PERANCANGAN
ULANG
TATA LETAK
WORKSHOP DENGAN
METODE ACTIVITY RELATIONSHIP CHART (ARC)
DI PT KOBEXINDO TRACTORS Tbk
YANUAR EKA SAPTA DAN MIFTAKHUL ‘ARFAH H.
Program Studi Teknik Industri Universitas Suryadarma Jakarta.
ABSTRAK
PT Kobexindo Tractors Tbk sebagai perusahaan distributor alat dengan layanan after sales service yang berkualitas. Dalam upaya meningkatkan pendapatan dan mempertahankan populasi alat berat yang tersebar di seluruh wilayah Indonesia, maka diperlukan peningkatan produktivitas workshop. Alasan yang menjadi latar belakang perlunya pengembangan kualitas tata letak workshop, karena tata letak yang ada saat ini tidak rapi. Seperti: penempatan permesinan/alat kerja yang kurang tepat, adanya ruang yang tidak tepat secara fungsi, dan jarak antara tools room dengan service area yang terlalu jauh, sehingga mengganggu kelancaran proses aktivitas perbengkelan. Selain itu jarak tempuh dan biaya material handling yang terlalu tinggi, sehingga menjadi permasalahan dalam proses komponen material handling.
Perancangan ulang tata letak workshop pada penelitian ini menggunakan metode Activity Relationship Chart (ARC) yaitu konsep perancangan dengan melakukan pertukaran area/ruang yang memiliki kedekatan dalam hal aktivitas atau berdasarkan luas keseluruhan workshop, sehingga akan didapatkan solusi yang optimal berdasarkan tingkat efisiensi jarak dan biaya yang minimum dari proses material handling.
Hasil analisis terhadap layout usulan dengan menggunakan metode ARC lebih efisien dibandingkan layout awal. Melalui perbandingan jarak perpindahan dan biaya material handling. Perbandingan antara jarak layout awal sebesar 19.950 m dengan layout usulan sebesar 12.060 m, yaitu terjadinya pengurangan jarak material handling sebesar 40%. Sedangkan, perbandingan biaya material handling pada layout awal sebesar Rp. 49.262.541 dengan layout usulan sebesar Rp. 26.445.861,6 yaitu terjadinya pengurangan biaya material handling sebesar 46%.
Kata kunci: Tata Letak, Activity Relationship Chart, Material Handling
PENDAHULUAN
Perkembangan bisnis di bidang alat berat (Heavy Equipment) merupakan sektor usaha yang terus berkembang seiring dengan peningkatan pertumbuhan usaha-usaha pertambangan dan perkebunan. Penjualan alat berat dipengaruhi oleh kebutuhan atas energi, harga komoditi, pertumbuhan ekonomi dan kebijakan pemerintah. Peningkatan pada faktor-faktor tersebut dan adanya kebijakan pemerintah yang kondusif akan menyebabkan kebutuhan alat berat terus meningkat.
support alat berat yang handal untuk memberikan kepuasan pelayanan kepada konsumen, meliputi respon pengiriman alat berat yang cepat, kualitas produk yang handal dan after sales service yang kompetitif diantara perusahaan-perusahaan yang bergerak di sektor yang serupa. PT Kobexindo Tractors Tbk sebagai perusahaan distributor/dealer alat berat tentunya mengedepankan layanan after sales service untuk meningkatkan pendapatan dan mempertahankan populasi alat berat yang saat ini tersebar di seluruh wilayah Indonesia. Untuk menunjang after
pelayanan yang memadai, yaitu produktivitas workshop. Alasan yang menjadi latar belakang perlunya pengembangan kualitas tata letak workshop adalah tata letak yang ada saat ini tidak rapi, antara lain penempatan permesinan/alat kerja yang kurang tepat, terdapat ruang yang tidak tepat secara fungsinya, dan jarak antara tools room dengan service area yang terlalu jauh, sehingga mengganggu kelancaran proses aktivitas perbengkelan, seperti menyebabkan terjadinya back tracking pada aktivitas perbengkelan dengan
jarak tempuh dan biaya material handling yang terlalu tinggi. Sehingga menjadi permasalahan dalam proses component
material handling.
