D e pa r t e m e n Te k n ik I n du st r i FTI - I TB
TI - 3222: Otomasi Sistem Produksi
Pe m ogr a m a n N u m e r ica l- Con t r ol
Laborat orium
Laborat orium Sist emSist em ProduksiProduksi
w w w .lspit b.org
w w w .lspit b.org
©
©20042004
D e pa r t e m e n Te k n ik I n du st r i FTI - I TB
Hasil Pembelajaran
•
Um um
Mahasiwa m am pu unt uk m elakukan pem ogram an m esin
NC, m em aham i kode G dan M, sert a m erancang dan
m engim plem ent asikan pem ogram an NC.
•
Khusus
Mem aham i dasar- dasar pem ogram an NC, m am pu
TI-3222: Otomasi Sistem Produksi - 9
3
Pemograman NC
•
Sist em Koordinat
•
Media penyim panan program NC
•
Kode sim bolik
•
Form at m asukan t ape
•
NC w ords
D e pa r t e m e n Te k n ik I n du st r i FTI - I TB
Sistem Koordinat
•
Set iap gerak axis dilengkapi dengan sum ber penggerak.•
Sum ber penggerak ant ara lain adalah m ot or DC, m ot or st epper, dan akt uat or hidrolik.•
Gerak relat if ant ara t ool dan benda kerj a akan diat ur oleh m ekanism e gerakan slides m esin perkakas.•
Gerakan ut am a t iga axis akan selalu berpedom an pada sum bu x, y dan z.Kaedah tangan kanan (sistem koordinat)
Sistem koordinat mesin bubut
TI-3222: Otomasi Sistem Produksi - 9
5
D e pa r t e m e n Te k n ik I n du st r i FTI - I TB
Sistem Koordinat
•
Axis Z Pada m esin dengan benda kerj a berput ar , sepert i bubut , axis Z paralel dengan spindle, dan gerak posit if sesuai dengan arah t ool m enj auhi benda ker j a.
Pada m esin dengan t ool yang berput ar , sepert i m esin m illing at au boring, axis Z paralel pada t ool axis, dan gerak posit if sesuai dengan arah t ool m enj auhi benda kerj a. gerak posit if sesuai dengan arah t ool m enj auhi benda kerj a
Pada m esin m illing hor izont al, axis X paralel dengan m ej a.
Pada m esin m illing vert ikal, axis X posit if ke kanan.
•
Axis Y Axis ke arah k iri pada st andar sist em k oor dinat Cart esian
Sistem koordinat mesin drill
Sistem koordinat mesin milling
D e pa r t e m e n Te k n ik I n du st r i FTI - I TB
Media penyimpanan program NC
Ada 4 j enis m edia penyim panan
program NC
1. Punched card; dat a hanya bisa sebagai input ke MCU dengan t ingkat kelaj uan rendah
2. Punched t ape; pem bacaan sebar is dalam wakt u yang sam a. Pem bacaan dilakukan perset iap blok.
3. Magnet ic t ape; diper siapkan m engunakan m et oda berbasis kom put er t idak dapat edit ing pada t ape dan kem am puan t erbat as. 4. Direct com m unicat ion link; t ransm isi
dat a NC dengan m elalui j ar ingan, MCU digant ikan dengan
TI-3222: Otomasi Sistem Produksi - 9
7
Kode simbolik
Dalam aplikasi NC selalu digunak an kode: m erepr esent asikan 8m ark .
