4. HASIL DAN PEMBAHASAN
Pengumpulan data dalam hal ini terbagi atas data primer dan data sekunder. Pengumpulan data primer dilakukan dengan pengamatan langsung serta wawancara dan diskusi dengan pihak perusahaan khususnya dibagian line Cu pada jam kerja mulai pukul 08.00 sampai dengan pukul 16.00 WIB, berupa pengamatan sampling kerja dengan jumlah produk yang dihasilkan setiap operator. Pengumpulan data sekunder diperoleh dari dokumen-dokumen perusahaan yang meliputi data jumlah tenaga kerja aktual, jumlah demand produk serta jam kerja operator.
4.1. Proses Produksi
Proses produksi yang diamati dari line Cu memiliki beberapa sub proses.
Produk WIP dalam line ini disebut sebagai coil. Proses ini meliputi sub proses sebagai berikut:
1. Coil Assembling
Proses ini adalah proses perakitan fin, strinblech, dan pipa menjadi sebuah coil.
Proses coil assembling memiliki operator berjumlah 2 orang pada tiap shift.
Proses ini dibagi menjadi beberapa proses seperti:
Pemasangan Mal
Pemasangan mal sebagai alat ukur dari panjang produk yang akan diproduksi.
Perakitan Fin dan Strinblech
Proses ini merupakan proses perakitan fin dan strinblech yang akan disusun sesuai dengan panjang mal dan jumlah strinblech yang sesuai dengan permintaan.
Perakitan Hairpin / Core Tube
Tube merupakan media mengalirnya cairan yang akan menukar panas dan sebagai pemisah cairan yang ada di shell atau di luar tubes.
Rivet Support Tube ANS dan BGS
Proses ini merupakan proses pemasangan paku keling pada pipa support yang menahan strinblech ANS dan BGS.
Pressing Coil With Jig
Pemasangan jig pada ujung coil sebelum melakukan proses expanding agar coil tidak bergeser.
Pengecekkan Dimensi
Proses pengecekkan dimensi dilakukan agar tidak terjadi kesalahan ukuran produk yang diproduksi.
Pemberian Oli Pada Pipa
Pemberian oli pada pipa yang akan di expand bertujuan untuk mengurangi gesekan pada pipa agar tidak terjadi perubahan yang melebihi target.
Hammer Drill Hairpin
Proses ini dilakukan untuk memperbesar ujung pipa agar memudahkan proses expand.
Proses Expand
Proses ini dilakukan untuk memperbesar diameter pipa sesuai dengan lubang fin sehingga fin tidak bergeser dan tetap pada tempatnya.
Hammer Drill Support Tube
Proses ini dilakukan untuk memperbesar ujung pipa support.
Melepas jig
Pelepasan jig yang telah dipasang agar coil dapat dipindah ke sub proses berikutnya.
Melepas Mal 2. Brazing
Proses ini merupakan proses penyambungan pipa u-bend dengan pipa utama (core tube) pada coil. Proses terbagi menjadi beberapa sub proses, yaitu:
Proses Frais
Proses ini merupakan proses pemotongan pipa yang berlebih dengan alat potong.
Proses pemasangan U-Bend
Pipa u-bend digunakan sebagai pipa untuk menjadi penyalur cairan pendingin antar pipa Pemasangan pipa ini dilakukan setelah pipa straight melalui proses flaring.
Pemasangan forming gas
Proses ini adalah proses pemasangan alat forming gas yang merupakan campuran hidrogen dan inert gas (biasanya nitrogen) yang digunakan untuk mengurangi oksida pada permukaan metal saat berada di air.
Proses brazing u-bend
Proses ini merupakan proses penyatuan pipa u-bend dengan pipa straight dengan proses brazing.
Proses pemasangan header
Header digunakan sebagai tempat masuknya gas lain yang dibutuhkan dalam proses heat exchanger.
Proses Brazing header
Proses pengecekkan hasil brazing agar tidak meghasilkan produk yang cacat.
1. Washing
Produk yang telah mengalami proses brazing, harus dicuci dulu untuk menghilangkan oli dan kotoran debu lainnya. Berikut adalah subproses dari washing:
Memindahkan coil ke washing cabin
Peoses washing
Memindahkan coil ke leakage test area 2. Leakage Test
Coil yang telah di brazing harus di tes kebocoran untuk mengetahui kualitas dari brazing. Berikut adalah proses-proses dari leakage test:
Melepas scarderventil dan memasang air hose.