Adanya tata letak yang tidak efisien dan efektif terutama pada peletakkan tools
room, mesin-mesin kerja dan pembagian
ruang perbaikan. Jarak tools room yang terlalu jauh bagi bays 1 – 4 menyebabkan mekanik yang bekerja di bays tersebut terlalu jauh untuk menjangkau area tools
room. Padahal perpindahan mekanik yang
sedang bekerja dari dan ke tools room sangat tinggi. Selain itu posisi stand OVH
engine, Test Bench TM, dan Stand OVH TM
pada bays 3 dan 4 juga akan menyebabkan kesulitan mekanik yang bekerja di bays 1, 6 dan 7 untuk menggunakan mesin kerja yang ada di bays 3 dan 4, ketika semua bays sedang digunakan untuk melakukan aktivitas perbengkelan.
Tujuan dari penelitian ini adalah meminimasi jarak & biaya pemindahan komponen (material handling) dengan mengefisiensikan aktivitas pemindahan komponen di workshop dengan membandingkan layout awal dengan layout usulan yang dikembangkan menggunakan metode tata letak Activity Relationship Chart (ARC).
METODE
Tata letak pabrik adalah kegiatan perancangan susunan unsur fisik suatu kegiatan dan selalu berhubungan erat dengan industri manufaktur, yang menggambarkan hasil perancangan dinamakan tata letak pabrik. (Apple, J.M.,1990)
Tata letak (plant layout) atau tata letak fasilitas (facilities layout) merupakan landasan utama dalam hal tata cara pengaturan fasilitas-fasilitas fisik pabrik guna menunjang kelancaran proses produksi dalam dunia industri. Pengaturan tersebut akan mencoba memanfaatkan luas area (space) untuk penempatan mesin atau fasilitas penunjang produksi lainnya, kelancaran gerakan-gerakan material, penyimpanan material (storage) baik yang bersifat temporer maupun permanen, personil pekerja dan yang sebagainya. Dalam tata letak pabrik ada dua hal yang diatur letaknya yaitu, pengaturan mesin (machine layout) dan pengaturan departemen (depatement layout) yang ada dari pabrik. (Wignjosoebroto, 2003)
Material Handling Equipment
Material handling merupakan bagian
yang melayani kebutuhan bagian yang lain terutama bagian peroduksi, sehingga dapat meminimumkan biaya. Didalam memenuhi kebutuhan tiap departemen atau pos-pos produksi diperlukan alat-alat pengangkutan guna memperlancar tugas tersebut. Seperti:
Conveyors, Forktruk, Forklift, Derek (crane)
dan Kerekan (hoist).
Biaya material handling merupakan biaya yang dibutuhkan dalam aktivitas pemindahan bahan. Perhitungan material
handling dapat dihitung dengan
menggunakan rumus sebagai berikut: (Adriantantri, 2008)
1 ... Handling Material Jarak Material l Operasiona Biaya meter / Biaya Activity Relationship Chart (ARC)
ARC (Activity Relationship Chart)
adalah suatu teknik ideal untuk merencanakan keterkaitan kegiatan antara setiap kelompok kegiatan yang saling berkaitan. ARC ini dikembangkan oleh
Richard Muther yang menggantikkan
angka-angka kuantitatif dengan suatu penilaian mengenai derajat keterdekatan antara departemen satu dengan departemen lain yang cenderung bersifat kualitatif. Tahapan pengerjaan: (Wignjosoebroto, 2003)
1. Siapkan Chart yang sebelumnya telah dibuat.
2. Tentukan fasilitas-fasilitas produksi yang telah diperlukan untuk mendukung fungsi produktif perusahaan.
3. Urutankan fasilitas-fasilitas tersebut dari atas ke bawah pada bagian kiri ARC. 4. Definisikan derajat kepentingan dan
alasan pemilihanya.
5. Tentukan derajat kepentingan hubungan antar masing-masing departemen. 6. Tentukan kode alasan dalam pemilihan
derajat kepentingan hubungan dan letakkan pada bagian awal ARC.
7. Komunikasikan selalu ARC dengan semua pihak yang terkait di perusahaan
evaluation and improvement.
