2 24.519 24.519 601.191 8.000 1,581.9 26.365 26.365 695.087 9.000 5,885.8 98.097 98.097 9,622.982 10.000 1,351.2 22.520 22.520 507.159 11.000 3,664.6 61.077 61.077 3,730.351 12.000 2,424.9 40.415 40.415 1,633.356 1.000 960.0 16.000 16.000 256.000 2.000 2,122.1 35.369 35.369 1,250.966 3.000 969.0 16.150 16.150 260.829 4.000 1,254.3 20.904 20.904 436.986 5.000 2,281.1 38.018 38.018 1,445.338 6.000 1,642.1 27.369 27.369 749.062 7.000 1,401.6 23.360 23.360 545.666 8.000 1,550.9 25.848 25.848 668.093 9.000 1,947.6 32.459 32.459 1,053.613 10.000 2,541.6 42.359 42.359 1,794.319 11.000 2,435.8 40.597 40.597 1,648.116 12.000 1,281.6 21.360 21.360 456.250 1.000 2,889.0 48.150 48.150 2,318.374 2.000 1,172.5 19.541 19.541 381.862 3.000 3,560.6 59.343 59.343 3,521.615 4.000 2,301.9 38.365 38.365 1,471.866 5.000 5,125.6 85.427 85.427 7,297.721 6.000 1,162.1 19.369 19.369 375.139 7.000 1,651.0 27.517 27.517 757.180 8.000 1,380.0 23.000 23.000 529.000 9.000 1,521.9 25.366 25.366 643.409 10.000 1,401.6 23.359 23.359 545.662 11.000 4,718.4 78.639 78.639 6,184.124 12.000 1,461.9 24.365 24.365 593.653 1.000 2,355.9 39.265 39.265 1,541.725 2.000 1,924.4 32.074 32.074 1,028.709 3.000 1,433.0 23.883 23.883 570.398 40.000 1,418.6 23.643 23.643 558.987 total 85,851.420 1,430.857 1,430.857 67,239.433 average 2,146.286 35.771
Hasil pengolahan data dengan SoftwareStat-fitPromodel 4.0
Gambar 4.8 Hasil Uji Anderson Darling dengan Stat-fit Waktu Pelayanan Mesin
Uji Anderson-Darling
Uji dilakukan dengan taraf nyata sama dengan 0.05.
Karena nilai signifikansi AD lebih besar dari taraf nyata yaitu 2.49 > 0.05 maka dapat dikatakan bahwa data waktu persiapan tersebut berdistribusi eksponensial dengan mean = 35.771 menit.
4.1.4.3Uji Distribusi Data dan Parameter Estimation Jumlah Kedatangan troli
menuju Mesin Dryer
4.1.4.3.1 Dengan Hitungan Manual (Kolmogorov-Smirnov)
a. Statistika Deskriptif
Statistika Deskriptif digunakan untuk menghitung parameter dari distribusi data yang akan dihipotesiskan.
• Rata-Rata (Mean) 32 . 4 50 216
‡”
= = = N Xi Meanb. Uji Hipotesa (Kolmogorov-Smirnov)
• H0 = Data Jumlah Kedatangan mengikuti Distribusi Poisson
H1 = Data Jumlah Kedatangan tidak mengikuti Distribusi Poisson
Taraf Nyata = 0.05
Tabel 4.7 Hasil Perhitungan Densitas Poisson Jumlah Kedatangan
number of event
kedatangan(mi) frekuensi kemunculan(fi) kemunculan probabilitas mifi mi2fi
Probabilitas kumulatif sampel(Sn(x)) distribusi kumulatif hipotesis(F(x)) poisson 3 4 0.080 12 36 0.0800 0.374 0.294 4 30 0.600 120 480 0.6800 0.567 0.113 5 12 0.240 60 300 0.9200 0.733 0.187 6 4 0.080 24 144 1.0000 0.853 0.147 Total 50 1 216 960 X-bar= 4.32 D(densitas)-max = 0.294
• Perhitungan Densitas Poisson Tabel Dimana N = 50 dan α = 0.05 Maka Densitas Poisson Tabel :
n Tabel
Dn =1.36
(Sumber: Appendix, White 1975 “Tabel Nilai Kritis D Maksimum absolute antara sampel dan populasi distribusi kumulatif),
192 . 0 50 36 . 1 = = Tabel Dn • Kesimpulan 192 . 0 294 . 0 ¨ > < D Tabel Hitung Dn n
Kesimpulan : D max hitung lebih besar dari D tabel , maka simpulkan tolak Ho dan simpulkan data tidak mengikuti distribusi poisson pada perhitungan metode kolmogorov-smirnov,
) i (x n S ) i F(x
• Perhitungan menggunakan software statfit terhadap waktu kedatangan kelompok mesin Dryer
Gambar 4.9 Hasil Uji Anderson Darling Dengan Stat-fit Waktu Kedatangan Mesin
Tetapi dengan menggunakan uji normalitas minitab Anderson darling, maka didapat hasil nilai AD lebih besar dari P value, maka simpulkan data yang ada dapat dikatakan berdistribusi poisson.
Menurut Harrel (2000, p125) mengatakan bahwa distribusi poisson
berhubungan erat dengan distribusi eksponensial. Dimana hubungan itu dinyatakan dengan jika tingkat atau jumlah kedatangan berdistribusi poisson
maka dapat dikatakan interval waktu kedatangan berdistribusi eksponensial. Atau dengan kata lain nilai rata-rata distribusi eksponensial adalah kebalikan dari tingkat poisson. Berdasarkan perhitungan diatas rata-rata jumlah kedatangan Troli menuju mesin Dryer adalah 4.32 troli tiap 60 menit yang berdistribusi poisson. Maka dengan pendekatan diatas maka dapat ditentukan rata-rata interval waktu kedatangan barang menuju sistem pelayanan Dryer
adalah 13.88 menit yang berdistribusi eksponensial.
