commit to user
STRATEGI TATA LETAK UNTUK MENINGKATKAN KEFEKTIFAN DAN EFISIENSI GUDANG PADA PT. ISKANDAR INDAH PRINTING
TEXTILE SURAKARTA.
TUGAS AKHIR
Diajukan untuk Memenuhi Syarat-syarat Mencapai Gelar Ahli Madya Manajemen Bisnis
Oleh :
Fatuh Adiansyah NIM F3509089
Program Diploma III Manajemen Bisnis Fakultas Ekonomi Universitas Sebelas Maret Surakarta
commit to user
HALAMAN PERSETUJUAN
Yang bertanda tangan dibawah ini telah menyetujui Tugas Akhir Dengan Judul:
STRATEGI TATA LETAK UNTUK MENINGKATKAN KEFEKTIFAN DAN EFISIENSI GUDANG PADA PT. ISKANDAR INDAH PRINTING
commit to user
HALAMAN PENGESAHAN
Yang bertanda tangan dibawah ini telah menyetujui Tugas Akhir Dengan Judul:
STRATEGI TATA LETAK UNTUK MENINGKATKAN KEFEKTIFAN DAN EFISIENSI GUDANG PADA PT. ISKANDAR INDAH PRINTING
TEXTILE SURAKARTA.
Telah disahkan oleh Tim Penguji Tugas Akhir
Program Studi Diploma III Manajemen Bisnis Fakultas Ekonomi Universitas Sebelas Maret Surakarta.
Surakarta,
Tim Penguji Tugas Akhir
Arum Setyawati, SE, MM
NIP. 19850210 201012 2007
Sarwoto, SE, M.Sc.
commit to user MOTTO
· Banyak orang punya ribuan kata kata motivasi , tetapi hanya
kata-kata.
-Andri Irwanto”.
· Tanpa mengalami kesedihan, orang tidak akan mengerti makna
kebahagiaan yang sesungguhnya.
-Ryoji Kaji”.
· Daun yang jatuh tak pernah menyalahkan angin. Kenapa manusia yg
putus asa selalu menyalahkan takdir??. Sebenarnya hidup itu
sederhana, ambil satu keputusan dan jangan pernah kau
menyesalinya. Tak ada takdir kecuali yang kita buat..
commit to user PERSEMBAHAN
PERSEMBAHAN:
1. Untuk Bapak dan Ibu yang telah senantiasa memberikan do’a, motivasi serta materi.
commit to user
KATA PENGANTAR
Puji syukur penulis panjatkan kepada Allah SWT atas rahmat dan karunia-Nya sehingga penulis dapat menyelesaikan penulisan Tugas Akhir ini sebagai salah satu syarat untuk mendapatkan gelar ahli madya program studi Diploma III Manajemen Bisnis. Penulis menyadari bahwa tugas akhir ini tidak akan selesai tanpa adanya bantuan dan dorongan dari berbagai pihak. oleh karena itu pada kesempatan ini, penulis mengucapakan terimakasih kepada:
1. Dr. Wisnu Untoro, M.S selaku Dekan Fakultas Ekonomi Universitas Sebelas Maret.
2. Sinto Sunaryo, SE, M.Si selaku Ketua Program Studi Diploma III Manajemen Bisnis, yang memberikan saran dan nasehatnya.
3. Sarwoto, SE, M.Sc. selaku dosen pembimbing yang telah memberikan bimbingan, motovasi dan saran sehingga Tugas Akhir ini dapat diselesaikan.
4. Bapak dan Ibu yang senantiasa memberikan do’a, motivasi dan materi untuka memenuhi kebutuhan ku.
5. Bapak dan Ibu dosen Manajemen Bisnis yang telah membimbing selama masa kuliah.
commit to user
7. Seluruh staff dan karyawan PT. Iskandar Indah Printing Textile yang telah memberikan bantuan dan bimbingan selama magang kerja berlangsung.
8. Sahabat-sahabat D’Brother’s senasib dan seperjuangan yang telah memberikan do’a, semangat, dan masukan positif selama pengerjaan Tugas Akhir.
9. Teman-teman Manajemen Bisnis 2009 yang telah memberikan semangat dan masukan positif sehingga Tugas Akhir ini dapat diselesaikan.
10.Semua pihak yang tidak bisa disebut secara tidak langsung yang telah mendukung penulis selama masa kuliah dan penyusunan Tugas Akhir namun tidak mengurangi rasa hormat dan terima kasih.
Surakarta, 12 Januari 2013
commit to user DAFTAR ISI
HALAMAN JUDUL... i
ABSTRAK ... ii
HALAMAN PERSETUJUAN ... iii
HALAMAN PENGESAHAN... iv
HALAMAN MOTTO ... v
HALAMAN PERSEMBAHAN ... vi
KATA PENGANTAR ... vii
DAFTAR ISI ... ix
DAFTAR TABEL ... xii
DAFTAR GAMBAR ... xiii
BAB I PENDAHULUAN A.Latar Belakang ...1
B.Rumusan Masalah ...4
C.Tujuan Penelitian ...4
D.Manfaat Penelitian ...5
E.Kerangka Pemikiran ...6
F.Metode Penelitian ...7
BAB II TINJAUAN PUSTAKA A.Pengertian Gudang...11
commit to user
1. Pengertian Layout ...11
2. Perlunya Perencanaan Layout ...12
3. Tujuan Layout ...14
4. Klasifikasi Layout ...15
BAB III DESKRIPSI PERUSAHAAN DAN PEMBAHASAN A.Deskripsi Perusahaan ...19
1. .. Sejarah dan Perkembangan Perusahaan ...19
2. .. Struktur Organisasi ...38
3. .. Deskripsi Jabatan ...41
4. .. Tugas dan Fungsi Perusahaan...50
5. .. Prosedur Pemasukan dan Pengeluaran Barang Bahan Pembantu ...51
6. .. Prosedur Pemasukan dan Pengeluaran Barang Untuk Bahan Baku ...53
7. .. Prosedur Pengembalian Barang/Retur ...55
B.Laporan Magang Kerja ...56
1. .. Pengertian Magang Kerja ...56
2. .. Manfaat Magang Kerja ...56
3. .. Lokasi Magang Kerja ...56
commit to user
C.Pembahasan ...59 1. .. Layout yang digunakan PT. Iskandar Indah Printing
Textile ...58 a. .. Layout Gudang Tenun Bahan Pembantu pada PT.
Iskandar Indah Printing Textile. 60
b. .. Rekomendasi Layout Gudang Tenun Bahan Pembantu pada PT. Iskandar Indah Printing Textile ...64 BAB IV PENUTUP
A.Simpulan ...67 B.Saran ...68 DAFTAR PUSTAKA
commit to user DAFTAR TABLE
commit to user
DAFTAR GAMBAR
Gambar 1.1 Kerangka Pemikiran ... 6
Gambar 3.1 Proses Produksi Tenun ... 34
Gambar 3.2. Proses Produksi Printing ... 36
Gambar 3.3. Struktur Organisasi PT. Iskandar Indah Printing Textile ... 40
Gambar 3.4. Prosedur Pemasukan Untuk Bahan pembantu ... 51
Gambar 3.5. Prosedur Pengeluaran Untuk Bahan pembantu ... 52
Gambar 3.6. Prosedur Pemasukan Bahan Baku ... 53
Gambar 3.7. Prosedur Pengeluaran Bahan Baku ... 54
Gambar 3.8. Prosedur Pengembalian/Retur Barang ... 55
commit to user ABSTRAK
STRATEGI TATA LETAK UNTUK MENINGKATKAN KEFEKTIFAN DAN EFISIENSI GUDANG PADA PT. ISKANDAR INDAH PRINTING
TEXTILE SURAKARTA. Fatuh Adiansyah
F3509089
Tujuan dari penelitian ini adalah untuk mengetahui dan mengindentifikasi layout fasilitas gudang tenun bahan baku pembantu pada PT. Iskandar Indah Printing Textile apakah sudah efektif dan efisien, selain itu juga untuk mengetahui apakah pengguna dan pemanfaatannya sudah optimal.
Penelitian dilakukan pada gudang PT. Iskandar Indah Printing Textile dengan mengindentifikasi layout, karena layout merupakan salah satu dari 10 keputusan stratejik Manajemen Operasi. PT. Iskandar Indah Printing Textile perlu melakukan pembenahan internal perusahaan atau meningkatkan fasilitas yang dimiliki. Salah satunya dengan menggunakan strategi tata letak meningkatkan keefektifan dan efisiensi. Dengan dilakukan penataan dan penempatan barang yang baik, diharapkan mempermudah pada saat proses pengambilan barang pada gudang.
Dari hasil pengamatan selama magang layout fasilitas barang gudang tenun bahan pembantu yang digunakan oleh PT. Iskandar Indah Printing Textile yaitu layout kelompok. Hal ini dapat dilihat dari penataan barang yang masih mengelompokkan barang sesuai jenis mesin, sedangkan setiap komponen sparepart/barang memiliki kode barang atau no. barang untuk kartu stock.
