SANITASI DAN HIGIENE PADA PROSES
PRODUKSI AIR MINUM DALAM KEMASAN DI
PT. INDOTIRTA JAYA ABADI SEMARANG
LAPORAN KERJA PRAKTEK
Diajukan untuk memenuhi sebagian syarat-syarat guna memperoleh gelar Sarjana Teknologi Pertanian
Oleh :
HAKIKI PRATIWI
10.70.0100
PROGRAM STUDI TEKNOLOGI PANGAN
FAKULTAS TEKNOLOGI PERTANIAN
UNIVERSITAS KATOLIK SOEGIJAPRANATA
SEMARANG
i
SANITASI DAN HIGIENE PADA PROSES
PRODUKSI AMDK DI PT. INDOTIRTA JAYA
ABADI
Oleh :
HAKIKI PRATIWI
NIM : 10.70.0100
Program Studi : Teknologi Pangan
Laporan Kerja Praktek ini telah disetujui dan dipertahankan
di hadapan sidang penguji pada tanggal :
Semarang, 19 Juni 2013
Fakultas Teknologi Pertanian Universitas Katolik Soegijapranata
Pembimbing Lapangan Dekan
Rini Agustini Ita Sulistyawati, S.TP, MSc
Pembimbing Akademik
ii
KATA PENGANTAR
Puji dan syukur penulis panjatkan ke hadirat Tuhan Yang Maha Esa atas berkat dan rahmat-Nya sehingga penulis dapat melaksanakan kerja praktek pada bulan Januari 2013 di PT. Indotirta Jaya Abadi dan juga dapat menyelesaikan Laporan Kerja Praktek yang berjudul ” SANITASI DAN HIGIENE PADA PROSES PRODUKSI AIR MINUM DALAM KEMASAN DI PT. INDOTIRTA JAYA ABADI SEMARANG” sebagai salah satu syarat untuk mencapai gelar Sarjana Teknologi Pangan. Kerja Praktek ini sangat bermanfaat bagi penulis karena dapat menambah wawasan dan pengalaman kerja untuk bekal di kemudian hari.
Seluruh kelancaran dan keberhasilan yang dicapai dari pelaksanaan kerja praktek hingga tersusunnya laporan ini tentu tidak terlepas dari bantuan, bimbingan serta dukungan dari berbagai pihak. Oleh karena itu, pada kesempatan ini penulis ingin mengucapkan terima kasih kepada:
1. Ibu Ita Sulistyawati, S.TP, MSc. selaku Dekan Fakultas Teknologi Pertanian Unika Soegijapranata dan Ibu Dr. Ir. B. Soedarini, MP selaku Dosen Pembimbing yang telah memberikan bimbingan dan arahan dalam penyusunan laporan kerja praktek ini.
2. Ibu Inneke Hantoro, S.TP, MSc. selaku Koordinator Kerja Praktek yang telah memberikan kesempatan untuk melaksanakan Kerja Praktek.
3. Bapak Qenny Jauwhannes selaku Direktur Utama PT. Indotirta Jaya Abadi, Semarang.
4. Ibu Upik selaku Personalia yang telah membantu dalam perijinian pelaksanaan kerja praktek penulis dengan bagian QC.
5. Ibu Rini Agustini selaku Supervisor QC FKA yang telah mengijinkan penulis untuk dapat melaksanakan kerja praktek di laboratorium QC.
6. Bu nur, Rian, Mas Mukhlis, Mba Cindy selaku QC Analis dan pembimbing lapangan penulis yang telah mendampingi, membimbing, dan memberikan banyak informasi selama kerja praktek berlangsung.
iii
8. Teman-teman seperjuangan: Herlina dan Eva yang telah bersama-sama menjalani kerja praktek dan banyak membantu dari awal hingga akhir.
9. Teman-teman yang selalu memberi semangat dalam mengerjakan dan menyelesaikan laporan Kerja Praktek ini, Sindu, Teteh, Manar, Eva, Nina, Ion, Hugo, Margono, Nadiro, Rian, Pinandhito dan Sandi.
10. Semua pihak yang tidak dapat disebutkan satu demi satu, yang telah ikut memberikan semangat dan bantuan sehingga Laporan Kerja Praktek ini dapat diselesaikan dengan baik.
Penulis sadar bahwa laporan ini masih ada kekurangan dan jauh dari sempurna, sehingga masih perlu adanya kritik dan saran yang dapat menyempurnakan laporan ini. Semoga laporan kerja praktek ini dapat bermanfaat bagi semua pihak yang membutuhkan.
Semarang, 19 Juni 2013
Penulis
iv
1. PROFIL PERUSAHAAN ...1
1.1. Sejarah Perusahaan ...1
1.2. Lokasi Perusahaan ... 2
1.3. Struktur Organisasi ... 2
1.4. Ketenagakerjaan ... 4
1.5. Pemasaran Produk……….5
2. SPESIFIKASI PRODUK ... 7
3. PROSES PRODUKSI AMDK ... 10
3.1. Pengolahan Air ... 10
3.2. Codding ………..….12
4. SANITASI DAN HIGIENE……...14
4.1. Sanitasi Pengolahan Air...14
4.2. Sanitasi Ruang produksi ...15
4.3. Sanitasi Mesin….. ...18
4.4. Sanitasi Operator………….. ...18
5. PEMBAHASAN...21
5.1. Sanitasi Pengolahan Air...22
5.2. Sanitasi Ruang produksi...26
5.3 Sanitasi Mesin...31
5.4. Sanitasi Operator ...32
5.5. Prosedur Pengujian Mikrobiologi (Metode Isolasi udara) Selama Proses Produksi AMDK di Ruang Filling……….36
5.8. Hasil Pengamatan...37
v
6.1. Kesimpulan ... 39
6.2. Saran ... 39
7. DAFTAR PUSTAKA ... 40
vi
Tabel 1. Karyawan PT. Indotirta Jaya Abadi ... 4
Tabel 2. Pengaturan jam Kerja PT. Indotirta Jaya Abadi ... 5
Tabel 3. Air Minum Dalam Kemasan ... 7
Tabel 4. Indoteh………...8
Tabel 5. Data Hasil Isolasi Udara ... 37
vii
DAFTAR GAMBAR
Gambar 1. Diagram Alir Proses produksi AMDK ... 11 Gambar 2. Sumber Mata Air di Gunung Keji dan Truk Pengangkut Air Baku ………...11 Gambar 3. Sumber Mata Air di Gunung Keji dan Truk Pengangkut Air Baku ...33 Gambar 4. Standar kelengkapan personel ruang filling (penata botol) PT. Indotirta Jaya Abadi……….. ………...35
viii
1
1. PROFIL PERUSAHAAN
1.1. Sejarah Perusahaan
PT. Indotirta Jaya Abadi didirikan oleh Oenny Jauwhannes pada tanggal 25 April 1984.
Pada awalnya perusahaan ini memproduksi teh dalam botol merk “Indoteh Crown”. Teh
dalam kemasan botol kaca ini diproduksi secara manual dan sederhana dengan penjualan
sebagian Jawa Tengah. PT. Indotirta Jaya Abadi merupakan salah satu perusahaan yang
berada di bawah naungan Inti Indomulti Corpora (IMC) yang memproduksi minuman
ringan. Anak cabang Inti Indomulti Corpora (IMC) selain PT. Indotirta Jaya Abadi yaitu
PT. Johannes Traco sebagai distributor satu-satunya untuk produk “Aguaria”, PT.
Indomulti Plasindo yang memproduksi plastik untuk cup, botol, handle botol, dll untuk
kemasan AMDK, PT. Indotirta Sejuk Abadi sebagai produsen “Aguaria” di Sukabumi, PT.
Indoagung Surya Motor, serta PT. Mitra Kian Mandiri sebagai produsen “Aguaria” di
Makassar. Hingga saat ini PT. Indotirta Jaya Abadi telah mendistribusikan produk-produk
di pulau Jawa, Bali, Kalimantan, Sulawesi, Irian Jaya, dan Timor timur, serta didukung
oleh kekuatan distribusi lebih dari 60 cabang tersebar di seluruh indonesia. Bapak Oenny
ingin menjaga kualitas produk “Aguaria” agar tetap menjadi milik nasional karena banyak
brand nasional yang sekarang jatuh ke tangan orang asing.
Sertifikat yang dimiliki oleh PT. Indotirta Jaya Abadi antara lain:
a. Pada tahun 1995 PT. Indotirta Jaya Abadi memperoleh sertifikat SNI tahun 1996 ,
pada tahun 1996 PT. Indotirta Jaya Abadi mulai menerapkan Sistem Manajemen
Mutu SNI diimplementasikan dengan mengacu pada manajemen mutu ISO
9002/1994. Pada tahun 1998 diterapkan Sistem Manajemen Mutu ISO 9002/1994
dan mulai dikembangkan sistem Manajemen Mutu ISO 9002/2000. Penerapan
sistem manajemen mutu ISO 9001:2008 di PT. Indotirta Jaya Abadi meliputi area
AMDK, Indoteh, HRD, Umum, QC, Teknik, R&D, Gud. Jadi, Gud. Bahan Baku,
Pembelian, Marketing, dan PPIC.
b. Pada tahun 1998, perusahaan ini mendapat sertifikat GS1 (barcode).
d. Pada tahun 1999, perusahaan ini menjadi anggota International Bottled Water
Association (IBWA).
e. Tahun 2006 diperoleh sertifikat ISO 14001:2005 sebagai upaya untuk ikut
melestarikan dan menjaga lingkungan hidup
f. Pada tahun 2008, PT. Indotirta Jaya Abadi mendapatkan Penghargaan Bintang Dua
Keamanan Pangan dari BPOM.
Pada tahun 2009, PT. Indotirta Jaya Abadi masuk sebagai nominasi SNI award sebagai
perusahaan yang konsisten menerapkan SNI.