Derajat keterkaitan kegiatan disimbolkan dengan huruf yaitu:
A = Mutlak perlu kegiatan-kegiatan tersebut berhampiran satu sama lain B = Sangat penting kegiatan-kegiatan
tersebut berdekatan
I = Penting bahwa kegiatan-kegiatan tersebut berdekatan
O = Biasa(kedekatannya), dimana saja tidak ada masalah
U = Tidak perlu adanya keterkaitan geografis apapun
Activity Relationship Diagram (ARD)
Activity Relationship Diagram (ARD)
merupakan diagram yang digunakan untuk
meletakkan data dari hasil ARC untuk peletakkan masing-masing departemen. Data hasil pengolahan metode Activity Relationship Chart selanjutnya diolah dalam Activity Relationship Diagram untuk penentuan masing-masing departemen. (Dewi, Choiri & Efranto, 2008)
Metode Pengumpulan Data 1. Data primer
Data primer yaitu data yang dikumpulkan secara langsung oleh peneliti dari lokasi penelitian. Data primer meliputi: layout awal workshop, luas area, foto-foto
workshop, fungsi ruang di workshop,
dimensi produk yang diperbaiki di
workshop, dan mesin-mesin kerja yang
digunakan di workshop. 2. Data sekunder
Data sekunder yaitu data yang diperoleh dari dokumen atau catatan tertulis dari berbagai pihak yang kiranya dapat mendukung penelitian ini. Data sekunder meliputi: output, alat material handling, aliran proses, produk yang diperbaiki di
workshop.
HASIL DAN PEMBAHASAN
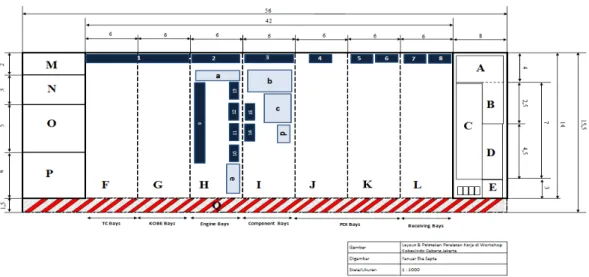
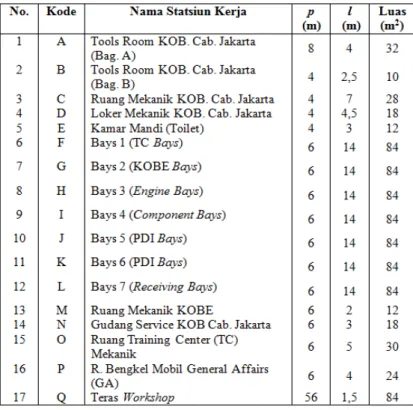
Layout Awal Workshop
Berdasarkan layout awal maka dapat diketahui luas area masing-masing ruangan pada
layout awal, sebagai berikut:
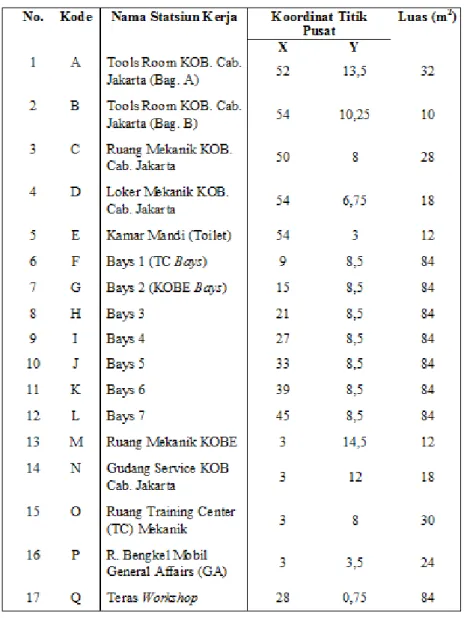
Penentuan Jarak Titik Pusat Masing-masing Area Workshop
Jarak antar area diukur dari titik pusat masing-masing area ke area berikutnya pada sumbu x dan y.
Koordinat titik pusat area F (Bays 1) : X = 9
Y = 8,5
Untuk mengetahui besarnya jarak perpindahan barang antar area kerja digunakan perhitungan dengan metode
rectalinear berdasarkan rumus:
Yb
Ya
Xb
Xa
, misalkan jarakpemindahan bahan antara area F (Bays 1) dengan area kerja N (Gudang) maka diketahui berdasarkan titik pusat F ( 9 ; 8,5) dan N (3 ; 12), maka jarak F - N yaitu: = 9 – 3 + 8,5 – 12 = 9,5 m.
Jarak Total Pemindahan
Komponen/Bahan pada Proses
Perbaikan/Penggantian Parts (Service) Berdasarkan data di atas maka jarak total antar area kerja sesuai dengan frekuensi aktivitas mekanik maupun
perpindahan komponen/bahan pada proses PDI (Pre- Delivery Inspection); Factory Campaign; Perbaikan/Penggantian Parts
(Service) selama satu bulan dikalikan besarnya jarak antar area berdasarkan metode rectilinear.