Untuk menguji pola distribusi data waktu pelayanan mesin kipas
terhadap troli, didalam ini digunakan perhitungan dengan menggunakan
software Stat-fit Promodel 4.0 dengan menggunakan uji normalitas
Kolmogorov-Smirnov dan Anderson-Darling sebagai pembanding , berikut hasil perhitungan dari data yang dikumpulkan:
Tabel 4.8 Rekapitulasi Data Pelayanan Mesin Dryer
No waktu siklus(detik) waktu siklus (menit) Xi Xi2
1.000 7,653.3 127.555 127.555 16,270.278 2.000 7,829.7 130.495 130.495 17,028.945 3.000 2,121.6 35.360 35.360 1,250.330 4.000 3,180.6 53.010 53.010 2,810.060 5.000 6,017.9 100.298 100.298 10,059.689 6.000 1,701.1 28.351 28.351 803.779 7.000 6,051.4 100.856 100.856 10,171.933 8.000 2,625.8 43.764 43.764 1,915.288 9.000 8,196.0 136.600 136.600 18,659.560 10.000 1,431.1 23.851 23.851 568.870 11.000 3,638.0 60.633 60.633 3,676.361 12.000 1,762.1 29.368 29.368 862.479 1.000 1,740.5 29.009 29.009 841.522 2.000 2,482.4 41.373 41.373 1,711.725 3.000 1,007.6 16.794 16.794 282.038 4.000 4,041.9 67.365 67.365 4,538.043 5.000 3,014.9 50.248 50.248 2,524.862 6.000 3,376.4 56.273 56.273 3,166.651 7.000 2,551.8 42.530 42.530 1,808.801 8.000 1,581.4 26.357 26.357 694.691 9.000 7,492.9 124.882 124.882 15,595.514 10.000 1,306.4 21.773 21.773 474.064 11.000 1,596.5 26.608 26.608 707.986 12.000 2,342.2 39.036 39.036 1,523.809 1.000 3,095.8 51.597 51.597 2,662.250 2.000 7,281.9 121.365 121.365 14,729.463 3.000 1,389.1 23.151 23.151 535.969
4.000 2,553.5 42.558 42.558 1,811.183 5.000 3,166.0 52.767 52.767 2,784.356 6.000 11,358.7 189.312 189.312 35,839.033 7.000 6,639.5 110.658 110.658 12,245.193 8.000 4,494.0 74.900 74.900 5,610.010 9.000 1,171.8 19.530 19.530 381.421 10.000 1,908.6 31.810 31.810 1,011.876 11.000 1,811.8 30.196 30.196 911.798 12.000 2,121.9 35.365 35.365 1,250.683 1.000 2,929.1 48.818 48.818 2,383.197 2.000 2,901.9 48.365 48.365 2,339.173 3.000 6,403.4 106.724 106.724 11,390.012 4.000 8,933.3 148.888 148.888 22,167.637 total 152,903.580 2,548.393 2,548.393 236,000.533 average 38,225.895 637.098
Sumber : Hasil pengamatan menggunakan stopwatch di kelompok mesin Dryer
Gambar 4.10 Hasil Uji Anderson Darling dengan Stat-fit Waktu Pelayanan mesin
Dryer
Uji dilakukan dengan taraf nyata sama dengan 0.05.
Karena nilai signifikansi AD lebih besar dari taraf nyata yaitu 2.49 > 0.05 maka dapat dikatakan bahwa data waktu persiapan tersebut berdistribusi eksponensial dengan mean = 35.771 menit.
4.1.4.4Uji Distribusi Data dan Parameter Estimation Jumlah Kedatangan troli
menuju Mesin Tube-tex
4.1.4.4.1 Dengan Hitungan Manual (Kolmogorov-Smirnov)
c. Statistika Deskriptif
Statistika Deskriptif digunakan untuk menghitung parameter dari distribusi data yang akan dihipotesiskan.
• Rata-Rata (Mean) 98 . 4 50 249
‡”
= = = N Xi Meand. Uji Hipotesa (Kolmogorov-Smirnov)
• H0 = Data Jumlah Kedatangan mengikuti Distribusi Poisson
H1 = Data Jumlah Kedatangan tidak mengikuti Distribusi Poisson
Taraf Nyata = 0.05
Perhitungan Densitas Poisson (Dn max)
number of event
kedatangan(mi) frekuensi kemunculan(fi) kemunculan probabilitas mifi mi2fi
Probabilitas kumulatif sampel(Sn(x)) distribusi kumulatif hipotesis(F(x)) poisson 4 16 0.320 64 256 0.3200 0.444 0.124 5 19 0.380 95 475 0.7000 0.444 0.256 6 15 0.300 90 540 1.0000 0.619 0.381 total 50 1 249 1271 X-bar= 4.98 D(densitas)-max = 0.256
• Perhitungan Densitas Poisson Tabel Dimana N = 50 dan α = 0.05 Maka Densitas Poisson Tabel :
n Tabel
Dn =1.36
(Sumber: Appendix, White 1975 “Tabel Nilai Kritis D Maksimum absolute antara sampel dan populasi distribusi kumulatif),
192 . 0 50 36 . 1 = = Tabel Dn • Kesimpulan 192 . 0 256 . 0 ¨ > < D Tabel Hitung Dn n
Kesimpulan : D max hitung lebih besar dari D tabel , maka simpulkan tolak Ho dan simpulkan data tidak mengikuti distribusi poisson pada perhitungan metode kolmogorov-smirnov,
)i (x n S )i F(x
• Perhitungan menggunakan software statfit terhadap waktu kedatangan kelompok mesin Tube-tex
Gambar 4.11 Hasil Uji Anderson Darling dengan Stat-fit Waktu Kedatangan Mesin Tube-tex
Tetapi dengan menggunakan uji normalitas minitab Anderson darling, maka didapat hasil nilai AD lebih besar dari P value, maka simpulkan data yang ada dapat dikatakan berdistribusi poisson.
Menurut Harrel (2000, p125) mengatakan bahwa distribusi poisson
berhubungan erat dengan distribusi eksponensial. Dimana hubungan itu dinyatakan dengan jika tingkat atau jumlah kedatangan berdistribusi poisson
maka dapat dikatakan interval waktu kedatangan berdistribusi eksponensial. Atau dengan kata lain nilai rata-rata distribusi eksponensial adalah kebalikan dari tingkat poisson. Berdasarkan perhitungan diatas rata-rata jumlah kedatangan Troli menuju mesin Tube-tex adalah 4.98 troli tiap 60 menit yang berdistribusi poisson. Maka dengan pendekatan diatas maka dapat ditentukan rata-rata interval waktu kedatangan barang menuju sistem pelayanan
sentrifugal adalah 12.04 menit yang berdistribusi eksponensial.
Untuk menguji pola distribusi data waktu pelayanan mesin Tube-tex
terhadap troli, didalam ini digunakan perhitungan dengan menggunakan
software Stat-fit Promodel 4.0 dengan menggunakan uji normalitas
Kolmogorov-Smirnov dan Anderson-Darling sebagai pembanding , berikut hasil perhitungan dari data yang dikumpulkan:
Tabel 4.10 Rekapitulasi Data Pelayanan Mesin Tube-tex
No waktu siklus(detik) waktu siklus (menit) Xi Xi2
1.000 2,642.9 44.049 44.049 1,940.314 2.000 4,810.9 80.181 80.181 6,428.993 3.000 9,620.4 160.340 160.340 25,708.916 4.000 5,419.9 90.332 90.332 8,159.870 5.000 5,982.8 99.714 99.714 9,942.882 6.000 2,182.6 36.376 36.376 1,323.213 7.000 5,073.9 84.565 84.565 7,151.239 8.000 2,844.0 47.400 47.400 2,246.760 9.000 7,684.8 128.080 128.080 16,404.486 10.000 8,896.3 148.271 148.271 21,984.289 11.000 4,248.0 70.800 70.800 5,012.640 12.000 4,559.7 75.995 75.995 5,775.240 1.000 5,850.4 97.506 97.506 9,507.420 2.000 3,690.0 61.500 61.500 3,782.250 3.000 1,819.1 30.319 30.319 919.242 4.000 2,637.1 43.952 43.952 1,931.778 5.000 5,406.7 90.111 90.111 8,119.992 6.000 3,810.0 63.500 63.500 4,032.250 7.000 5,633.9 93.898 93.898 8,816.834 8.000 2,321.5 38.692 38.692 1,497.071 9.000 5,706.7 95.111 95.111 9,046.102 10.000 4,513.9 75.231 75.231 5,659.703 11.000 7,526.4 125.440 125.440 15,735.194 12.000 9,033.0 150.550 150.550 22,665.303 1.000 2,375.2 39.586 39.586 1,567.051 2.000 3,855.0 64.250 64.250 4,128.063 3.000 5,007.4 83.456 83.456 6,964.904 4.000 2,992.6 49.876 49.876 2,487.615 5.000 3,855.4 64.257 64.257 4,128.962 6.000 2,389.0 39.816 39.816 1,585.314 7.000 2,702.1 45.035 45.035 2,028.151 8.000 4,833.8 80.564 80.564 6,490.558 9.000 5,902.1 98.368 98.368 9,676.263 10.000 2,329.0 38.817 38.817 1,506.759 11.000 3,949.9 65.831 65.831 4,333.721 12.000 3,958.8 65.980 65.980 4,353.360 1.000 3,074.9 51.249 51.249 2,626.460 2.000 3,654.7 60.912 60.912 3,710.272 3.000 5,640.7 94.011 94.011 8,838.068 4.000 4,311.2 71.854 71.854 5,162.997 total 182,746.500 3,045.775 3,045.775 273,380.502 average 45,686.625 76.1444
Hasil pengolahan data dengan SoftwareStat-fitPromodel 4.0
Gambar 4.12 Hasil Uji Anderson Darling dengan Stat-fit Waktu Pelayanan Mesin
Uji Anderson-Darling
Uji dilakukan dengan taraf nyata sama dengan 0.05.
