Studi Kasus Optimasi Proses Sizing Benang di P.T. XYZ
Didik Wahjudi
Dosen Jurusan Teknik Mesin-Fakultas Teknologi Industri, Universitas Kristen Petra
Center for Quality Improvement
Jl. Siwalankerto 121-131, Surabaya 60293
dwahjudi@peter.petra.ac.id
Andre Rinaldi Cahyono
Alumni Jurusan Teknik Mesin-Fakultas Teknologi Industri, Universitas Kristen Petra
Abstrak
Salah satu kendala pada proses produksi kain adalah sering putusnya benang pada saat ditenun. Untuk mengatasi masalah ini, kekuatan benang perla ditingkatkan. Penulis melakukan penelitian untuk meningkatkan kekuatan benang di P.T. XYZ dengan menggunakan metode Taguchi. Faktor-faktor yang diduga mempengaruhi kekuatan benang adalah kemuluran benang (draft), temperatur pengeringan, temperatur larutan kanji, dan tekanan squeezing roll.
Hasil eksperimen menunjukkan bahwa semua faktor memberikan pengaruh yang signifikan. Dengan memakai kombinasi setting yang optimal, kekuatan benang meningkat sebesar 4% dari 3,266 N menjadi 3,396 N. Hasil uji verifikasi mengkonfirmasi peningkatan kekuatan tersebut.
Kata kunci: kekuatan benang, metode Taguchi, proses sizing
1. PENDAHULUAN
Cacat yang terjadi pada proses produksi kain ialah putusnya benang lusi saat ditenun. Untuk mengurangi putusnya benang maka benang tersebut terlebih dahulu dilewatkan pada suatu proses, yaitu proses sizing, untuk meningkatkan kekuatannya. Pada proses sizing banyak faktor yang
mempengaruhi hasil produksi mulai dari bahan baku, formula kanji hingga setting mesin yang digunakan. Melalui penelitian ini diharapkan diperoleh infromasi yang diperlukan untuk menghasilkan benang yang mempunyai kekuatan yang diinginkan.
Tujuan dari penelitian ini adalah untuk mendapatkan faktor-faktor yang berpengaruh pada kekuatan benang serta level yang tepat untuk setiap faktor.
Batasan masalah yang diambil untuk penelitian ini ialah:
1) Pengujian dan pengambilan data dilakukan pada produksi kain grey dengan jenis 100%
cotton dengan nomer benang 45s. 2) Proses sizing dilakukan dengan memakai
mesin merk Baba Sangyo tipe C-12 HD 45. 3) Larutan kanji yang dipakai adalah jenis C-1.
2. METODOLOGI PENELITIAN
Dalam penelitian ini metode Taguchi dipakai dalam merancang eksperimennya. Alasan pemilihan metode ini adalah efisiensinya. Dengan kata lain, metode Taguchi membutuhkan jumlah percobaan yang lebih sedikit dibandingkan
rancangan eksperimen yang klasik. Hal ini dimungkinkan oleh pemakaian matriks orthogonal. Pemakaian matriks orthogonal ini bisa dilakukan apabila dianggap tidak terjadi interaksi antara faktor yang satu dengan yang lainnya.
Adapun penulisan matriks orthogonal adalah sebagai berikut:
Lm (xk) di mana:
L = notasi L, menunjukkan bahwa informasi dalam bentuk matriks orthogonal
m = jumlah baris, mengindikasikan jumlah percobaan yang dibutuhkan
x = jumlah level yang dipakai
k = jumlah kolom, menunjukkan jumlah faktor yang dipakai
Untuk menghitung jumlah baris digunakan rumus:
df (MO) = k * (x -1), dan
m = df (MO) + 1
Dalam metode Taguchi ini dipakai signal-to-noise ratio (SNR) untuk mengevaluasi kualitas dari suatu produk. SNR mengukur tingkat kinerja dibandingkan efek dari faktor noise. Selain itu, SNR juga mengindikasikan stabilitas kinerja dari karakteristik output terhadap gangguan faktor
noise. Karena kekuatan benang diharapkan setinggi mungkin, maka SNR yang dipilih adalah larger the better, yang diwakili oleh rumus:
n i yi n 1 2 10 1 1 log 10 Adapun penelitian ini dibuat dengan langkah-langkah sebagai berikut:
1) Melakukan survey lapangan untuk
mendapatkan faktor-faktor yang bepengaruh terhadap peningkatan kekuatan benang. 2) Menentukan jumlah dan range level setiap
faktor.