Dari hasil pengamatan selama magang layout gudang tenun bahan pembantu memerlukan evaluasi karena penataan barang yang kurang baik sehingga pencarian barang agak sulit. Sehingga diketahui bahwa layout barang pada gudang tenun bahan pembantu perlu diadakan atau dilakukan perubahan/evaluasi penataan agar pemanfaatan gudang lebih optimal.
commit to user
1 BAB I
PENDAHULUAN
A. LATAR BELAKANG
Dalam dunia industri saat ini, banyak perusahaan yang didirikan,
baik perusahaan besar maupun kecil, dengan bentuk usaha yang
berbeda-beda pula antara perusahaan yang satu dengan perusahaan yang lain.
Perusahaan yang didirikan dengan salah satu tujuan yaitu untuk
memperoleh laba, dengan demikian perusahaan akan berusaha
mendapatkan laba semaksimal mungkin. Namun di era modernisasi,
keadaan ekonomi yang tumbuh pesat membuat permintaan terhadap
barang maupun jasa meningkat dengan signifika n sehingga banyak
perusahaan harus menyediakan barang atau jasa yang diinginkan
konsumen. Hal ini membuat sektor industri berkembang dengan pesat
yang mengakibatkan berdirinya perusahaan baru yang berskala besar,
menengah, dan kecil. Bahkan tidak sedikit perusahaan yang memproduksi
barang atau jasa sejenis, sehingga secara alami terjadi persaingan yang
sangat ketat. Persaingan ini akan membuat sebuah perusahaan
meningkatkan pencapaian perencanaan yang lebih efektif dan efisien.
Dalam menghadapi persaingan sangat ketat, perusahaan tidak
hanya dihadapkan pada masalah mutu atau kualitas suatu barang atau jasa
serta service pada konsumen saja, melainkan banyak fa ctor, dan berbagai
commit to user
2
Salah satu cara yang dapat dilakukan adalah mengevaluasi fa ctor intern
lainnya yang meliputi, sumber daya manusia, lokasi, dan la yout fasilitas.
Setiap perusahaan pasti memerlukan la yout, la yout atau tata letak sendiri
bukan sekedar design tata letak untuk menempati ruang melainkan sebuah
teknik tata letak atau penempatan barang pada ruang secara baik serta
membantu memperlancar aktivitas perusahaan. Semua itu dilakukan agar
perusahaan mampu bersaing. Untuk itu perlu bagi perusahaan untuk
melakukan penataan la yout yang efektif dan optimal.
Pada umumnya tata letak pabrik yang terencana dengan baik akan
ikut menentukan efisiensi dan dalam beberapa hal akan menjaga
kelangsungan hidup ataupun kesuksesan suatu industri. Peralatan industri
yang mahal harganya, peralatan yang canggih, dan suatu desain produk
yang bagus akan tidak ada artinya akibat perencanaan la yout yang tidak
terencana dengan baik. Aktivitas produksi suatu produk secara normal
harus berlangsung lama dengan tata letak yang berubah-ubah, maka setiap
kekeliruan yang dibuat dalam perencanaan tata letak ini akan
menyebabkan kerugian-kerugian yang tidak kecil. Tujuan utama didalam
desain tata letak pabrik pada dasarnya adalah untuk meminimalkan total
biaya yang antara lain menyangkut biaya untuk konstruksi dan instalasi
baik untuk bangunan mesin, maupun untuk fasilitas-fasilitas lainnya, biaya
pemindahan bahan (materia l handling costs), biaya produksi,
commit to user
3 La yout atau sering dikenal dengan tata letak merupakan salah satu keputusan yang menentukan efisiensi waktu aliran barang mulai dari
gudang hingga ke bagian-bagian yang memerlukan. Dalam perencanaan
la yout barang, merupakan penyusunan dan penataan barang secara cermat dan sesuai untuk menunjang kelancaran aliran barang. Maka dari itu
diusahakan penyusunan letak barang sesuai dengan persyaratan teknik
standar untuk menunjang pelaksanaan proses aliran barang yang baik.
PT. Iskandar Indah Printing Textile Surakarta merupakan salah
satu perusahaan manufaktur yang bergerak dibidang textile dan garmen.
Perusahaan beralamatkan di Jl. Pakel No 11 Kel. Kerten, Kec. Laweyan
Surakarta yang memproduksi beberapa kain grey dan kain printing
bermotif batik. Agar mampu bersaing dengan perusahaan textile lainnya,
maka PT. Iskandar Indah Printing Textile harus melakukan beberapa
perbaikan dalam lingkup internalnya. Salah satu usaha yang dapat
dilakukan adalah dengan mengevaluasi dan meninjau ulang la yout barang
yang berada di gudang tenun. Hal ini bertujuan untuk mengetahui tingkat
efisiensi dan keefektifan gudang tenun serta produktifitas perusahaan
dengan la yout yang diterapkan. Banyak ditemukan berbagai masalah
dalam gudang tenun bahan pembantu sebagai contoh penerangan yang
kurang dan jarak antar gang/lorong yang sempit. Permasalahan ini tentu
saja dapat mengganggu aktivitas gudang. Dengan adanya evaluasi ini
diharapkan dapat meningkatkan efesiensi dan keefektifan gudang tenun,
commit to user
4
Berdasarkan uraian diatas maka penulis mengambil judul
“STRATEGI TATA LETAK UNTUK MENINGKATKAN
KEFEKTIFAN DAN EFISIENSI GUDANG PADA PT. ISKANDAR
INDAH PRINTING TEXTILE SURAKARTA”.
B. RUMUSAN MASALAH
Dari uraian latar belakang diatas, maka penulis dapat merumuskan
dan menarik suatu permasalahan dalam penelitiannya, yaitu sebagai
berikut :
1. Bagaimana penataan barang pada rak dan indentifikasi la yout gudang
tenun PT. Iskandar Indah Printing Textile ?
2. Apakah perancangan la yout gudang tenun di PT. Iskandar Indah
Printing Textile sudah baik dan optimal ?
C. TUJUAN PENELITIAN
Berdasarkan rumusan masalah di atas ,maka tujuan yang akan
dicapai dalam penelitian pada gudang tenun bahan pembantu PT. Iskandar
Indah Printing Textile.
1. Untuk mengetahui penataan barang dan indentifikasi la yout gudang
tenun PT. Iskandar Indah Printing Textil.
2. Untuk mengetahui apakah design la yout gudang sudah efisien dan
efektif serta optimal dalam penggunaannya pada PT. Iskandar Indah
commit to user
5
D. MANFAAT PENELITIAN
Dengan adanya penelitian ini, penulis dapat pengalaman dan dapat
menerapkan materi yang diberikan selama di akademik serta berharap
dapat memberikan manfaat kepada semua pihak atau pun berbagai pihak
diantaranya :
1. Bagi Penulis
Dapat menerapkan materi yang telah dipelajari dibangku kuliah
dan diimplementasikan di dunia kerja, pengalaman bekerja dalam
gudang, serta bertukar ide.
2. Bagi Perusahaan
Sebagai bahan pertimbangan dan masukan bagi PT. Iskandar
Indah Printing Textile untuk men design la y out barang dengan
optimal dalam meningkatkan kinerja perusahaan.
3. Bagi Pihak lain
Berharap dapat memberikan referensi dan informasi kepada
pihak-pihak lain yang memiliki kepentingan dan pengkajian topik yang
commit to user
6
E. KERANGKA PEMIKIRAN
Gambar 1.1
Kerangka Pemikiran. Penataan barang yang baik
dalam gudang
Meningkatkan keefektifan dan efisiensi penggunaan
gudang
commit to user
7
Berangkat dari kerangka pemikiran diatas, bahwa produktivitas
perusahaan tak lepas dari perusahaan tersebut membuat designla yout atau
strategi tata letak yang baik agar aktivitas produksi berjalan lancar.
Maka perlunya sebuah perusahan melakukan peningkatan produksi
dengan dilakukannya pembenahan di internal perusahaan atau
meningkatkan pemanfaatan fasilitas-fasilitas yang dimiliki perusahaan.
Tata letak pabrik adalah suatu landasan utama dalam dunia industri. Tata
letak penting dalam peningkatan produktivitas perusahaan dalam jangka
panjang, hal ini akan mempengaruhi lintasan dan waktu proses dari
produksi untuk menunjang kelancaran proses produksi,
Sebab dari itu pentingnya sebuah penataan tata letak dan
diusahakan sesuai dengan persyaratan standar teknik untuk menunjang
proses aliran barang yang baik serta meningkatkan efisiensi.
F. METODE PENELITIAN
1. Ruang Lingkup
Desain kasus yang digunakan atau dilakukan dengan meneliti
dan mengamati la yout barang yang diterapkan dalam gudang tenun
(gudang spa repa rt) di perusahaan Iskandar Indah Printing Textile
Surakarta, apakah fasilitas la yout barang dalam gudang tenun perlu
mengadakan perubahan atau tetap mempertahankan fasilitas la yout
commit to user
8
2. Desain Penelitian
Penelitian ini merupakan penelitian deskriptif, yaitu
pengumpulan data untuk menjawab pertanyaan mengenai status
terakhir dari subjek penelitian (Kuncoro 2003:8)
Dalam penelitian ini, peneliti mengumpulkan data yang terkait
lay out barang untuk mengetahui aliran barang dari gudang tenun.