Karena nilai signifikansi AD lebih besar dari taraf nyata yaitu 0.438 > 0.05 maka dapat dikatakan bahwa data waktu persiapan tersebut berdistribusi eksponensial dengan mean = 76.14 menit.
4.2 Antrian Pada sistem Antrian Serial-k di Bagian Bleaching, dyeing, finishing PT. Mulia Knitting Factory.
Pada dasarnya, antrian model serial-k merupakan sistem antrian kombinasi dimana setiap stasiun kerja saling mempengaruhi waktu kedatangan dan kepergiannya terhadap stasiun kerja yang lain. Dalam penyelesaian kepadatan antrian troli yang terjadi di bagian BDF ini, dilampirkan perhitungan yang sesuai dalam penyelesaian permasalahan yang dihadapi perusahan secara umum.
4.2.1 Perhitungan antrian Pada Sistem Pelayanan dan kedatangan terhadap mesin Hospel dari bagian Knitting
Model antrian yang terjadi pada sistem di stasiun kerja mesin hospel
adalah menggunakan model (M/D/C) : (GD/∞/∞), dimana situasi yang terjadi didalam sistem ini adalah bahwa ke 12 mesin memiliki pelayanan yang konstan (deterministic) dimana setiap mesin melayani 1 troli kain seberat ±130 kg selama 8 jam.
Untuk kedatangan troli dari bagian Knitting sendiri menggunakan sistem penjadwalan yang ditetapkan untuk tiap mesin dari perusahaan, sehingga setiap kedatangan troli terjadi setelah 8 jam proses dan dapat diartikan bahwa, tidak terjadi antrian di bagian sistem stasiun ini. Dimana: - Banyak unit troli yang mengantri dalam antrian:
Lq = 0
- Banyak unit troli yang mengantri dalam sistem: Wq= 0
- Waktu yang dihabiskan/diperlukan untuk menunggu dalam antrian Ls = 0
- Waktu yang dihabiskan/diperlukan untuk menunggu dalam sistem Ws = 0
4.2.2 Perhitungan antrian Pada Sistem Pelayanan dan kedatangan terhadap mesin Sentrifugal dari mesin Hospel
Berdasarkan pola diatribusi yang ada, model antrian yang terjadi di stasiun pelayanan dan kedatangan mesin sentrifugal adalah
(M/M/C) : (GD/∞/∞)
Dimana :
Rata-rata waktu kedatangan ke sentrifugal = 1.5 unit / jam Rata-rata waktu pelayanan mesin sentrifugal = 30.875 menit
jam / unit 94 . 1 menit 875 . 30 menit 60 jam / unit 5 . 1 menit 40 menit 60 = μ = μ = λ = λ Traffic intensity ( ρ ) 1 258 . 0 jam / unit 94 . 1 x 3 jam / unit 5 . 1 . c < ρ = ρ = ρ μ λ = ρ
Dilihat dari traffic intensitas dari Workstation kerja mesin sentrifugal terjadi antrian dengan probabilitas kepadatan dialami sistem sebesar 0,258 dalam sistem pelayanan kelompok mesin sentrifugal
Probabilitas antrian kosong dalam sistem :
[
]
[
]
4592 . 0 P 1775 . 2 P 2995 . 0 774 . 0 1 104 . 0 P ! 2 ) 774 . 0 ( ! 1 ) 774 . 0 ( ! 0 ) 774 . 0 ( ) 742 . 0 ( ! 3 ) 774 . 0 ( P ! 2 ) 258 . 0 . 3 ( ! 1 ) 258 . 0 . 3 ( ! 0 ) 258 . 0 . 3 ( ) 258 . 0 1 ( ! 3 ) 258 . 0 . 3 ( P ! n ) . c ( ) 1 ( ! c ) . c ( P 0 1 0 1 0 1 1 c 0 n 2 1 0 3 0 1 1 c 0 n 2 1 0 3 0 1 1 c 0 n n c 0 = = + + + = ⎥ ⎦ ⎤ ⎢ ⎣ ⎡ + + + = ⎥ ⎦ ⎤ ⎢ ⎣ ⎡ + + + − = ⎥ ⎦ ⎤ ⎢ ⎣ ⎡ + ρ ρ − ρ = − − − − = − − = − − =∑
∑
∑
Banyak unit troli yang mengantri dalam antrian:
troli unit 0166 . 0 Lq 30338 . 3 05493 . 0 Lq ) 258 . 0 1 ( ! 3 4592 . 0 x ) 258 . 0 x 3 ( 258 . 0 Lq ) 1 ( ! c P ) . c ( Lq 2 2 2 0 c = = − = ⎥ ⎦ ⎤ ⎢ ⎣ ⎡ ρ − ρ ρ =
Banyak unit troli yang mengantri dalam sistem:
troli unit 78979 . 0 Ls 94 . 1 5 . 1 0166 . 0 Ls L Ls q = + = μ λ + =
jam 01107 . 0 Wq 22569 . 19 2129 . 0 Wq ) 258 . 0 1 ( jam / unit 94 . 1 x 3 x ! 3 4592 . 0 ) 258 . 0 . 3 ( Wq ) 1 ( . c !. c P ) . c ( Wq 2 3 2 0 c = = − = ρ − μ ρ =
Waktu yang dihabiskan / diperlukan untuk menunggu dalam sistem:
jam 526537 . 0 Ws 94 . 1 1 jam 01107 . 0 Ws 1 w Ws q = + = μ + =
Probabilitas terjadi delay dalam antrian sistem:
04782 . 0 D 452 . 4 2129 . 0 D ) 258 . 0 1 ( x ! 3 4592 . 0 ) 258 . 0 . 3 ( D ) 1 !.( c P ) . c ( D 3 0 c = = − = ρ − ρ =
4.2.3 Perhitungan antrian Pada Sistem Pelayanan dan kedatangan terhadap mesin Kipas dari mesin Sentrifugal
Model antrian pada kelompok mesin ini adalah (M/M/c) : (GD/∞/∞)
Rata-rata waktu kedatangan ke kipas = 6.22 unit / jam dengan mengikuti distribusi poisson
Karena poisson ≈ exp jam 1 , maka : unit / menit 6463 . 9 jam / unit 22 . 6 jam 1 = =
Rata-rata waktu pelayanan mesin kipas = 35.771 menit
jam / unit 677 . 1 menit 771 . 35 menit 60 jam / unit 22 . 6 menit 6463 . 9 menit 60 = μ = μ = λ = λ Traffic intensity ( ρ ) 1 8545 . 1 jam / unit 677 . 1 x 2 jam / unit 22 . 6 . c > ρ = ρ = ρ μ λ = ρ
Terjadi antrian dalam sistem pelayanan kelompok mesin kipas sangat tinggi intensitasnya dilihat dari traffic intensitynya bila menggunakan 2 server
Penambahan Server menjadi 3 server (c = 3) 1 236 . 1 jam / unit 677 . 1 x 3 jam / unit 22 . 6 . c > ρ = ρ = ρ μ λ = ρ
Terjadi antrian dan kepadatan antrian akibat ketidak mampuan server
dalam mengatasi dan melayani dilihat dari traffic intensitynya bila menggunakan 3 server mesin kipas.