PT. Indotirta memiliki visi misi dalam menjalankan perusahaan. Visi PT. Indotirta Jaya
Abadi adalah menjadi perusahaan produk konsumen yang terus bertumbuh sehat lebih
cepat dari perusahaan sejenis. Sedangkan Misi PT. Indotirta Jaya Abadi adalah
menempatkan kepentingan semua pihak yang terkait sebagai dasar dan tujuan
penyelenggaraan perusahaan. Selain itu PT. Indotirta Jaya Abadi juga memiliki kebijakan
mutu berupa tekad untuk menyelenggarakan kegiatan produksi minuman yang berorientasi
kepada upaya pemenuhan kebutuhan dan kepuasan pelanggan serta terus menerus melalui
pencapaian efektifitas, efisiensi dan keterlibatan seluruh karyawan.
1.2. Lokasi Perusahaan
PT. Indotirta Jaya Abadi terletak di Jalan Majapahit Nomor 765 Km 11, Semarang dengan
luas area 7,2 hektar. Selain PT. Indotirta Jaya Abadi, perusahaan lain dibawah naungan
IMC seperti PT. J. Traco yang bergerak di bidang distribusi produk PT. Indotirta Jaya
Abadi, dan PT. Indomulti Plasindo yang bergerak di bidang produksi plastik untuk
kemasan produk AMDK PT. Indotirta Jaya juga menempati lokasi yang sama. PT. Indotirta
Jaya Abadi sendiri menempati sekitar 2 hektar dari keseluruhan area. Pemilihan lokasi PT.
Indotirta Jaya Abadi didasarkan pada pertimbangan berupa lokasinya yang dinilai dekat
dengan Pantai Utara Jawa yang juga sebagai alur distribusi sebagian besar produk PT.
1.3. Struktur Organisasi
PT. Indotirta Jaya Abadi dipimpin oleh seorang Presiden Direktur dan diawasi oleh Dewan
Komisaris serta membawahi Managing Direktur. Dalam menjalankan tugasnya, Managing
Direktur dibantu oleh beberapa Kepala Bagian yang terdiri dari Kepala Bagian PPIC,
Kepala Bagian Purchasing, Kepala Bagian Batang, Kepala Bagian HRD dan Sekretaris.
Managing Direktur dan masing-masing Kepala Bagian tersebut membawahi Operational
Direktur, GM Marketing, Finance Controller, Manajer Pengembangan, dan Wakil
Manajemen.
Berikut ini klasifikasi tugas masing-masing jabatan :
1. Presiden Direktur
Merupakan pimpinan tertinggi di PT. Indotirta Jaya Abadi yang bertugas meninjau dan
menyetujui rencana dalam mengontrol pengeluaran biaya, efektivitas kerja, efisiensi bahan,
masalah ketenagakerjaaan, menjalin dan mempertahankan hubungan kerja yang baik antar
departemen. Presiden Direktur bertanggung jawab kepada Direktur Komisaris, Dewan
Komisaris ini mempunyai tanggung jawab untuk menentukan arah perkembangan
perusahaan.
2. Managing Direktur
Managing Direktur bertanggung jawab kepada Presiden Direktur. Bertugas merumuskan
kebijakan pengembangan bisnis, meletakkan dasar-dasar visi misi perusahaan dan
menyusun strategi pencapaian tujuan perusahaan.
3. Kepala Bagian PPIC (Personal Production Internal Control)
Bertanggung jawab untuk merencanakan, mengatur dan mengontrol semua proses produksi
serta melakukan pembelian dan pemilihan bahan baku. Pada bagian inilah pembimbing
yang membimbing saya saat melaksanakan “Kerja Praktek” di PT. Indotirta Jaya Abadi.
4. Kepala Bagian Purchasing
Bertanggung jawab atas tugas-tugas jalannya proses produksi preform dan botol untuk
produksi AMDK botol, serta bertanggung jawab kepada Managing Direktur.
Bertanggung jawab mengendalikan segala aktivitas yang berhubungan dengan proses
produksi teh BK di Batang dan bertanggung jawab terhadap pengelolaan lingkungan di
Batang.
6. Kepala Bagian HRD (Human Resource Development)
Bertanggung jawab atas perencanaaan, pelaksanaan dan kontrol terhadap kebijakan
pimpinan perusahaan di bidang sumber daya manusia yang merupakan tugas HRD, serta
bertanggung jawab kepada Managing Direktur.
7. Finance Controller
Bertanggung jawab dalam mengatur keuangan di perusahaaan, membuat laporan keuangan,
serta wajib melaporkan dan mempertanggungjawabkan keuangan perusahaan kepada
Managing Direktur.
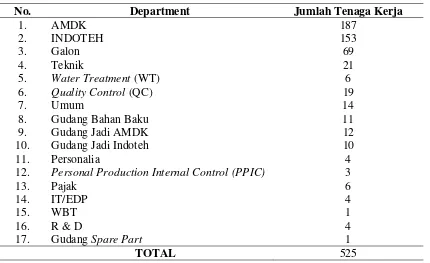
1.4. Ketenagakerjaan
PT. Indotirta Jaya Abadi memiliki sekitar 525 karyawan dengan klasifikasi berdasarkan
pekerjaan yang dilakukan sesuai dengan Tabel 1 berikut.
Tabel 1. Karyawan PT. Indotirta Jaya Abadi
No. Department Jumlah Tenaga Kerja
1. AMDK 187
12. Personal Production Internal Control (PPIC) 3
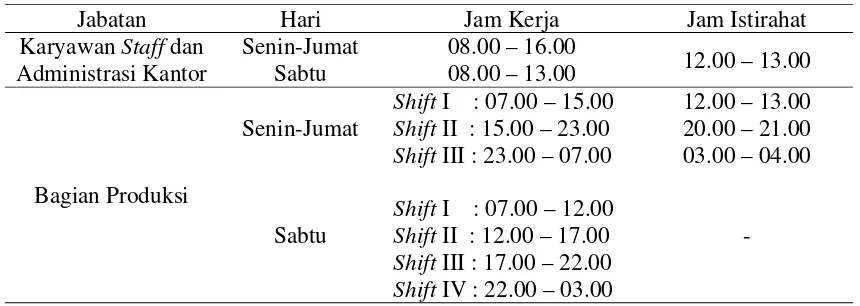
PT. Indotirta Jaya Abadi membagi karyawannya berdasarkan jam kerja yaitu karyawan staff
& administrasi kantor dan bagian produksi. Berikut ini adalah pengaturan jam kerja di PT.
Indotirta Jaya Abadi yang dapat dilihat pada Tabel 2.
Tabel 2. Pengaturan Jam Kerja PT. Indotirta Jaya Abadi
Jabatan Hari Jam Kerja Jam Istirahat Karyawan Staff dan
Keberhasilan proses produksi dan mutu produk juga bergantung pada kedisiplinan dari
pegawai atau operator. Untuk mencapai tujuan tersebut, PT. Indotirta Jaya Abadi
menerapkan peraturan yang wajib dilaksanakan oleh setiap pegawai dan operator. Peraturan
tersebut yaitu:
9 Karyawan dilarang merokok di lokasi perusahaan 9 Karyawan dilarang memakai aksesoris yang berlebihan
9 Karyawan diwajibkan memakai topi, masker dan sepatu saat akan memasuki area
produksi
9 Karyawan diwajibkan mencuci tangan saat akan memasuki area produksi
1.5. Pemasaran Produk
Sasaran PT. Indotirta Jaya Abadi adalah untuk semua kalangan sehingga harus dipastikan
bahwa produk mereka dapat menjangkau semua pasar dan jenis kalangan di masyarakat.
Salah satu usahannya adalah dengan cara membuat anak cabang perusahaan, seperti PT.
pemasaran PT. Indotirta Jaya Abadi itu sendiri adalah wilayah Indonesia bagian tengah
serta ekspor ke luar negeri (Singapura dan Vietnam). Selain itu usaha lain yang dilakukan
adalah dengan pembedaan merk dagang yang disesuaikan dengan tujuan pemasarannya.
Hal ini dilakukan agar semua jenis kalangan dapat dijangkau, namun tetap memperhatikan
kualitas produk yang dihasilkan. Dalam pemasarannya, perusahaan juga membidik pangsa
pasar dikalangan bawah, contohnya pemasaran iklan di retailer (warung, mini market dan
supermarket) yang dijadikan tempat untuk menjual produk. Selain itu juga dengan cara
mencantumkan label produk pada tempat atau sarana umum (bus kota, restoran serta hotel)
yang juga memesan produk AMDK dari PT. Indotirta Jaya Abadi. Hal ini tentunya juga
dilakukan dengan cara memberikan harga yang relatif bersaing tanpa meninggalkan
kualitas produk yang dihasilkan. Sehingga diharapkan respon pasar semakin meningkat dan
7
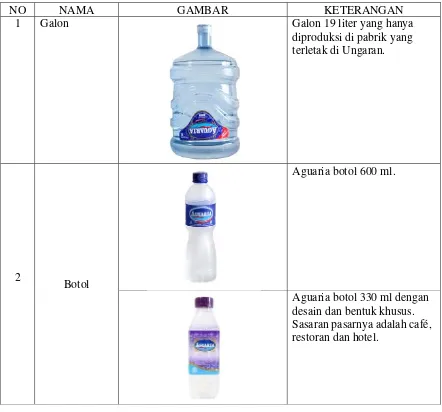
2. SPESIFIKASI PRODUK
PT. Indotirta Jaya Abadi merupakan produsen minuman ringan di Jawa Tengah yang telah
mengeluarkan berbagai macam produk, seperti AMDK (Aguaria dan Sega), teh botol, teh
wangi kering, dan minuman rasa buah siap minum. Berikut ini merupakan beberapa produk
yang diproduksi oleh PT Indotirta Jaya Abadi seperti yang dapat dilihat di Tabel 3 dan 4:
Tabel 3. Air Minum Dalam Kemasan
NO NAMA GAMBAR KETERANGAN
1 Galon Galon 19 liter yang hanya diproduksi di pabrik yang terletak di Ungaran.
2
Botol
Aguaria botol 600 ml.