3) Melakukan eksperimen untuk mengambil data. 4) Melakukan analisa data dari eksperimen. 5) Mengambil kesimpulan mengenai hubungan
antara variabel input, error, dan output. 6) Melakukan eksperimen untuk memverifikasi
hasil analisa eksperimen sebelumnya. 7) Melakukan analisa data dari eksperimen
verifikasi.
Langkah-langkah yang dilakukan dalam pengambilan data adalah sebagai berikut: a) Menyiapkan benang yang akan diproses. b) Mengatur kemuluran benang (draft) sesuai
dengan kombinasi perlakuan yang akan dilakukan (1,3%; 1,4%; 1,5%).
c) Mengatur temperatur pengeringan sesuai dengan kombinasi perlakuan yang akan dilakukan (100°C, 105°C, 110°C).
d) Menunggu temperatur pengeringan pada layar penunjuk hingga konstan.
e) Mengatur temperatur larutan kanji dalam size box sesuai dengan kombinasi perlakuan yang akan dilakukan (88°C, 90°C, 92°C).
f) Menunggu temperatur larutan kanji pada layar penunjuk hingga konstan.
g) Mengatur tekanan squeezing roll sesuai dengan kombinasi perlakuan yang akan dilakukan (800 kg/cm2, 1000 kg/cm2, 1200 kg/cm2).
h) Mengambil 100 helai benang dari setiap kombinasi dengan panjang 1 yard.
i) Menguji kekuatan tiap helai benang dari setiap sampel yang diambil.
j) Mencatat rata-rata hasil dari pengujian tersebut yang tercatat pada layar penunjuk.
3. HASIL PENELITIAN
Dari faktor-faktor terkontrol yang didapat dari analisa diagram sebab akibat serta pertimbangan dari pihak perusahaan dapat diambil beberapa variabel, yaitu:
1) Variabel respon, yaitu: kekuatan benang, yang didapatkan dari hasil uji tarik benang.
2) Variabel bebas/faktor, terdiri dari:
Kemuluran benang (draft) (%), yaitu 1,3%; 1,4%; 1,5%.
Temperatur pengeringan (°C), yaitu 100, 105, 110.
Temperatur larutan kanji (°C), yaitu 88, 90, 92.
Tekanan squeezing roll (kg/cm2), yaitu 800, 1000, 1200
Dalam eksperimen ini terdapat 4 faktor dengan rancangan 3 level, dengan demikian x = 3, k = 4.
Dari kondisi tersebut didapat df (MO) = 8, dan akhirnya jumlah baris (m) = 9. Kode dan nilai level variabel ditunjukkan pada Tabel 1 di bawah ini.
Tabel 1. Kode & Nilai Level Variabel
Kode 1 2 3
Kemuluran benang (draft) (%) 1,3 1,4 1,5
Temperatur pengeringan (°C) 100 105 110
Temperatur larutan kanji (°C) 88 90 92
Tekanan squeezing roll (kg/cm2) 800 1000 1200 Data hasil eksperimen ditampilkan pada Tabel 2, dimana angka yang tercantum merupakan kekuatan rata-rata dari 100 helai benang untuk tiap sampel.
