MODUL 10
KOROSI DAN METODE PENCEGAHAN KOROSI
Materi ini membahas tentang korosi dan metode pencegahan korosi pada logam. Tujuan instruksional khusus yang ingin dicapai adalah (1) Menjelaskan proses terjadinya korosi, (2) Membedakan jenis-jenis korosi, (3) Menyebutkan metode pencegahan korosi.
10.1. Pendahuluan
Semua logam yang dipakai untuk keperluan teknik berada dalam kondisi tidak stabil. Logam senantiasa berusaha untuk kembali ke ikatan kimia yang dimiliki pada waktu perolehannya, misalnya ke bentuk oksida atau sulfida. Berkenaan hal ini pada bahan terjadi perubahan materi yang merugikan. Perubahan itu bahkan dapat mengakibatkan kerusakan bahan.
Korosi adalah terjadinya perubahan yang tidak disengaja pada bahan logam yang bermula dari permukaannya dan yang disebabkan oleh serangan kimia atau elektokimia.
Serangan kimia terhadap logam terjadi jika bahan tersebut terkena gas yang mengandung oksigen, asam atau garam. Terbentuknya oksidasi pada saluran gas buangan bersumber pada reaksi kimia.
Serangan elektrokimia terjadi jika dua macam logam dihubungkan dengan cairan penghantar listrik, misalnya berupa larutan garam atau asam yang diencerkan . Contohnya, kerusakan talang dari seng yang kejatuhan paku baja disebabkan oleh proses elektrokimia.
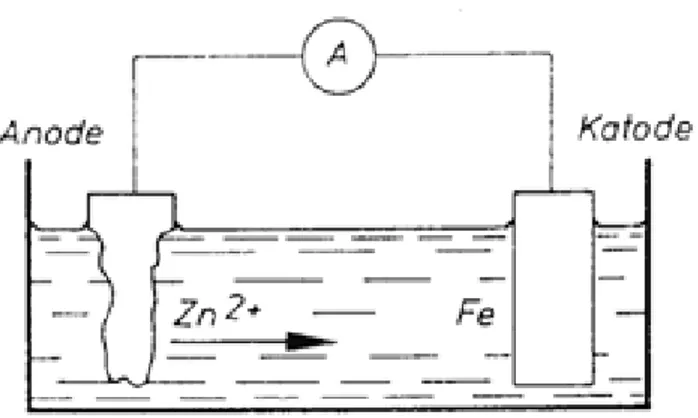
Gambar 10.1 Elemen galvanis
Jika dua jenis logam yang berbeda dihubungkan dengan kawat di dalam cair penghantar, terjadilah elemen galvanis, tempat mengalirnya arus listrik. Dalam keadaan begitu satu logam menjadi anode dan yang lain menjadi katode. Logam yang kurang mulia akan larut - logam itu kena korosi, arti harfiahnya digerogoti. Dalam elemen galvanis, logam yang membentuk anode akan hancur. Kehancuran berlangsung kian cepat jika kedua logam makin berjauhan letaknya satu sama lain dalam deretan tegangan elektrokimia.
Dalam setiap perbandingan, logam yang letaknya paling kiri adalah yang kurang mulia dan yang akan larut.
Mg-Al -Zn-Cr-Fe-Sn-Pb-H-Cu-Ag-Au Tabel 1. Deret tegangan setiap logam
Deret Tegangan
Kalium (Ka) - 2,92 V Zatair 0,00 V Tembaga (Cu) + 0,34 V
Natrium (Na) - 2,72 V Perak (Ag) + 0,38 V
Magnesium (Mg) - 2,30 V Air Raksa (Hg) + 0,80 V
Aluminium (Al) - 1,30 V Emas (Au) + 1,38 V
Seng (Zn) - 0,76 V Khrom (Kr) - 0,56 V Besi (Fe) - 0,44 V Kadmium (Kd) - 0,40 V Nikel (N) - 0,23 V Timah (Sn) - 0,14 V Timbel (Pb) - 0,12 V
Elemen korosi terdiri atas anode dan katode yang dihubungkan dengan cairan penghantar. Dalam praktik, anode dan katode dapat terbentuk dari:
a) logam yang berbeda-beda, misalnya dari baja yang membentuk anode dan lapisan timah sebagai katode;
b) bagian struktur yang berbeda, misalnya pada pelat baja yang berlapiskan kulit pengerolan, bahan dasar membentuk anode dan lapisan oksidanya menjadi katode;
c) daerah tegangan dan daerah perubahan bentuk yang berbeda-beda di dalam bahan, misalnya pada pelat vang ditekuk, daerah yang mengalami perubahan bentuk yang kuat menjadi anode, dan daerah yang tidak dibentuk menjadi katode;
d) logam dan bukan logam (karbon, debu, belerang), dalam hal ini kerap kali logamnya membentuk daerah anode.