Penambahan Server menjadi 4 server (c = 4)
1 927 . 0 jam / unit 677 . 1 x 4 jam / unit 22 . 6 . c < ρ = ρ = ρ μ λ = ρ
Terjadi antrian dalam sistem pelayanan kelompok mesin kipas tetapi masih dapat diatasi jika menggunakan 4 server.
Probabilitas antrian kosong dalam sistem:
Banyak unit troli yang mengantri dalam antrian:
troli unit 962 . 10 Lq 1279 . 0 402 . 1 Lq ) 927 . 0 1 ( ! 4 00781 . 0 x ) 927 . 0 x 4 ( 927 . 0 Lq ) 1 ( ! c P ) . c ( Lq 2 2 2 0 c = = − = ⎥ ⎦ ⎤ ⎢ ⎣ ⎡ ρ − ρ ρ =
Banyak unit troli yang mengantri dalam sistem:
troli unit 671 . 14 Ls 677 . 1 22 . 6 962 . 10 Ls L Ls q = + = μ λ + =
[
]
00781 . 0 = P 497 . 8 + 875 . 6 + 708 . 3 + 1 + 901 . 107 = P ! 3 ) 708 . 3 ( + ! 2 ) 708 . 3 ( + ! 1 ) 708 . 3 ( + ! 0 ) 708 . 3 ( + ) 073 . 0 ( ! 4 ) 708 . 3 ( = P ! 3 ) 927 . 0 x 4 ( + ! 2 ) 927 . 0 x 4 ( + ! 1 ) 927 . 0 x 4 ( + ! 0 ) 927 . 0 x 4 ( + ) 927 . 0 1 ( ! 4 ) 927 . 0 x 4 ( = P ! n ) ρ . c ( + ) ρ 1 ( ! c ) ρ . c ( = P 0 1 0 1 1 c 0 = n 3 2 1 0 4 0 1 1 c 0 = n 3 2 1 0 4 0 1 1 c 0 = n n c 0‡”
‡”
‡”
Waktu yang dihabiskan/diperlukan untuk menunggu dalam antrian: jam 72 . 1 Wq 8579 . 0 476 . 1 Wq ) 927 . 0 1 ( jam / unit 677 . 1 x 4 x ! 4 00781 . 0 ) 927 . 0 x 4 ( Wq ) 1 ( . c !. c P ) . c ( Wq 2 4 2 0 c = = − = ρ − μ ρ =
Waktu yang dihabiskan / diperlukan untuk menunggu dalam sistem:
jam 316 . 2 Ws 677 . 1 1 jam 72 . 1 Ws 1 w Ws q = + = μ + =
Probabilitas terjadi delay didalam sistem:
842 . 0 D 752 . 1 476 . 1 D ) 927 . 0 1 ( x ! 4 00781 . 0 ) 927 . 0 . 4 ( D ) 1 !.( c P ) . c ( D 4 0 c = = − = ρ − ρ =
4.2.4 Perhitungan antrian Pada Sistem Pelayanan dan kedatangan terhadap mesin Dryer dari mesin Kipas
(M/M/1) : (GD/∞/∞) dengan 6 lini proses
Rata-rata waktu kedatangan ke Dryer = 4.32 unit / jam dengan mengikuti distribusi poisson
Karena poisson ≈ exp jam 1 , maka : unit / menit 889 . 13 jam / unit 32 . 4 jam 1 = =
Rata-rata waktu pelayanan mesin Dryer = 63.71 menit
Dikarenakan terdapat 6 lini proses mampu memproses 1 troli kain dengan ukuran lebar kain model rib 1x1, 1x2, 2x2 , maka ;
≈63.71 menit/6 = 10.6183 menit/ unit troli
jam / unit 6506 . 5 menit 6183 . 10 menit 60 jam / unit 32 . 4 menit 889 . 13 menit 60 = μ = μ = λ = λ Traffic intensity ( ρ ):
1 7645 . 0 jam / unit 6506 . 5 jam / unit 32 . 4 < ρ = ρ = ρ μ λ = ρ
Terjadi antrian dalam sistem pelayanan kelompok mesin Dryer
Probabilitas antrian kosong dalam sistem:
2355 . 0 P 7645 . 0 1 P 1 P 0 0 0 = − = ρ − =
Banyak unit troli yang mengantri dalam antrian:
unit 4819 . 2 L 2355 . 0 5845 . 0 L 7645 . 0 1 7645 . 0 L 1 L q q 2 q 2 q = = − = ρ − ρ =
Banyak unit troli yang mengantri dalam sistem
unit 246 . 3 L 2355 . 0 7645 . 0 L 7645 . 0 1 7645 . 0 L 1 L s s s s = = − = ρ − ρ =
Waktu yang dihabiskan/diperlukan untuk menunggu dalam antrian: jam 5745 . 0 W ) 7645 . 0 1 ( x 6506 . 5 7645 . 0 W ) 1 ( W q q q = − = ρ − μ ρ =
Waktu yang dihabiskan/diperlukan untuk menunggu dalam sistem:
jam W x W W s s s 7515 . 0 ) 7645 . 0 1 ( 6506 . 5 1 ) 1 ( 1 = − = − = ρ μ
Probabilitas terjadinya delay didalam sistem antrian: D = ρ
D = 0.7645
4.2.5 Perhitungan antrian Pada Sistem Pelayanan dan kedatangan terhadap mesin Tubetex dari mesin Dryer
Model antrian (M/M/c) : (GD/∞/∞) Dengan c = 3 server
Rata-rata waktu kedatangan ke fortress = 4.98 unit / jam dengan mengikuti distribusi poisson
Karena poisson ≈ exp jam 1 , maka : unit / menit 048 . 12 jam / unit 98 . 4 jam 1 = =
Rata-rata waktu pelayanan mesin fortress = 76.144 menit
jam / unit 7879 . 0 menit 144 . 76 menit 60 jam / unit 98 . 4 menit 048 . 12 menit 60 = μ = μ = λ = λ Traffic intensity ( ρ ): 1 1069 . 2 jam / unit 7879 . 0 x 3 jam / unit 98 . 4 . c > ρ = ρ = ρ μ λ = ρ
Terjadi antrian dan kepadatan antrian akibat ketidak mampuan server
dalam mengatasi dan melayani dalam sistem pelayanan kelompok mesin fortress sehingga tidak dapat diselesaikan dilihat dari traffic intensitynya bila menggunakan 3 server mesin fortress.
Penambahan Server menjadi 4 server (c = 4) 1 58015 . 1 jam / unit 7879 . 0 x 4 jam / unit 98 . 4 . c > ρ = ρ = ρ μ λ = ρ
Terjadi antrian dalam sistem pelayanan kelompok mesin fortress sangat tinggi intensitasnya dilihat dari traffic intensitynya bila menggunakan 4
server mesin fortress.