Fill coil with 35 bar air pressure while put coil in to leakage test basin
Holding Time
Cek kebocoran dengan lampu
Mengangkat coil dari leakage test basin
Menempel label LT
Lowering coil pressure until 2 bar
Melepas selang angina dan memasang tutup header dan melepas air hose dan install scarderventil
Fill and lowering air pressure
Memindahkan coil ke pallet 5. Final Assembly
6. Electric Assembling 7. Packing
Stasiun FA Cu merupakan stasiun yang prosesnya membutuhkan operator lebih karena semua pekerjaan yang dilakukan bersifat manual (dilakukan oleh manusia). Operator yang ada pada FA Cu saat ini berjumlah 4 orang untuk tiap shift. Stasiun ini biasanya membutuhkan operator tambahan sehingga meminta bantuan operator dari stasiun lain untuk dapat memenuhi target.
4.2. Penentuan Produk Pengamatan
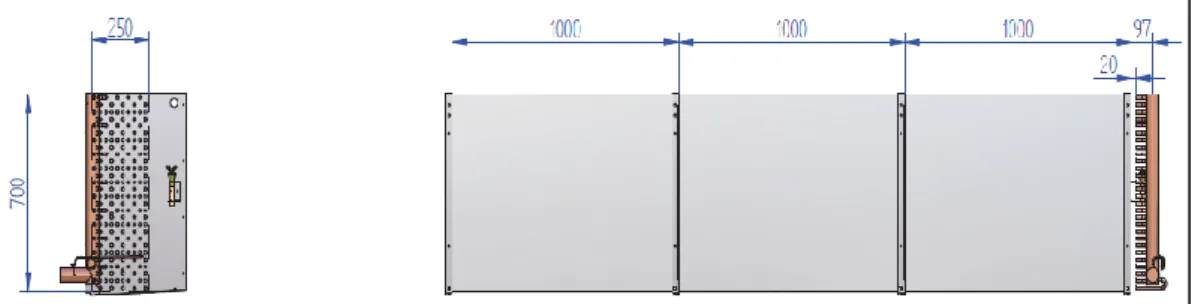
Penentuan produk diperlukan untuk pengamatan yang lebih terkontrol dan mudah. Produk yang akan diamati ditentukan dari analisa produk yang diproduksi dalam 3 bulan, yaitu bulan desember, januari dan febuari. Hasil dari analisa penentuan produk menunjukkan bahwa produk terbanyak yang diproduksi selama 3 bulan merupakan produk S-GSF 050.3J/37-END50.I dengan nomor item B231050JFZARGCI. Produk ini memiliki ukuran 3000 x 700 cm. Gambar 4.1 menunjukkan rupa dari produk yang diamati.
Gambar 4.1 Gambaran produk
4.3. Kondisi Awal Proses
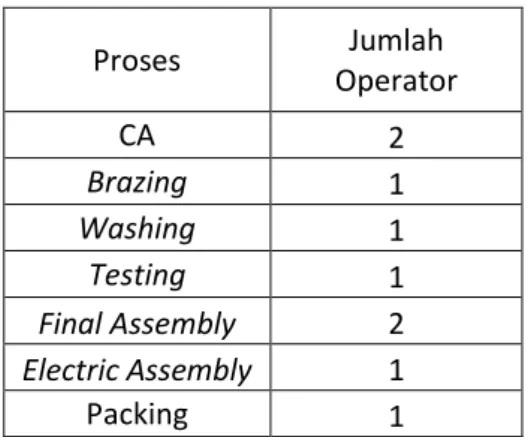
Proses pada line Cu memiliki jumlah pekerja sebanyak 9 orang.Berikut adalah pembagian operator pada tiap proses:
Tabel 4.1 Jumlah operator pada tiap proses
Proses Jumlah
Operator
CA 2
Brazing 1
Washing 1
Testing 1
Final Assembly 2 Electric Assembly 1
Packing 1
Alur proses produksi juga merupakan data yang dibutuhkan peneliti untuk membuat usulan perbaikan. Alur proses produksi merupakan dasar dari cara pembuatan rancangan perbaikan yang dapat dibuat dengan peta proses operasi atau precedence diagram.
Gambar 4.2 Precedence Diagram Proses Produksi Line Cu Keterangan gambar:
O-1 : Proses Coil Assembly O-2 : Proses Brazing O-3 : Proses Washing O-4 : Proses Testing
O-5 : Proses Final Assembly O-6 : Proses Electric Assembly O-7 : Proses Packing
Satuan waktu adalah menit
Precedence diagram pada gambar 4.2 dapat menunjukkan bahwa terjadi bottleneck diantara beberapa proses yang menyebabkan terjadinya penumpukan output dan waktu menunggu. Analisa dari diagram adalah sebagai berikut:
1. Operasi 1 ke operasi 2
Waktu baku dari operasi 1 lebih cepat dari operasi 2 sehingga menyebabkan terjadi overtime dan penumpukan output pada operasi 2. Overtime pada proses ini menyebabkan kurang optimalnya waktu proses produksi sehingga harus dikurangi atau dihilangkan.