ASCI I
Juga digunak an pada k om put er dan t elekom unikasi
Mem punyai karakt er yang lebih lengkap dibandingk an BCD
D e pa r t e m e n Te k n ik I n du st r i FTI - I TB
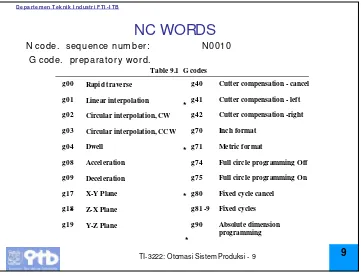
NC words
•
Nom or urut (k ode N) ; khusus unt uk penom oran secara berurut an yang dapat j uga unt uk ident ifikasi set iap blok.•
Preparat ory word (k ode G) ; digunakan sebagai alat kom unikasi unt uk persiapan m asuk ke MCU. Sesuai dengan EI A st andar RS-273•
Koordinat (X , Y da n Z) ; m em berikan posisi koordinat t ool. Perpindahan sej auh 0.6in dengan arah posit if pada sist em NC dengan BLU= 0.001in. Dan j um lah pergeseran 600, m aka dalam NC part program akan dit ulis X+ 600.•
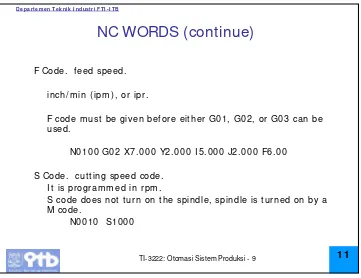
Laj u pem akanan (k ode F) ; unt uk berhubungan dengan suapan ( feed) pada operasi pem esinan. Unit : inchi per m inut e ( ipm )•
Kecepat an spindle (k ode S) ; dikhususkan kecepat an pem ot onganpada proses pem esinan. Unit nya revolusion per m inut e ( rpm )
•
Pem ilihan t ool (k ode T) ; dirancang unt uk m esin yangberhubungan dengan t ool t urret at au aut om at ic t ool changer
•
Miscellaneous funct ion (k ode M) ; dirancang unt uk part ikularTI-3222: Otomasi Sistem Produksi - 9
9
Circular interpolation, CW
Circular interpolation, CCW
Dwell
Cutter compensation - cancel
Cutter compensation - left
Cutter compensation -right
Inch format
Metric format
Full circle programming Off
Full circle programming On
Fixed cycle cancel
Fixed cycles
N0100 G02 X7.000 Y2.000 I0.000 J-2.000
Cut from (5.000,4.000) to (7.000,2.000) CW (5.000,4.000)
TI-3222: Otomasi Sistem Produksi - 9
1 1
N0100 G02 X7.000 Y2.000 I 5.000 J2.000 F6.00
S Code. cut t ing speed code.
M Code. miscellaneous word.
Table 9.2. M codes
m00
End of program
Spindle CW
Spindle CCW
Tool change
Flood coolant on
Mist coolant on
TI-3222: Otomasi Sistem Produksi - 9
1 3
diperlihat k an pada gam bar .Pe r h it u n ga n :
N10 F6.0 S400 M03 N20 G01 X3.875
Part program (O-shape groove)
Cont oh
Pem ogr am an m anual pada pem ot ongan alum inum :
Pem esinan O- shape groove dengan m enggunakan m esin CNC Ter co. Gerakan pem esinan dibagi dalam t iga k e lom pok pe n ge r j a a n:
Poin t - t o- poin tt anpa
m em erlukan garis yang diinginkan dan m enuj u t it ik acuan dengan
N001 G01 F100 S8 M03 X00 Y00
TI-3222: Otomasi Sistem Produksi - 9
1 5
Part Program (Parallel slots)
Langkah pemotongan: 1. Sada 2. Dasda 3. Sda
D e pa r t e m e n Te k n ik I n du st r i FTI - I TB
Kompensasi radius-tool
G40: bat alk an kom pensasi
radius- t ool
G41: kom pensasi – kiri
G42: kom pensasi – kanan
M96: Blok t am bahan unt uk
kurva ekst ernal
TI-3222: Otomasi Sistem Produksi - 9
1 7
D e pa r t e m e n Te k n ik I n du st r i FTI - I TB
Kompensasi
St art k om pensasi
I nside corner
Penggunaan M96 dan M97
Bat alkan k om pensasi t ool
D e pa r t e m e n Te k n ik I n du st r i FTI - I TB
TI-3222: Otomasi Sistem Produksi - 9
1 9
Computer-assisted part-programming
Com put er- assist ed part - program m ing
•
Bahasa pem ogram an unt uk perhit ungan lint asan pahat dan
m em persiapkan “ punched card”
•
Lebih ekonom is j ika dibandingkan dengan pem ogram an
m anual unt uk kom ponen yang berbent uk rum it .
Tugas program m er part - program
•
Mulai dari konfigurasi benda kerj a berdasarkan elem en
dasar geom et ri sepert i t it ik, garis perm ukaan, lingkaran
dan sebagainya.
•
Mem bent uk langkah pem esinan sepanj ang elem en
geom et ri.
D e pa r t e m e n Te k n ik I n du st r i FTI - I TB
Computer-assisted part programming
Pengelom pokkan part - program
•
Bahasa berbasis pada pem esinan ( m achined- orient ed languages)•
Mem buat lint asan pahat dengan perhit ungan koordinatber dasarkan form at dat a koordinat , feed dan speed.