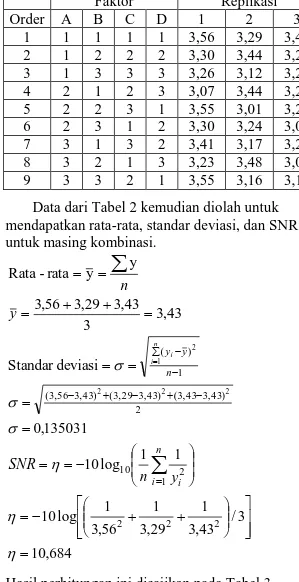
Tabel 2. Data Hasil Eksperimen
Faktor Replikasi Order A B C D 1 2 3 1 1 1 1 1 3,56 3,29 3,43 2 1 2 2 2 3,30 3,44 3,22 3 1 3 3 3 3,26 3,12 3,22 4 2 1 2 3 3,07 3,44 3,23 5 2 2 3 1 3,55 3,01 3,23 6 2 3 1 2 3,30 3,24 3,04 7 3 1 3 2 3,41 3,17 3,25 8 3 2 1 3 3,23 3,48 3,01 9 3 3 2 1 3,55 3,16 3,11
Data dari Tabel 2 kemudian diolah untuk mendapatkan rata-rata, standar deviasi, dan SNR untuk masing kombinasi.
43 , 3 3 43 , 3 29 , 3 56 , 3 y y rata -Rata
y n 135031 , 0 deviasi Standar 2 ) 43 , 3 43 , 3 ( ) 43 , 3 29 , 3 ( ) 43 , 3 56 , 3 ( 1 ) ( 2 2 2 1 2 ny y n i i 684 , 10 3 / 43 , 3 1 29 , 3 1 56 , 3 1 log 10 1 1 log 10 2 2 2 1 2 10
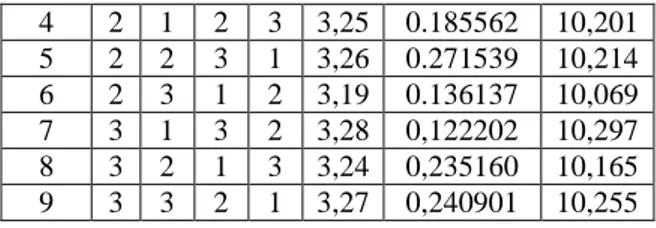
n i yi n SNRHasil perhitungan ini disajikan pada Tabel 3. Tabel 3. Rata-rata, Standar Deviasi, dan SNR
Faktor y-bar σ SNR
Order A B C D
1 1 1 1 1 3,42 0.135031 10,684
2 1 2 2 2 3,32 0.111355 10,413
4 2 1 2 3 3,25 0.185562 10,201 5 2 2 3 1 3,26 0.271539 10,214 6 2 3 1 2 3,19 0.136137 10,069 7 3 1 3 2 3,28 0,122202 10,297 8 3 2 1 3 3,24 0,235160 10,165 9 3 3 2 1 3,27 0,240901 10,255
Dari Tabel 3 kemudian dilakukan perhitungan untuk membuat Tabel 4. Contoh perhitungan untuk Tabel 4 adalah sebagai berikut:
317 , 3 3 3,20 3,32 3,43 1 Level A
Efek untuk faktor A = rata-rata respon terbesar – rata-rata respon terkecil
= 3,317 – 3.233 = 0,084
Dari efek tiap-tiap faktor pada Tabel 4 dapat dilihat urut-urutan pengaruh tiap-tiap faktor mulai yang terbesar sampai yang terkecil. Karena jenis karakteristik kualitas kekuatan benang adalah
larger the better, maka dipilih faktor yang menghasilkan respon terbesar sebagai rancangan usulan.
Tabel 4. Efek Untuk Mean
A B C D Level 1 3.317 3.320 3.287 3.320 Level 2 3.233 3.273 3.280 3.263 Level 3 3.263 3.220 3.247 3.230 Efek 0.084 0.100 0.040 0.090 Ranking 3 1 4 2 Optimum A1 B1 C1 D1
Selanjutnya juga dihitung efek untuk SNR yang hasilnya ditunjukkan pada Tabel 5. Contoh perhitungan untuk Tabel 5 adalah sebagai berikut:
399 , 10 3 10,099 3 41 , 10 10,684 1 Level A
Efek untuk faktor A = rata-rata respon terbesar – rata-rata respon terkecil
= 10,399 – 10,161 = 0,237
Tabel 5. Efek Untuk SNR
A B C D Level 1 10,399 10,394 10,306 10,384 Level 2 10,161 10,264 10,290 10,260 Level 3 10,239 10,141 10,203 10,155 Efek 0,237 0,253 0,103 0,229 Ranking 2 1 4 3 Optimum A1 B1 C1 D1
Dari efek tiap faktor terhadap SNR didapat urutan dari yang efeknya terbesar sampai terkecil adalah faktor B, A, D, dan C. Bila informasi yang diperoleh dari Tabel 4 digabungkan dengan hasil dari Tabel 5, maka akan didapat rancangan usulan yang sama, yaitu A1, B1, C1, dan D1.