2. Operasi 2 ke operasi 3
Waktu baku dari operasi 2 lebih lama dari operasi 3 sehinggga terjadi delay dan waiting timepada operasi 3.
3. Operasi 4 ke operasi 5
Operasi 4 memiliki waktu baku yang lebih cepat dari operasi 5 sehingga akan terjadi penumpukan output yang menunggu untuk diproses pada operasi 5.
4. Operasi 5 ke operasi 6
Waktu baku operasi 5 lebih lama dari operasi 6. Masalah ini menyebabkan terjadinya delay dan waiting time pada operasi 6 dan overtime pada operasi 5.
Proses CA memiliki waktu baku yang lebih cepat dari proses brazing sehingga akan terjadi penumpukan output CA untuk menunggu di proses brazing.
Perbedaan waktunya sangat jauh, yaitu proses brazing waktunya hampir dua kali lipat dari proses CA. Bottleneck juga terdapat pada proses testing, karena proses FA yang lebih lama. Proses lain yang mengalami bottleneck adalah proses FA dan proses EA sehingga terjadi delay dan waiting time.
Data lain yang dibutuhkan adalah biaya pekerja untuk memproduksi 1 coil. Biaya ini dihitung dengan menggunakan jumlah output sebesar 54 coil, jumlah pekerja 9 orang dan gaji UMR sebesar 3.288.093 rupiah saat ini.
Perhitungan biaya pekerja untuk memproduksi 1 coil adalah sebagai berikut:
Keseimbangan lintasan sangat penting agar dapat memaksimalkan produksi dari suatu proses. Beberapa usulan line balancing akan diberikan sebagai perbaikan dari masalah ini.
4.4. Hasil Pengamatan
Pengamatan dilakukan hanya pada operator line Cu saja, jumlah operator CA adalah 4 orang, brazing berjumlah 1 orang, washing 1 orang, testing 1 orang, washing 1 orang, FA 2 orang, electric assembly 1 orang, dan packing 1 orang.
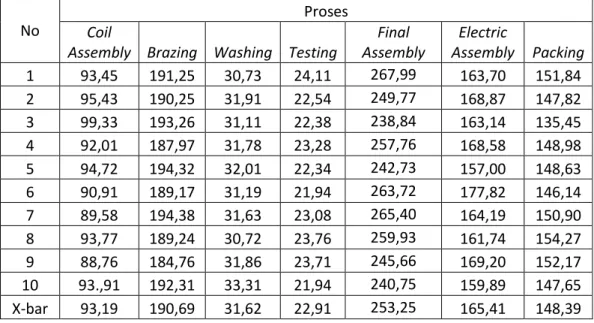
Hasil dari pengamatan berjumlah 10 data untuk tiap operasi dalam waktu empat hari. Data yang ada akan diuji keseragaman dan kecukupannya, kemudian data akan dianalisa untuk mendapatkan usulan perbaikan yang tepat. Tabel 4.2 menunjukkan hasil pengamatan sampling kerja pada operator line Cu.
Tabel 4.2 Hasil Pengamatan Sampling Kerja No
Proses Coil
Assembly Brazing Washing Testing
Final Assembly
Electric
Assembly Packing 1 93,45 191,25 30,73 24,11 267,99 163,70 151,84 2 95,43 190,25 31,91 22,54 249,77 168,87 147,82 3 99,33 193,26 31,11 22,38 238,84 163,14 135,45 4 92,01 187,97 31,78 23,28 257,76 168,58 148,98 5 94,72 194,32 32,01 22,34 242,73 157,00 148,63 6 90,91 189,17 31,19 21,94 263,72 177,82 146,14 7 89,58 194,38 31,63 23,08 265,40 164,19 150,90 8 93,77 189,24 30,72 23,76 259,93 161,74 154,27 9 88,76 184,76 31,86 23,71 245,66 169,20 152,17 10 93.,91 192,31 33,31 21,94 240,75 159,89 147,65 X-bar 93,19 190,69 31,62 22,91 253,25 165,41 148,39
4.4.1. Uji Normal
Data yang telah didapat akan diuji normal, seragam dan kecukupan datanya. Uji normal dan keseragaman akan dilakukan dengan menggunakan
aplikasi minitab. Uji kecukupan kemudian akan dilakukan setelah data yang dimiliki dinyatakan normal dan seragam. Uji kecukupan menggunakan rumus kecukupan data dengan standar deviasi untuk data kurang dari 30. Contoh uji normal dari data proses coil assembly dapat dilihat pada gambar 4.4.