Penambahan Server menjadi 5 server (c = 5):
1 26412 . 1 jam / unit 7879 . 0 x 5 jam / unit 98 . 4 . c > ρ = ρ = ρ μ λ = ρ
Terjadi antrian dan kepadatan antrian akibat ketidak mampuan server
dalam mengatasi dan melayani dilihat dari traffic intensitynya bila menggunakan 5 server mesin fortress.
Penambahan Server menjadi 6 server (c = 6) 1 053433 . 1 jam / unit 7879 . 0 x 6 jam / unit 98 . 4 . c > ρ = ρ = ρ μ λ = ρ
Terjadi antrian dan kepadatan antrian akibat ketidak mampuan server dalam mengatasi dan melayani dari traffic intensitynya bila menggunakan 6 server
mesin fortress dan Belum dapat diatasi.
Penambahan Server menjadi 7 server (c = 7):
1 90294 . 0 jam / unit 7879 . 0 x 7 jam / unit 98 . 4 . c < ρ = ρ = ρ μ λ = ρ
Terjadi antrian dalam sistem pelayanan kelompok mesin fortress dilihat dari traffic intensitynya dimana sistem didalam kelompok mesin tidak mengalami offerload, tetapi masih dapat diperhitungkan dan diatasi .
Probabilitas antrian kosong dalam sistem
Banyak unit troli yang mengantri dalam antrian:
troli unit 24185 . 8 Lq 480 . 47 32314 . 391 Lq ) 90294 . 0 1 ( ! 7 00107542 . 0 x ) 90294 . 0 x 7 ( 90294 . 0 Lq ) 1 ( ! c P ) . c ( Lq 2 7 2 0 c = = − = ⎥ ⎦ ⎤ ⎢ ⎣ ⎡ ρ − ρ ρ =
Banyak unit troli yang mengantri dalam sistem:
troli unit 5624 . 14 Ls 7879 . 0 98 . 4 24185 . 8 Ls L Ls q = + = μ λ + =
[
]
[
]
00107542 . 0 = P 87138 . 929 = P 7136 . 19 + 038 . 24 + 426 . 24 + 856 . 19 + 106 . 12 + 92058 . 4 + 1 + 8112 . 823 = P ! 6 ) 90294 . 0 x 7 ( + ! 5 ) 90294 . 0 x 7 ( + ! 4 ) 90294 . 0 x 7 ( + ! 3 ) 90294 . 0 x 7 ( + ! 2 ) 90294 . 0 x 7 ( + ! 1 ) 90294 . 0 x 7 ( + ! 0 ) 90294 . 0 x 7 ( + ) 90294 . 0 1 ( ! 7 ) 90294 . 0 x 7 ( = P ! n ) ρ . c ( + ) ρ 1 ( ! c ) ρ . c ( = P 0 1 0 1 0 1 1 c 0 = n 4 5 6 3 2 1 0 7 0 1 1 c 0 = n n c 0‡”
‡”
Waktu yang dihabiskan/diperlukan untuk menunggu dalam antrian: jam 65499 . 1 Wq 867 . 261 388 . 433 Wq ) 90294 . 0 1 ( jam / unit 7879 . 0 x 7 x ! 7 00107542 . 0 ) 90294 . 0 x 7 ( Wq ) 1 ( . c !. c P ) . c ( Wq 2 4 2 0 c = = − = ρ − μ ρ =
Waktu yang dihabiskan/diperlukan untuk menunggu dalam sistem
jam 9241894 . 2 Ws 7879 . 0 1 jam 65499 . 1 Ws 1 w Ws q = + = μ + =
Probabilitas terjadi delay didalam sistem :
0035086 . 0 D 1824 . 489 71635 . 1 D ) 90294 . 0 1 ( x ! 7 00107542 . 0 ) 90294 . 0 x 7 ( D ) 1 !.( c P ) . c ( D 4 0 c = = − = ρ − ρ =
4.2.6 Rekapitulasi Perhitungan Total Antrian Unit Troli dan Total Waktu Menunggu Troli Dalam Sistem Antrian Serial – k di Bagian Pemutihan
BDF PT. Mulia Knitting Factory.
Tabel 4.11 Operating Characteristic dari keseluruhan operasi di bagian pemutihan
Workstation
Hospel Sentrifugal Kipas Dryer Tube-tex
Ls 0 0.78979 14.67 3.246 14.5624 Lq 0 0.0166 10.962 2.4819 8.24185 Ws 0 0.526537 2.316 0.7515 2.92418 Wq 0 0.01107 1.72 0.5745 1.65499 Po 1 0.4592 0.00781 0.2355 0.001075 D 0 0.04782 0.842 0.7645 0.003508
Probabilitas keseluruhan sistem kosong adalah :
07 0793 . 9 − = = E Po do PaoPboPcoP Po
Total keseluruhan unit troli didalam antrian sistem :
troli unit Ltotal Le Ld Lc Lb La Ltotal 26819 . 33 = + + + + =
4.3 Analisa Fishbone Diagram Permasalahan yang Menyebabkan Antrian
Troli Didalam Sistem Pemutihan BDF
Material Handling Man Power Machine Method Material Perbedaan kemampuan SDM Interaksi man-machine Jumlah SDM (operator) dalam pabrik
Jenis bahan baku Rip 2x1
Rip 1x1
Berat bahan baku benang
Komposisi pewarna Perbedaan komposisi kimia
pewarna
Ukuran bahan baku Lebar kain
Perbedaan shift
kerja antar mesin Pembagian total jumlah troli yang tidak teratur
Penjadwalan rotasi Karyawan tidak teratur
Maintenance Prosedur maintenance
Antrian troli yang belum teratur Jumlah troli
Bentuk troli Tidak ada buffer sementara
Variasi Bentuk troli
Troli kain kering Troli kain basah
Umur mesin Jumlah mesin Variasi waktu Proses mesin Terjadi antrian disetiap kelompok mesin Gambar 4.13 Fishbone diagram penyebab terjadinya antrian
Sumber: hasil observasi dan brainstorm dengan perusahaan
Dari hasil tinjauan di bagian produksi BDF , faktor-faktor yang menyebabkan terjadinya antrian troli disetiap kelompok mesin (workstation) adalah :
1. Material
Permasalahan yang dihadapi dari penyebab material terhadap antrian troli adalah perbedaan ukuran jenis bahan baku dimana jenis bahan baku rib 1x1, 1x2 dan 2x2 memiliki berat material dan juga panjang material yang berbeda dan juga dari perbedaan masing-masing jenis benang yaitu combed 16s hingga ukuran combed 40s yang mengakibatkan adanya perbedaan waktu proses antar tiap muatan troli kain. material benang hasil combed 16s lebih lama diproses dibanding ukuran bahan benang lainnya dikarenakan semakin kecil nomor ukuran jenis benang, maka semakin besar ukuran diameter benang tersebut.
2. Man power
Permasalahan pada manusia maupun sumber daya terletak pada kurangnya pelatihan terhadap sistem kerja dan juga proses sehingga sumber daya yang ada, kurang mampu mengefektifkan kemampuannya.