Selain analisa efek mean dan SNR, hasil eksperimen juga dianalisa dengan analisa varian (ANOVA). Contoh perhitungan adalah sebagai berikut:
Sum of square due to mean (SSm) 7083 , 288 27 , 3 * 27 2 2 ny SSm
di mana n = jumlah seluruh percobaan
y
= rata-rata seluruh percobaan Sum of square (SS)
nxixi
SSm SS
2 SSA = (9*3,3172)+ (9*3,2332)+ (9*3,2632 )-288,7083 = 0,209223 Total sum of square (SST)
SST = Σy
2
- SSm
SST = 289,6042 – 288,7083 = 0,8959
Sum of square due to error (SSe)
SSe = SST – ΣSS = 0,8959 – (0,209223 + 0,221661 + 0,243702 + 0,213921) = 0,007393 Mean square MS = SS / df MSA = SSA / df = 0,209223 / 2 = 0,1046115 MSe = SSe / df = 0,007393 / 18 = 0,0004107222 F-ratio F-ratio = MS / MSe F-ratio(A) = MSA / MSe = 0,1046115 / 0,0004107222 = 254,7
Pure sum of square (SS’)
SS’ = SS – (df * MSe)
SSA’ = SSA – (df * MSe)
= 0,209223 – (2 * 0,0004107222) = 0,209101
Pure sum of square due to error (SSe’)
SSe’ = SST – ΣSS’ = 0,8959 – (0,209101 + 0,220840 + 0,242881 + 0,214000) = 0,009078 Persen kontribusi (ρ) ρ = (SS’ / SST) * 100% ρA = (SSA’ / SST) * 100% = (0,209101 / 0,8959) * 100% = 23,34%
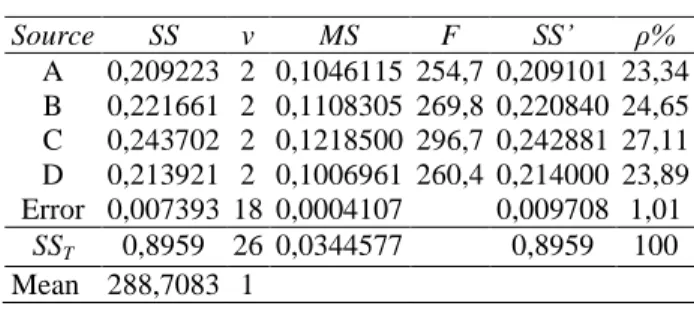
Hasil perhitungan selengkapnya untuk analisa varian ditunjukkan pada Tabel 6.
Tabel 6. Hasil Analisa Varian Source SS v MS F SS’ ρ% A 0,209223 2 0,1046115 254,7 0,209101 23,34 B 0,221661 2 0,1108305 269,8 0,220840 24,65 C 0,243702 2 0,1218500 296,7 0,242881 27,11 D 0,213921 2 0,1006961 260,4 0,214000 23,89 Error 0,007393 18 0,0004107 0,009708 1,01 SST 0,8959 26 0,0344577 0,8959 100 Mean 288,7083 1
Dari tabel ANOVA di atas tampak bahwa semua faktor yang dipilih memang memberikan pengaruh yang signifikan pada kekuatan benang.
4. UJI VERIFIKASI
Setelah rancangan optimal didapat, maka harus diketahui pula prediksi respon dari rancangan optimal tersebut. Setelah itu eksperimen verifikasi dapat dilakukan untuk dibandingkan dangan hasil prediksi. Jika prediksi respon eksperimen verifikasi cukup dekat satu sama lain, maka dapat
disimpulkan bahwa rancangan sudah cukup memadai dan sebaliknya.