10
Proses produksi Air Minum Dalam Kemasan yang di PT. Indotirta Jaya Abadi dilakukan
dalam beberapa tahapan. Berikut ini merupakan diagram alir proses produksi AMDK yang
dapat dilihat pada Gambar 1.
Keterangan:
Air Artetis Penampung IBak Clorinasi Filter mikron
Sand Filter
Carbon Filter Bak Penampung
Gambar 1. Diagram Alir Proses produksi AMDK
Alur proses produksi AMDK dimulai dari water treatment. Prinsip dari pengolahan air ini
adalah dengan filtrasi dan desinfeksi. Water treatment meliputi bak penampungan,
klorinasi, sand filter, carbon filter, filter micron, Reverese Osmosis, injeksi ozon, tanki
reaksi, tangki spiral dan gravity. Air baku ini diangkut dari mata air dengan menggunakan
tanki yang terbuat dari stainless steel yang tidak mudah berkarat. Selain dari air sumber
Gunung Keji, pada pertengahan tahun 2012 PT. Indotirta Jaya Abadi juga membangun
sebuah sumur artetis. Air artetis akan digunakan juga sebagai bahan baku produk AMDK.
Proses produksi air yang digunakan berasal dari 2 sumber ini akan dicampur dan digunakan
sebagai bahan baku produk. Awal proses di water treatment adalah dengan memompa air
artetismasuk ke sand filter untuk disaring partikelnya yang berukuran besar menggunakan
pasir silika. Pasir silika ini diletakkan di atas stainer dan air yang sudah bebas dari
kontaminan akan lolos saring.
Gambar 2. Sumber Mata Air di Gunung Keji dan Truk Pengangkut Air Baku
Kemudian air dialirkan menuju bak penampungan pertama. Pada bak penampungan
pertama ini terdapat proses pengendapan dan klorinasi. Setelah melewati bak penampungan
air dialirkan menuju ke filter micron yang berukuran 5 mikron yang mempunyai fungsi
untuk menyaring mikroorganisme yang masih ada dalam air. Selanjutnya, air dialirkan ke
carbon filter untuk menghilangkan warna, rasa dan bau yang tidak diinginkan. Air dalam
karbon aktif yang berfungsi untuk menyerap racun, bau, rasa dan warna yang ditimbulkan
akibat klorinasi. Lalu masuk ke tahap RO (Reverse Osmosis) yaitu proses dimana air yang
berasal dari sumur artetis tadi dipisahkan dari mineralnya. Tahap ini merupakan tahapan
terakhir sebelum nantinya air ini dicampur dengan air sumber.
Sedangkan untuk proses yang terjadi pada air sumber adalah mula-mula air baku yaitu yang
berasal dari Gunung Keji yang diangkut menggunakan truk tanki. Sesampainya di pabrik,
setiap tangki harus melalui pos satpam dan setiap tangki harus melalui uji laboratorium
Quality Control (QC). Jika telah lulus uji maka sampel dapat dituang ke dalam bak
penampung. Dalam bak penampung ini terjadi klorinasi untuk membunuh bakteri dan
mengendapkan kotoran yang berukuran kecil. Air sumber yang telah mengalami klorinasi
dialirkan menuju filter yang berukuran 5 mikron, lalu dialirkan ke carbon filter untuk
menghilangkan warna, rasa dan bau yang tidak diinginkan. Tahap terakhir sebelum
dicampur dengan air artetis yaitu air masuk ke filter 5 mikron lain lalu ke filter ukuran 1
ukuran. Tahapan selanjutnya adalah pencampuran air artetis dan air sumber yang telah
melalui proses awal. Pencampuran dilakukan dengan mengalirkan kedua air kedalam static
mixer I bertujuan untuk mencampur air artetis dan air sumber dan injeksi dengan ozon lalu
masuk ke static mixer II untuk agar ozon tercampur sempurna.
Apabila terjadi kelebihan volume air yang akan dialirkan ke tanki reaksi, maka setelah air
dari static mixer I air langsung dialirkan menuju tangki spiral. Tangki spiral ini berfungsi
sebagai tangki penampung air. Air yang ada dalam tangki spiral ini belum diinjeksikan
ozon. Setelah air steril, air masuk ke tanki gravity untuk menampung air sebelum dialirkan
ke bagian produksi AMDK dan sebagian masuk ke tanki cucian untuk mencuci botol
sebelum diisi. Setelah proses water treatment selesai, air tersebut dialirkan ke ruang filling
untuk dikemas ke dalam cup plastic dan botol.
3.2. Codding
Coding adalah pemberian kode produksi dan tanggal kadaluarsa produk dengan
tanggal kadaluarsa, jam saat produksi dan mesin yang digunakan saat produksi. Masa
kadaluarsa untuk produk AMDK adalah selama 2 tahun. Dengan demikian untuk
mengetahui tanggal produksinya, coding tanggal yang tertera pada kemasan tinggal
dikurangi 2 tahun.
Pada setiap produk PT. Indotirta Jaya Abadi tertera kode produksi , sebagai berikut : ¾ Angka 1 sampai dengan 6 menunjukan tanggal, bulan dan tahun kadaluarsa
sedangkan angka 7 sampai dengan 0 menunjukan jam dan menit produksi, sementara huruf
A menunjukan kode mesin yang memproduksi.
¾ Posisi kode produksi pada produk: kemasan cup pada bottom/dasar cupdan botol plastik
pada leher botol.
¾ Kode produksi pada karton : angka 1 dan 2 menyatakan tanggal
produksi, angka 3 dan 4 menyatakan bulan produksi, serta angka 5 dan 6 menyatakan tahun
kadaluarsa. 123456
123456
14
¾ Proses produksi
Pada saat proses produksi, air baku tidak dimasak dengan suhu tinggi, namun hanya
diklorinasi lalu diinjeksi dengan ozon. Pada dasarnya klorinasi dan injeksi ozon ini adalah
sebagai desinfektan yang akan membunuh mikroba yang berasal dari sumber air. Ozon
sendiri dihasilkan dari generator ozon yang menggunakan udara bebas maupun oksigen
murni. Reaksi yang terjadi pada ozon adalah sebagai berikut: O3 + H2O Æ H2O + O2 + O-,
di mana O- berfungsi sebagai desinfektan, sedang O2 akan memberi kesegaran pada air.
Setelah itu, air masuk ke sand filter untuk disaring partikel besarnya dengan menggunakan
pasir silika. Prinsipnya dengan meletakan pasir silika di atas stainer lalu air yang lolos
saringan merupakan air yang bebas dari kontaminan. Agar penyaringan berjalan dengan
baik, dilakukan maintenance berupa proses rinsing dan backwash yang dilakukan seminggu
sekali pada saat produksi berhenti dengan kondisi alat terpasang. Proses ini dilakukan
dengan cara melakukan backwash terlebih dahulu dengan arah aliran terbalik, baru
kemudian dibilas dengan menggunakan proses rinsing. Backwash adalah mengalirkan air
bersih dengan arah aliran terbalik untuk pembersihan kotoran yang terperangkap.
Sedangkan rinsing adalah pengaliran cairan yang akan disaring dan hasilnya langsung
dibuang dengan tujuan untuk membilas. Proses ini dilakukan dengan cara melakukan
backwash terlebih dahulu dengan arah aliran terbalik, dengan demikian media filter akan
membuyar atau terbuka kembali dan juga berfungsi untuk membersihkan pipa serta media
filter kemudian dibilas dengan menggunakan proses rinsing.
Selanjutnya air dialirkan menuju bak penampungan. Pada bak penampungan ini terdapat
proses pengendapan dan juga proses klorinasi. Kapasitas bak penampungan ini sebesar 50
m3, bagian atas bak tertutup bertujuan agar cahaya tidak masuk, karena jika cahaya masuk
akan terbentuk lumut pada bak. Tujuan klorinasi adalah untuk membunuh bakteri patogen.
Setelah melewati bak penampungan air dialirkan menuju ke filter micron yang berukuran 5
filter micron juga mangalami maintenance yaitu dengan cara sterilisasi dengan
menggunakan uap panas. Uap panas yang digunakan adalah 100oC selama 30 menit.
Selanjutnya, air dialirkan ke carbon filter untuk menghilangkan warna, rasa dan bau yang
tidak diinginkan. Air dalam carbon filter ini juga harus dipastikan telah terbebas dari
klorin. Sama halnya dengan sand filter, agar carbon filter dapat bekerja dengan baik
dilakukan maintenance seminggu sekali pada hari Minggu. Cara yang dilakukan adalah
sama dengan sand filter yaitu dengan backwash kemudian rinsing. Selain itu apabila
karbon sudah jenuh, maka harus diaktifkan kembali dengan cara diuapi (steam) untuk
membuang senyawa-senyawa yang telah terserap dan membuka pori-pori butiran karbon.
Lalu setelah itu masuk ke tahap RO (Reverse Osmosis) yaitu proses dimana air yang berasal
dari sumur artetis tadi dipisahkan dari mineralnya. Oleh karena itu tekanan dalam mesin
RO dibuat tinggi yaitu sekitar 11-12 bar agar mineral dalam air tersebut dapat terpisah.
Pada tahap ini juga dilakukan maintenance yaitu dengan merendam dengan bahan sanitasi
yaitu hidrogen peroksid asetat secara sirkulasi kemudian dilakukan rinsing. Tahapan
selanjutnya adalah pencampuran air artetis dan air sumber yang telah melalui proses awal.
Lalu dilakukan injeksi dengan ozon dengan fungsi untuk memastikan air dalam kondisi
steril dan bebas kontaminan. Setelah steril, air masuk ke tanki gravity untuk menampung
air sebelum dialirkan ke bagian produksi dan sebagiannya lagi masuk ke tanki cucian untuk
mencuci botol sebelum diisi. Sebelum diditribusikan ke ruang filling, air terlebih dahulu
dilewatkan melalui sinar UV dengan tujuan untuk mematikan bakteri patogen yang
mungkin masih tersisa di dalam air.
¾ Produk jadi
Sebelum dilakukan penutupan lid pada cup, lid terlebih dahulu mengalami penyinaran UV.