Penentuan Biaya Pemindahan Material Handling
Penentuan besarnya biaya material handling dipengaruhi oleh jenis peralatan yang
digunakan, jarak yang ditempuh dan jumlah hari kerja. Proses material handling pada
workshop PT Kobexindo Tractors Tbk Cabang
Jakarta selain menggunakan tenaga manusia (Hand Pallet) untuk melakukan aktivitas perpindahan bahan juga terdapat Overhead
Crane dan Forklift.
1. Biaya peralatan Overhead Crane Biaya perawatan
= Rp 1.000.000,00/bulan Biaya Tenaga Penggerak (Biaya
penggunaan listrik)
o Tarif /kWh = Rp. 832,00 (Tarif
berdasarkan tabel listrik industri)
o Konsumsi Listrik = 13,5 KW o Biaya listrik /jam
= tarif /kWh x Wattage = Rp. 832,00 x 13,5 = Rp. 11.232,00 /jam
(Hari kerja per bulan = 22 hari; jam kerja per hari = 8 jam), maka: o Biaya Listrik per Hari
= Rp. 11.232,00 x 8 jam = Rp. 89.856,00/hari o Biaya Listrik per Bulan
= Rp. 89.856,00 x 22 hari = Rp. 1.976.832,00/bulan Depresiasi = Rp 440.145.000/(15 tahun) = Rp 29.343.000,00 = Rp 29.343.000,00/12 bulan = Rp 2.445.250,00/bulan Biaya peralatan
= B. Perawatan + Biaya penggunaan peralatan listrik + Depresiasi
= Rp 1.000.000,00 + Rp. 1.976.832,00 + Rp 2.445.250,00
= Rp 5.422.082,00/bulan = Rp 246.458,27/hari
Jadi total biaya material handling untuk
Overhead Creane adalah Rp 5.422.082,00/bulan
atau Rp 246.458,27/hari 2. Biaya peralatan Forklift
Biaya perawatan = 900.000,00/bulan Biaya Bahan Bakar
= Rp 9.150,00 x 5 liter = Rp 45.750,00 = Rp 45.750,00 x 22 = Rp 1.006.500,00/bulan Depresiasi = Rp 212.000.000 /(10 tahun) = Rp 21.200.000,00 = Rp 21.200.000,00/12 bulan = Rp 1.766.666,67/bulan
Biaya peralatan = B. Perawatan + B. Bakar +Depresiasi
= Rp 900.000,00 + Rp 1.006.500,00 + Rp 1.766.666,67
= Rp 3.673.166,67/bulan = Rp 166.962,12/hari
Tabel 3. Jarak Total Pemindahan Komponen/Bahan antar Area Workshop pada Proses Perbaikan/ Penggantian Parts (Service)
Jadi total biaya material handling untuk Forklift adalah Rp 3.673.166,67/bulan atau Rp 166.962,12/hari
3. Biaya peralatan Hand Pallet
Biaya perawatan = Rp 400.000,00/bulan Biaya Bahan Bakar = Rp 0,00 (Sistem
kerja dengan ditarik oleh tenaga manusia dan tidak ada tenaga kerja khusus yang bertugas hanya melakukan pemindahan bahan. Sebab pekerjaan ini dikerjakan oleh mekanik). Depresiasi = Rp 6.000.000 /(10 tahun) = Rp 600.000,00 = Rp 600.000,00/12 bulan = Rp 50.000,00 /bulan Biaya peralatan
= B. Perawatan + B. Bakar + Depresiasi = Rp 400.000,00 + Rp 0 + Rp 50.000,00 = Rp 450.000,00 /bulan
= Rp 20.454,55 /hari
Jadi total biaya material handling untuk Hand
Pallet Rp 450.000,00 /bulan atau Rp 20.454,55/hari.