3. Obyek Penelitian.
Penelitian dilakukan pada gudang tenun PT. Iskandar Indah
Printing Textile yang beralamat di jalan Pakel No. 11 Kerten, Laweyan, Surakarta.
4. Sumber Data
Data- data yang diperoleh dalam penulisan Tugas Akhir ini,
berupa metode sebagai berikut :
a) Data Primer
Menurut kuncoro (2009 : 127), data primer yaitu data yang
diperoleh dengan survei lapangan yang menggunakan semua
metode pengumpulan data original. Adapun data ini diperoleh dari
wawancara dengan Personalia dan Kepala gudang tenun serta
karyawan gudang tenun. Contohnya, mengenai sejarah perusahaan,
permasalahan dalam gudang, dan system keluar masuk barang pada
commit to user
9
b) Data Sekunder
Menurut kuncoro (2009 : 127), data sekunder yaitu data
yang telah dikumpulkan oleh lembaga pengumpulan data dan
dipublikasikan kepada masyarakat pengguna data. Antara lain
adalah data sejarah perusahaan dan data design la yout gudang
tenun yang diperoleh dari arsip, dokumen atau laporan yang ada di
perusahaan.
5. Teknik Pengumpulan Data
a) Wawancara
Metode pengumpulan data dengan bertanya langsung
kepada pihak-pihak yang berhubungan dan berwenang untuk
memberikan data dan informasi yang berkaitan dengan penelitian.
Yaitu mewawancarai kabag gudang, pegawai gudang, dan teknisi.
b) Observasi (pengamatan)
Yaitu metode pengumpulan data dengan cara pengamatan
langsung terhadap objek yang diteliti sehingga diperoleh data yang
akurat. Observasi dilakukan pada gudang tenun bahan pembantu.
c) Studi Pustaka
Pengumpulan data dengan cara mengambil atau membaca
dari beberapa sumber pustaka yang berhubungan dengan masalah
commit to user
10
d) Metode Dokumentasi
Yaitu metode pengumpulan data dengan cara pengamatan
dan pencatatan arsip yang ada dilokasi penelitian serta data tersebut
berupa data sejarah organisasi maupun laporan lainnya. Contohnya,
commit to user
11 BAB II
TINJAUAN PUSTAKA
A. PENGERTIAN GUDANG
Gudang adalah hal yang penting bagi perusahaan dalam rangka menjaga
konsistensi ketersediaan bahan/barang ketika bahan /barang tersebut
dibutuhkan untuk dikonsumsi/pakai.
Gudang yang efisien adalah selalu dikaitkan dengan penataan
bahan/barang dalam gudang. Gudang yang efisien bukanlah gudang harus
berarti rapih, tetapi harus memperhatikan aspek kemudahan dalam
pencarian bahan atau barang dalam rangka pengecekan, maupun
pengambilan bahan/barang (sarwoto: 2010 : 12).
Jadi gudang spa repa rt merupakan bagian integra l dari sistem
logistik yang berperan penting dalam melayani kebutuhan dept. produksi
dengan biaya seminimal mungkin. Selain itu juga meupakan jaringan
primer diantara gudang spa repa rt dan dept. yang membutuhkan yang
digunakan untak menyimpan persedian selama seluruh bagian proses
produksi berjalan.
B. LAYOUT FASILITAS GUDANG
1. Pengertian La yout
La yout atau sering dikenal dengan tata letak merupakan salah satu keputusan yang menentukan efisiensi waktu aliran barang mulai
dari gudang hingga ke bagian-bagian yang memerlukan. La yout di
commit to user
12
pengaturan fasilitas-fasilitas pabrik guna menunjang kelancaran
produksi.
“Tatanan secara fisik dari suatu terminal kerja beserta peralatan
dan perlengkapan yang mengacu kepada proses produksi. Dan
merupakan pengaturan letak dari sumber-sumber yang digunakan
dalam proses produksi, yang akan mengatur arus material,
produktivitas dan hubungan antar-manusia” (Sumayang, 2003 : 133)
Dan menurut Yamit (2003 : 130) rencana pengaturan semua
fasilitas produksi guna memperlancar proses produksi yang efisien dan
efektif.
Dari definisi atau pengertian diatas dapat disimpulkan bahwa
la yout merupakan perencanaan serta pengaturan fasilitas produksi dalam rangka mengatur serta memperlancar proses produksi sehingga
lebih efisien dan efektif.
2. Perlunya Perencanaan La yout
Perencanaan la yout merupakan perencanaan tata letak untuk
pelaksanaan operasional perusahaan yang dilaksanakan dengan
seoptimal mungkin. Pada umumnya perencanaan la yout dilakukan oleh
setiap perusahaan karena merupakan perencanaan dari pembagian
penataan ruang perusahaan sehingga pelaksanaan dalam perusahaan
commit to user
13
Menurut Hezer dan Render (2004 : 451) dalam bukunya
menyebutkan tata letak yang baik perlu menerapkan beberapa hal
berikut :
a. Peralatan Penanganan Bahan
Pimpinan atau manajer harus bisa memutuskan peralatan
yang akan digunakan, misalkan ban berjalan, kereta otomatis untuk
mengirim dan menyimpan barang.
b. Kapasitas dan Persyaratan Luas Ruang
Design tata letak sering membutuhkan keputusan mengenai jendela, tanaman-tanaman dan fungsi partisi yang memfasilitasi
aliran udara, mengurangi kebisingan dan sebagainya.
c. Aliran Informasi
Komunikasi begitu peting pada setiap perusahaan dan harus
dapat di fasilitasi oleh tata letak.
d. Biaya Perpindahan antar Wilayah Kerja yang Berbeda
Terdapat banyak pertimbangan unik yang berkaitan dengan
perpindahan bahan. Apabila manajemen dari perusahaan tersebut
dapat menyusun dan menerapkan perencanaan layout yang tepat
bagi perusahaan, maka dengan itu diharapkan produktivitas dapat
commit to user
14
e. Lingkup Hidup dan Estetika
Pemikiran mengenai tata letak/la yout sering membutuhkan
keputusan mengenai lebar pintu, jendela, tanaman untuk
memfasilitasi aliran udara, mengurangi kebisingan dan sebagainya.
3. Tujuan La yout.
La yout merupakan satu keputusan penting yang menentukan efisiensi sebuah operasi dalam jangka panjang. Secara garis besar
tujuan la yout adalah untuk menghasilkan tata letak yang optimal antara
fasilita-fasilitas perusahaan. Dengan dihasilkannya tata letak yang
baik, diharapkan dapat membantu memperlancar proses produksi serta
mempermudah dalam penempatan/penyimpanan dan pengambilan
barang pada gudang tenun.
Hezer dan Render (2006 : 468) mengemukakan bahwa tujuan
tata letak adalah menemukan titik optimal diantara biaya penanganan
bahan dan biaya-biaya yang berkaitan dengan luas ruang dalam
gudang.
Adapun tujuan lain tata letak yaitu, untuk membangun tata
letak yang ekonomis yang memenuhi kebutuhan persaingan
perusahaan. Design atau perencanaan tata letak harus
mempertimbangkan bagaimana untuk dapat mencapai
a. Utilitas ruang, peralatan, dan orang yang lebih tinggi.
commit to user
15
c. Moral karyawan yang lebih baik, juga kondisi lingkungan kerja
yang lebih aman.
d. Fleksibilitas (bagaiman tata letak yang ada sekarang, tata letak
tersebut akan perlu diubah).
4. Klasifikasi La yout.
Didalam perencanaan la yout fasilitas, hal yang harus
diperhatikan adalah klasifikasi la yout fasilitas serta mengetahui
kelebihan dan kekurangannya. Klasifikasi la yout dibagi menjadi 4
macam:
a. Adanya perubahan kecil didalam layout yang sudah ada.
b. Adanya penambahan fasilitas produk yang baru.
c. Adanya perubahan tambahan fasilitas produksi yang baru.
d. Penambahan lokasi baru.
Secara garis besar layout dikelompokan menjadi 4 yaitu:
a. La yout Produk/Garis
La yout garis/la yout produk yaitu pengaturan letak mesin-mesin atau fasilitas produksi suatu produk yang berdasarkan atas
urutan-urutan proses produksi dalam membuat suatu barang.
1) Kebaikan La yout Produk/Garis
a) Biaya produksi lebih murah
Biaya produksi lebih murah sebab barang yang dikeluarkan
commit to user
16
b) Pengawasan lebih mudah.
Pengawasan lebih mudah melaksanakan karena proses
produksi dan jalan yang ditempuh selalu sama.