Permasalahan yang timbul juga dengan adanya rotasi pegawai dan operator yang terus menerus untuk menghilangkan kejenuhan terhadap pekerjaan menjadikan adanya pemborosan sedikit terhadap waktu dikarenakan pegawai mesti menyesuaikan kembali kemampuannya, serta
adanya keterbatasan sumber daya sehingga adanya beberapa karyawan subkontrak yang dipekerjakan, mengakibatkan perbedaan kemampuan antara pegawai tetap dan subkontrak. 3. Metoda
Permasalahan pada metoda terdapat pada belum adanya jalur antrian troli yang pasti terhadap setiap kelompok mesin sehingga terlihat tumpukan troli yang padat dan semrawut yang mengakibatkan terjadi bootleneck
disetiap kelompok mesin.
Perbedaan jumlah troli dan pengelompokan jumlah troli diantar kelompok mesin juga menjadi faktor utama adanya antrian. Keterbatasan troli maupun pemakaian troli yang tidak teratur mengakibatkan terjadinya penumpukan didalam kelompok mesin dimana kain yang telah diproses harus menunggu untuk diangkut troli kosong menuju kelompok mesin berikutnya.
4. Mesin
Terdapat 3 permasalahan yang ada dalam bagian mesin ini, pertama adalah perbedaan umur mesin, hal ini sangat berpengaruh terhadap kinerja pelayanan mesin pada tiap kelompok mesin. permasalahan kedua mengenai umur mesin yang terlalu tua terbukti lebih membutuhkan waktu
ekstra unutk menyelesaikan pelayanan proses kain dibanding mesin baru maupun yang belum terlalu tua
Jumlah mesin atau selanjutnya disebut sebagai server
amat memberikan pengaruh signifikan terhadap output
proses yang ada dan juga mempengaruhi tingkat pelayanan terhadap antrian kedatangan dan kepergian troli.
5. Material handling
Dari pengaruh material handling sendiri menunjukkan bahwa adanya pertimbangan penambahan unit troli dan juga adanya variasi bentuk troli untuk kain kering dan basah memberikan pengaruh lebih terhadap terjadinya antrian.
4.4 Analisa tingkat kedatangan dan tingkat pelayanan tiap workstation mesin
dengan pendekatan metode antrian serial-k
4.4.1 Analisa tingkat kedatangan dan pelayanan kelompok mesin sentrifugal
Dari perhitungan dan pengolahan data didapatkan hasil bahwa dalam sistem tersebut setiap satu jamnya 1 operator dan 1 mesin (server) sentrifugal
dapat melayani sebanyak 1.94 unit troli kain berukuran kurang lebih 130kg. Berdasarkan hasil perhitungan dari tingkat kedatangan dan pelayanan, serta mempertimbangkan adanya hubungan interaksi antara kelompok mesin hospel
yang menggunakan metode penjadwalan dapat dilihat bahwa tingkat kedatangan yang didapat lebih kecil dibandingkan dengan tingkat pelayanan. Sistem pelayanan 1 server sentrifugal rata-rata dimasuki oleh 1.5 unit setiap jamnya, namun setiap mesin sentrifugal dapat melayani 1.94 unit setiap jamnya. Tentu setiap menitnya jumlah unit di antrian yang menunggu untuk mendapatkan pelayanan dari setiap server snetrifugal akan semakin kecil.
Melalui hasil pengamatan yang ada, didapat data bahwa setiap mesin
hospel memiliki tingkat proses pelayanan dengan sebaran deterministik selama 8 jam tiap pelayanan, yang arttinya bahwa setiap 8 jam, 12 troli kain hasil dari 12 mesin hospel akan keluar dari sistem pelayanan menuju sistem pelayanan kelompok mesin sentrifugal. Dengan kata lain, kemampuan proses sentrifugal diberi waktu sebesar 8 jam selanjutnya untuk memproses 12 troli kain ukuran 130kg hingga pada saat kedatangan 12 troli kain 8 jam berikutnya.
Namun tentu saja λ dan μ tidak akan berubah. Karena merupakan variabel yang tidak berhubungan dengan banyaknya server dalam sistem tersebut. Hal yang mempengaruhi λ berasal dari populasi terpanggil di luar sistem, jumlah server tidak akan mempengaruhi jumlah unit yang memasuki sistem untuk mendapatkan pelayanan.
Sedangkan untuk μ, tidak jauh berbeda dengan λ, μ merupakan variabel yang juga tidak ditentukan oleh banyaknya server. Melainkan lebih cenderung ditentukan oleh masing-masing server. Walaupun jumlah server
ditambah, namun μ tidak akan berubah, karena μ adalah banyaknya pelayanan yang dapat dilakukan masing-masing server dalam satu menitnya. Sehingga jelaslah bahwa λ dan μ tidak dipengaruhi oleh banyaknya server.
Hal terjadinya antrian dalam sistem tersebut telah dibuktikan melalui perhitungan untuk mencari pendayagunaan fasilitas pelayanan (ρ). Apabila dalam sistem tersebut ρ yang dihasilkan adalah ρ > 0, maka dalam sistem tersebut diperkirakan akan terjadi antrian. Sedangkan bila ρ ≤ 0 maka dalam sistem tersebut diperkirakan terjadi antrian tetapi masih dapat untuk diatasi . Berdasarkan perhitungan pendayagunaan fasilitas pelayanan, didapatkan hasil
ρ < 1 dengan 3 server mesin sentrifugal dan 3 operatornya, yang berarti di dalam sistem tidak terdapat antrian yang tidak dapat diselesaikan dalam selang waktu 8 jam. Untuk pendayagunaan fasilitas pelayanan (ρ), hal tersebut dipengaruhi oleh banyaknya jumlah server. Makin banyak jumlah
server maka makin kecil ρ. Karena ρ berbanding terbalik dengan jumlah
server. Dapat dilihat dari hasil perhitungan bahwa untuk jumlah server sama dengan 3, ρ didapatkan sebesar 0.258, selain dipengaruhi oleh jumlah server,
ρ juga dipengaruhi oleh μ dan λ. Makin kecil λ dibandingkan dengan μ, maka
ρ akan semakin kecil pula. Hal tersebut juga dipengaruhi oleh jarak masing-masing kedatangan unit dari satu dengan yang lainnya dan juga dipengaruhi oleh kemampuan mesin dalam menjalankan proses operasinya. Makin cepat pelayanan proses mesin dapat menyelesaikan pekerjaan setiap satu unitnya, dan makin lama jarak kedatangan satu unit dengan unit berikutnya maka ρ
akan semakin kecil. Dan kemungkinan terjadinya antrian akan semakin sedikit.
Dengan efektifnya 3 server dalam pelayanan kelompok mesin
sentrifugal maka perusahaan tidak perlu menambah jumlah mesin ini dimana, dilihat bahwa panjang antrian dalam sistem dalam setiap jamnya adalah 0.78979 unit dimana jumlah antrian dalam antrian sebesar 0.0166 unit setiap jamnya,antrian ini ini dapat dikendalikan karena probabilitas terjadinya delay
dalam pelayanan sistem sebesar 0.047 <1.
4.4.2 Analisa tingkat kedatangan dan pelayanan kelompok mesin kipas
Pada perhitungan tingkat kedatangan (λ) pada workstation mesin kipas
dengan 2 server, didapatkan angka sebesar 6.22 unit, angka ini menunjukan bahwa banyaknya jumlah kedatangan dalam suatu sistem per jam adalah sebesar 6.22, dengan kata lain terdapat 6.22 unit troli seberat 130kg pada setiap jamnya yang masuk ke dalam suatu sistem untuk mendapatkan pelayanan dari antar 2 server mesin kipas.