•
General- purpose languages, dim ulai dari processing st age dan post processing st age.Processing
TI-3222: Otomasi Sistem Produksi - 9
2 1
D e pa r t e m e n Te k n ik I n du st r i FTI - I TB
Processing stage
Tahapan ini akan m enghasilkan sat u set t it ik dat a penghubung yang disebut dengan CL ( cut t er locat ion) dat a yang m erupakan com m on int erface language.
Pengelom pokkan CL dat a
•
Ment erj em ahkan sim bol input ( penghubung ant ara operat or dan kom put er)•
Perhit ungan arit m at ik unt uk pengerj aan pem ot ongan.•
Perhit ungan ofset cut t er;m enghit ung ofset dari lint asan pahat berdasarkan geom et ri benda kerj a.
D e pa r t e m e n Te k n ik I n du st r i FTI - I TB
Part programming dari CAD
Mem punyai beberapa m anfaat sepert i:
•
Mem udahkan pem bacaan geom et ri yang kom plek
•
Wakt u pengerj aan sem akin pendek
Sist em CAD yang dapat berint egrasi dengan
CAM
•
CADAM: generat e lint asan pahat berdasarkan apa
yang didefenisikan user
•
Com put er vision ( NC vision) : int erakt ive m ode
•
CATI A : generat e NC program secara int ernal
TI-3222: Otomasi Sistem Produksi - 9
2 3
Generate NC program dari data CAD
Berdasarkan geom et ri
•
Terbat as unt uk bent uk geom et ri yang sederhana
•
Mem erlukan algort im a pengenalan feat ure ( feat ure
recognit ion) yang t epat
.
Opt im asi lint asan pahat NC
•
Generat e lint asan pahat unt uk berbagai operasi NC
•
Tidak m em erlukan m odel m at em at ik dalam m engkreasikan
lint asan pahat opt im um
•
Hanya m em erlukan ident ifikasi j um lah pem ot ongan yang
m inim al
D e pa r t e m e n Te k n ik I n du st r i FTI - I TB
Pendekatan analitik pada perencanaan lintasan pahat
•
Opt im asi pem esinan NC
Opt im asi param et er pem esinan ( feed, speed, dept h of cut ) Minim asi panj ang pem ot ongan
•
Menggunakan beberapa m et oda pada m esin m illing sepert i:
St aircase: gerakan pahat selalu sej aj ar dengan kaki pada bidang.
Window fram e: gerakan pahat pert am a m engikut i bent uk bidang dan pada t ahap berikut nya sem akin berkurang hingga m enuj u posisi di t engah bidang.
Cat at an:
TI-3222: Otomasi Sistem Produksi - 9
2 5
D e pa r t e m e n Te k n ik I n du st r i FTI - I TB
Staircase dan windowframe milling
D e pa r t e m e n Te k n ik I n du st r i FTI - I TB
TI-3222: Otomasi Sistem Produksi - 9
2 7
Length of cut within a polygon
D e pa r t e m e n Te k n ik I n du st r i FTI - I TB
•
Pem esinan dengan NC berdam pak pada
Akurasi
Repeat abilit y
Fleksibilit as
Ekonom is
•
Peringkat ot om asi m esin NC
Pem ogram an m anual
Com put er assist ed program m ing
TI-3222: Otomasi Sistem Produksi - 9
2 9
D e pa r t e m e n Te k n ik I n du st r i FTI - I TB
Tugas
•
Pilih suat u kom ponen m ekanik yang m em ilik i proses
m illing.
Gam barkan kom ponen t er sebut dalam bent uk solid ( 3D) dengan m enggunakan Aut oCAD.
Tent ukan param et er pem esinan m iling ( pahat , kecepat an spindle, kecepat an pot ong dll.)
Buat program NC unt uk proses m illing.
•
Ket ent uan:
Tugas kelom pok ( sesuai kelom pok prakt ikum ) . NC program dibuat m enggunakan t ext edit or
•
Jadwal
Minggu 1: m enyusun program NC program ( print out dikum pulkan m inggu depan)
Minggu 2: asist ensi dengan asist en unt uk m em verifikasi program NC ( perlu m em baw a disket pr ogram NC dan disket gam bar solid) . Jadwal asist ensi akan dium um kan