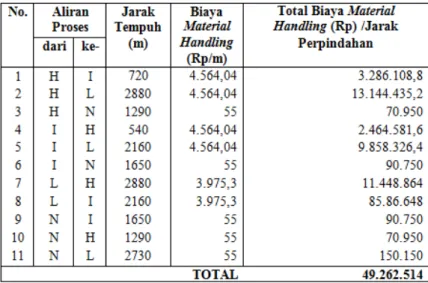
Penentuan Biaya Material Handling pada Proses Perbaikan/Penggantian (Service) dengan Layout Awal
Perhitungan selanjutnya adalah mengetahui total biaya material handling, dapat diketahui berdasarkan jarak tempuh antar area kerja pada layout awal, serta biaya material handling per meter (OMH per meter). Maka dari itu, total biaya material
handling dapat diketahui dengan mengalikan
jarak dengan biaya material handling per meter.
Tabel 4. Biaya Material Handling pada Proses Perbaikan/Penggantian (Service) dengan Layout Awal
Kondisi Tata Letak pada Layout Awal Foto workshop untuk menggambarkan kondisi workshop yang ada di PT Kobexindo
Tractors Tbk cabang Jakarta saat ini ditunjukkan oleh gambar 5.
Gambar ini menunjukkan bahwa pada area workshop terdapat perlengkapan dalam proses operasi, diantaranya terdapat Stand OVH Transmission pada Bays 4 (1) yang ditunjukkan pada gambar 4.4, Stand OVH
Engine pada Bays 3 (2) yang ditunjukkan
pada gambar 4.5, dan Test Bench Transmission (3) yang ditunjukkan pada
gambar 4.7. Berdasarkan gambar 4.3 dapat dilihat bahwa perlengkapan kerja tidak tepat secara peletakannya karena workshop
memiliki tujuh Bays. Sedangkan, perlengkapan terdapat di Bays 1 dan Bays 3, sehingga apabila sedang terjadi proses operasi yang dikerjakan tidak semua Bays mudah menjangkau alat kerja tersebut.
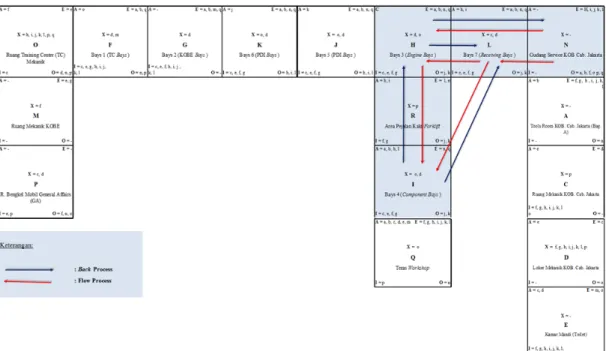
Aliran Proses Kerja pada Workshop
dengan Layout Awal
Aliran proses kerja di workshop PT Kobexindo Tractors Tbk Cabang Jakarta meliputi berbagai jenis pekerjaan/ proses, diantaranya:
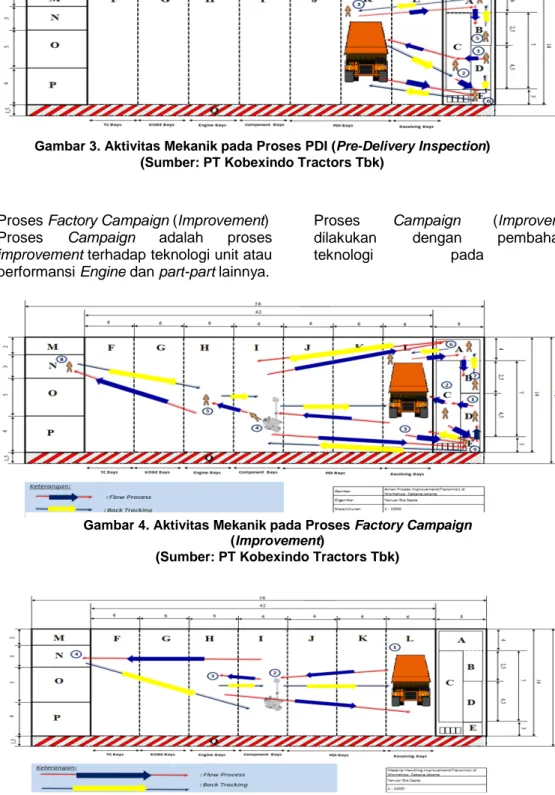
1. Proses PDI (Pre-Delivery Inspection) Proses ini merupakan proses persiapan dan pemeriksaan unit sebelum dikirim ke konsumen yang membeli unit baru. Sehingga kualitas unit terjamin tanpa ada kerusakan. Area yang menjadi lokasi peletakan unit adalah Bays 5 & 6. Proses PDI tidak terdapat material handling sebab yang dilakukan dalam
proses ini hanya pengecekan unit dengan menggunakan form mekanik.