2) Kelemahan La yout produk/Garis
a) Apabila terjadi kemacetan stasiun kerja menyebabkan
kemacetan seluruh kegiatan pabrik.
b) Untuk dapat bekerja secara efisien proses produksi harus
banyak sehingga penggunaan layout untuk produksi
beberapa macam saja.
c) Kuarang fleksibel karena suatu la yout hanya akan dapat
membuat satu macam barang saja dalam jangka waktu tidak
berganti.
b. La yout Fungsional/Proses
La yout fungsional adalah pengelompokan bersama mesin-mesin dan personalia, untuk melaksanakan pekerjaan yang serupa
atau sejenis.
1) Kebaiakan La yout Fungsional
a) Fleksibel, dapat digunakan untuk mengerjakan berbagai
macam barang.
b) Investasi pada mesin-mesin dari fasilitas produksi yang lain
lebih murah dari pada la yout garis, sebab menggunakan
commit to user
17
2) Kelemahan La yout Fungsional
a) Biaya produksi setiap barang lebih mahal karena macam
barang yang dikerjakan selalu berganti-ganti.
b) Pengangkutan didalam pabrik lebih sulit.
c) Tidak terjadi keseimbangan kerja setiap mesin.
c. La yout Kelompok
La yout kelompok yaitu memisahkan daerah-daerah dan kelompok-kelompok mesin bagi pembuatan “keluarga”
komponen-komponen yang memerlukan pemprosesan yang sejenis.
1) Kebaikan La yout Kelompok
a) Fleksibel, sehingga dapat menghasilkan beberapa macam
barang.
b) Meskipun perusahaan mengerjakan berbagai macam barang
produk, biaya produksi lebih murah.
2) Kelemahan La yout Kelompok
a) Untuk dapat menggunakan la yout semacam ini maka
kelompok produk yang memiliki kesamaan urutan proses
harus jelas.
b) Instruksi kerja harus jelas.
commit to user
18
d. La yout Posisi Tetap
La yout posisi tetap adalah pengaturan fasilitas produksi adalam membuat barang dengan letak barang yanga tetap atau
sedikit dipindah-pindah.
1) Kebaikan La yout Posisi Tetap
a) Dapat diletakan dimana saja sesuai kebutuhan.
b) Tidak memerlukan bangunan pabrik / tidak memakan
banyak tempat.
2) Kelemahan La yout Posisi Tetap
a) Tidak ada pedoman atau standar yang jelas untuk
merencanakan la yout-nya.
b) Kegiatan pengawasan harus sering dilaksanakan dan relatif
commit to user
19 BAB III
DESKRIPSI PERUSAHAAN DAN PEMBAHASAN
A. DESKRIPSI PERUSAHAAN
1. Sejarah dan Perkembangan Perusahaan
PT. Iskandar Indah Printing Textile merupakan perusahaan
perorangan. Berdiri pada tahun 1975 tempatnya di Jalan Pakel No. 11
Kerten, Laweyan, Surakarta oleh Bapak Wahyu Iskandar. Namun
karena usaha yang terus berkembang, maka keluarga Wahyu Iskandar
bersepakat untuk mendirikan badan usaha berbentuk CV (Coma nditer
Vennoncha p) dengan nama CV Iskandartex. CV Iskandartex baru memulai produksinya satu tahun kemudian setelah berbadan hukum
pada tahun 1983 berdasarkan akte perusahaan No. 98 pada tanggal 23
Mei 1983.
Pada pendirian CV Iskandartex tanggal 23 Mei 1975,
perusahaan menanamkan investasinya pada mesin tenun yang pada
waktu itu berjumlah 25 unit dengan karyawan 200 orang yang dibagi
menjadi 16 jam kerja (2 shift). Pada tahun 1977 perusahaan mengalami
perkembangan dan memiliki 77 unit mesin, tahun 1991 berjumlah 520
unit, dan pada tahun 1992 mesin yang digunakan sebanyak 614 unit.
Pada tahun 1991 CV Iskandartex tersebut mengalami
commit to user
20
Januari 1991 berubah menjadi PT dengan nama PT. Iskandar Indah
Printing Textile. Dengan surat izin usaha No. 199/11.16/VIII/1991/PI
a. Lokasi Perusahaan
Lokasi PT. Iskandar indah Printing Textile berdiri diatas
lahan seluas 4 hektar yang berada di Jalan Pakel No. 11 Kerten,
Laweyan, Surakarta. Lokasi ini meiliki beberapa keuntungan
antara:
1) Ditinjau dari segi ekonomi
Mudah dalam pendistribusian barang, sehingga dapat
menghemat ongkos transport dalam pengangkutan barang dan
cukup banyak tersedia tenaga kerja serta mudah dalam
memasarkan produknya.
2) Ditinjau dari segi socia l
Terciptanya lapangan pekerjaan bagi penduduk sekitar
perusahaan dan membantu pemerintah dalam mensukseskan
kampanye pemakaian produk dalam negri.
3) Ditinjau dari segi teknis
Daerah sekitar pabrik masih cukup luas untuk
mengembangkan perusahaan tersebut dan juga mudah dalam
pengadaan alat-alat, spa repart, mesin, serta memperoleh ahli
commit to user
21
b) Personalia Perusahaan
1) Jumlah Tenaga Kerja
Jumlah tenaga kerja/karyawan PT. Iskandar Indah
Printing Textile dibagi dalam dua bagian, yaitu:
a) Bagian produksi, yaitu bagian yang bekerja di departemen
unit wea ving dan departemen unit printing serta finising.
b) Bagian non produksi, yaitu karyawan kantor.
Saat ini PT. Iskandar Indah Printing Textile lebih
berkembang dengan jumlah karyawan ± 1300 orang dengan jumlah
mesin Toyoda 302 unit, Picanol 146, dan RRT 180 unit serta
commit to user
22
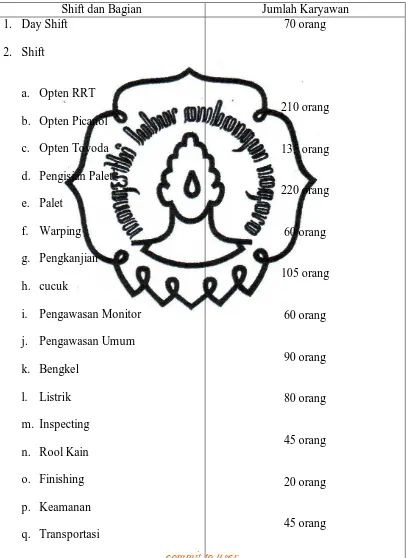
[image:35.595.110.516.180.738.2]Tabel 3.1
Tabel Karyawan dan Pembagian kerja
Shift dan Bagian Jumlah Karyawan
1. Day Shift
2. Shift
a. Opten RRT
b. Opten Picanol
c. Opten Toyoda
d. Pengisian Palet
e. Palet
f. Warping
g. Pengkanjian
h. cucuk
i. Pengawasan Monitor
j. Pengawasan Umum
k. Bengkel
l. Listrik
m. Inspecting
n. Rool Kain
commit to user
23
r. Umum 15 orang
45 orang
10 orang
30 orang
20 orang
20 orang
10 orang
commit to user
24
Mesin dijalankan selama 24 jam, kecuali waktu istirahat
selama satu jam. Sistem kerja karyawan dibagi menjadi dua bagian,
yaitu:
a) Day shift : masuk pagi terus, senin s/d jum’at.
b) Shift : Group A, B, dan C. senin s/d jum’at
(1) Shift I atau group A mulai pukul 07.00 WIB – 15.00
WIB dengan waktu istirahat mulai pukul 11.30 WIB –
12.30 WIB.
(2) Shift II atau group B mulai pukul 15.00 WIB – 23.00
WIB dengan waktu istirahat mulai pukul 18.45 WIB –
19.45 WIB.
(3) Shift III atau group C mulai masuk pukul 23.00 WIB –
07.00 WIB dengan waktu istirahat mulai pukul 02.00
WIB – 03.00 WIB.
c) Untuk hari sabtu semua staff dan karyawan masuk setengah
hari. Mulai pukul 07.00 WIB – 12.00 WIB
3) Sistem Penerimaan Tenaga Kerja.
PT. Iskandar Indah Printing Textille menerima
commit to user
25
a) Tingkat pendidikan,
b) Jenis kelamin,
c) Usia,
d) Pengalaman kerja, dan
e) Jumlah tenaga kerja yang dibutuhkan oleh perusahaan.
Kemudian diadakan ujian, bila dinyatakan lulus maka
calon karyawan/pegawai tersebut diwajibkan mengikuti job
training dengan masa percobaan selama tiga bulan. Apabila dalam masa percobaan dianggap berhasil menyelesaikan
dengan baik, maka calon karyawan tersebut diangkat menjadi
karyawan tetap perusahaan.