Gambar 4.3 Uji normal proses coil assembly
Hipotesa Awal yang digunakan:
H0 : Data berdistribusi normal H1 : Data tidak berdistribusi normal
Nilai alpha yang digunakan adalah 5% (0.05). Uji normal yang digunakan adalah Kolmogorov Smirnov karena data yang ada tidak lebih dari sepuluh data. Hasil pengujian menunjukkan bahwa p-value data tersebut lebih besar dari 0.150 sehingga dapat dikatakan bahwa pengujian ini gagal menolak Ho.
Gagal menolak Ho mengartikan bahwa data ini memiliki distribusi normal.
Gambar 4.3 menunjukkan terdapat data outlier yakni data ketiga dari proses coil assembly. Hasil uji semua proses menunjukkan bahwa tidak ada proses yang tidak memiliki distribusi normal, semua proses memiliki distribusi normal. Berikut adalah p-value dan hasil uji normal dari tiap proses:
WAKTU
Percent
100.0 97.5
95.0 92.5 90.0 87.5 85.0
99
95 90 80 70 60 50 40 30 20
10 5 1
Mean
>0.150 93.19 StDev 3.077
N 10
KS 0.134
P-Value
Probability Plot of WAKTU Normal
Tabel 4.3 Hasil uji normal tiap proses Proses P-Value Status
CA 0,090 Normal
Brazing >0,150 Normal Washing >0,150 Normal Testing >0,150 Normal Final Assembly >0,150 Normal Electric Assembly >0,150 Normal Packing >0,150 Normal
4.4.2. Uji Keseragaman
Pengujian ini memerlukan batas atas, rata-rata dan batas bawah dari masing-masing populasi. Uji keseragaman dilakukan dengan menggunakan rata- rata dari sample. Data yang melebihi batas atas atau kurang dari batas bawah dari populasi tersebut, dapat dikatakan sebagai data yang belum seragam. Gambar dibawah ini adalah contoh uji keseragaman pada proses coil assembly.
Gambar 4.4 Uji keseragaman proses coil assembly
Gambar 4.4 menunjukkan bahwa rata-rata dari data pengamatan sebesar 93,19 menit. Keterangan UCL (upper control limit) merupakan batas atas dari data dan LCL(lower control limit) adalah batas bawah dari data. Data yang melebihi batas atas atau kurang dari batas bawah dari populasi tersebut, dapat
Sample
Sample Mean
10 9 8 7 6 5 4 3 2 1 105
100
95
90
85
80
__X=93.19 UCL=103.65
LCL=82.73 Xbar Chart of WAKTU
dikatakan sebagai data yang belum seragam. Hasil pengujian menunjukkan bahwa tidak ada data outlier, semua data berada dalam batas yang telah ditentukan yakni diantara 82,73 menit dan 103,65 menit. Kesimpulan uji keseragaman pada proses coil assembly menunjukkan bahwa data ini telah seragam. Semua proses di line Cu telah diuji keseragaman dan dinyatakan telah seragam. Berikut adalah hasil uji keseragaman pada tiap proses:
Tabel 4.4 Hasil uji keseragaman tiap proses Proses Batas
Bawah
Rata-rata sampel
Batas
Atas Status
CA 82,73 93,19 103,65 seragam
Brazing 177,93 190,69 203,45 seragam Washing 29,36 31,625 33,89 seragam Testing 20,64 22,907 25,15 seragam Final Assembly 63,55 71,34 79,13 seragam
Electric
Assembly 141,30 165,41 189,53 seragam Packing 134,35 148,39 162,43 seragam 4.4.3. Uji Kecukupan Data
Derajat ketelitian yang digunakan yaitu sebesar 5%, besarnya keyakinan pengukur akan ketelitian data waktu yang telah diamati dan dikumpulkan yaitu 95%. Contoh perhitungan operasi coil assembly adalah sebagai berikut:
( x
)
N’
(
(3,6 x 1,96)/(0,05 x 93,15))
2N’ 2,295388
Tabel 4.5Hasil uji kecukupan tiap proses Proses Jumlah data Uji Kecukupan
CA 10 2,30
Brazing 10 0,64
Washing 10 2,82
Testing 10 2,24
Final Assembly 10 1.26
Electric
Assembly 10 1,21
Packing 10 2,68
Pengujian kecukupan data diatas menunjukkan bahwa 10 data sudah cukup untuk dilakukan pengamatan mencari waktu baku dari proses coil assembly. Data dinyatakan sudah cukup apabila hasil uji kecukupan lebih kecil dari banyaknya data yang diambil. Proses lainnya juga sudah dinyatakan cukup datanya berdasarkan uji kecukupan data.