Tegangan listrik dianggap sebagai sumber korosi yang timbul di dalam elemen korosi selama berlangsungnya korosi elektrokimia.
Korosi hanya menyangkut reaksi kimia atau reaksi elektrokimia, bukanlah kerusakan yang disebabkan oleh pengaruh gaya mekanis, seperti yang terjadi erosi dan kavitasi.
Erosi, sebagaimana juga korosi, adalah kerusakan bahan yang bermula dari permukaan benda kerja. Pada umumnya erosi disebabkan aleh partikel zat padat yang terkandung di dalam gas atau cairan yang mengalir cepat.
Kavitasi timbul pada permukaan komponen mesin yang berputar cepat di dalam cairan, misalnya pada roda kipas dari pompa sentrifugal. Dalam hal ini pengikisan bahan disebabkan oleh relung-relung cairan yang melepuh. Relung tersebut terbentuk selama gerak putaran yang cepat. Dalam praktik, korosi, erosi dan kavitasi kerap kali merusak bahan secara bersama-sama.
10.2. Bentuk Korosi 1. Korosi rata
Rusaknya material terjadi hampir sejajar dengan permukaan bahan. Zat perusak dalam hal ini terutama adalah air bersama dengan gas-gas dan garam yang terkandung di udara serta debu. Jenis korosi ini sangat sering terjadi dalam praktik. Ukuran untuk korosi adalah kehilangan massa dalam g/m2 per jam atau mm/tahun.
Gambar 10.2 Korosi rata
Karat: Kerusakan bahan ini terjadi misalnya pada jenis baja tertentu jika terkena air. Dalam hal ini terbentuk apa yang dinamakan elemen lokal yang anodenya berbentuk besi dan katodenya adalah lapisan-lapisan luar air. Karat ganas selalu dapat dipastikan terjadi pada tempat di mana penguapan air terjadi dengan lambat.
Gambar 10.2 Karat pada baja. 2. Korosi rongga
Kerusakan bahan biasanya timbul dalam elemen-elemen korosi berukuran kecil di bagian dalam material. Pada mulanya terjadi penggerogotan datar yang
terbatas setempat, kemudian luka parah dan akhirnya tercipta lubang berbentuk corong. Korosi rongga timbul misalnya pada tangki baja untuk minyak solar, jika terdapat retak pada kulit pengerolan dan adanya air kondensasi.
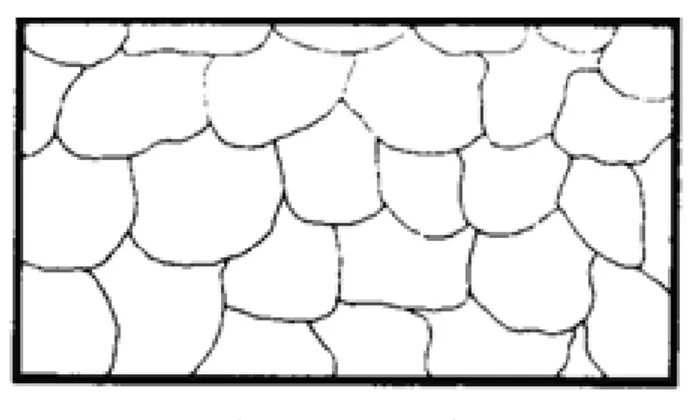
Gambar 10.3 Korosi rongga. 3. Korosi antarkristal
Korosi ini juga menembus masuk ke dalam bahan dan menjalar sepanjang batas butiran. Pada umumnya zat batas butiran tidak semulia butiran itu sendiri. Oleh karena itu, dengan adanya cairan pengantar listrik terjadilah kerusakan struktur, jika misalnya karbit yang kaya akan kromium mengalami distersi pada batas butiran baja.