4) Pemberhentian Karyawan
Ketentuan dalam pemberhentian karyawan yang
diterapkan PT. Iskandar Indah Printing Textile sebagai berikut:
a) Tidak mengikuti training atau tidak lulus.
b) Melanggar peraturan yang ditetapkan oleh perusahaan.
c) Permohonan pengunduran diri
d) Meninggal dunia
5) Sistem Pengupahan
Sistem upah yang digunakan perusahaan bagi karyawan
commit to user
26
a) Upah bulanan
Upah atau gaji yang diberikan setiap akhir bulan,
misalnya untuk staff, Ka Bag atau mandor.
b) Upah mingguan
Upah atau gaji yang diberikan pada akhir minggu,
misalnya untuk bagian operator mesin pada unit wea ving,
printing, dan finishing.
c) Upah borongan
Uapah atau gaji yang sesuai dengan jumlah
pekerjaan yang diselesaikan, misalkan untuk bagian
pengepakan dan pembungkusan.
d) Upah lembur
Upah yang diberikan diluar jam kerja.
Perhitungannya adalah sebagai berikut:
Upah mingguan =150% gaji x hari lembur
Upah bulanan =(100 gaji : 25) x hari lembur
6) Dalam upaya meningkatkan kesejahteraan karyawan,
perusahaan memberikan beberapa fasilitas dan hak yang perlu
diterima, yaitu:
commit to user
27
Tunjangan kesejahteraan yang diberiakan setiap
menjelang akhir tahun atau libur hari raya.
b) Mengikutsertakan karyawan dalam Asuransi Sosial Tenaga
Kerja (ASTEK).
c) Tunjangan kesejahteraan berupa pembayaran asuransi yang
dibayarkan perusahaan kepada jasa asuransi. Adapun
presentase untuk asurasi diatur dengan aturan yang ada dari
pemerintah.
d) Fasilitas pengobatan dan kesehatan
Pelayan untuk karyawan yang mengalami gangguan
kesehatan selama proses produksi berlangsung.
e) Cuti hamil
Tunjangan kesejahteraan yang diberiakan kepada
karyawan meskipun sedang cuti hamil, misalnya upah
sebesar 50% atau kurang dari upah minimum yang di
terima.
f) Fasilitas kendaraan
Pelayanan untuk transaportasi karyawan.
g) Memberiakan pakaian seragam atau dinas.
h) Setiap tahun diadakan acara santai bersama atau piknik.
i) Mushola.
c. Bagian Produksi
commit to user
28
Proses produksi pada PT. Iskandar Indah Printing
Textile merupakan proses produksi terus-menerus atau proses
produksi continue. Bahan-bahan yang diperlukan dalam proses
produksi adalah sebagai berikut:
a) Bahan baku yang digunakan adalah:
(1) Benang katun, yaitu benang yang berasal dari bahan
serat kapas.
(2) Benang rayon, yaitu benign yang berasal dari bahan
serat buatan.
b) Bahan penolong yang digunakan, yaitu:
(1) Garam, sabun, kanji, minyak tanah, kaustik atau soda
ash.
(2) Naptol, doskol, reaktif, pigmen, dan direk (untuk
warna)
(3) Bisulfa te yang digunakan untuk menghilangkan bau wenter atau pewarna.
(4) Sn untuk mengawetkan bahan agar tidak luntur.
2) Mesin-mesin Produksi
Mesin yang digunakan dalam proses produksi terdiri dari:
commit to user
29
Mesin yang digunakan untuk mengggulung kembali
benang dalam kons (untuk menggulung benang dalam
bentuk krucut) yang dimasukan dalam gulungan besar yang
disebut boom
b) Mesin Kelos
Mesin kelos digunakan untuk memproses kembali
benang yang putus dari mesin wa rping, sehingga benang
dapat dipakai kembali.
c) Mesin Palet
Mesin palet digunakan untuk menggulung benang
pakan ke dalam palet selanjutnya benang ini dimasukan ke
dalam teropong dan melintang pada kain grey / mori.
d) Mesin Tenun
Mesin tenun digunakan untuk menenun benang lusi
dan benang pakan untuk dijadikan kain grey.
e) Mesin Kanji
Mesin kanji digunakan untuk mengkanji benang
lusi, sehingga benang menjadi kuat, dan apabila ditenun
benang tidak mudah putus serta menghaluskan serat-serat
yang ada pada benang.
f) Mesin Inspecting
Mesin ini digunakan pada saat mengecek tiap
commit to user
30
g) Mesin Lipat
Mesin lipat digunakan untuk melipat kain yang
sudah ditenun dan di inspecting dengan menentukan aturan
tiap lipatan.
h) Mesin Printing
Mesin yang digunakan saat pemberian motif atau
corak.
i) Ketel Uap
Mesin pemanas air serta uapnya berguna untuk
membersihkan mesin.
j) Mesin Diesel/Genset
Mesin ini digunakan sebagai sumber tenaga listrik
untuk menggerakkan mesin-mesin yang ada.
k) Mesin Folding
Mesin folding digunakan sebagai mesin melipat
sekaligus menghitung panjang kain.
3) Proses Produksi Tenun
Proses produksi kain grey pada departemen wea ving di
PT Iskandar Indah Printing Textile adalah sebagai berikut:
a) Tahap pembuatan benang lusi (panjang lusi)
Benang lusi adalah benang yang memanjang atau
commit to user
31
dalalm alat yang disebut boom wa rping, kemudian
diadakan penarikan benang untuk menyusun benang yang
disesuaikan dengan banyak benang pada lebar kain.
(1) Tahap Penghanian (wa rping)
Tahap ini merupakan proses awal, yaitu dengan
menggulung sekaligus menentukan jumlah panjang
benang lusi. Jika menginginkan kain yang halus akan
memerlukan gulungan yang lebih rapat.
(2) Tahap Penganjian (sizing)
Tahap ini berfungsi menguatkan benang,
sehingga pada saat ditenun benang tidak mudah putus.
Caranya, yaitu benang yang telah disiap kan dari tahap
wa rping dimasukan dalam mesin stalk dan dicampur dengan obat yang dapat menguatkan benang. Obat dan
bahan pendukung untuk menguatkan benang adalah
a crylic, stra cth,ta pioca, lilin, dan air.
(3) Tahap Cucuk (ra cing)
Tahap ini merupakan proses pemasukan benang
commit to user
32
tergantung dari jumlah benang yang tersedia dari proses
kanji dan selanjutnya dipasang ke mesin tenun.
b) Palet (Lebar Benang)
Benang palet adalah benag yang melintang lebar
dalam proses penenunan.benang digulung kedalam alat
yang disebut boom wa rping, kemudian diadakan penarikan
benang untuk menyusun benang yang disesuaikan denga
banyak benang yang memanjang atau membujur.
c) Tahap menenun
Tahap ini merupakan proses penenunan benang
menjadi kain/roll yang masih mentah. Dalam proses
menenun tersebut dikerjakan dengan tiga jenis mesin yang
berbeda, yaitu Mesin Toyoda, Mesin Picanol, Mesin RRT.
Output dari tahap persiapan yang berupa benang lusi yang berbeda pada loam tenun secara otomatis akan ditenun oleh
benang pakan. Para operator akan mengawasi kelancaran
proses penenunan.
Tugas operator ini adalah menyambung secepat
mungkin benang yang putus atau kusut (mesin akan
berhenti secara otomatis apabila terdapat benang yang
putus), dan memeriksa serta memasukan teropong benang
pakan jika perlu dilakukan penggantian teropong yang baru.
commit to user
33
d) Tahap penyelesaian
Tahap ini adalah tahap penyempurnaan dari tahap
sebelumnya. Pada tahap ini dilakukan kegiatan sebagai
berikut:
(1) Inspeksi (Inspection)
Inpeksi adalah pemeriksaan kain dari mesin
tenun, apakah terdapat kain yang cacat dan perlu
diperbaiki.
(2) Repairing
Repairing adalah memperbaiki anyaman yang rusak/dobel (dobel pakan)
(3) Sma shing
Sma shing adalah proses membersihkan sisa-sisa benang pada kain.
(4) Folding
Folding adalah proses melipat serta menghitung panjang kain.
Setelah dilakukan inspeksi, repa iring, sma shing,
dan folding maka dapat dihasilkan kain grey yang baik.
commit to user
34
Tahap ini merupakan tahap akhir didalam proses
produksi. Proses finishing ini melakukan pemutihan pada
kain grey hasil dari proses penenunan dan tahap
commit to user
35
Gambar 3.1
Proses Produksi Tenun.
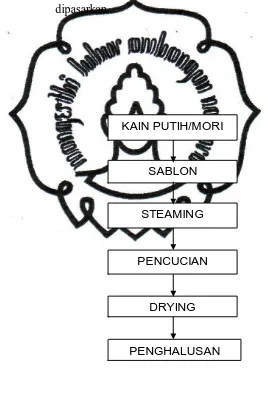
4) Proses selanjutnya adalah proses printing. Proses ini terdiri dari
lima tahap, yaitu:
a) Sablon
Sablon merupakan proses atau tahap pemberian
corak motif dan pemberian warna pada kain.
b) Stea ming
Steaming merupakan proses atau tahap untuk
menguatkan warna, agar pada waktu pencucian tidak
mudah luntur.
c) Pencucian
Pencucian merupakan proses pembersihan kain dari
noda dan penghilangan obat setelah pengkanjian. Pencucian
dilakukan dengan menggunakan air dingin, kemudian
dicuci dengan air panas dan dibilas lagi dengan air dingin.