4.4.4. Perhitungan Waktu Siklus
Waktu baku didapatkan dari menghitung waktu siklus dan waktu normal terlebih dahulu. Waktu siklus didapatkan dari rata-rata waktu hasil pengamatan.
Berikut contoh perhitungan waktu siklus proses coil assembly:
∑
Ws = 931,45 / 10 = 93,19
Tabel 4.6 Waktu siklus tiap proses Proses Ws (menit)
CA 93.19
Brazing 190.69
Washing 31.63
Testing 22.91
Final Assembly 71.34 Electric Assembly 165.41
Packing 148.39
Total 723,55
Perhitungan waktu siklus dari data pengamatan proses coil assembly didapatkan sebesar 93 menit, yakni 1 jam 33 menit. Waktu siklus yang paling lama merupakan proses brazing yaitu sebesar 190 menit. Total waktu siklus dari produk S-GSF 050.3J/37-END50.I adalah 723,6 menit, yaitu 12,06 jam.
4.4.5. Perhitungan Waktu Normal
Waktu normal didapatkan dari perhitungan performance rating dengan waktu siklus.
4.4.5.1. Perhitungan Performance Rating
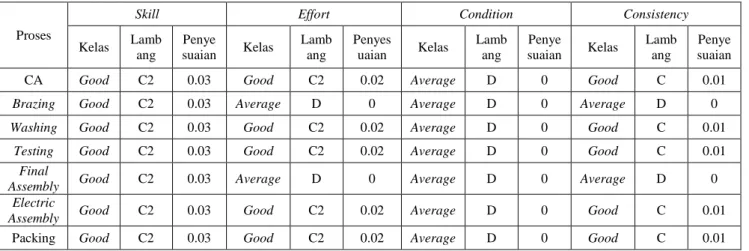
Penilaian peringkat kinerja operator dilakukan dengan menggunakan tabel Westinghouse. Penilaian ini dibagi menjadi empat bagian, yaitu skill, effort, condition dan consistency. Berikut adalah hasil penilaian peringkat kinerja operator proses coil assembly.
Tabel 4.7 Penilaian Peringkat Kinerja
Proses
Skill Effort Condition Consistency
Kelas Lamb ang
Penye
suaian Kelas Lamb ang
Penyes
uaian Kelas Lamb ang
Penye
suaian Kelas Lamb ang
Penye suaian
CA Good C2 0.03 Good C2 0.02 Average D 0 Good C 0.01
Brazing Good C2 0.03 Average D 0 Average D 0 Average D 0
Washing Good C2 0.03 Good C2 0.02 Average D 0 Good C 0.01
Testing Good C2 0.03 Good C2 0.02 Average D 0 Good C 0.01
Final
Assembly Good C2 0.03 Average D 0 Average D 0 Average D 0
Electric
Assembly Good C2 0.03 Good C2 0.02 Average D 0 Good C 0.01
Packing Good C2 0.03 Good C2 0.02 Average D 0 Good C 0.01
Penilaian pada tabel 4.5 kemudian akan dijumlah dan digunakan sebagai faktor penilaian performance rating. Tabel 4.8 menunjukkan nilai penyesuaian peringkat kinerja operator yang akan digunakan sebagai parameter perhitungan waktu normal.
Tabel 4.8Penyesuaian Peringkat Kinerja
Proses Rating
Factor
Performance Rating
CA 0,06 1,06
Brazing 0,03 1,03
Washing 0,06 1,06
Testing 0,06 1,06
Final Assembly 0,03 1,03
Electric Assembly 0,06 1,06
Packing 0,06 1,06
Contoh perhitungan waktu normal pada proses coil assembly adalah sebagai berikut:
Wn = Ws x p
Wn = 93,1452 x 1,06 Wn = 98,7784
Waktu normal yang didapatkan untuk proses coil assembly adalah sebesar 98 menit.
Tabel 4.9 Waktu normal tiap proses
Proses Wn
CA 98,78
Brazing 196,41
Washing 33,52
Testing 24,28
Final Assembly 260,85 Electric Assembly 175,34
Packing 157,29
Total 946,47
Waktu normal kemudian akan digunakan untuk menghitung besarnya waktu tiap proses. Total waktu normal berdasarkan hasil pengamatan adalah 946,47 menit, yaitu 15 jam 45 menit.
4.4.6. Perhitungan Waktu Baku
Perhitungan waktu baku akan dilakukan setelah melakukan perhitungan allowance. Perhitungan allowance menggunakan tabel milik Sutalaksana dihitung untuk tiap proses.