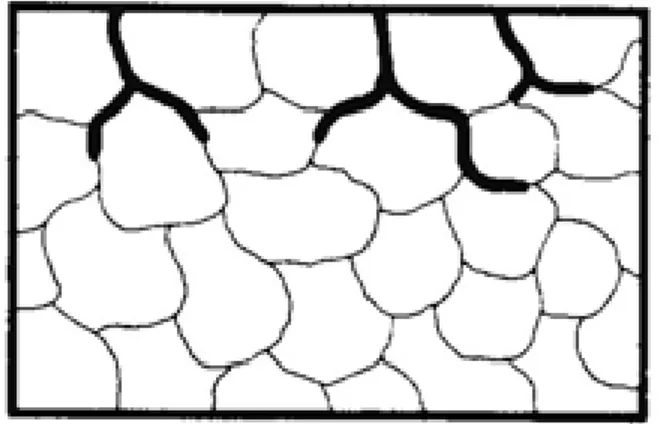
Gambar 10.4 Korosi antar kristal. 4. Korosi transkristal
Pada korosi jenis ini terjadi retak tegang yang menjalar melintangi butiran benda kerja. Retak seperti ini dapat terjadi misalnya pada bahan yang peka jika
terkena tegangan luar dan tegangan dalam, dan terserang media pengoksidasi. Air garam umpamanya dapat menyebabkan korosi transkristal pada penukar kalor.
Gambar 10.5 Korosi trans kristal 5. Korosi selektif
Pada kerusakan bahan jenis ini, hanva terserang bagian struktur yang tertentu saja. Dalam besi tuang kelabu misalnya, ferit dan perlit dapat menjadi daerah anode, sehingga yang tinggal tetap biasanya kerangka dari grafit. Bentuk gejala korosi ini juga disebut besi spons atau penggrafitan (spongiosis).
10.3. Pencegahan terhadap korosi
Sekitar tiga persen dari logam-logam yang diperoleh setiap tahun, hilang kembali karena kerusakan korosi. Dalam pada itu timbul kerugian langsung kare-na rusaknya komponen-komponen dan kerugian tak langsung karekare-na tidak berfungsinya instalasi produksi. Tugas perlindungan terhadap korosi adalah untuk menjaga agar kerusakan sekecil mungkin.
Upaya perlindungan terhadap korosi yang biasa dilakukan adalah sebagai berikut:
penyesuaian konstruksi
pemberian lapisan pelindung
pengendalian media yang agresif
Konstruksi yang sesuai dapat menghindarkan sebagian besar kerusakan akibat korosi. Komponen-komponen harus dirancang sedemikian sehingga tidak terdapat tekukan yang dapat menampung air kondensasi. Dua jenis logam yang letaknya berjauhan di dalam deretan tegangan, tidak boleh dihubungkan satu sama lain tanpa adanya penyekat yang memadai di antaranya. Pemilihan bahan yang harus diperhatikan. Biasanya penambahan elemen paduan memperbaiki sifat tahan korosi. Dengan memadukan kromium sebanyak minimal 12%, baja menjadi nirkarat. Namun patut diperhatikan pula bahwa pada setiap konstruksi ada perbandingan yang layak antara harga bahan dan manfaat ekonomis konstruksi tersebut.
Lapisan pelindung untuk menghindari terjadinya korosi dapat terdiri atas logam atau bahan nonlogam yang dapat disebarkan pada permukaan bahan dasarnya dengan berbagai teknik.
Lapisan luar dari logam dapat ditempelkan dengan kuat pada bahan dasar melalui pencelupan kedalam cairan logam atau larutan garam logam, melalui penyemprotan dan melalui metode pelapisan elektrolitis (galvanisasi).
Pencelupan benda kerja kedalam seng (pelapisan panas seng) dan timah panas timah) merupakan metode yang sangat tua. Benda kerja di dalam cairan logam. Setelah diambil dari cairan, lapisan luar logam yang relative tebal (sampai 0,05 mm) tetap melekat pada benda kerja itu. Dalam hal-hal tertentu, lapisan luar dari logam dapat diperoleh melalui pencelupan kedalam larutan garam logam. Salah satu contohnya adalah baja tanpa dicelupkan ke dalam larutan tembaga sulfat. Persyaratan untuk penerapan teknik ini adalah bahwa larutan garam harus mengandung logam yang mulia daripada bahan yang akan dilindungi. Oleh sebab itu logam pelindung di dalam deretan tegangan senantiasa menempati posisi di sebelah kanan dari bahan yang akan dilindungi.