Setelah lid cup ditekan dan menempel pada kemasan, produk jadi kemudian disinari UV
kembali melalui conveyor yang berjalan sebelum akhirnya keluar dari ruang produksi dan
4.2. Sanitasi Ruang Produksi
Sanitasi ruangan (ruang yellow, ruang washer dan ruang filling) pada proses produksi
AMDK dilakukan seminggu sekali pada hari Minggu, yang meliputi pembersihan lantai,
kaca dan air selokan. Kebersihan ruang produksi bisa dilakukan dengan membersihkan
ruangan setiap hari sebelum dan sesudah produksi, pada setiap shift. Sanitasi ruang
produksi ini dibagi menjadi dua, yaitu ruang filling dan pengepakan.
• Ruang Filling
Untuk mencegah masuknya udara luar yang menjadi sumber kontaminasi, ruang produksi
bisa didesain secara rapat. Sanitasi ruang produksi (ruang filling) dilakukan secara rutin dan
teratur serta dibawah control dari pihak quality control. Pertama-tama hal yang selalu
dilakukan adalah menyemprotkan alkohol 70% sebelum proses produksi berlangsung untuk
meminimalkan terjadinya kontaminasi. Selain fogging dengan alkohol, ada juga fogging
dengan menggunakan bahan sanitasi kimia. Untuk fogging dengan bahan kimia pada ruang
filling cup dan botol dilakukan setiap hari pada saat istirahat kemudian diikuti dengan
penyinaran lampu UV. Panjang gelombang sinar UV yang digunakan adalah 254 nm.
Fungsi dari penyinaran lampu UV adalah untuk deozonisasi dan membantu membunuh
mikroorganisme yang sekiranya masih tersisa atau yang lolos dari proses produksi.
Keseluruhan sanitasi yang dilakukan oleh perusahaan ini bertujuan untuk mencegah
kontaminasi mikroba pada produk AMDK. Untuk maintenance lampu UV itu sendiri
dilakukan saat pengecekan sanitasi oleh karyawan yang membawa checklist sanitasi saat
produksi berhenti (saat istirahat). Apabila lampu UV terlihat semakin meredup, maka akan
segera diganti. Namun untuk waktu penggantian lampunya tidak dapat dipastikan
(tergantung dari kekuatan lampu UV itu sendiri). Untuk mengetahui tingkat kesterilan
ruang produksi, dilakukan isolasi udara selama ± 30 menit dengan menggunakan 3 media
SDA (Saboraud Dextrose Agar) dan 3 media PCA (Plate Count Agar) untuk mengisolasi
mikroorganisme terutama ALT dan jamur yang mungkin ada di dalam ruang produksi
tersebut. Pengujian jamur dilakukan karena masih ada kemungkinan kontaminasi jamur
• Ruang Pengepakan 9 Lantai
Lantai gudang penyimpanan terbuat dari semen plester. Hal ini bertujuan agar lantai kuat,
selalu kering dan mudah dibersihkan. Sedangkan lantai ruang produksi terbuat dari keramik
putih yang halus, tidak licin dan kedap air, sehingga tidak membuat mesin produksi
menjadi bergeser. Lantai ruang produksi dibuat sedikit landai agar tidak terjadi genangan
air dan mudah dibersihkan. Hal ini karena hampir setiap proses filling AMDK ke dalam
kemasan, masih terdapat air tercecer yang berasal dari filler. Lantai ruang produksi
dibersihkan setiap hari pada saat jam istirahat dengan menggunakan cairan desinfektan.
Sedangkan lantai ruang penyimpanan hampir tidak pernah didisinfeksi dengan cairan
desinfektan, namun hanya disapu saja.
9 Dinding
Dinding ruang penyimpanan memiliki permukaan yang halus dan rata serta dilapisi cat
berwarna putih sehingga dapat menutup pori-pori dinding. Sedangkan dinding di ruang
produksi terbuat dari keramik yang halus, tidak licin dan kedap air. Dinding di ruang
produksi dibersihkan hampir setiap hari pada saat jam istirahat dengan menggunakan cairan
desinfektan.
9 Langit-langit
Langit-langit ruang produksi terbuat dari stainless steel. Hal ini karena stainless steel
merupakan bahan yang tidak mudah berkarat serta lebih menjaga kebersihan dan keamanan
produk. Sementara itu, untuk langit-langit guddang penyimpanan tidak tersusun atas eternit
maupun gypsum, namun langsung rangka langit-langit yang ditutup dengan asbes, sehingga
kadang menimbulkan rasa panas di ruang penyimpanan. Meski demikian, udara panas ini
disiasati dengan jarak lantai dengan langit-langit sekitar 8-10 meter, sehingga diharapkan
9 Pencahayaan
Pencahayaan yang digunakan berupa lampu neon panjang berwarna putih, pencahayaan di
ruang produksi dibuat lebih terang dibandingkan ruang penyimpanan untuk meminimalkan
terjadinya kesalahan saat produksi. Pencahayaan hampir ada di seluruh ruangan baik di
ruang produksi maupun ruang penyimpanan. Adanya pencahayaan juga bertujuan untuk
memudahkan dalam menjaga dan memantau kebersihan ruang produksi dan penyimpanan.
4.3. Sanitasi Mesin
Mesin dan peralatan merupakan bagian proses produksi yang mengalami kontak langsung
dengan produk, sehingga diperlukan sanitasi untuk menjaga kesterilan dan kebersihan
produk. PT. Indotirta Jaya Abadi melakukan sanitasi mesin dan peralatan yang meliputi
sanitasi mesin produksi, serta peralatan laboratorium.
¾Sanitasi mesin filling
Sanitasi mesin filling cup dilakukan dua kali seminggu yaitu pada hari Selasa dan
Kamis pada saat istirahat dan mesin filling cup seminggu sekali pada hari Rabu.
Sebenarnya tahapan sanitasi antara mesin satu dengan mesin yang lainnya sama saja
yaitu pada mesin, selang dan tangki filler direndam cairan sanitasi asam 0,3% (minggu
pertama)pada suhu 50-700C dan cairan sanitasi basa 400 ppm (minggu kedua) pada
suhu 50-700C selama 10 menit secara bergantian tiap minggu. Pada nozzle silinder roll,
tiang dispenser cup disemprot cairan sanitasi asam 0,3% (3 ml dalam 100 ml air) pada
suhu 50-700C minimal selama 3 menit. Kemudian dilakukan rinsing hingga tidak
berbau. Sementara itu, talang, tutup filler, area ruang produksi, kaca dan dinding harus
bersih dan kering. Kemudian dilakukan fogging dengan larutan sanitasi kimia dengan
perbandingan 1 : 20, lalu lampu UV dinyalakan. Adanya perbedaan penggunaan bahan
desinfektan yang digunakan pada minggu pertama dan kedua dikarenakan untuk
mencegah resistensi mikroorganisme kontaminan. Hal ini karena apabila hanya
digunakan satu jenis desinfektan yang sama dan secara berulang, maka kemungkinan
bisa menimbulkan resistensi mikroorganisme kontaminan, sehingga desinfektan yang
4.4. Sanitasi Operator
Sanitasi karyawan dilakukan dengan berbagai macam cara, salah satunya adalah dengan
memberikan ruangan lain diantara ruang produksi dan ruang bagian luar, ruang ini disebut
yellow room. Dalam ruangan ini, pekerja yang akan memasuki ruang filling harus
melakukan persiapan khusus, seperti memakai perlengkapan kerja (jas laboratorium,
penutup kepala, masker, sarung tangan, dan sepatu booth), menyemprotkan alkohol 70% ke
seluruh perlengkapan kerja, tangan serta kaki dan melewati ruangan blower. Untuk jas
laboratorium dicuci setiap seminggu sekali. Untuk sarung tangan, setiap beberapa minggu
sekali akan diganti dengan sarung tangan baru. Selain itu juga disediakan larutan sanitasi
kimia basa untuk merendam sarung tangan yang telah dipakai dan alkohol untuk
disemprotkan sebelum masuk ke ruang produksi.
PT. Indotirta Jaya Abadi juga menerapkan beberapa aturan khusus yang harus dipatuhi oleh
semua karyawannya untuk mendukung proses sanitasi yang dilakukan. Aturan ini terutama
ditujukan bagi karyawan yang bekerja di divisi produksi AMDK. Hal ini karena para
pekerja lebih sering kontak dengan produk, adanya kontak ini bisa menjadi salah satu
sumber kontaminan yang bisa menentukan kesterilan produk akhir.
Beberapa aturan sanitasi bagi pekerja diantaranya adalah :
9 Karyawan harus mencuci tangan sebelum dan setelah melakukan semua kegiatan
yang berhubungan dengan proses produksi. Hal ini ditunjang dengan adanya fasilitas
wastafel beserta sabun cuci tangan dan lap kering di berbagai sudut ruangan, terutama
yang dekat dengan ruang produksi. Selain itu ada orang-orang tertentu yang
bertanggungjawab terhadap ketersediaan sabun dan lap di wastafel. Sehingga sabun
akan selalu ada saat dibutuhkan, serta lap yang diusahakan selalu kering dan bersih.
9 Dilarang melakukan kebiasaan buruk seperti merokok, meludah, makan dan minum di
ruang produksi.
9 Sebelum masuk ke ruang produksi (filling), karyawan harus mengenakan seragam
yang telah ditentukan, mulai dari seragam tertutup, masker, penutup kepala, sarung
dengan alkohol sebelum masuk ke ruang produksi (filling) untuk memastikan
kesterilannya. Saat keluar dari ruang produksi, seragam harus dilepas kembali dan
tidak boleh dibawa keluar ruang produksi.
9 Selama bekerja karyawan di ruang produksi (filling) tidak diperbolehkan mengenakan
jam tangan dan perhiasan.