[image:48.595.169.512.236.501.2]commit to user
36
Drying merupakan tahap pengeringan setelah kain
dicuci.
e) Penghalusan
Setelah kain dilakukan pengeringan, kain
dihaluskan agar rapi dan kain siap untuk di pa cking atau
[image:49.595.166.434.249.653.2]dipasarkan.
Gambar 3.2
Proses Produksi Printing.
PENGHALUSAN KAIN PUTIH/MORI
DRYING PENCUCIAN
SABLON
commit to user
37
5) Hasil Produksi
PT. Iskandar Indah Printing Textile dalam produksinya
menghasilkan kain grey/mori dengan berbagai ukuran sesuai
pesanan. Selain itu, PT Iskandar indah Printing Textile juga
menghasilkan berbagai macam jenis batik printing.
6) Penetapan Standar Kualitas
Untuk menjaga kualitas produk-produknya, maka PT
Iskandar Indah Printing Textile telah menetapkan standar
kualitas bagi produk yang dihasilkannya. Hal ini selain untuk
menjaga mutu juga untuk memenuhi kepuasan konsumen serta
menanamkan dan menjaga kepercayaan konsumen. Untuk
proses produksi perusahaan telah menetapkan nilai tingkat
kerusakan yang terjadi pada setiap produksi kain tenun
maksimal sebesar 0,5%.
Kerusakan-kerusakan yang sering terjadi antara lain:
a) Putus lusi, yaitu putusnya benang tenun yang memanjang.
b) Putus pakan, yaitu putusnya benang tenun yang melintang
c) Dobel lusi, yaitu terdapat dua atau lebih benang lusi yang
commit to user
38
d) Dobel pakan, yaitu terdapat dua atau lebih benang pakan
yang menempel.
e) Penenunan loncat, yaitu penenunan yang tidak berurutan.
f) Kotor oli, yaitu terkena tetesan oli dari mesin.
Sedangkan standar yang telah ditetapkan perusahaan untuk kain
grey yang baik, yaitu:
a) Tepi tidak sobek,
b) Tidak putus lusi,
c) Tidak putus pakan,
d) Tebal lapis sama/sesuai ukuran,
e) Tidak dobel pakan,
f) Penenunan urut/tidak loncat.
7) Aspek Pemasaran
Hasil produksi PT. Iskandar Indah Printing Textile
diarahkan untuk memenuhi kebutuhan dalam negri, sedangkan
sebagian diekspor. Daerah pemasaran untuk dalam negri adalah
Solo, Bandung, Pekalongan, Jakarta, dan daerah lainnya di
Indonesia. Daerah tujuan pemasaran ekspor meliputi Negara
Amerika, Singapura, Saudi Arabia, dan Korea.
PT. Iskandar Indah Printing Textile Memiliki Dua cara
commit to user
39
a) Dari produsen didistribusikan ke penyalur, kemudian
kekonsumen. Dari produsen mendistribusikan langsung ke
pedagang.
b) Dari produsen mendistribusikan kepedagang besar, lalu
pengecer atau pedagang kecil, kemudian konsumen.
2. Struktur Organisasi
Setiap organisasi mempunyai suatu alat untuk mencapai tujuan
(struktur organisasi). Dalam sebuah perusahaan memiliki struktur
organisasi, mulai dari struktur organisasi yang sederhana sampai yang
memiliki banyak hubungan dan interaksi serta koordinasi. Organisasi
secara keseluruhan mencerminkan pola hubungan yang tetap,
mempunyai pola interaksi tertentu dan koordinasinya. dalam struktur
organisasi masing-masing bagian mempunyai tanggung jawab sendiri.
Pembagian kerja ini dimaksudkan untuk menyederhanakan
keanekaragaman dari kegiatan serta memperdetail suatu deskripsi
pekerjaan.
Karakteristik yang menonjol dari suatu organisasi adalah dalam
mengejar tujuan dari sekumpul orang-orang yang terlibat didalam
organisasi tersebut. Antara orang-orang tersebut terdapat pula
hubungan yang bersifat koordinatif, proses komunikasi antara mereka
dan pengambil keputusan, dengan kata lain menimbulkanpengaruh
commit to user
40
yang tidak terjangkau oleh seorang manusia dapat dijangkau melalui
organisasi.
Adapun bagian atau struktur organisasi dari PT. Iskandar Indah
Printing Textile di Surakarta dapat dilihat sebagai gambar berikut:
Dewan Komisaris Kabag Personalia & Umum Kabag Pembukuan Kabag Pabrik Kabag Keuangan Audit Intern Kasubag Teknik Kasubag Produksi
Proses Finishing Proses
Persiapan Bahan baku,
commit to user
41
[image:54.595.155.483.238.482.2]Gambar 3.3
Struktur Organisasi PT. Iskandar Indah Printing Textile.
3. Deskripsi Jabatan
Deskripsi jabatan merupakan uaraian dan tanggung jawab dari
masing-masing unit organisasi yang ada dalam perusahaan. Adapaun deskripsi
jabatan dari struktur organisasi PT. Iskandar Indah Printing Textile
dipegang olehpara pemegang saham yang telah ditetapkan dalam
Rapat Umum Pemegang Saham (RUPS).
Adapun fungsi, tugas, wewenang, dan tanggung jawab yang berada
pada PT. Iskandar Indah Printing Textile adalah Sebagai Berikut:
a. Rapat Umum Pemegang Saham (RUPS)
commit to user
42
Sebagai badan legislative yang mempunyai kekuasaan tertinggi
dalam perusahaan.
2) Tugas:
a) Mengadakan rapat tahunan dan dengan persetujuan seluruh
anggota mengadakan rapat istimewa.
b) Menggariskan kebijaksanaan dan keputusan perusahaan
secara garis besar.
3) Wewenang:
a) Mengesahkan anggaran pendapatan dan belanja
perusahaan.
b) Mengesahakan ketetapan tahunan.
c) Bertanggung jawab atas pengangkatan dan pemberhentian
Direktur dan Komisaris.
b. Dewan Komisaris
1) Fungsi:
Sebagai wakil pemegang saham yang mengawasi serta
mengarahkan jalanya perusahaan.
2) Tugas:
a) Menandatangani laporan tahunan.
b) Menjamin bahwa perusahaan berjalan dan menjalankan
aktifitas sesuai dengan kepentingan pemegang saham.
3) Wewenang:
commit to user
43
b) Memberhentikan pengurus dari tiap jabatan.
c) Mengawasi pekerjaan direksi baik secara preventif maupun
representatif.
d) Menunjuk akuntan public untuk melakukan dan
melaksanakan pemeriksaan tahunan terhadap laporan
keuangan perusahaan (audit ekstern).
e) Bertanggung jawab terhadap pihak ketiga yang merugikan
perusahaan.
c. Direktur
1) Fungsi:
Dibawah RUPS bertindak sebagai pengelola serta penjalan
perusahan dan berkoordinasi langsung terhadap manajer.
2) Tugas:
a) Mendelegasikan wewenang kepada para manajer dan
mengawasi pelaksanaannya.
b) Bekerjasama dengan manajer dalam mengelola perusahaan.
c) Mewakili perusahaan baik didalam maupu diluar
perusahaan.
3) Wewenang:
a) Mengadakan atau menjalin kerjasama dengan pihak lain
diluar perusahaan.
commit to user
44
c) Memberikan saran, petunjuk serta bimbingan terhadap
manajer bawah.
d) Bertanggung jawab atas wewenang yang diberikan serta
atas informasi yang diturunkan kepada manajer
dibawahnya.
d. Audit Intern
1) Fungsi:
Sebagai penilai yang memberikan saran dan pendapat atas
berlakunya sitem pengendalian intern.
2) Tugas:
a) Meneliti sapai seberapah jauh kekayan perusahaan
dipertanggung jawabkan dan dilindungi dari segala macam
resiko.
b) Memerikas dan menilai baik tidaknya pengendalian intern
dan mendorong penggunaa cara efektif dengan biaya
minimum.
c) Meneliti dan menilai sejauh man pelaksanaan prosedur atau
kebijakasanaan yang ditetapkan oleh perusahaan.
3) Wewenang:
a) Memberiakan pendapat atas efesiensi dan efektifitas
kelayakan prosedur.
commit to user
45
c) Menentukan dapat dipercaya atau tidaknya sebuah laporan
keuangan yang dihasilkan perusahaan.
d) Bertanggung jawab atas dewan komisaris atas laporan yang
dibuatnya.
e. Ka Bag Pembelian
1) Fungsi:
Sebagai penyelenggara kegiatan yang berhubungan dengan
pembelian.
2) Tugas:
a) Mengkoordinasi pembelian bahan baku yang diperlukan
perusahaan serta pembelian peralatan dan perlengkapan
yang dibutuhkan.
b) Mengawasi bahan yang dibeli jika tidak sesuai pesanan
baik kualitas serta harga yang telah disepakati sebelumnya.
