TI - 3222: Otomasi Sistem Produksi
D a sa r - da sa r N um e r ica l Con t r ol
Laborat orium
Laborat orium
Sist em
Sist em
Produksi
Produksi
w w w .lspit b.org
w w w .lspit b.org
©
©
2004
2004
TI-3222: Otomasi Sistem Produksi - 8
2
D e pa r t e m e n Te k n ik I n du st r i FTI - I TB
Hasil Pembelajaran
•
Um um
Mahasiwa m am pu unt uk m em aham i cara pengendalian
m esin NC, prinsip m esin NC, dasar perhit ungan sudut ,
pem posisian sert a pergerakan pada m esin NC.
•
Khusus
TI-3222: Otomasi Sistem Produksi - 8
3
Perkembangan mesin Numerical Control (NC)
•
Era 1960- an m ulai dipelaj ar i oleh U.S. Airforce unt uk
m erancang kom ponen pesawat t erbang.
•
Kem am puan ini dapat m enghem at biaya unt uk pem esinan
presisi berbent uk cont our.
•
Pada 1947, Parson m engem ukakan ide pem buat an kurva
dat a 3- axis secara ot om at is dan m enggunakan dat a unt uk
m engkont rol m esin.
•
Parson m enggunakan punched card unt uk m engont rol
posisi m esin.
•
Pada 1949, Parson dan U.S. Airforce m encipt akan
prot ot ipe program m able m illing m achine.
•
Pada 1952, awal m ulanya dit am pilkan m esin m illing NC
“ t hree- axis Cincinnat i Hydrot el” .
•
Dew asa ini, pasaran m esin NC di Am erika m asih di
dom inasi oleh m esin buat an Jepang.
D e pa r t e m e n Te k n ik I n du st r i FTI - I TB
Prinsip mesin NC
•
NC adalah pengont rolan m esin perkakas
m enggunakan pit a berlobang ( punched t ape)
at au program .
•
NC dikem bangkan oleh Elect ronic I ndust ries
Associat ion ( EI A) sebagai suat u sist em yang
akt ivit asnya dikont rol oleh dat a num erik yang
diisikan pada beberapa t it ik.
•
Sist em harus secara ot om at is dit erj em ahkan
pada pengendalian m esin dan
sekurang-kurangnya dengan porsi dat a t ert ent u.
•
Suat u
part program
m erupakan sekum pulan dat a
TI-3222: Otomasi Sistem Produksi - 8
5
Sistem mesin NC
•
Sist em m esin perkakas NC t erdiri
dari
Machine cont rol unit ( MCU) Mesin Perkak as
•
MCU t erdiri dari
Dat a pr ocessing unit ( DPU) , y ang m em proses pem bacaancoded dat adari t ape at au m edia lain dan m enerusk an infor m asi ( arah gerakan, feed, dan kont rol fungsi t am bahan) set iapaxis ke CLU. Cont rol- loops unit ( CLU) ,
m engoperasik an m ekanism e gerakan m esin, m enerim a isy arat feed back t ent ang posisi akt ual dan kecepat an gerak set iap axis dan m enginfor m asikan k apan operasi pem esinan selesai dikerj akan.
MCU
DPU CLU
Mesin Perkakas
TI-3222: Otomasi Sistem Produksi - 8
6
D e pa r t e m e n Te k n ik I n du st r i FTI - I TB
DPU dan CLU
•
Dat a processing unit ( DPU) , t erdiri dari
Perangkat dat a- input sepert i paper t ape reader,
m agnet ic reader, RS- 232- C port dan lainnya
Dat a reading circuit s
dan
parit y- checking logic.
Decoding circuit s
unt uk pem bahagian dat a bagi
pengont rolan axis.
•
Cont rol- loops unit ( CLU) , t erdiri dari
Suat u fungsi int erpolat or unt uk m em erint ahkan perint ah
m achine- m ot ion ant ara dat a t it ik- t it ik bagi gerakan t ool.
Perangkat posit ion- cont rol- loops unt uk sem ua gerakan
axis ( set iap axis m em punyai cont rol- loops t erpisah) .
Velocit y- cont rol loops, m em er lukan kont rol
feed
.
Decelerat ion dan backslash t akeup circuit s
Kont rol unt uk fungsi t am bahan ( coolant on/ off,
TI-3222: Otomasi Sistem Produksi - 8
7
Kode NC
•
Kont rol gerakan m esin
perkakas NC diperoleh secara
lengkap dengan t erj em ahan
kode NC k e perint ah m esin
•
Kode NC dikelom pokkan:
Per int ah unt uk pengont r olan kom ponen m esin secara individu sepert i kont r ol m esin on/ off, pem ilihan kecepat an spindle, t uk ar t ool, kont rol coolant on/ off
Perint ah pengont rolan gerakan relat if benda k erj a dan t ool ( infor m asi axis dan per pindahan j arak pada set iap w akt u) .
•
Sem ua dit erj em ahkan ke
m achine- cont rol m elalui sist em
elect ro- m echanical cont rol.