Gambar 2. Foto Workshop PT Kobexindo Tractors Tbk Cabang Jakarta Saat ini
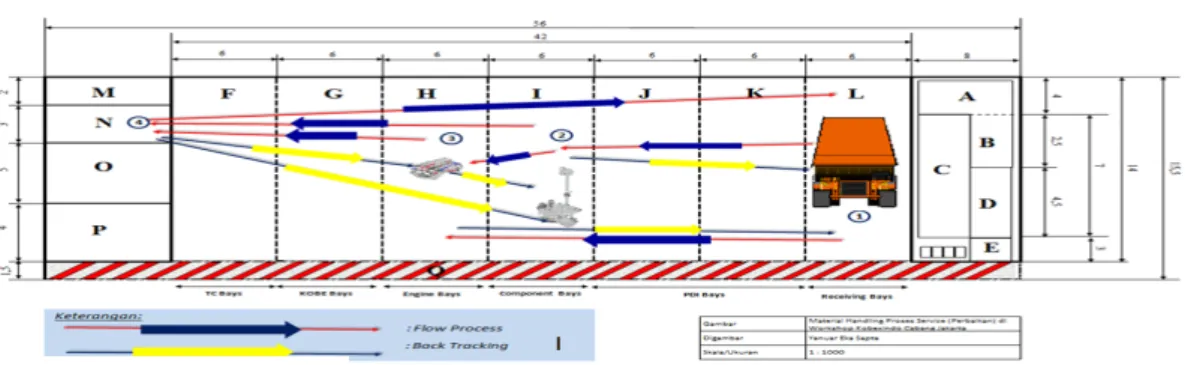
2. Proses Factory Campaign (Improvement) Proses Campaign adalah proses
improvement terhadap teknologi unit atau
performansi Engine dan part-part lainnya.
Proses Campaign (Improvement) dilakukan dengan pembaharuan
teknologi pada unit.
Gambar 8.
Gambar 5. Proses Material Handling pada Proses PDI Factory Campaign (Improvement)
(Sumber: PT Kobexindo Tractors Tbk)
Gambar 7.
Gambar 4. Aktivitas Mekanik pada Proses Factory Campaign (Improvement)
(Sumber: PT Kobexindo Tractors Tbk)
Gambar 6.
Gambar 3. Aktivitas Mekanik pada Proses PDI (Pre-Delivery Inspection) (Sumber: PT Kobexindo Tractors Tbk)
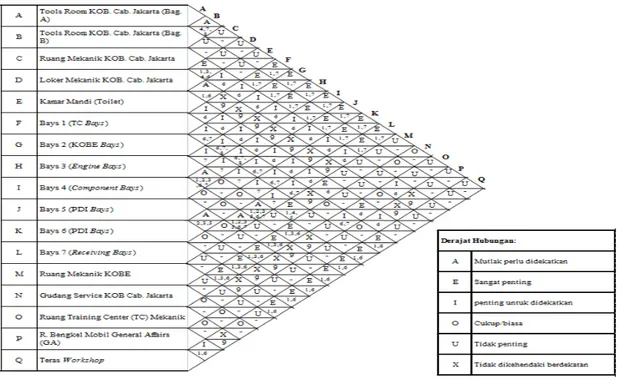
3. Proses Perbaikan/Penggantian Parts Proses ini dilakukan pada unit-unit yang mengalami kerusakan, seperti: Perbaikan pada Engine yang mengalami Breakdown (Kerusakan unit yang mengakibatkan unit tidak dapat dioperasikan) dan kerusakan part-part unit. Kerusakan part unit dapat
diatasi dengan perbaikan atau penggantian. Proses ini melibatkan area
Bays 3 & Bays 4 untuk peletakan komponen. Sedangkan, peletakan unit pada Bays 7 yang merupakan Receiving
Bays.
Gambar 10.
Gambar 7. Proses Material Handling Perbaikan/ Penggantian Parts (Sumber: PT Kobexindo Tractors Tbk)
Gambar 9.