1. Metode Penyemprotan
Penyemprotan logam yang dicairkan di dalam nyala api gas bakar-oksigen atau busur cahaya listrik dan dikabutkan dengan udara tekan juga menghasilkan perlindungan yang baik terhadap korosi. Seng dan aluminium misalnya dikerjakan dengan cara ini. Pemanasan difusi susulan, yang mengakibatkan atom logam yang
disemprotkan menembus masuk ke dalam bahan dasarnya, memberikan pengukuhan mekanis dan sifat tahan oksidasi yang baik.
2. Metode Pelapisan
Pelapisan adalah teknik kerja untuk menyalut bahan dasar dengan lapisan logam yang tipis, biasanya dengan metode pengelasan rol. Tebal lapisannya kira-kira 10 % dari tebal seluruhnya. Dengan cara ini misalnya baja tanpa paduan dapat dilindungi dengan baja kromium-nikel nirkarat, atau paduan aluminium tipe AlCuMg dapat dilindungi dengan aluminium termurni.
3. Metode elektrolisis
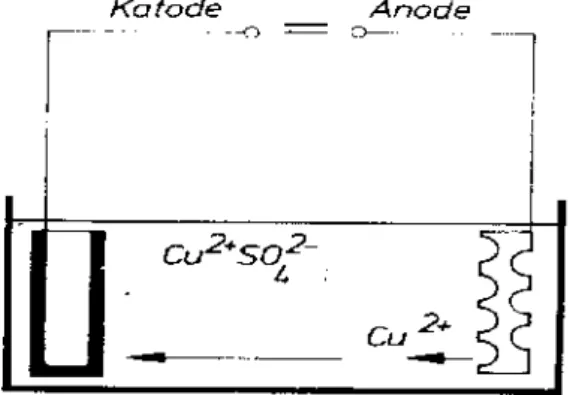
Metode elektrolisis (galuanisasi) sering sekali dipakai untuk pembuatan lapisan pelindung dari logam. Benda kerja yang akan digalvanisasi dalam hal ini dijadikan katode di dalam larutan garam logam. Unsur logam dalam larutan itu, memisahkan diri dan menjadi lapisan pelindung. Jalannya reaksi dalam proses ini dapat dibandingkan dengan reaksi yang diuraikan pada gambar 10.6.
Gambar 10.6. Metode elektrolisa. Keterangan gambar 10.6;
Anoda; tembaga kasar diuraikan.
a. Sumber arus searah menarik masing-masing 2 elektron dari atom tembaga; Cu – 2e →Cu2+(oksidasi).
b. Ion-ion tembaga yang timbul berpindah kekatode. Katoda; tembaga elektrolit terpisahkan.
a. Ion-ion tembaga Cu2+ditarik.
b. Ion tembaga menerima masing-masing 2 elektron; yang timbul berpindah kekatode Cu2++ 2e → Cu (reduksi).
Tujuan electroplating adalah memperbaiki tampak rupa, mencegah terjadinya korosi, meningkatkan ketahanan logam dasar terhadap gesekan, dan memperbaiki ukuran dan toleransi logam dasar. Yang sering dipakai sebagai logam pelindung adalah tembaga, timbel, timah, seng, kadmium, nikel dan kromium. Lapisan kromium mengilap adalah lapisan luar yang tipis yang terutama berfungsi untuk maksud dekoratif. Lapisan ini dihasilkan dengan pengaruh bahan penghalus butiran. Lapisan kromium keras, yang antara lain berguna untuk menambah kekerasan dan sifat tahan aus pada benda kerja, adalah lebih tebal daripada lapisan kromium mengilap. Pembentukannya berlangsung dalam cairan berkomposisi khusus pada suhu kerja dan kerapatan arus yang lebih tinggi dibandingkan dengan yang biasa berlaku untuk pembuatan lapisan kromium mengilap.