Untuk para pekerja di departemen Quality Control, harus mengenakan jas laboratorium dan
sandal yang tidak boleh sembarangan dipakai, hanya digunakan saat berada di
21
5. PEMBAHASAN
Air merupakan bahan yang sangat penting bagi kehidupan manusia yang fungsinya tidak
dapat digantikan oleh senyawa lain. Air memiliki beberapa persyaratan kesehatan yang
utama, meliputi sumber air dengan kualitas air yang relatif sama sepanjang tahun dalam
segala musim, air yang dihasilkan tidak berubah warna, bau dan rasa. Selain itu air juga
harus bebas dari sumber kontaminasi mikroorganisme. Air berperan sebagai pembawa
zat-zat makanan dan sisa-sisa metabolisme dalam tubuh, serta sebagai media reaksi yang
menstabilkan pembentukan biopolimer (Arpah, 1993).
Dalam pembuatan AMDK ini, PT. Indotirta Jaya Abadi menggunakan sumber air yang
berasal dari pegunungan Keji, Ungaran. Menurut Suhardi (1991), air yang berasal dari
pegunungan merupakan sumber yang baik untuk produksi air minum, karena memiliki zat
organik dan jumlah mikrobia yang rendah, serta kandungan mineral yang tinggi. Winarno
(1986) juga mengemukakan bahwa air yang dikemas dalam botol atau bahan pengemas lain
yang ditujukan untuk konsumsi manusia, dengan syarat tidak berwarna, tidak berasa, tidak
boleh mengandung bahan tersuspensi dan memiliki pH netral. Namun perlu diingat bahwa
air yang akan digunakan untuk produksi air minum harus memenuhi syarat-syarat yang
telah ditetapkan oleh perusahaan, sehingga diperlukan pengolahan lebih lanjut terhadap air
yang akan digunakan untuk produksi AMDK. Standar pH untuk air minum yang baik
adalah berkisar antara 6,5-8,5. Jika pH air lebih rendah dari 6,5 maka air tersebut tergolong
asam yang bisa menyebabkan korosi. Jika pH air melebihi 8,5, artinya air tersebut terlalu
basa yang bisa membentuk lapisan fero hidroksida yang terhidroksi menjadi feri hidroksida
pada lapisan permukaan bagian dalam pipa. Proses lebih lanjut dilakukan karena air
tersebut masih memiliki kandungan total solid yang cukup tinggi. Kandungan total solid
bisa mempengaruhi tingkat kesadahan air, sehingga perlu menjadi perhatian dalam
pengolahannya menjadi produk AMDK (Suhardi, 1991).
Kualitas mutu AMDK tercapai dari sanitasi yang diterapkan oleh perusahaan itu sendiri.
makanan, khususnya dalam cara penanganan pangan. Purnawijayanti (2001) menyatakan
bahwa sanitasi adalah suatu cara pemeliharaan kondisi yang mampu mencegah terjadinya
kontaminasi atau timbulnya penyakit. Pada dasarnya sanitasi merupakan salah satu proses
desinfeksi yang mempunyai tujuan untuk menonaktifkan atau bahkan membunuh sebagian
besar mikroorganisme dan bakteri patogen yang terdapat dalam air baku. Winarno &
Surono (2004) juga menambahkan bahwa, sanitasi ditujukan untuk mencapai kebersihan
yang prima dalam tempat produksi, persiapan, penyimpanan, dan penyajian makanan serta
air sanitasi pangan. Desinfeksi merupakan pendestruksian selektif untuk organism patogen,
namun tidak semua organism patogen dapat didestruksi selama proses tersebut
(Tchbanoglous, 1981).
5.1. Sanitasi Pengolahan Air
Menurut Herschdoefer (1986), produksi AMDK yang menggunakan bahan baku air dari
pegunungan masih banyak terdapat kontaminan baik berupa bahan kimia maupun mikrobia.
Oleh karena itu, dari bahan baku awal hingga proses produksi dan hasil akhir produk harus
selalu dipantau mutunya. Penggunaan klorin pada proses produksi ini sudah sesuai dengan
teori Tchbanoglous (1981) bahwa, agen kimiawi yang sering digunakan sebagai
desinfektan antara lain klorin. Prinsip kerja klorin dalam membunuh mikroba (khususnya
spora jamur/lumut) adalah dengan menghambat sistem mRNA dan potensi sel
mikroorganisme, serta dengan fosforilasi oksidatif pada sel bakteri (Yousef & Juneja, 2003
dalam Purjan, 2009).
Selain berperan sebagai proses desinfeksi, klorinasi juga dapat menghilangkan kesadahan.
Kesadahan muncul karena adanya ion Ca2+ dan Mg2+ di dalam air. Klorin akan
mengoksidasi Ca2+ dan Mg2+ menjadi Ca(OH)2 dan Mg(OH)2 yang bersifat tidak larut air
sehingga dapat dihilangkan dengan proses penyaringan berikutnya. Prinsip kerja senyawa
klorin bebas tersebut dalam memusnahkan mikroorganisme adalah sebagai berikut:
- Oksigen yang dilepaskan dari asam hipoklorit akan mengoksidasi komponen tidak jenuh pada mikroba: HOCl Æ HCl + On
- Mendenaturasi protein sel mikroba sehingga permeabilitas sel terganggu dan akhirnya mikroba mati.
(Yousef & Juneja, 2003 dalam Purjan, 2009)
Selain itu, injeksi dengan ozon (2-3 ppm) berfungsi sebagai desinfektan yang akan
membunuh mikroba yang berasal dari sumber air. Ozon ini diproduksi dari alat yang
disebut ozon generator. Mesin ini akan mengambil O2 yang berasal dari tabung oksigen dan
akan direaksikan hingga menjadi ozon (O3). Menurut Suriawiria (1993), ozon dapat terjadi
dari gas oksigen yang menyerap energi sebesar 68 kkal dengan reaksi: 3 O2 2O3.
Ozon merupakan zat yang tidak stabil yang akan mudah terurai menjadi Oksigen (O2) dan
oksigen murni (O) pada titik didih 112oC tekanan atmosfer, larut dalam air (kelarutannya
dalam air lebih baik daripada oksigen), merupakan oksidator kuat, serta merupakan gas
beracun (Suriawiria, 1993). Ozon merupakan jenis desinfektan yang baik yang pada
umumnya berbentuk gas. Oksigen murni ini memiliki kemampuan sebagai zat oksidatif
yang akan mematikan seluruh mikroorganisme. Penggunaan ozon tidak hanya sebagai
desinfektan namun juga dapat memberikan rasa segar pada air minum. Hal ini karena
adanya oksigen bebas yang bergabung dengan oksigen bebas lainnya membentuk O2 dalam
jumlah besar yang larut dalam air. Dosis minimal penggunaan ozon yang dianjurkan
menurut Birdi (1979) adalah sebesar 2-3 ppm. Ozon pada dosis ini akan menghasilkan
residu sebesar 0,1 ppm yang merupakan batas aman untuk air minum.
Semakin banyak oksigen terlarut dalam air, maka akan semakin segar air. Kelarutan ozon
didalam air juga tergantung pada pH dan temperatur air. Semakin tinggi pH, semakin
rendah kelarutan ozon. Semakin rendah temperatur, semakin tinggi kelarutan ozon. Oleh
karena itu, pada serangkaian tahap proses pengolahan air di PT. Indotirta Jaya Abadi ini
tidak terdapat proses yang menggunakan suhu tinggi. Selain itu suhu ruang filling pun
dipertahankan pada suhu 16-20oC dengan menggunakan AC (Air Conditioner). Selain
untuk meminimalkan kontaminasi mikroba, juga untuk memaksimalkan kelarutan oksigen
di dalam air. Ozon juga mampu merubah warna, rasa, dan bau dari air minum menjadi lebih
mengandung ozon. Hal ini bisa dicapai dengan cara terlebih dahulu menyimpan produk
selama 24 jam atau sehari di dalam gudang sebelum didistribusikan ke konsumen.
Penghilangan kandungan ozon ini perlu dilakukan karena keberadaan ozon dalam produk
AMDK saat dikonsumsi bisa merugikan kesehatan. Adanya sifat ozon yang tidak stabil dan
mudah larut dalam air akan membantu penguraian ozon dalam produk AMDK saat
disimpan terlebih dahulu selama 24 jam sebelum akhirnya didistribusikan ke konsumen
Penyaringan air ke sand filter sudah sesuai teori Sugiharto (1987) yang mengatakan bahwa
dalam industri air minum biasanya digunakan ukuran pasir yang paling selektif yaitu antara
0,4-0,8 mm. Saringan dengan menggunakan pasir ukuran efektif tersebut merupakan
saringan pasir dengan kecepatan aliran penyaringan 1,3-2,7 liter/m3/detik. Maintenance
penyaringan, dilakukan backwash serta rinsing pada waktu tertentu agar penyaringan dapat
berjalan dengan baik. Proses backwash ini sebenarnya saling berkaitan dengan proses sand
filter. Proses ini sesuai teori Izdihar & Fadjar (1979) yang menyatakan bahwa apabila pasir
dalam sand filter telah jenuh oleh karena partikel-partikel yang mengendap pada
penyaringan tersebut, maka dapat dicuci kembali dengan cara mengalirkan air dari arah
berlawanan dengan kecepatan yang tinggi. Setelah proses backwash selesai, kemudian
diakhiri dengan rinsing. Selain itu juga menurut Izdihar & Fadjar (1979), untuk
mendapatkan air yang bersih dan sehat maka perlu pengontrolan dan pembersihan terhadap
saringan pasir dan karbon.
Kemudian melewati tahap carbon filter yang berfungsi untuk menyerap racun, bau, rasa
dan warna (Hartomo & Widyatmoko, 1994). Hal ini timbul akibat klorinasi menggunakan
karbon aktif dengan ukuran ± 3 mm. Pemberian karbon aktif ini juga merupakan salah satu
cara untuk menghilangkan kandungan klorin dalam air (Woodroof & Philips, 1974).