Gambar 6. Aktivitas Mekanik pada Proses Perbaikan/ Penggantian Parts (Sumber: PT Kobexindo Tractors Tbk)
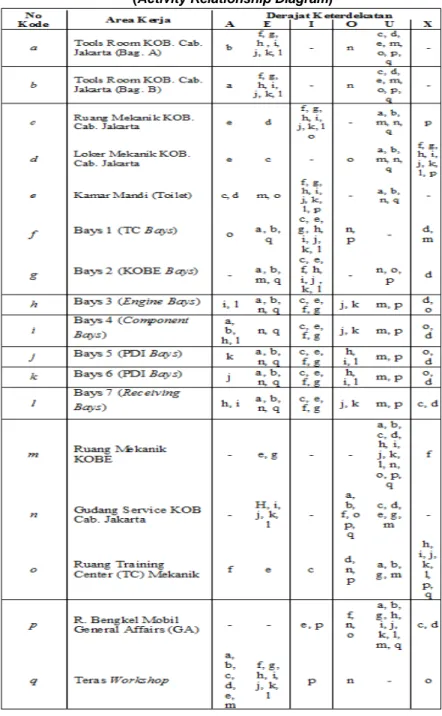
Analisis menggunakan ARC (Activity Relationship Chart)
Data activity relationship chart disusun secara sistematik dalam work sheet untuk menyusun activity template block diagram (ATBD).
Semua kode yang tercantum dalam work
sheet dimasukkan dalam Activity Template
Block Diagram kecuali kode huruf U
{Unimportant}, karena tidak memberi pengaruh apa-apa dari aktivitas departemen satu
terhadap departemen lainnya (Hadiguna, Rika&Heri, 2008).
Tabel 5. Deskripsi Alasan untuk Keterkaitan Kegiatan
Tabel 6. Tabel Lembar Kerja (Work Sheet) untuk Pembuatan ARD (Activity Relationship Diagram)
Gambar 10. Activity Template Block Diagram (ATBD) Layout Awal Gambar 9. Activity Template Block Diagram (ATBD) Layout Usulan dengan ARC
Activity Template Block Diagram (ATBD)
Berdasarkan template diagram perbaikan tersebut maka untuk selanjutnya
adalah memperbaiki layout awal. Sehingga di hasilkan layout usulan dengan metode Activity Relationship Chart (ARC).
Tabel 7. Luas Area Ruang pada Layout Workshop Usulan dengan ARC
Penentuan Jarak Total Pemindahan Komponen/Bahan pada Area Kerja
Workshop pada Layout Usulan dengan
ARC
Berdasarkan data di atas maka jarak total antar area kerja, maka perpindahan
komponen/bahan pada proses Perbaikan/Penggantian Parts (Service) selama satu bulan dikalikan besarnya nilai perpindahan tersebut berdasarkan metode
rectilinear dapat dilihat pada tabel 11.
Tabel 9. Jarak Total Pemindahan Komponen/Bahan antar Area Workshop pada Proses Perbaikan/ Penggantian Parts (Service)
Tabel 8. Titik Pusat Tiap Area Workshop pada Layout Usulan dengan ARC
Penentuan Total Biaya Material Handling
(OMH) pada Proses Kerja di Workshop
dengan Layout Usulan Menggunakan ARC Perhitungan selanjutnya adalah mengetahui total biaya material handling, dapat diketahui berdasarkan jarak tempuh antar area kerja pada layout usulan, serta biaya material handling per meter (OMH per
meter). Maka dari itu, total biaya material
handling dapat diketahui dengan mengalikan
jarak dengan biaya material handling per meter. Perhitungan total biaya material
handling pada proses
perbaikan/penggantian parts (service) dapat dilihat pada tabel 12.
Jadi, total biaya material handling pada proses perbaikan/penggantian parts (service) di workshop PT Kobexindo Tractors Tbk cabang Jakarta dengan layout awal adalah Rp 26.445.861,6 /bulan.
Analisis Data
1. Perhitungan Persentase Hasil Layout
Usulan dengan Menggunakan ARC
Dari hasil analisis dengan menggunakan metode ARC diperoleh hasil jarak perpindahan bahan selama periode satu bulan sebesar 12.060 m/bulan dengan biaya total perpindahan adalah sebesar Rp. 26.445.861,6/bulan. Perbandingan antara analisis layout awal dengan analisis menggunakan ARC adalah:
a. Persentase pengurangan jarak
material handling dibanding layout awal adalah: x100% awal layout total Jarak ARC layout total jarak -awal layout total jarak x100% m 19.950 m 12.060 -m 19.950
x100% m 19.950 m 7.890
= 40%b. Persentase pengurangan biaya
material handling dibanding layout awal adalah: x100% awal Layout Total Biaya ARC Layout Total Biaya -Awal Layout Total Biaya x100% 49.262.541 Rp. ,6 26.445.861 Rp. -49.262.541 Rp. x100% 49.262.541 Rp. ,4 22.816.679 Rp.