Untuk rancangan usulan (A1, B1, C1, dan D1), besar prediksi rata-rata proses adalah sebesar:
y D C B A prediksi 1 1 1 13 = 3,317+3,320+3,287+3,320–(3*3,27) = 3,434
Selanjutnya besar rata-rata proses hasil prediksi ini akan dibandingkan dengan kondisi hasil
eksperimen yang memakai setting awal, seperti yang tercantum pada Tabel 7.
Adapun uji hipotesa yang dilakukan adalah sebagai berikut:
Ho: μ = μ0 H1: μ ≠ μ0
di mana μ adalah rata-rata dengan setting awal, dan
μ0 adalahrata-rata hasil prediksi. Ho akan ditolak apabila t0< -tα,ν. 3 23/ 0,05250714 434 , 3 266 , 3 / 0 0 n s x t t0 = -5,5418
Nilai t0lebih kecil daripada nilai -tα,ν, yang besarnya -2,920 (untuk α = 5%). Jadi, dapat disimpulkan ada cukup bukti untuk menolak bahwa μ = μ0. Dengan kata lain, hasil prediksi lebih baik dari hasil
eksperimen yang memakai setting awal perusahaan. Selanjutnya, eksperimen verifikasi dilakukan karena hasil prediksi memang menunjukkan adanya perbaikan. Hasil dari eksperimen verifikasi dengan
setting yang optimal juga disajikan pada Tabel 7. Uji hipotesa untuk membandingkan hasil prediksi dengan hasil eksperimen memakai setting
optimal adalah sebagai berikut:
Ho: μ = μ0 H1: μ ≠ μ0
di mana μ adalah rata-rata hasil eksperimen memakai setting optimal, dan μ0 adalahrata-rata hasil prediksi. Ho akan ditolak apabila |t0|> tα/2,ν.
3 1/ 0,04503332 434 , 3 396 , 3 / 0 0 n s x t t0 = 1,462
Harga tα/2,ν adalah sebesar 4,303 untuk α = 5%. Jadi, dapat disimpulkan tidak ada perbedaan antara hasil prediksi dengan rata-rata hasil eksperimen memakai setting optimal. Atau, dengan kata lain hasil eksperimen memakai setting optimal menunjukkan apa yang diprediksikan memang tercapai.
Untuk selanjutnya, perusahaan disarankan untuk memakai setting optimal tersebut, yaitu kombinasi A1, B1, C1, dan D1. Dengan memakai
setting optimal tersebut, kekuatan akan meningkat dari 3,266 N menjadi 3,396 N.
Tabel 7. Hasil Eksperimen Dengan Setting Awal dan Setting Optimal
No. Setting Awal Setting Optimal
1 3,319 3,394 2 3,214 3,442 3 3,265 3,352 Rata-rata 3,266 3,396 Standar Deviasi 0,0525071423 0,045033321 4. KESIMPULAN
Beberapa kesimpulan yang didapat dari penelitian ini adalah:
Setting yang diusulkan untuk meningkatkan kekuatan benang adalah:
Kemuluran benang (draft): 1,3%
Temperatur pengeringan: 100°C
Temperatur larutan kanji: 88°C
Tekanan squeezing roll: 800 kg/cm2
Hasil eksperimen dengan setting optimal mengkonfirmasihasil prediksi yang memang lebih baik daripada hasil eksperimen memakai
setting awal.
5. DAFTAR PUSTAKA
1. Bagchi, Tapan P., Taguchi Method Explained: Practical Steps to Robust Design, New Delhi: Prentice Hall, 1993.
2. Belavendram, Nicolo, Quality by Design: Taguchi Techniques for Industrial experimentation, London: Prentice Hall International, 1995.
3. Montgomery C., Douglas, Design and Analysis of Experiments, 4th edition, New York: John Wiley and Sons, 1997.
4. Locher, Robert H. & Mator, Joseph E., Designing for Quality: An Introduction to the Best of Taguchi’s & Western Methods of Statistical Experiments Design, New York: Quality Resources, 1990.
5. Phadke, Madhav S., Quality Engineering Using Robust Design, New Jersey: Prentice Hall, 1989.