Namun, penyaringan karbon ini memiliki kelemahan yaitu dapat mengalami kejeuhan, saat
karbon telah jenuh maka harus dilakukan maintenance dan regenerasi yang biasa dilakukan
Kemudian dilanjutkan penyaringan air melalui penyaringan membran atau mikrofilter yang
dalam hal ini pre filtrer (catridge filter) berupa penyaringan berukuran 5 mikron sudah
sesuai dengan teori. Hal ini karena penyaringan ini dilakukan untuk menghilangkan total
padatan terlarut (TDS) pada air yang tinggi, yang dapat mempengaruhi kesadahan air dan
sifat sensori air (Suhardi, 1991). Setelah itu penyaringan menggunakan media penyaring
yang berpori-pori lebih kecil dari penyaring sebelumnya yaitu medium filter dengan ukuran
3 mikron dan final filter yang memiliki ukuran 1 mikron sudah sesuai teori bahwa hal ini
bertujuan untuk memisahkan partikel-partikel berukuran mikron serta menyaring mikrobia
yang ada (Hartomo & Widyatmoko, 1994).
Diakhir proses, air akan diinjeksi ozon kedua menggunakan ozon sebesar 0,3 ppm dengan
residu yang dihasilkan sebesar 0,1-0,2 ppm. Fungsi penginjeksian ozon adalah untuk
memastikan air dalam kondisi steril dan bebas kontaminan. Hal ini sesuai Yousef & Juneja
(2003) dalam Purjan (2009), bahwa dengan dosis seperti tadi, air akan membentuk residu
ozon sebesar 0,1 ppm yang merupakan batas aman untuk air minum dan fungsi ozon
sebagai desinfektan tetap efektif. Residu ozon yang berlebih di air minum dapat
menimbulkan bau yang tidak enak pada air tersebut. Setelah steril, air dialirkan masuk ke
tanki gravity sebagai tempat menampung air sebelum dialirkan ke bagian produksi AMDK.
Namun juga ada sebagian air yang akan masuk ke tangki cucian untuk mencuci botol
sebelum diisi. Kemudian, sebagai pelengkap disinfeksi, penyinaran ultraviolet
diaplikasikan sebelum air minum siap dikemas. Proses desinfeksi yang dilakukan berupa
penyinaran dengan sinar UV pada panjang gelombang 254 nm.
Birdi (1979) menyatakan bahwa sinar UV merupakan desinfektan tingkat tinggi dan
membunuh bakteri penyebab penyakit. Sinar UV adalah radiasi sinar tak tampak yang
bersifat bakterisidal bertujuan untuk membunuh penyebaran bakteri penyakit (Carpenter,
1961). Menurut Frazier & Westhoff (1988), radiasi sinar UV dengan panjang gelombang
260 nm dengan kuat akan diserap oleh purin dan pirimidin sehingga memiliki efek
germisidal. Jay (1986) juga menambahkan bahwa sinar UV tidak beracun dan diserap oleh
membunuh bakteri adalah dengan produksi mutasi lethal yang menyebabkan kematian sel
sebagai hasil reaksi pada asam nukleat sel bakteri. Pada penggunaanya ada ketentuan yang
perlu diperhatikan yaitu harus disesuaikan dengan kecepatan aliran air yang masuk. Saat
kecepatan aliran tinggi, maka panjang gelombang yang digunakan juga harus tinggi. Pada
umumnya, umur lampu sinar UV yang dapat digunakan secara efektif adalah 9000 jam, saat
penggunaannya lebih dari waktu tersebut, maka lampu sudah tidak lagi efektif meskipun
masih dapat menyala (Birdi, 1979).
Pengawasan yang dilakukan meliputi dari awal pengisian AMDK ke dalam pengemas,
dilanjutkan dengan penyinaran, lalu pemeriksaan secara manual oleh pekerja dengan
bantuan sinar lampu (inspector lamp). Pengecekan bertujuan untuk menjamin kualitas dari
produk AMDK yang dihasilkan dan menghindari kontaminasi. Kemudian labelling,
pemberian sticker, kode produksi dan tanggal kadaluarsa yang sudah tepat atau belum. Hal
ini berfungsi untuk memberikan informasi kepada konsumen mengenai produk AMDK
tersebut.
5.2. Sanitasi Ruang Produksi
Sumber kontaminasi juga bisa berasal dari udara dalam yang ada di ruangan. Kebersihan
dan kesterilan ruang produksi dan gudang penyimpanan juga ikut menjadi penentu
higienitas dan kualitas produk akhir. Sanitasi ruangan dilakukan dengan penyemprotan
menggunakan agen sanitasi di ruangan pengisian sebelum proses produksi dilakukan.
Penyemprotan ini berfungsi untuk menjaga keaseptisan dari ruang pengisian. Selain itu juga
bisa dilakukan pembersihan kaca-kaca serta alat-alat produksi khususnya yang bisa dilepas
dengan perlakuan perendaman dalam larutan deterjen tidak beraroma dan pembilasan
dengan air produk. Menurut Volk & Wheeler (1993) dan Forsythe & Hayes (1998),
deterjen termasuk dalam sanitizer sehingga baik digunakan dalam proses cleaning.
Sanitizer adalah agen yang dapat mengurangi jumlah bakteri sampai batas aman menurut
¾ Sanitasi ruang produksi
Sanitasi ruang produksi sangat penting dilakukan demi kelangsungan jalannya proses
produksi. Sanitasi ruang produksi bertujuan untuk menjaga higienitas proses produksi
sehingga dihasilkan produk yang berkualitas tinggi.
Ruang produksi harus memiliki persyaratan sebagai berikut:
- Suhu ruangan diusahakan konstan setiap hari, bersih, dan bebas kontaminan dari berbagai bahan
- Bersih dan bebas kontaminan
- Dilengkapi dengan sarana pegolahan limbah
- Ruangan yang digunakan harus memiliki ketinggian minimal 3 meter dengan atap tidak terbuat dari seng karena dapat menyebabkan fluktuasi suhu dalam ruangan.
(Troller, 1993)
Untuk menjaga suhu ruangan agar tetap konstan diberi pendingin ruang. Jika suhu ruangan
tidak konstan atau terlalu panas maka dapat menyebabkan perubahan kualitas dari AMDK.
Salah satu aspek yang perlu diperhatikan adalah mikroorganisme. Mikroorganisme dapat
tumbuh bebas jika suhu ruangan cocok untuk pertumbuhannya sehingga dapat
menyebabkan kontaminasi pada produk. Jika produk terkontaminasi, maka produk AMDK
tidak dapat dikonsumsi oleh masyarakat. Selain menjaga suhu ruangan ada tindakan
pencegahan yang dapat dilakukan, yaitu dengan cara menyemprotkan alkohol 70%
keseluruh badan operator atau setiap orang yang masuk ke ruang produksi. Selain
disemprotkan pada operator, alkohol juga disemprotkan pada ruang produksi. Terdapat
ketentuan lain yang diterapkan oleh PT. Indotirta Jaya Abadi terkait sanitasi ruang
produksi, yaitu lantai dibuat sedikit menurun dan diberi lubang kecil di dalam ruangan
untuk membuang air yang tergenang di lantai. Hal ini karena adanya genangan air bisa
menjadi sumber kontaminan. Ruangan yang digunakan untuk produksi juga sudah memiliki
ketinggian ± 3 meter, dengan lantai berupa keramik dan dinding ruang yang menggunakan
partisi kaca. Dari hal ini bisa disimpulkan bahwa aturan mengenai ruang produksi yang ada
• Ruang filling
Sanitasi ruang produksi (ruang filling) dilakukan dengan cara disemprot alkohol 70%
yang disemprotkan setiap awal produksi (setelah istirahat). Jika mesin ada masalah
maka setelah mesin dibenarkan dan akan memulai produksi, sebelumnya disemprot
alkohol 70%. Tahap filling menggunakan fillingmachine dilakukan secar aseptis untuk
mengurangi resiko kontaminasi selama proses pengisian dan penutupan. Selain itu juga
dilakukan dengan menyemprot seluruh ruangan filler dengan menggunakan larutan
disinfectant cleaner concentrate. Penyemprotan ini dilakukan secara rutin setiap
istirahat. Selain itu, sanitasi ruang produksi (filling) juga dilakukan dengan
menggunakan lampu UV. Setiap hari, saat istirahat setelah fogging¸ ruang filling
disinari dengan lampu UV. Setiap petugas yang masuk ke dalam ruang filling harus
menyemprotan alkohol ke tangan dan pakaian petugas. Keseluruhan sanitasi yang
dilakukan oleh perusahaan ini bertujuan untuk mencegah kontaminasi mikroba pada
produk AMDK.
Usaha lain sanitasi yang bisa digunakan yaitu dengan mencegah masuknya udara luar
yang menjadi sumber kontaminasi dengan cara mendesain ruang produksi secara rapat.
Untuk mengetahui tingkat kesterilan ruang produksi, juga dilakukan isolasi udara
selama ± 30 menit dengan menggunakan 3 media SDA dan 3 media PCA yang
diletakkan secara horizontal pada ruangan untuk mengisolasi mikroorganisme terutama
bakteri dan jamur yang mungkin ada di dalam ruang produksi tersebut. Apabila masih
ditemukan berbagai macam mikrobia di ruang filling pada saat isolasi udara, maka bisa
mengindikasikan bahwa sanitasi serta higienitas ruang filling AMDK belum
sepenuhnya terjaga. Adanya mikrobia yang muncul ini kemungkinan adanya
kontaminasi oleh udara, kontak mesin, kontaminasi pekerja, dll.
• Ruang Pengepakan 9 Lantai
Lantai ruang produksi sebaiknya terbuat dari bahan yang tahan lama, hal ini karena
kerjanya berat dan juga memiliki beban berat. Selain itu suhu produksi yang
digunakan juga tinggi, serta adanya air dan lemak yang biasanya berceceran di
lantai dan diperlukannya frekuensi pembersihan. Lantai gudang penyimpanan PT.
Indotirta Jaya Abadi terbuat dari semen plester, yang bertujuan agar lantai kuat,
selalu kering dan mudah dibersihkan. Lantai pada ruang produksi AMDK di PT.