3) Wewenang:
a) Mengatur dan menetapkan cara pembelian dan pengadaan
bahan-bahan yang diperlukan dalam proses produksi.
b) Menentukan dan memilih supplier.
c) Bertanggung jawab atas tugas yang didelegasikan pada
bawahannya adan atas kelancaran penyedian bahan
kebutuhan proses produksi.
f. Ka Bag Penjualan
commit to user
46
Sebagai koordinator dari berbagai kegiatan yang berhubungan
dengan penjualan.
2) Tugas:
a) Mengarahkan, mengkoordinir, dan mendelegasikan tugas
atas atau kegiatan penjualan.
b) Mengawasi pelaksanan tugas yang dikerjakan bagian yang
berada dibawahnya.
3) Wewenang:
a) Mengatur dan menetapkan cara penjualan produk.
b) Membuat permintan produksi.
c) Mengatur cara-cara promosi.
g. Kabag Keuangan
1) Fungsi:
Sebagai koordinator, pengawasan dan penggelolaan yang
berhubungan dengan urusan fina ncia l atau keuangan
2) Tugas:
a) Mengawasi semua penerimaan dan pengeluaran kas sesuai
dengan kepentingan perusahaan.
b) Mengatur dan mengurusi masalah administrasi dan
commit to user
47
c) Mengawasi dan mengarahkan tugas kepada bagian
dibawahnya, yaitu kepala kasir yang bertugas dan
bertanggungjawab atas penerimaan dan penyimpanan uang
sesuai ketentuan serta kepala tata usaha keuangan yang
bertugas dan bertanggung jawab memerikasa persedian
gudang secara berkala dan menerima kwitansi/nota
guadang (bon-bon).
3) Wewenang:
a) Mengawasi sekaligus memberiakan nasihat, petunjuk dan
bimbingan kepada bawahannya.
b) Meminta laporan atas kinerja bawahan.
c) Bertanggung jawab atas informasi keuangan dan
tugas-tugas yang didelegasikan kepada bawahannya.
h. Ka Bag Pabrik
1) Fungsi:
Sebagai koordinator dari kegiatan yang berhubungan dengan
proses produksi dan pendistribusian produknya.
2) Tugas:
a) Menkoordinasi semua aktifitas/kegiatan pabrik demi
kelancaran proses produksi.
b) Mengorganisir dan mendelegasikan serta mengawasi
commit to user
48
(1) Kepala gudang, bertugas dan bertanggung jawab
terhadap penerimaan barang dari gudang yang meliputi
bahan baku, bahn pembantu, dan spare part serta
mendelegasikan tugas yang dikerjakan bagian yang
dibawahnya.
(2) Bagian bahan baku, bahan penolong, dan spare,
bertanggung jawab dan mencatat keluar masuknya
barang serta mencatat barang/bahan yang hamper habis.
(3) Kepala produksi, bertugas dan bertanggung jawab
melaksanakan produksi dan mengatur cara kerja
karyawan agar efisien dalam penggunaan waktu, tempat
dan tenaga.
(4) Bagiann persiapan, bertugas membantu mrnyusun
jadwal kelompok, wa rping, kanji, cucuk, dan palet
sesuai dengan rencana produksi.
(5) Bagian produksi, bertugas membantu mempersiapan
sarana atau peralatan kerja.
(6) Bagian finishing, bertugas melakukan pengaturan
pengawasan kerja finishing.
(7) Bagian ma intena nce, bertugas melakukan perawatan,
perbaikan, dan pemeliharan terhadap mesin-mesin,
commit to user
49
(8) Kepalan teknik, bertugas dan bertanggung jawab atas
kelancaran mesin produksi sehingga dapat digunakan
dengan baik.
(9) Bagian bengkel produksi, bertugas mengatur dan
menyiapkan mesin dan alat produksi termasuk
pembelian, penggantian, perbaikan spa repa rt.
i. Ka Bag Pembukuan
1) Fungsi:
Sebagai koordinator dalam melaksanakan administrasi
pembukuan baik pencatatan maupun pendokumentasian.
2) Tugas:
a) Menjamin kegiatan yang ada dibawahnya dalam melakukan
tugas sesuai dengan kebijakan yang telah ditetapkan.
b) Bertanggung jawab atas pembukuan per periode maupun
tahunan serta laporan biaya perbulan.
3) Wewenang:
a) Menilai, mengawasi dan mendelegasikan bagian yang ada
dibawahnya, yaitu kepala akutansi dan kepala fina ncia l
untuk laporan anggaran produksi.
b) Bertanggung jawab atas administrasi perusahaan.
j. Ka Bag Personalian & Umum
commit to user
50
Mengatur pengangkatan dan pengembangan karyawan melalui
pelatihan-pelatihan karyawan, kepegawaian, kesekertariatan,
dan hubungan masyarakat.
2) Tugas:
a) Menangani administrasi kepegawaian.
b) Mengarahkan dan mengkoordinir pegawai sesuai
pekerjaannya.
3) Wewenang:
a) Menyelesaiakan persoalan mengenai perburuhan.
b) Meminta fasilitas untuk menunjang pegawai dan dapat
memperlancar pekerjaan.
c) Memberikan nasihat, petunjuk serta bimbingan kepada
bawahannya.
4. Tugas dan Fungsi Perusahaan
PT. Iskandar Indah Printing Textile sebagai pabrik mempunyai
tugas-tugas dan fungsi antara lain:
a. Membantu pemerintah dalam mengurangi pengangguran dengan
membuka lapangan pekerjan.
b. Membantu dalam pemenuhan sandang atau kain.
c. Membantu usaha-usaha atau industry kecil disekitarnya agar
commit to user
51
Sedangkan fungsi PT. Iskandar Indah Printing Textile itu
sendiri berupa:
a. Menjalankan usaha dalam bidang sandang atau kain.
b. Sebagai perusahaan textile yang dapat memenuhi selera konsumen
dengan meningkatkan kualitas dan kuantitas produkasi.
c. Menjalankan perusahaan textile dalam arti seluas-luasnya.
5. Prosedur Pemasukan dan Pengeluaran Barang Untuk Bahan Pembantu
Gudang Sparepart
Buku Pesanan
Ka Bag Pembelian OP
Barang Dikirim
commit to user
52
[image:65.595.167.436.240.496.2]Sumber PT.Iskandar Indah Pr inting Textile.
Gambar 3. 4
Prosedur Pemasukan Untuk Bahan pembantu.
Gudang Sparepart
Bon Sementara
commit to user
53
[image:66.595.167.436.238.500.2]Sumber PT.Iskandar Indah Pr inting Textile.
Gambar 3. 5
Prosedur Pengeluaran Untuk Bahan pembantu.
6. Prosedur Pemasukan dan Pengeluaran Barang Untuk Bahan Baku
Gudang Benang + Obat
Laporan Stock
Direktur
Kontrak Pembelian
commit to user
54
[image:67.595.166.435.240.490.2]Sumber PT.Iskandar Indah Pr inting Textile.
Gambar 3. 6
commit to user
55
[image:68.595.167.435.236.500.2]Sumber PT.Iskandar Indah Pr inting Textile.
Gambar 3. 7
Prosedur Pengeluaran Bahan Baku.
commit to user
56
[image:69.595.169.505.107.500.2]Sumber PT.Iskandar Indah Pr inting Textile.
Gambar 3. 8
Prosedur Pengembalian/Retur Barang.
commit to user
57
1. Pengertian Magang Kerja
Magang kerja adalah suatu kegiatan untuk mengarahkan
mahasiswa agar dapat mengetahui dan merasakan situasi dunia kerja
yang sesungguhnya, serta melakukan kegiatan yang berhubungan
dengan progam studi. Magang kerja bersifat wajib dengan berorientasi
pada dunia kerja, dan mahasiswa diharapkan mampu mengaplikasikan
dan mengimplementasika teori-teori yang telah didapat selama di
akademik. Selain itu magang kerja merupakan salah satu syarat dalam
penulisan tugas akhir yang harus dan wajib dilaksanakan oleh
mahasiswa Diploma III Manajemen Bisnis.
2. Manfaat Magang Kerja
Agar mahasiswa mampu mengaplikasi dan
mengimplementasikan meteri selama didalam proses magang. Selain
itu mahasiswa mendapat pengalaman langsung dan pengetahuan
tantang kegiatan dan aktifitas dalam dunia kerja umunnya dan dalam
perusahaan khususnya.
3. Lokasi Magang Kerja
PT. Iskandar Indah Printing Textile merupakan perusahaan
yang bergerak dibidang manufaktur. Dengan hasil produksi berupa
kain serta batik printing berbagai motif. PT. Iskandar Indah Printing
Textile beralamatkan di Jl. Pakel No 11 Kel. Kerten, Kec. Laweyan Surakarta yang berdiri diatas lahan seluas 4 hektar.
commit to user
58
Magang kerja dilaksanakan di PT. Iskandar Indah Printing
Textile. Kegiatan magang dilaksanakan selama satu bulan, sejak
tanggal 09 September sampai dengan tanggal 09 Oktober 2012, lebih
tepatnya 23 hari dengan hari minggu libur. Mahasiswa magang masuk
setiap hari kerja, terkecuali hari sabtu masuk 08.00 – 12.00 WIB.