4.4.6.1. Perhitungan Allowance
Kelonggaran dari tiap proses bisa saja berbeda-beda, banyak faktor yang menyebabkan hal ini. Kelonggaran harus dihitung untuk mencapai suatu waktu baku dari sebuah proses yang sesuai dengan beban kerjanya.
Tabel 4.10 Penyesuaian kelonggaran operator Proses
Allowance Factor (%)
Total Allowance A B C D E F G Personal (%)
Allowance
CA 6 1.5 2 4 3 0 1 1.5 19
Brazing 5 0.5 2 7.5 3 0 1 2.5 21.5
Washing 6 1.5 0 2 3 0 1 1 14.5
Testing 6 1.5 0 7.5 3 0 1 1.5 20.5
Final Assembly 6 1.5 2 6 3 0 1 2 21.5 Electric Assembly 5 0.5 0 6 3 0 1 1.5 17
Packing 6 1.5 2 2 3 0 1 1 16.5
Hasil perhitungan kelonggaran menunjukkan bahwa besarnya kelonggaran yang seharusnya diberikan kepada operator berdasarkan tabel kelonggaran. Proses CA dan final assembly memiliki kelonggaran paling besar yaitu sebesar 19,5%. Proses brazing, washing dan testing memiliki kelonggaran sebesar 13,5% serta electric assembly dan packing memiliki kelonggaran sebesar 15,5%.
Perhitungan waktu baku yang sudah didapatkan akan ditulis pada peta proses operasi tiap ukuran. Contoh perhitungan waktu baku proses memasang coil assembly:
Wb = 98,778 x ( 100% / (100% - 19%)) Wb = 121,95 detik
Tabel 4.11 Waktu baku tiap proses
Proses Wb
CA 122.71
Brazing 227.07
Washing 38.75
Testing 28.07 Final Assembly 332.29 Electric Assembly 207.50 Packing 188.37
Total 1144.76
Waktu baku pada tabel 4.11 menunjukkan semua waktu pada tiap proses di line Cu. Total waktu produksi dari produk Coil-S-GSF 050.3J/37-END50.I dengan nomor item B231050JFZARGCI 01 adalah 1144,76 menit, yaitu 19 jam 5 menit.
Waktu baku terlama adalah proses final assembly dengan waktu sebesar 332 menit, yaitu 5 jam 32 menit. Waktu baku yang ada dapat digunakan untuk mengetahui output baku dari produk perharinya. Perhitungan output baku dapat dilihat dibawah ini:
Ob = 1,157 produk/hari Ob = 1 produk/hari
Waktu baku yang telah didapatkan kemudian akan dimasukkan ke dalam precedence diagram untuk dianalisa dengan metode line balancing.
4.5. Analisa Line Balancing
Waktu standar yang digunakan didapat dari data perusahaan untuk tiap proses, sedangkan waktu aktual didapatkan dari perhitungan waktu baku tiap proses.
Berikut adalah contoh perhitungan efisiensi lintasan pada proses coil assembly:
= 75,91 %
Tabel 4.12 Persentase efisiensi tiap proses Proses Waktu Standar
(menit)
Waktu Aktual (menit)
Efisiensi Stasiun (%)
Jumlah Operator
CA 93,15 122,71 75,91% 2
Brazing 191,40 227,07 84,29% 1
Washing 32,70 38,75 84,37% 1
Testing 22,53 28,07 80,28% 1
Final Assembly 254,90 324,04 78,66% 2
Electric Assembly 163,61 207,50 78,85% 1
Packing 150,96 186,14 81,10% 1
Rata-rata, Total 80,49% 9
Waktu Standar pada tabel 4.12 merupakan waktu target dari perusahaan, sedangkan waktu aktual merupakan hasil perhitungan waktu baku dari pengamatan. Efisiensi kondisi awal sebesar 80,49% dari seluruh proses. Usulan perbaikan yang akan diajukan adalah penambahan jumlah operator pada proses yang memiliki waktu siklus yang besar. Proses dikelompokkan berdasarkan task, berikut ini pengelompokannya:
Gambar 4.5 Pengelompokkan proses berdasarkan pengamatan
Stasiun kerja yang sudah dikelompokkan kemudian dibuat rancangan stasiun kerjanya. Rancangan stasiun kerja harus dibuat berdasarkan total operasinya,waktu total operasinya tidak boleh lebih dari waktu siklus. Efisiensi stasiun kerja akan dianalisa untuk tiap stasiun kerjanya. Perancangan perbaikan stasiun kerja memiliki keterbatasan kombinasi proses dikarenakan lantai produksi kurang mendukung. Analisa line balancing dilakukan dengan membandingkan line efficiency, balance delay dan smoothness index dari usulan-usulan dan
= 50,01%
D = 100% - 50,01%
= 49,9938%
√( ) ( ) ( )