Yang dimaksud dengan tingkat pelayanan adalah banyaknya unit yang dapat dilayani setiap menitnya. Dari perhitungan didapatkan hasil bahwa dalam sistem tersebut setiap satu jamnya mesin kipas dapat melayani sebanyak 1.677 unit. Berdasarkan hasil perhitungan dari tingkat kedatangan dan pelayanan, dapat dilihat bahwa tingkat kedatangan yang didapat lebih besar dibandingkan dengan tingkat pelayanan. Sistem pelayanan kelompok
mesin kipas rata-rata dimasuki oleh 6.22 unit troli kain setiap jamnya, tetapi secara nyata server kipas hanya dapat melayani 1.677 unit setiap jamnya. Tentu setiap jamnya jumlah unit di antrian yang menunggu untuk mendapatkan pelayanan dari sistem akan semakin bertambah besar ditambah dengan kepergian troli yang berasal dari kelompok mesin sentrifugal menuju pelayanan kelompok mesin kipas. Apabila efisiensi kerja dalam sistem tersebut tidak diperbaiki baik dari sisi penambahan mesin , maka yang akan terjadi kedepannya adalah bottle neck dan idle time yang cukup signifikan.
Bottle neck yang terjadi merupakan penumpukan antrian troli kain yang ingin ditangani oleh mesin kipas dan idle time yang terjadi adalah waktu mengganggur pada kelompok mesin Dryer selanjutnya yang mempunyai waktu pelayanan dengan 6 lini pelayanan lebih singkat dibanding waktu pelayanan server mesin kipas dimana waktu kepergian atau keluar sistem mesin kipas lebih lama. Banyak waktu yang terbuang akibat menunggu. Dalam hal ini menyebabkan kerugian dalam perusahaan, biaya produksi menjadi meningkat akibat ketidak-efisienan proses pengeringan 2 mesin
kipas.
Alternatif yang diberikan dengan ditambahkan server pada sistem tersebut, kemungkinan besar panjang antrian akan berkurang bahkan dalam sistem tersebut tidak akan terjadi antrian sama sekali. Namun tentu saja λ dan
μ tidak akan berubah. Karena merupakan variabel yang tidak berhubungan dengan banyaknya server dalam sistem tersebut. Hal yang mempengaruhi λ
berasal dari populasi terpanggil di luar sistem, jumlah server tidak akan mempengaruhi jumlah unit yang memasuki sistem untuk mendapatkan pelayanan.
Sedangkan untuk μ, tidak jauh berbeda dengan λ, μ merupakan variabel yang juga tidak ditentukan oleh banyaknya server. Melainkan lebih cenderung ditentukan oleh masing-masing server. Walaupun jumlah server
ditambah, namun μ tidak akan berubah, karena μ adalah banyaknya pelayanan yang dapat dilakukan masing-masing server dalam satu menitnya. Sehingga jelaslah bahwa λ dan μ tidak dipengaruhi oleh banyaknya server.
Hal terjadinya antrian dalam sistem tersebut telah dibuktikan melalui perhitungan untuk mencari pendayagunaan fasilitas pelayanan (ρ). Apabila dalam sistem tersebut ρ yang dihasilkan adalah ρ > 0, maka dalam sistem tersebut diperkirakan akan terjadi antrian. Sedangkan bila ρ ≤ 0 maka dalam sistem tersebut diperkirakan akan lancar. Berdasarkan perhitungan pendayagunaan fasilitas pelayanan, didapatkan hasil ρ > 1, yang berarti di dalam sistem terdapat antrian. Tindakan yang harus dilakukan untuk memperbaiki efisiensi sistem, salah satunya adalah dengan menambah jumlah
server. Karena pada sistem sebelumnya, jumlah server (operator) yang digunakan pada Stasiun Kerja mesin kipas hanyalah sebanyak dua server (2 operator dan 2 mesin).
Untuk pendayagunaan fasilitas pelayanan (ρ), hal tersebut dipengaruhi oleh banyaknya jumlah server. Makin banyak jumlah server maka makin
kecil ρ. Karena ρ berbanding terbalik dengan jumlah server. Dapat dilihat dari hasil perhitungan bahwa untuk jumlah server sama dengan 2, ρ didapatkan sebesar 1.8545, dimana terjadi kepadatan yang sangat padat dalam sistem tersebut sehingga sistem tidak dapat mengatasi antrian yang terjadi sedangkan untuk jumlah server sama dengan 3 dan 4, secara berurutan adalah 1.236 dan 0.927. Selain dipengaruhi oleh jumlah server, ρ juga dipengaruhi oleh μ dan λ. Makin kecil λ dibandingkan dengan μ, maka ρ akan semakin kecil pula. Hal tersebut juga dipengaruhi oleh jarak masing-masing kedatangan unit dari satu dengan yang lainnya dan juga dipengaruhi oleh kemampuan mesin dalam memproses kain dari troli dalam menjalankan tugasnya. Makin cepat mesin dapat menyelesaikan pekerjaan setiap satu unitnya, dan makin lama jarak kedatangan satu unit dengan unit berikutnya maka ρ akan semakin kecil. Dan kemungkinan terjadinya antrian akan semakin sedikit dan sistem tidak mengalami offer load capacity.
Dapat dilihat dari hasil perhitungan tersebut makin banyak jumlah
server maka ρ akan semakin kecil. Hal tersebut akan mempengaruhi Po, Lq dan Wq dalam sistem tersebut. Makin kecil pendayagunaan fasilitas pelayanan, maka makin besar kemungkinan antrian dalam suatu sistem adalah semakin kecil bahkan kosong atau tidak terjadi antrian, maka jumlah kedatangan barang yang membentuk antrian dan waktu rata-rata yang dibutuhkan untuk menunggu dalam barisan semakin kecil.
Seperti analisa sebelumnya, hal yang sebaiknya dilakukan untuk meningkatkan efisiensi sistem agar tidak terjadi antrian adalah dengan menambah jumlah server pada sistem, yaitu menambah jumlah operator dan mesin pada kelompok mesin kipas. Walaupun kita juga dapat mengatasinya dengan memperbaiki keterampilan operator dan keadaan mesin, namun hal tersebut akan memakan waktu yang lebih lama dibandingkan menambah
server baru. Belum lagi jumlah server hanya 2 sehingga secara otomatis dalam perbaikan keterampilan operator tersebut, sistem harus dihentikan atau mencari operator pengganti. Hal tersebut tentulah tidak efektif.
Sehingga diambil keputusan bahwa cara yang terbaik adalah dengan menambah jumlah operator serta mesin kipas. Jumlah operator yang ditambahkan disesuaikan dengan jumlah yang dibutuhkan sistem agar tidak terjadi antrian seperti sebelumnya tetapi mempertimbangkan keadaan sistem sebelum dan sesudahnya.
Berdasarkan hasil yang didapat dari perhitungan ρ, dua server
(operator) sudah cukup untuk membuat tidak terdapat antrian di dalam sistem. Namun walaupun begitu, probabilitas dalam suatu sistem tidak terdapat kedatangan untuk mendapatkan pelayanan (Po) akan semakin besar jika jumlah server (operator) ditambah; begitu pula jumlah kedatangan unit setiap menitnya yang dapat menyebabkan adanya antrian (Lq) pun akan semakin kecil dengan bertambahnya jumlah server. Makin bertambahnya jumlah
dari memasuki sistem hingga mendapatkan pelayanan (Wq). Hal ini disebabkan karena makin banyak jumlah server maka makin cepat jumlah unit yang dapat dilayani setiap menitnya.