=46%2. Perbandingan Jarak dan Biaya Material
Handling Layout Awal dengan Layout
Usulan
Tabel 10. Biaya Material Handling pada Proses Perbaikan/Penggantian Parts (Service) dengan
Dari perbandingan yang dilakukan, diperoleh hasil analisis sebagai berikut: Jarak material handling berkurang sebesar 40%, dari 19.950 m menjadi 12.060 m. Biaya material handling
berkurang sebesar 46%, dari Rp.9.262.514 / bulan menjadi Rp.26.445.861,6 / bulan.
KESIMPULAN
Berdasarkan uraian dan analisis data yang telah dilakukan, maka dapat diambil kesimpulan sebagai berikut:
a. Layout awal memiliki total jarak dan
biaya material handling yang cukup besar, dikarenakan pada jarak antar ruang yang seharusnya memiliki hubungan kedekatan, pada kenyataannya jauh. Seperti: Engine bays dengan gudang atau component bays dengan gudang.
b. Hasil penelitian menunjukkan bahwa hasil analisis terhadap layout usulan dengan menggunakan metode ARC, diperoleh jarak perpindahan dan biaya
material handling yang lebih efisien
dibandingkan layout awal. Perbandingan jarak dan biaya perpindahan pada layout awal sebesar 19.950 m dengan layout usulan sebesar 12.060 m. Berarti persentase terjadinya pengurangan jarak material handling
sebesar 40%. Sedangkan,
perbandingan biaya material handling
pada layout awal sebesar Rp.
49.262.541 dengan layout usulan sebesar Rp. 26.445.861,6. Berarti persentase terjadinya pengurangan biaya material handling sebesar 46%. Dengan demikian dapat disimpulkan
layout usulan dengan menggunakan
metode Activity Relationship Chart
(ARC) dapat dinyatakan lebih efektif sebab memiliki jarak dan biaya material
handling yang lebih efisien
dibandingkan dengan layout awal. DAFTAR PUSTAKA
Apple, J.M. 1990. Tata Letak Pabrik dan
Pemindahan Bahan, Terjemahan
Nurhayati, M.T. Mardiono, Edisi ketiga,
Adriantanti, Emmalia. 2008. Perancangan Ulang Tata Letak Fasilitas Produksi Guna Meminimumkan Jarak & Biaya
Material Handling Menggunakan Aplikasi Quantitative System Version 3.0 pada PT Industri Sandang Nusantara Unit Patal Grati Pasuruan. Prosiding Seminar Nasional Teknoin 2008 Bidang Teknik Industri.Jurusan Teknik Industri, Fakultas Teknologi Industri, ITN Malang.
Arikunto, Suharsimi. 2002. Prosedur Penelitian Suatu Pendekatan Pendek, Edisi Revisi Kelima. Rineka Cipta. Jakarta.
Dewi, Andini Irma, Choirin, Mochamad dan Efranto, Remba Yanuar. 2008. Perancangan Ulang Tata Letak Fasilitas Berdasarkan Hasil Simulasi Proses Produksi Rokok. Jurnal Program Studi Teknik Industri Universitas Brawijaya. Malang.
Hadiguna, Rika Ampuh dan Setiawan, Heri. 2008.Tata Letak Pabrik. Penerbit Andi. Yogyakarta.
Meyers, Fred E.1993. Plant Layout and Material Handling. Prentice Hall International. United State of America. Purnomo, Hari. 2004. Perencanaan dan
Perancangan Fasilitas, Edisi pertama cetakan pertama,. Penerbit Graha Ilmu. Wignjosoebroto, Sritomo. 2003. Tata letak
Pabrik dan Pemindahan Bahan, Edisi Ketiga. Guna Widya. Surabaya.
Asosiasi Pertambangan Batubara Indonesia. 2010. Indonesian Coal Book
2010/2011. Edisi 2010/2011.
Petromindo.com. Jakarta.
PT Kobexindo Tractors Tbk. 2012. Company Profile Book 2012. PT Kobexindo Tractors Tbk. Jakarta.