Macam-macam sistem electroplating; a. Rak plating
Rack plating adalah suatu sistem pelapisan yang menggunakan alat sebagai tempat menggantungkan barang yang akan dilapis, dimana alat (rack) ini berfungsi juga menghantar arus listrik. Type rack yang digunakan adalah sebagai berikut;
1. Type bilah tunggal
3. Type kotak
4. Type bilah banyak
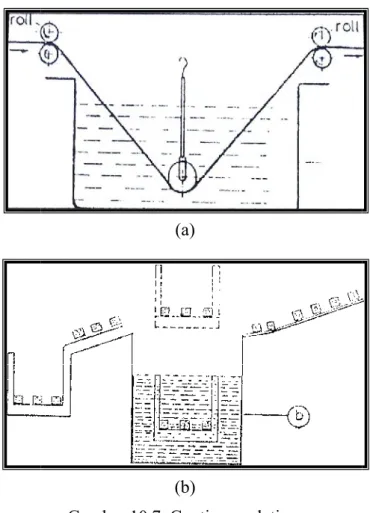
b. Continous plating
Continaus plating adalah sistem pelapisan terus menerus dimana barang yang akan dilapis bergerak menuju larutan dan keluar secara berantai. Biasanya barang yang akan dilapis adalah berhentuk kawat yang panjang dan juga barang yang berbentuk lembaran-lembaran.
Berikut ini diberikan contoh beberapa logam yang sering dipakai untuk melapis logam dasar;
Zink Plating.
Zink plating digunakan untuk mencegah korosi akobat atmosphere, dimana proses ini menggunakan elektrolit seperti sodium cyanide, caustic suda dan zink oksida, hasil pelapisan ini sanyat baik dicat bila untuk manda
dekorasi dan biayanya lebih murah dari cadmium plating. Cadmium plating
Hasil proses ini lebih tahan terhadap korosi bila dibandingkan dengan zink plating dimana elektrolit yang digunakan adalah cyanida salts. Pelapisan cadmium ini sangat baik mencegah korosi akibat li
kuningan ataupun tembaga.
(a)
(b)
Gambar 10.7. Continous plating.
Berikut ini diberikan contoh beberapa logam yang sering dipakai untuk ar;
Zink plating digunakan untuk mencegah korosi akobat atmosphere, dimana proses ini menggunakan elektrolit seperti sodium cyanide, caustic suda dan zink oksida, hasil pelapisan ini sanyat baik dicat bila untuk manda
biayanya lebih murah dari cadmium plating.
Hasil proses ini lebih tahan terhadap korosi bila dibandingkan dengan zink plating dimana elektrolit yang digunakan adalah cyanida salts. Pelapisan cadmium ini sangat baik mencegah korosi akibat listrik, tetapi tidak cocok untuk melapisi kuningan ataupun tembaga.
Berikut ini diberikan contoh beberapa logam yang sering dipakai untuk
Zink plating digunakan untuk mencegah korosi akobat atmosphere, dimana proses ini menggunakan elektrolit seperti sodium cyanide, caustic suda dan zink oksida, hasil pelapisan ini sanyat baik dicat bila untuk mandapatkan
Hasil proses ini lebih tahan terhadap korosi bila dibandingkan dengan zink plating dimana elektrolit yang digunakan adalah cyanida salts. Pelapisan cadmium cok untuk melapisi
Tin Plating.
Pelapisan ini sangat baik dilakukan untuk mencegah cemaran pada campuran organik yang ada pada kaleng makanan dan juga kaleng oksigen.
Nikel Plating.
Disamping mendapat anti korosi, pelapisan ini juga mendapatkan hasil yang tahan gesekan , kemudian nikel plating juga dilakukan sebagai semir untuk mendapat dekorasi tetapi harus didasari oleh tembaga.
Chrom plating
Elektrolit yang digunakan pada pelapisan chromium ini adalah larutan asam chromium (CrO3) atau chromium trioksida, dimana pelapisan ini digunakan antara lain:
a) Mendapatkan dekorasi yang baik (decorative chromium).
b) Mendapatkan finishing yang keras, tahan karosi, gesekan, dan goresan (Hard chromium).