4.4.3 Analisa dampak penambahan server mesin kipas terhadap kelompok
mesin sentrifugal melalui pendekatan antrian serial-k
Penambahan server menjadi 3 server pada kelompok mesin kipas diperlukan, walau dilihat dari perhitungan bahwa hal ini masih akan menimbulkan antrian. Adanya 3 server ini akan meningkatkan efisiensi dan efektifitas perusahaan dalam pemenuhan produksi dan mempercepat alur kepergian dari kelompok mesin kipas menuju mesin Dryer .
Gambar 4.14 Hubungan timbal balik antar stasiun kerja
Sumber : Hasil pengamatan
Ditinjau dari hasil perhitungan yang membutuhkan 4 server dalam mengatasi antrian dalam kelompok mesin kipas sendiri, hasilnya akan sangat optimal terhadap kelompok mesin kipas sendiri, tetapi akan mempengaruhi
keadaan kelompok mesin sentrifugal dimana akan terjadi idle time dari mesin yang sangat besar, hal ini dikarenakan dalam keadaan normal, 3 server mesin
sentrifugal dalam selang waktu 8 jam mampu menyelesaikan 5.82 unit troli/jam dengan asumsi 24 troli yang datang dari mesin hospel secara berurutan 24 troli dengan penambahan kadar air dilayani selama = 24 / 5.82 = 4.124 jam hal ini menimbulkan idle selama = 8 jam – 4.124 jam = 3.87 jam dalam keadaan mesin berjalan normal. Apabila ditambahkan satu server
kembali terhadap kelompok mesin kipas. Dimana selama 8 jam 2 serverkipas
mampu melayani = 1.677 unit/jam x 8 jam = 13.41 unit troli asumsi mesin normal dan konsisten maka akan terjadi peningkatan idle time yang lebih besar apda mesin sentrifugal akibat kemampuan pelayanan mesin kipas yang bertambah, dan juga menambah antrian pada mesin Dryer secara khusus Upaya meniadakan antrian adalah dengan menambah server pada sistem pelayan kipas dengan penambahan 1 server sehingga terdapat 3 server
mesin kipas dalam pelayanan.
4.4.4 Analisa tingkat kedatangan dan pelayanan kelompok mesin Dryer
Dari perhitungan dan pengolahan data didapatkan hasil bahwa dalam sistem tersebut setiap satu jamnya dan 1 mesin (server) Dryer dengan 6 lini dapat melayani sebanyak 1.677 unit troli kain berukuran kurang lebih 130kg. Berdasarkan hasil perhitungan dari tingkat kedatangan dan pelayanan, serta mempertimbangkan adanya hubungan interaksi antara kepergian kelompok
mesin kipas menuju mesin Dryer dapat dilihat bahwa tingkat kedatangan yang didapat lebih kecil dibandingkan dengan tingkat pelayanan. Sistem pelayanan 1 lini mesin Dryer rata-rata dimasuki oleh 4.32 unit troli kain setiap jamnya, namun setiap 1 lini mesin Dryer dapat melayani 1.677 unit setiap jamnya. Tentu setiap menitnya jumlah unit di antrian yang menunggu untuk mendapatkan pelayanan dari setiap lini serverDryer akan semakin kecil. Namun tentu saja λ dan μ tidak akan berubah. Karena merupakan variabel yang tidak berhubungan dengan banyaknya server dalam sistem tersebut. Hal yang mempengaruhi λ berasal dari populasi terpanggil di luar sistem, jumlah server tidak akan mempengaruhi jumlah unit yang memasuki sistem untuk mendapatkan pelayanan.
Sedangkan untuk μ, tidak jauh berbeda dengan λ, μ merupakan variabel yang juga tidak ditentukan oleh banyaknya server. Melainkan lebih cenderung ditentukan oleh masing-masing server. Walaupun jumlah server
ditambah, namun μ tidak akan berubah, karena μ adalah banyaknya pelayanan yang dapat dilakukan masing-masing server dalam satu menitnya. Sehingga jelaslah bahwa λ dan μ tidak dipengaruhi oleh banyaknya server.
Hal terjadinya antrian dalam sistem tersebut telah dibuktikan melalui perhitungan untuk mencari pendayagunaan fasilitas pelayanan (ρ). Apabila dalam sistem tersebut ρ yang dihasilkan adalah ρ > 0, maka dalam sistem tersebut diperkirakan akan terjadi antrian. Sedangkan bila ρ ≤ 0 maka dalam sistem tersebut diperkirakan terjadi antrian tetapi masih dapat untuk diatasi .
Berdasarkan perhitungan pendayagunaan fasilitas pelayanan, didapatkan hasil
ρ < 1 dengan 6 lini server mesin Dryer, yang berarti di dalam sistem tidak terdapat antrian yang tidak dapat diselesaikan dalam selang waktu 8 jam waktu kerja. Untuk pendayagunaan fasilitas pelayanan (ρ), hal tersebut dipengaruhi oleh banyaknya jumlah server. Makin banyak jumlah server
maka makin kecil ρ. Karena ρ berbanding terbalik dengan jumlah server. Dapat dilihat dari hasil perhitungan bahwa untuk jumlah server sama dengan 3, ρ didapatkan sebesar 0.7645, selain dipengaruhi oleh jumlah server, ρ juga dipengaruhi oleh μ dan λ. Makin kecil λ dibandingkan dengan μ, maka ρ akan semakin kecil pula. Hal tersebut juga dipengaruhi oleh jarak masing-masing kedatangan unit dari satu dengan yang lainnya dan juga dipengaruhi oleh kemampuan mesin dalam menjalankan proses operasinya. Makin cepat pelayanan proses mesin dapat menyelesaikan pekerjaan setiap satu unitnya, dan makin lama jarak kedatangan satu unit dengan unit berikutnya maka ρ
akan semakin kecil. Dan kemungkinan terjadinya antrian akan semakin sedikit dimana probabilitas fasilitas yang digunakan kurang dari 1.
Dengan efektifnya 6 server dalam pelayanan kelompok mesin
sentrifugal maka perusahaan tidak perlu menambah jumlah mesin ini dimana, dilihat bahwa panjang antrian dalam sistem dalam setiap jamnya adalah 3.246 unit dimana jumlah antrian dalam antrian sebesar 2.4819 unit setiap jamnya,antrian ini ini dapat dikendalikan karena probabilitas terjadinya delay
Dengan kecukupan 1 mesin Dryer dalam melayani troli kain yang datang dari kelompok mesin kipas, maka tidak perlu ditambah server, dan juga menimbang harga mesin Dryer yang cukup mahal menyentuh angka 1.5 milliar rupiah.
4.4.5 Analisa dampak penambahan server mesin kipas terhadap kelompok
mesin Dryer melalui pendekatan antrian serial-k
Dengan penambahan alternatif server menjadi 3 hingga 4 server pada kelompok mesin kipas memberikan dampak serius pada kinerja mesin Dryer
dengan 6 limi produksinya. Adanya 3 hingga 4 server ini akan meningkatkan efisiensi dan efektifitas perusahaan apabila ditinjau dari sudut pandang produksi dalam pemenuhan produksi dan mempercepat alur kepergian dari kelompok mesin kipas menuju mesin Dryer , tetapi apabila dikaitkan pada mesin Dryer sendiri, akan menjadi masalah serius bagi perusahaan. karena keterbatasan kemampuan sistem mesin Dryer dalam melayani tambahan kapasitas output dari 3 hingga 4 server kelompok mesin kipas yang diusulkan