Pada saat kuliah magang kerja, mahasiswa magang melakukan
magang sesuai intruksi serta ketentuan dan peraturan dari pembimbing
lapangan yang diberikan PT. Iskandar Indah Printing Textile.
Pekerjaan mahasiswa magang membantu sesuai dibagian yang
diberiakan serta mengamati kegiatan dan alur produksi. Berikut ini
adalah kegiatan yang dilakukan pada saat kuliah magang kerja pada
PT. Iskandar Indah Printing Textile dalam bentuk table.
commit to user
59
Daftar Kegiatan Magang.
Ming gu
Kegiatan
I ·
erkeliling Perusahaan.
·
iperkenalkan Lingkungan Perusahaan beserta jajaran staf.
·
engenalan terhadap beberapa proses produksi, mesin, serta beberapa contoh kain.
·
engenalan gudang.
II ·
engenal serta menghafal komponen/sparepa rt mesin (No. kode
barang).
·
encatat kartu stock barang/spa repa rt digudang.
III ·
encatat kartu stock barang/spa repa rt digudang.
·
encatat dan merekap hasil produksi.
IV ·
encatat dan merekap hasil produksi.
·
emasukan jumlah sisa barang/spa repa rt kedalam data ba se
komputer.
·
emasukan jumlah barang yang dipesan dan telah diterima gudang
commit to user
60
C. Pembahasan
1. La yout yang digunakan PT. Iskandar Indah Printing Textile
La yout fasilitas barang gudang tenun bahan pembantu yang
digunakan oleh PT. Iskandar Indah Printing Textile yaitu la yout
kelompok. Hal ini dapat dilihat dari penataan barang yang masih
mengelompokkan barang sesuai jenis mesin, sedangkan setiap
komponen spa repa rt/barang memiliki kode barang atau no. barang
untuk kartu stock. Sehingga kegiatan pengeluaran barang harus
mencari barang tersebut yang mengakibatkan kurang efisien.
La yout gudang bahan pembantu sendiri memiliki peran penting. Karena setiap harinya pasti saja ada mesin yang memerlukan
perawatan bahkan pergantian sederhana, namun jika barang/spa repart
di gudang terlalu lama dicari, tentu ini merupakan suatu masalah. jika
satu mesin mengalami kendala teknis maka jadwal produksi pun ikut
terganggu dan hal ini tentu saja tidak efisien. Karena gudang yang
efisien bukanlah gudang harus berarti rapih, tetapi harus memperhatikan aspek kemudahan dalam pencarian bahan atau barang
commit to user 61 2 0 m 10 m
La yout pada PT. Iskandar Indah Printing Textile dapat dilihat pada gambar berikut:
a. La yout Gudang Tenun Bahan Pembantu pada PT. Iskandar Indah
Printing Textile.
1
2. Rak motor dan as bekas
3. Rak as baru dan vanbelt
4. Rak vanbel dan bearing
commit to user
62
[image:75.595.167.437.233.564.2]
Sumber PT.Iskandar Indah Pr inting Textile.
Gambar 3. 9
Layout Gudang Tenun Bahan Pembantu.
1) Keterangan la yout gudang tenun bahan pembantu pada PT.
Iskandar Indah Printing Textile, yaitu:
a) 01. Pintu utama.
b) 02. Rak motor dan as mesin.
c) 03. Rak as, rotor (gear), dan vanbelt.
d) 04. Rak Vanbelt dan bearing.
e) 05. Rak spa repart mesin RRT.
f) 06. Rak spa repart mesin Toyoda.
g) 07. Rak spa repart mesin Picanol.
h) 08. Meja KaBag gudang.
i) 09. Lemari arsip.
j) 10. Meja staff gudang
k) 11. Baut dan mur.
l) 12. Tempat sampah
m) 13. Spa repa rt rusak dan tak terpakai.
Dari gambar la yout diatas memerlukan evaluasi karena
penataan barang yang kurang baik sehingga pencarian barang agak
commit to user
63
letak barang tidak perlu diubah karena mereka merasa telah terbiasa
dengan tata letak barang yang seperti saat ini.
Berdasarkan masalah dan la yout barang pada gudang tenun
bahan pembantu tersebut dapat disimpulan bahwa la yout barang pada
gudang tenun bahan pembantu pada PT. Iskandar Indah Printing
Textile sudah cukup baik menurut pegawai gudang tenun, hal ini ditunjukkan dari beberapa pegawai yang sudah hafal penataan barang
di gudang. PT. Iskandar Indah Printing Textile berkomitmen tidak
hanya untuk meningkatkan profit perusahaan dan persaingan dengan
perusahaan-perusahaan textile yang lain, tetapi juga berkomitmen
meningkatkan efisiensi dan efektifitas pada fasilitas perusahaan dalam
hal ini gudang tenun bahan pembantu (spa repa rt).
Setelah dilakukan pengamatan di gudang pada saat magang,
maka penulis menyimpulkan bahwa la yout barang pada gudang tenun
bahan pembantu perlu diadakan perubahan penataan agar pemanfaatan
gudang lebih optimal dan karyawan teknisi/ma intena nce yang ingin
mencari barang/spa repart tidak merasa kesulitan dengan tata letak
commit to user
64
Dan berikut adalah masalah yang ditemukan dalam pengamatan
pada gudang tenun bahan pembantu.
2) Masalah Gudang Tenun Bahan Pembantu
a) Penataan barang yang tidak sesuai dengan urutan No. kode
barang mengakibatkan pegawai kesulitan saat pencarian
barang.
b) Kurangnya penerangan di gudang mengakibatkan pegawai
kesulitan pada saat pencarian, pencocokan, dan
penghitungan jumlah sisa barang.
c) Penataan barang yang bertumpuk mengakibatkan barang
mudah berkarat dan mudah menyebar ke barang yang
lainnya.
d) Tercampurnya barang setengah pakai dan yang masih baru.
e) Suhu pada gudang yang terlalu panas menyebabkan
karyawan merasa pengap atau kepanasan.
f) Jarak antar rak yang kurang luas (±50 cm), hanya cukup
commit to user 65 2 0 m 10 m
b. Rekomendasi La yout Gudang Tenun Bahan Pembantu pada PT.
[image:78.595.110.543.198.698.2]Iskandar Indah Printing Textile.
Gambar 3.10
La yout Gudang Tenun Bahan pembantu rekomendasi.
01 02 (W-motor/dynamo, as baja)
0 7 (R I-S S ) 0 8 (R F -R H )
03 (TH-VB)
04 (TE-TF)
05 (TC-TD)
06 (TA-TB)
1 1 (P 3 4 7 -P 6 2 9 ) 1 2 (P 0 0 9 -P 3 4 6 ) 0 9 ( R C -R E ) 1 0 (R A -R B ) 13(D01-D550 1 4 1 5 1 6
commit to user
66
1) Keterangan la yout gudang tenun bahan pembantu yang
direkomendasikan:
a) 01. Pintu.
b) 02. W006 s/d WP018, Motor dan as baja mesin.
c) 03. TH001 s/d TH191, VB001 s/d VB089.
d) 04. TE004 s/d TE197, TF003 s/d TF259.
e) 05. TC004 s/d TC173, TD003 s/d TD101.
f) 06. TA018 s/d TA258, TB013 s/d TB147.
g) 07. RI001 s/d RI059, RK130 s/d RY134, S005 s/d SS910.
h) 08. RF002 s/d RF077, RG003 s/d RG044, RH001 s/d
RH043.
i) 09. RC002 s/d RC045, RD001 s/d RD128, RE001 s/d
RE078.
j) 10. RA001 s/d RA946, RB001 s/d RB050.
k) 11. P347 s/d P629.
l) 12. P009 s/d P346.
m) 13.D001 s/d D550
n) 14. Lemari arsip.
o) 15. Meja KaBag gudang.
p) 16. Meja staff pengawas gudang.
q) 17. Tempat sampah.
commit to user
67
2) Rekomendasi perubahan layout Gudang pada PT. Iskandar
Indah Printing Textile.
a) Diberikan Nomer pada rak penyimpanan/penempatan
barang. Nomer pada rak harus berurutan sesuai dengan
No.kode barang
b) Penataan barang sesuai dengan No. kode barang dan
diletakan pada nomer rak yang tertera, agar mudah dalam
pencaraian barang.
c) Penataan barang sesuai kelompok atau jenis barang.
d) Pada setiap gang/lorong diberi dua buah lampu atau lebih,
agar sela-sela rak tetap terang dan dapat terlihat jelas No.
kode barang pada rak penyimpanan.
e) Penataan dan penyimpanan untuk barang metal atau barang
yang mudah berkarat tidak ditumpuk begitu saja melainkan
diberi ruang