= 501,518
4.6. Usulan Perbaikan Penambahan Jumlah Operator
Usulan ini dilakukan berdasarkan waktu siklus yang didapatkan dari perhitungan waktu baku hasil pengamatan. Tujuan usulan ini adalah penambahan jumlah operator dari proses yang memiliki waktu siklus yang besar. Berikut adalah perhitungan penambahan operator pada operasi yang membutuhkan:
1. Proses Final Assembly
Proses dengan waktu siklus terbesar adalah proses final assembly, yaitu 324.04 menit. Operator final assembly saat ini berjumlah 2 orang, usulan yang diberikan adalah penambahan pekerja sebanyak 1 orang, operator tambahan ini berguna sebagai feeder yaitu operator yang membantu menyediakan segala material yang dibutuhkan. Operator feeder sangat membantu mengurangi waktu operator assembly mencari material dan menunda pengerjaan produk. Waktu siklus dari usulan yang diberikan adalah sebagai berikut:
= 216,03 menit
2. Proses Brazing
Proses dengan waktu siklus terbesar kedua adalah proses Brazing, yaitu 277.07 menit. Operator brazing saat ini berjumlah 1 orang, usulan yang diberikan adalah penambahan pekerja sebanyak 1 orang sebagai brazer u-
bend sisi lain coil. Waktu siklus dari usulan yang diberikan adalah sebagai berikut:
= 113,53 menit
3. Proses Packing
Waktu siklus dari proses packing adalah sebesar 186,14 menit. Operator packing saat ini berjumlah 1 orang, usulan yang diberikan adalah penambahan pekerja sebanyak 1 orang sebagai feeder, yaitu penyedia material yang digunakan. Waktu siklus dari usulan yang diberikan adalah sebagai berikut:
= 93,07 menit
4. Proses CA
Waktu siklus dari proses CA yaitu sebesar 186,14 menit. Operator CA saat ini berjumlah 2 orang, usulan yang diberikan adalah penambahan pekerja sebanyak 1 orang sebagai feeder, yaitu penyedia material yang digunakan.
Waktu siklus dari usulan yang diberikan adalah sebagai berikut:
= 81,80 menit
Tabel 4.13Hasil dari usulan penambahan operator Proses Cycle Time
(Sebelum)
Jumlah Operator
Usulan Tambahan operator
Cycle Time (Sesudah)
CA 122,71 2 1 81,80
Brazing 227,07 1 1 113,53
Washing 38,75 1 0 38,75
Usulan perbaikan ini menambah operator menjadi 13 orang. Waktu terlama dari usulan ini adalah 216,03 menit. Operator tambahan memiliki deskripsi pekerjaan sebagai berikut:
1. Operator feeder
Proses CA, final assembly dan packing membutuhkan operator feeder untuk menyediakan material sehingga operator proses tidak perlu menunda proses dengan mencari material.
2. Operator proses
Proses brazing untuk produk ini membutuhkan 1 operator lagi untuk membantu pengerjaan proses brazing pada sisi lain sehingga waktu brazing akan lebih cepat. Coil ini membutuhkan pengerjaan dua sisi, yaitu depan belakang karena menggunakan pipa straight dimana kedua sisi membutuhkan pemasangan u-bend.
Line efficiency yang dipilih adalah nilai yang lebih besar, balance delay yang dipilih adalah nilai yang lebih kecil, kemudian smoothness index yang dipilih adalah nilai yang lebih kecil. Semakin besar nilai line efficiency artinya utilisasi dari line tersebut lebih baik, nilai balance delay yang kecil mengartikan bahwa jumlah waktu menganggur dari line tersebut kecil, sedangkan nilai smoothness index yang baik adalah mendekati 0 dengan arti line tersebut seimbang dengan sempurna. Berikut adalah perhitungan line efficiency, balance delay dan smoothness index:
= 51,50%
D = 100% - 51,50%
= 48,50%
√( ) ( ) ( )
= 332,361
Hasil dari usulan penambahan operator menunjukkan bahwa efisiensi dari line masih kecil dan tidak berbeda jauh, sehingga perlu pemberian usulan
perbaikan kedua. Analisa selanjutnya dilakukan untuk usulan perbaikan pembagian stasiun kerja berdasarkan waktu siklus yang didapatkan dari penambahan jumlah operator.