Indotirta Jaya Abadi terbuat dari keramik putih yang halus, tidak licin dan kedap
air. Dengan dmikian tidak merubah posisi mesin produksi karena tidak licin. Hal
tersebut sesuai teori Roday (1999) yang menyatakan bahwa lantai ruang produksi
yang terbuat dari keramik memiliki karakteristik cukup licin, non absorben dan
resisten terhadap lemak, sehingga penggunaan keramik untuk lantai ruang produksi
sudah tepat.
Menurut Roday (1999), lantai sebaiknya dibersihkan secara rutin disamping
peralatan yang juga membutuhkan perhatian ekstra. PT. Indotirta Jaya Abadi sudah
melaksanakan hal tersebut, lantai ruang produksi dibersihkan setiap hari pada saat
jam istirahat dengan menggunakan cairan desinfektan. Lantai dengan dinding yang
masih membentuk sudut akan menyulitkan dalam pembersihannya. Winarno &
Surono (2004) mengemukakan bahwa pertemuan antara lantai dengan dinding
harus melengkung dan kedap air agar kotoran yang berbentuk padat mudah
dibersihkan dan menghindari genangan air. Dari hal ini ada kekurangan PT.
Indotirta Jaya Abadi dalam hal masih terdapatnya sudut-sudut di dinding pada
ruang produksi botol. Untuk ruang produksi cup (mesin E dan F) sudah memenuhi
teori yang ada bahwa sudut lantai pada ruangan tidak berbentuk siku (landai).
9 Dinding
Dinding yang digunakan oleh PT. Indotirta Jaya Abadi sudah sesuai teori Roday
(1999) yang mengatakan bahwa, dinding sebaiknya halus, tahan lama, kedap air,
mudah dibersihkan dan berwarna terang. Dinding sebaiknya melengkung di
pertemuan antara lantai dan langit-langit. Dinding harus dapat mencegah
ruang produksi dibersihkan hampir setiap hari pada saat jam istirahat dengan
menggunakan cairan desinfektan.
Hal ini juga didukung teori Winarno & Surono (2004), bahwa dinding yang
digunakan sebaiknya:
- Permukaannya halus dan rata, kedap air serta berwarna terang
- Bagian dinding sampai ketinggian 2 meter dari lantai harus dapat dicuci dan tahan terhadap bahan kimia. Sampai batas ketinggian tersebut jangan
menempatkan sesuatu yang mengganggu operasi pembersihan.
- Sudut antar dinding, antara dinding dan lantai, dan antara dinding dengan langit-langit harus tertutup rapat dan mudah dibersihkan.
9 Langit-langit
Menurut Winarno & Surono (2004), ruang produksi harus mempunyai
langit-langit yang tidak retak, tidak bercelah, tidak terdapat tonjolan dan sambungan yang
terbuka, kedap air, berwarna terang, dan tingginya minimal 3 meter. Dari teori ini
bisa dikatakan langit-langit ruang produksi PT. Indotirta Jaya Abadi sudah sesuai
dengan teori yang ada. Langit-langit ruang produksi PT. Indotirta Jaya Abadi
terbuat dari stainless steel sudah sesuai. Hal ini karena stainless steel merupakan
bahan yang tidak mudah berkarat serta lebih menjaga kebersihan dan keamanan
produk.
9 Pencahayaan
Menurut Roday (1999), pencahayaan yang baik penting di dalam ruang produksi
dan ruang penyimpanan karena membantu pekerja untuk melihat sehingga mereka
dapat bekerja dengan jelas, kotoran atau kerusakan menjadi lebih dapat terlihat,
membantu dalam membersihkan, meningkatkan keamanan untuk mencegah
kecelakaan, serta meningkatkan kualitas dan kuantitas kerja keseluruhan.
Pencahayaan di ruang produksi dibuat lebih terang dibandingkan ruang
produksi. Pencahayaan di PT. Indotirta Jaya Abadi yang digunakan berupa lampu
neon panjang berwarna putih. Dari hal ini bisa dikatakan penerangan di PT.
Indotirta Jaya Abadi sudah cukup baik dan sesuai dengan teori Winarno & Surono
(2004) yang mengatakan penerangan harus cukup menerangi semua ruangan
pabrik, baik yang berasal dari cahaya matahari maupun dari lampu.
5.3. Sanitasi Mesin
PT. Indotirta Jaya Abadi melakukan sanitasi mesin produksi. Mesin dan peralatan
merupakan bagian proses produksi yang mengalami kontak langsung dengan produk,
sehingga diperlukan sanitasi untuk menjaga kesterilan dan kebersihan produk. Peralatan
yang digunakan sebaiknya halus, mudah dibersihkan, tahan lama, tidak beracun,
non-absorben, resisten terhadap korosi dan dapat dipelihara dengan baik (Winarno & Surono,
2004). Peralatan harusnya tahan jika kontak berkelanjutan dengan makanan, air, agen
pembersih, senyawa pembersih dan panas. Mesin yang digunakan peruahaan ini terbuat
dari bahan stainless steel. Stainless steel adalah campuran besi, krom, dan nikel, yang
memiliki sifat relatif tidak korosif dan direkomendasikan untuk peralatan memasak,
sehingga sudah sesuai dengan toeri yang ada. Shapton & Shapton (1991) dan Troller (1993)
mengemukakan bahwa mesin dan peralatan yang terbuat dari bahan stainless steel akan
memiliki permukaan halus, tidak berpori dan mudah dibersihkan, sehingga akan
melindungi terhadap kontaminasi serta tahan terhadap korosi yang artinya tidak bereaksi
dengan produk sehingga mutu produk tetap terjaga.
¾Sanitasi mesin filling
Sanitasi mesin filling cup dilakukan dua kali seminggu yaitu pada hari Selasa dan
Kamis pada saat istirahat dan mesin filling cup seminggu sekali pada hari Rabu.
Sebenarnya tahapan sanitasi antara mesin satu dengan mesin yang lainnya sama saja
yaitu pada mesin, , selang dan tangki filler direndam cairan sanitasi asam 0,3% (minggu
pertama)pada suhu 50-700C dan cairan sanitasi basa 400 ppm (minggu kedua) pada
suhu 50-700C selama 10 menit secara bergantian tiap minggu. Pada nozzle silinder roll,
suhu 50-700C minimal selama 3 menit. Kemudian dilakukan rinsing hingga tidak
berbau. Sementara itu, talang, tutup filler, area ruang produksi, kaca dan dinding harus
bersih dan kering. Kemudian dilakukan fogging dengan larutan cairan sanitasi dengan
perbandingan 1 : 20, lalu lampu UV dinyalakan. Adanya perbedaan penggunaan bahan
desinfektan yang digunakan pada minggu pertama dan kedua dikarenakan untuk
mencegah resistensi mikroorganisme kontaminan. Hal ini karena apabila hanya
digunakan satu jenis desinfektan yang sama dan secara berulang, maka kemungkinan
bisa menimbulkan resistensi mikroorganisme kontaminan, sehingga desinfektan yang
digunakan ada 2 macam agar bisa dikombinasikan.
Asam dapat menghambat aktivitas mikroorganisme pada pH yang sangat rendah, yaitu
2,0-3,5. Sifat asam dari pH rendah ini menyebabkan terjadinya hidrolisis dan denaturasi
protein mikroorganisme. Menurut Troller (1993), asam dapat membunuh bakteri gram
positif dan negatif, spora bakteri, serta sel-sel vegetatif. Bila dijelaskan lebih lanjut,
efek antimikroba dari asam disebabkan oleh ion hidrogen dan sifat racun dari asam
yang tidak terdisosiasi. Sel mikroorganisme dilengkapi dengan sistem perlindungan,
yaitu hanya komponen tertentu saja yang dapat masuk atau keluar. Sel memiliki pH
internal yang sehat sekitar 7 (pH netral), saat asam tak terdisosiasi memasuki suatu sel,
maka ia dapat terdisosiasi sebagian besar dalam lingkungan internal sel. Hal inilah yang
menyebabkan sel mikroba mati karena tidak dapat melanjutkan metabolisme.
5.4. Sanitasi Operator
Penerapan sanitasi karyawan di PT. Indotirta Jaya Abadi sudah sesuai dengan teori
Winarno & Surono (2004) bahwa karyawan yang bekerja di ruang produksi harus selalu
menggunakan pakaian kerja, penutup kepala yang sempurna, sarung tangan, sepatu, dan
pentup mulut (masker), yang semuanya harus dalam keadaan bersih. Sanitasi pekerja sangat
penting diperhatikan dalam proses produksi karena pada kondisi yang kotor dapat
menyebabkan kontaminasi pada produk AMDK bahkan bisa menyebabkan kegagalan
produk. Hal ini sesuai dengan teori Roday (1999), bahwa kebersihan dan kesehatan
pemeliharaan higienitas pribadi menurut teori Jenie & Rahayu, (1993), seperti pakaian
harus bersih, kuku tidak boleh panjang, rambut harus rapi dan tidak boleh panjang, serta
pekerja tidak boleh memakai pewangi badan juga sudah diterapkan. Selain itu juga
karyawan tidak boleh menggunakan perhiasan dalam ruang produksi. Marriott (1997)
mengungkapkan bahwa pemakaian perhiasan dapat menimbulkan bahaya keamanan dan
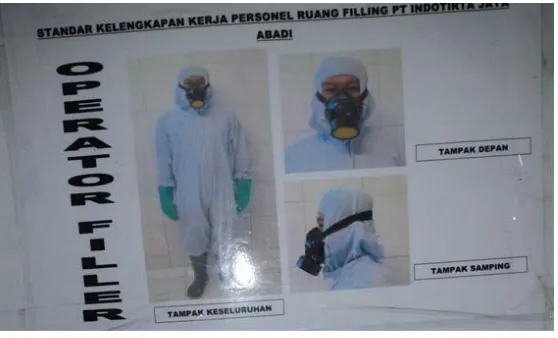
dapat mengkontaminasi makanan. Berikut ini merupakan standar kelengkapan personel
ruang filling PT. Indotirta Jaya Abadi pada Gambar 3.