Tebal pelapisan untuk dekorative chromium biasanya antara 0,015 sampai 0,025 mm. Paduan nikel seperti stainless monel (Ni-Ag) dapat langsung dilapis dengan chromium tetapi logam dasar yang telah mengandung tembaya seperti; kuningan (brass), perunggu (bronze) atau tembaga itu sendiri sebaiknya terlebih dahulu dilapisi dengan tembaga dan nikel. Pada pelapisan hard chromium, logam dasarnya tidak perlu dilapisi dengan tembaga dan nikel.
Hubungan antara tebal pelapisan dengan kekerasan logam dasar dapat dilihat pada tabel di bawah ini:
Kekerasan logam dasar HRC
Tebal pelapisan
m
Kekerasan yang didapat
semula
63 310.1—50.8 Lebih keras dari logam semula
Anodising
Aluminium dan magnesium tahan terhadap korosi atmosfir karena pada bagian luarnya trbentuk oksid-oksid yang terhadap korosi atmosfir tanpa dilindungi, tetapi hal ini tidak terdapat pada semua logam, maka untuk membentuk lapisan oksid ini dibuat suatu proses yang disebut Anodising.
Proses ini terdiri dari gantungan komponen dalam larutan asam sulfat dan dihubungkan dengan kutub positip dari cirkuit sehingga ini menjadi anoda, bak baja yang merupakan tempat larutan adalah kutub negative atau katoda.
Lapisan oksid yang dihasilkan adalah keras dan pada mulanya bersifat absorbsi sehingga dapat dicat dengan dengan mencelupkannya dalam bak larutan cat, caranya sama dengan pencelupan warna kain / pakaian, setelah permukaannya dilapisi kemudian dicelupkan lagi pada air selama 30 menit.
Sistem ini akan menghasilkan lapisan yang rata dan halus dan juga warnanya tahan lama.
Hot Dipped Coating.
Proses ini digunakan untuk mencegah korosi tanpa mempergunakan elektrolit. Bahan pelapis yang sering dpakai adalah timah atau seng. Bila logam dasar dilapisi dengan cara, pencelupkannya kedalan seng panas maka proses ini disebut GALVANISING dan bila dicelupkan kedalam timah putih/timah hitam disehut TERNEPLATE.
Metoda yang lain yang hampir sama dengan system ini adalah dengau cara menempatkan baja dalam bubuk seng dan kmudian dipanasi dalam dapur samppai titik terendah sari seng. Metode ini memberikan pelapisan lebih sempurna di-banding dengan system lain.
4. Metode lapisan pelindung asli
Lapisan pelindung asli timbul apabila di dalam deretan tegangan, logam yang dilindungi terletak di sebelah kanan logam pelindung. Seng untuk baja npduan adalah logam pelindung asli. Dalam keadaan cacat dan dengan adanya cairan penghantar listrik, logam pelindung tersebut akan hancur, tetapi masih berfungsi melindungi bahan dasarnya. Disebut logam pelindung tidak asliapabila di dalam deretan tegangan letaknya logam ini di sebelah kanan dari logam yang akan dilindungi. Timah misalnya, untuk baja tanpa paduan logam pelindung tidak asli. Karena timah lebih mulia daripada baja, maka baja akan hancur jika lapisan timah lecet dan dengan adanya cairan penghantar listrik. Lapisan pelindung nonlogam dapat berupa lapisan oksida, fosfat, email, cat, gemuk, oli dan bahan plastik.
Lapisan oksida pada baja dibuat antara lain dengan teknik pelapisan hitam. Yang dimaksud di sini adalah pemanasan di dalam cairan yang untuk sebagian -besar mengandung lindi natron dan bahan oksidasi. Lapisan pelindungnya terutama terdiri atas besioksida Fe304. Dengan membakar minyak atau gemuk pada sekitar 300 °C dapat diperoleh lapisan-pelindung tipis yang tidak berbeda. Pengaruh lapisan ini kecil saja. Aluminium dioksidasi secara elektris dengan cara memberlakukannya sebagai anode di dalam cairan yang mengandung asamsulfat. Dalam proses ini terbentuklah lapisan Eloxal sany terdiri atas aluminiumoksida Al203.
Lapisan fosfat dapat dibuat pada seng, aluminium, magnesium dan baja dengan berbagai proses, misalnya dengan pencelupan, penyemprotan, atau melalui proses elekrolisis. Struktur lapisan fosfat berupa kristal halus. Daya me-lindunginya terbatas. Oleh karena itu, benda kerja yang berlapis fosfat masih harus dicat.