4.7. Usulan Perbaikan dengan Pembagian Stasiun Kerja dan Penambahan Operator
Hasil dari usulan pertama, yaitu penambahan jumlah operator masih terlihat bahwa lintasan yang ada masih belum seimbang. Penyeimbangan lintasan pada usulan ini dilakukan dengan metode pembagian stasiun kerja berdasarkan waktu siklus dari usulan pertama. Pembagian stasiun kerja ini memiliki batasan dari perusahaan, dimana tidak semua proses dapat digabungkan karena keterbatasan lantai produksi dan prosesnya tidak memungkinkan. Batasan yang kedua adalah waktu siklus stasiun kerja tidak boleh lebih lama dari waktu siklus terlama. Berikut adalah hasil usulan pembagian stasiun kerja:
Tabel 4.14 Usulan perubahan stasiun kerja Stasiun
Kerja Operasi Waktu Stasiun Jumlah Operator
1 1 81,80 3
2 2 113,53 2
3 3,4 66,82 1
4 5 216,03 3
5 6 207,5 1
6 7 93,07 2
Usulan perbaikan stasiun kerja yang dilakukan adalah menyatukan proses washing dan testing. Penyatuan proses ini juga mengubah jumlah operator menjadi 1 orang saja karena prosesnya continue. Line efficiency yang dipilih adalah nilai yang lebih besar, balance delay yang dipilih adalah nilai yang lebih kecil, kemudian smoothness index yang dipilih adalah nilai yang lebih kecil.
Semakin besar nilai line efficiency artinya utilisasi dari line tersebut lebih baik,
0 dengan arti line tersebut seimbang dengan sempurna. Berikut adalah perhitungan line efficiency, balance delay dan smoothness index:
= 60,08%
D = 100% - 60,08%
= 39,92%
√( ) ( ) ( )
= 151,47
4.8. Perbandingan Kondisi Awal dan Usulan Perbaikan
Hasil analisa keseimbangan lintasan pada kondisi awal perusahaan berdasarkan pengamatan akan dibandingkan dengan usulan perbaikan yang diberikan. Perbandingan bertujuan untuk membuktikan bahwa usulan perbaikan lebih baik dari kondisi awal. Parameter yang digunakan dalam perbandingan ini telah ditentukan yaitu line efficiency (LE), balance delay (D), smoothness index (SI), waktu siklus terlama, output baku, biaya dan jumlah stasiun. Berikut adalah tabel perbandingan kondisi awal dan usulan perbaikan berdasarkan LE, D, SI, waktu siklus terlama, Output Baku dan jumlah stasiun:
Tabel 4.15 Perbandingan kondisi awal dan usulan Parameter Kondisi
Awal
Usulan Perbaikan 1
Usulan Perbaikan 2
Line Efficiency 50.01% 51.50% 60.08%
Balance Delay 49.99% 48.50% 39.92%
Smoothness Index 501.52 332.36 151.47
Waktu Siklus Terlama 324.04 menit 216,03 menit 216,03 menit
Jumlah Stasiun 7 6 6
Tabel 4.15 menunjukkan bahwa efisiensi line dari usulan perbaikan jumlah operator dan pembagian stasiun kerja lebih baik dari kondisi awal, dimana usulan perbaikan 2 memiliki line yang lebih efisien dibandingkan dengan kondisi awal.
Balance delay dari usulan 2 juga lebih baik dari kondisi awal karena waktu
menganggurnya lebih kecil. Smoothness Index 2 dari usulan juga lebih baik dari kondisi awal karena nilainya lebih kecil. Waktu siklus terlama dari usulan juga lebih kecil dari kondisi awal, dimana waktu pengerjaan 1 produk pada usulan perbaikan selama 216 menit yaitu 3 jam 36 menit, kemudian stasiun kerja dari usulan juga berkurang.
Analisa lainnya yang sangat penting dalam membandingkan hasil usulan dengan kondisi awal adalah analisa biaya. Analisa biaya dari usulan perbaikan adalah sebagai berikut:
Hasil analisa biaya usulan kemudian akan dibandingkan dengan analisa biaya pada kondisi awal. Perbandingan analisa biaya kondisi awal dan hasil usulan perbaikan dapat dilihat pada tabel 4.16.
Tabel 4.16 Perbandingan biaya pekerja
Kondisi Awal Usulan 1 Usulan 2
Output Baku 54 coil 82 coil 82 coil
Biaya pekerja untuk 1 coil 548.015,5 521.283 481.184,3
Hasil perbandingan dari tabel 4.16 menunjukkan bahwa output baku yang dihasilkan pada usulan lebih besar dibaandingkan dengan kondisi awal. Biaya pekerja untuk 1 coil dalam 1 bulan pada usulan perbaikan 1 lebih baik dari biaya pekerja untuk 1 coil pada kondisi awal, tetapi biaya pekerja pada usulan perbaikan 2 adalah usulan dengan biaya pekerja untuk 1 coil yang paling kecil.