Gambar 3. Standar kelengkapan personel ruang filling (Operator filler)PT.
Indotirta Jaya Abadi.
Aturan sanitasi mengenai sarung tangan yang diterapkan di PT. Indotirta Jaya Abadi yaitu,
setiap beberapa minggu sekali akan diganti dengan sarung tangan baru. Selain itu juga
untuk sarung tangan juga direndam dalam larutan bahan sanitasi setelah selesai dipakai dan
disemprot alkohol apabila pekerja akan masuk ruang filling. Pemberian alkohol ini menurut
Volk & Wheeler (1993) bertujuan untuk merusak sel mikroorganisme dengan cara
mendenaturasi sel protein mikroorganisme, namun alkohol tidak menghancurkan spora
mikrooorganisme karena alkohol bukan merupakan agen sterilisasi.
9 Karyawan harus mencuci tangan sebelum dan setelah melakukan semua kegiatan
yang berhubungan dengan proses produksi. Hal ini sudah sesuai teori Roday (1999)
bahwa, pencucian tangan harus dilakukan dengan benar untuk mencegah kontaminasi.
9 Dilarang melakukan kebiasaan buruk seperti merokok, meludah, makan dan minum di
ruang produksi. Hal ini sudah sesuai teori kebersihan personel menurut Winarno &
Surono (2004) yang mencakup 3 hal, yaitu cuci tangan, kebersihan (bersih baik kulit
maupun pakaian), serta menghindari kebiasaan yang tidak sehat (meludah, mengorek
hidung, menyogok telinga, menggaruk, mengunyah-ngunyah, dll).
9 Sebelum masuk ke ruang produksi (filling), karyawan harus mengenakan seragam
yang telah ditentukan, mulai dari seragam tertutup, masker, penutup kepala, sarung
tangan dan sepatu boot. Apabila sudah lengkap, seluruh badan harus disemprot
dengan alkohol sebelum masuk ke ruang produksi (filling). Saat keluar dari ruang
produksi, seragam harus dilepas kembali dan tidak boleh dibawa keluar. Penggunaan
seragam berfungsi untuk melindungi pekerja dari panas, lemak, dan uap air dari
lingkungan tempat bekerja; menjaga baju pekerja dan mencegah supaya tidak sobek,
serta melindungi produk dari berbagai macam bakteri yang berasal dari baju pekerja
(Roday, 1999).
9 Selama bekerja karyawan di ruang produksi (filling) tidak diperbolehkan mengenakan
jam tangan dan perhiasan.
9 Untuk para pekerja di departemen Quality Control, harus mengenakan jas
laboratorium dan sandal yang tidak boleh sembarangan dipakai, hanya digunakan saat
berada di laboratorium.
Aturan mengenai sanitasi untuk para pekerja PT. Indotirta Jaya Abadi ini juga ditunjang
dengan adanya fasilitas untuk para pekerja seperti toilet, wastafel dan ruang ganti para
pekerja. Toilet dan ruang ganti para pekerja terletak di luar gedung dan jauh dari ruang
produksi. Hal ini sudah sesuai dengan teori Winarno & Surono (2004) bahwa, toilet tidak
boleh berhubungan langsung dengan ruang pengolahan. Sedangkan wastafel diletakkan
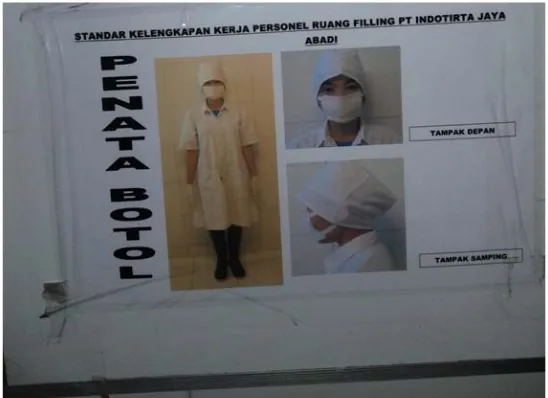
Berikut ini merupakan standar kelengkapan personel ruang filling PT. Indotirta Jaya Abadi
pada Gambar 4.
Gambar 4. Standar kelengkapan personel ruang filling (penata botol) PT.
Indotirta Jaya Abadi.
Namun kenyataan di lapangan, adanya kontak antara udara dan pekerja (operator yang
tidak hygiene) dapat terjadi melalui kontak udara dengan benda yang terkontaminasi seperti
pakaian (Volk & Wheeler, 1993). Dengan demikian pekerja atau operator di dalam ruang
filling harus memakai perlengkapan seperti jas laboratorium, penutup kepala, masker
mulut, sarung tangan plastik disposable (sekali pakai). Tetapi hal tersebut tidak dilakukan
di PT. Indotirta Jaya Abadi. Sepatu boot yang digunakan berguna untuk menutup bagian
kaki dan menjaga kaki tetap kering seharusnya dijaga kebersihannya. Bagian bawah (sol)
sepatu juga sebaiknya harus dicuci dan disanitasi. Namun, faktanya kebanyakan sepatu
boot dalam kondisi lembab sehingga menimbulkan bau dan bisa menjadi sumber
kontaminan. Dapat dilihat dari fakta-fakta yang ada bahwa sanitasi pekerja merupakan
salah satu sanitasi yang terpenting karena dapat mempengaruhi hasil akhir produk. Namun
pada prakteknya sanitasi pada pekerja terlihat masih belum maksimal. Hal ini bisa dilihat
pengawasan lebih ketat terhadap sanitasi pekerja agar kemungkinan kontaminasi yang
37
6. KESIMPULAN DAN SARAN
6.1. Kesimpulan
• Sanitasi yang dilakukan PT. Indotirta Jaya Abadi pada produk AMDK antara
lain sanitasi pengolahan air, sanitasi ruangan, sanitasi mesin dan sanitasi
operator.
• Sanitasi yang dilakukan PT. Indotirta Jaya Abadi sudah cukup baik.
• Sanitasi operator belum berjalan secara maksimal, terutama dalam hal
menggunakan masker, sarung tangan, tutup kepala serta sepatu boot.
6.2. Saran
• Perlu peningkatan kedisiplinan dan kesadaran karyawan yang bekerja. Terutama
tentang pemakaian baju serta menaati prosedur yang telah ditetapkan tentang
38
Anonim. (2009). Faktor Lingkungan Bagi Pertumbuhan Mikroba. http://blog. Unila.ac.id/wasetiawan/files/2009/09/factor-lingkungan-bagi-pertumbuhan-mikroba-revisi-270909.pdf.
Arpah, M. (1993). Pengawasan Mutu Bahan Pangan. Tarsito. Bandung.
Badan Pengawas Obat dan Makanan. (2008). Pengujian Mikrobiologi Pangan. Info POM
Vol. 9 No. 2, Maret 2008. http://perpustakaan.pom.go.id/KoleksiLainnya/Buletin%20Info%20POM/0208.pdf. 24
Agustus 2012.
Birdi. (1979). Water Supply and Sanitary Engineering. Dhapat Rai & Sans. Nai-Sarak. Delhi.
Forsythe, S. J. & P. R. Hayes. (1998). Food Hygiene, Microbiology and HACCP Third Edition. An Aspen Publication. Gaithersburg, Maryland.
Frazier, W. C. & D.C. Westhoff. (1988). Food Microbiology Fourth Edition. McGraw-Hill Book Company. New York.
Hadioetomo, R. S. (1993). Mikrobiologi Dasar Dalam Praktek. PT. Gramedia Pustaka Utama. Jakarta.
Hartomo, R. S. & Widiatmoko. (1994). Teknologi Membran Pemurnian Air. Andi Offset. Yogyakarta.
Herschdoefer, S.M. (1986). Quality Control in The Food Industry Vol 42nd . Academic Press. London.
Indotirta Jaya Abadi. 2008. Pedoman Instrumen Kerja Pengujian Air Baku dan AMDK. Semarang
Jay, J. M. (1986). Modern Food Microbiology 3rd Editiom. Van Nostrand Reinhold Company. New York.
Jenie, B. S. & W. P. Rahayu. (1993). Penanganan Limbah Industri Pangan. Kanisius. Yogyakarta.
Marriott, N. G. (1997). Essential of Food and Sanitation. International Thomson Publishing. New York.
Purjan, Stephanie. 2009. Swab Test dan Isolasi Mikroba Udara di Ruang Filling Air Minum Dalam Kemasan Galon PT. Indotirta Jaya Abadi Semarang. Laporan Kerja Praktek. Semarang.
Purnawijayanti, H. A. (2001). Sanitasi, Hygiene, dan Keselamatan Kerja Dalam Pengolahan Makanan. Kanisius. Yogyakarta.
Roday, S. (1999). Food Hygiene and Sanitation. Mc Graw Hill Book Co. New Delhi. Schlegel, H. G. & Schmidt. (1994). Mikrobiologi Umum. Gadjah Mada University Press. Yogyakarta.
Shapton, D. A. & N. F. Shapton. (1991). Principle & Practices for The Safe Processing of Food. Butterworth-Heinamenn. London.
Sugiharto. (1987). Dasar-Dasar Pengolahan Air Limbah. UI-Press. Jakarta.
Suhardi. (1991). Petunjuk Laboratorium Analisa Air dan Penggunaan Limbah. PAU Pangan dan Gizi Universitas Gadjah Mada. Yogyakarta.
Suriawiria, U. (1993). Mikrobiologi Air & Dasar-Dasar Buangan Secara Biologis. Alumni. Bandung.
Tchbanoglous, G. (1981). Waste Water Engineering : Treatment, Disposal, Reuse. Mc-Graw-Hill Publishing Company Ltd. New Delhi.
Troller, J. A. (1993). Sanitation in Food Processing. Academic Press, Inc. California.
Winarno, F. G. & Surono. (2004). GMP Cara Pengolahan Pangan yang Baik. M-Brio Press. Bogor.
Winarno, F. G. (1986). Air Untuk Industri Pangan.PT Gramedia. Jakarta.
41