Lapisan email terdiri atas kaca khusus dari silikat yang bebas timbel dan bebas racun dan yang dapat diwarnai dengan oksida logam. Bahan ini disebarkan, pada bahan dasar dalam bentuk serbuk dan kemudian dicairkan.
Lapisan cat (lak) adalah bahan yang paling banyak dipakai untuk mencegah korosi. Kini kebanyakan dipakai cat yang terbuat dengan bahan dasar resin sintetis. Bahan ini harus diolah dengan tepat dan diberikan dengan cukup tebal supaya mencapai daya perlindungan yang baik. Melalui cat dasar, udara dengan zat-zat perusaknya disekat dari benda kerja. Cat luar melindungi cat dasar dan sekaligus bersifat dekoratif. Kualitas painting akan semakin baik bila baja yang akan dicat dicelupkan dulu kedalam asam fosfat.
Lapisan minyak dan gemuk tidak memberikan perlindungan terhadap korosi yang tahan lama. Oleh karena itu pelapisan dengan cara ini hanya dipakai apabila benda kerja atau mesin harus dilindungi dalam jangka pendek.
Plastik (bahan sintetik) dipakai secara luas untuk perlindungan terhadap korosi. Plastik dapat digabungkan dengan logam yang akan dilindungi melalui pencelupan, penyemprotan, penuangan dan proses sinter.
Pengendalian terhadap media penyerang kemungkinannya sangat terbatas. Bahan yang dicampurkan ke dalam media penyerang untuk menghindari korosi disebut bahan perintang atau inhibitor. Bergantung pada komposisinya, bahan perintang ini akan menyebar pada obyek yang akan dilindungi dalam bentuk cairan atau uap, atau juga sebagai lapisan padat. Gas ainoniak misalnya -:enghindarkan terbentuknya korosi pada ketel baja yang sedang tidak dipakai. Nitrat dan kromat membentuk lapisan pelindung yang padat pada baja.
Anode umpan dipakai apabila komponen terus-menerus terkena air, seperti halnya tangki minyak solar yang terletak di bawah tanah. Efek perlindungan dicapai dengan cara menggabungkan obyek yang akan dilindungi dengan logam yang kalah mulia berdasarkan deretab tegangan. Magnesium dan seng misalnya merupakan logam yang dipakai sebagai anode umpan untuk baja tanpa paduan. Selama berfungsi sebagai pelindung, logam-logam ini akan larut.
10.4. Rangkuman
Korosi adalah terjadinya perubahan yang tidak disengaja pada bahan logam yang bermula dari permukaannya dan yang disebabkan oleh serangan kimia atau elektokimia. Bentuk korosi ada 3 jenis yaitu korosi rata, korosi rongga, dan korosi antar kristal. Korosi transkristal, dan korosi selektif. Upaya perlindungan terhadap korosi yang biasa dilakukan adalah penyesuaian konstruksi, pemberian lapisan pelindung, pengendalian media yang agresif, dan pemakaian anode umpan (perlindungan melalui katode).
10.5. Soal-soal Latihan
1. Jelaskan definisi dari korosi, erosi, dan kavitasi?.
2. Elemen korosi terdiri atas anode dan katode yang dihubungkan dengan cairan penghantar. Dalam praktik, anode dan katode dapat terbentuk dari apa?.
3. Sebutkan macam-macam bentuk korosi?.
4. Jelaskan apa itu korosi; rata, rongga, antarkristal, transkristal, dan selektif? 5. Sebutkan upaya-upaya perlindungan korosi?
6. Jelaskan bagaimana upaya pencegahan korosi dengan metode penyemprotan?. 7. Jelaskan bagaimana upaya pencegahan korosi dengan metode pelapisan?. 8. Jelaskan bagaimana upaya pencegahan korosi dengan metode elektolis?. 9. Sebutkan tujuan electroplating dan sebutkan pula logam yang sering
digunakan sebagai logam pelindung?.
10. Sebut dan gambarkan macam-macam system electroplating?.
11. Jelaskan bagaimana upaya pencegahan korosi dengan metode lapisan pelindung asli?.