NC Program
Execution system
Interpolator & servo control mechanism
Control logic
Linear motion
Translator
Relay
Selenoid Power
D e pa r t e m e n Te k n ik I n du st r i FTI - I TB
Komponen utama mesin NC
Magnetics Control Cabinet
Head
Table
Bed
Hydraulic reservoir
Motor conduit
Feedback “package”
conduit
Numerical Control System
Or “Director”
Hydraulic
motor Hydraulic valve
Hydraulic pipe
Machine Tool conduit
TI-3222: Otomasi Sistem Produksi - 8
9
Klasifikasi NC
•
Mot ion cont rol
Point t o point ( PTP)
Cont inuous ( cont ouring) pat h
•
Cont r ol loops
Open loop
Closed loop
•
Pow er drives
Hydraulic
Elect ric
Pneum at ic
•
Posit ioning syst em s
I ncrem ent al posit ioning
Absolut e posit ioning
TI-3222: Otomasi Sistem Produksi - 8
1 0
D e pa r t e m e n Te k n ik I n du st r i FTI - I TB
Motion control (point to point - PTP)
•
Mot ion cont rol PTP adalahper geser an m ej a m esin at au spindle ke posisi t ert ent u dan pem esinan ak an dim ulai pada posisi t er sebut .
•
Pada kasus drill, per lu dibuat k an lint asan pahat yang t idak m engenai benda kerj a.•
Set iap t it ik pada lint asan t er sebut m erupakan aw al sebelum m elak ukan drilling ( lihat gam bar PTP m ot ion cont rol) .•
Beberapa k em ungk inan lint asan t ool unt uk ber gerak dari t it ik P ke t it ik Q ( lihat gam bar possible pat hs bet ween t wo locat ion)PTP motion control
TI-3222: Otomasi Sistem Produksi - 8
1 1
Motion control (continuous path)
•
Pada cont inuous pat h,
kont rol m esin
m enggerakan dua axis
at au lebih secara sim ult an.
•
Pengont rolan gerakan t ool
bergant ung pada lint asan
dan bukan t erfokus pada
t uj uan ( t it ik) akhir.
•
Pem ot ongan :
Tool akan m enyent uh
benda kerj a
Pem ot ongan dan
t ool pat h
ber pedom ankan pada
bent uk yang akan dibuat
Continuous-path control
D e pa r t e m e n Te k n ik I n du st r i FTI - I TB
Motion control
(continuous path – linear interpolation)
•
Pem ot ongan slot dilakuk an dari ar ah kirike kanan dengan sudut 30o,
•
Spindle at au m ej a bergerak sej auh4.330in kear ah kanan, dan keat as sebesar 2.500in. Ger akan diagonal dilakukan sej auh 5.000in.
•
Pada pem ot ongan ini m em erlukan dua m ot or pengger ak bergerak secara sim ult an dengan dua k ecepat an yang berbeda.•
Sist em cont our ing cont rol ini lebih m ahal dibandingkan dengan peralat an PTP.•
Pengont rolan laj u lint asan adalah proposional dengan j ar ak per pindahan (∆x dan∆y) y ang disebut dengan linear int er polat ion.•
Vfadalah kecepat an gerakan, Vxdan Vy adalah kecepat an arah x dan y.f
y
V
y
x
y
V
2 2
+
∆
∆
∆
=
f
x
V
y
x
x
V
2 2
+
∆
TI-3222: Otomasi Sistem Produksi - 8
1 3
I nterpolasi sirkular
•
NC selalu m encapai akurasi
geom et ri bent uk kom plek yang
lebih baik dan harga sedik it
lebih m ahal dibandingkan
konvensional
•
I nt er polasi selalu m enj adi t im
e-consum ing j ika dihit ung secara
m anual.
•
I nt er polasi sirkular selalu
dikelom pokkan pada
I nner t olerance Out er t olerance Tot al t oler ance
•
Besar t olerance selalu
dibandingkan ant ara kurva
dengan garis akt ual.
Inner tolerance (ti)
Outer tolerance (to)
Total tolerance (tt)
TI-3222: Otomasi Sistem Produksi - 8
1 4
D e pa r t e m e n Te k n ik I n du st r i FTI - I TB
Perhitungan sudut (
θ
)
•
I nner t olerance
(a) Inner-tolerance specification
(c) Total tolerance specification
2
θ tt
R tt
(b) Outer-tolerance specification
2
θ to
TI-3222: Otomasi Sistem Produksi - 8
1 5
Perhitungan sudut
•
Cara m endapat kan j um lah
chord pada lingkaran at au
kurva
Dengan t it ik pusat a,b dan
radius R, m aka
Nilai int eger dari j um lah
chord
Perhit ungan sudut adalah
(d) Convention for numbering chord
θ
o
360
NCHORD
=
+
⎟⎟
⎠
⎞
⎜⎜
⎝
⎛
=
θ
o *
360
int
NCHORD
* o *
NCHORD
360
=
θ
P1
P2
P3
PNCHORD
PNCHORD-1
(a,b)
D e pa r t e m e n Te k n ik I n du st r i FTI - I TB
Controh perhitungan sudut
•
Unt uk m encari koordinat pada
lingkaran adalah sebagai
berikut :
x
1=
a
+
R
y
1=
b
x
2=
a
+
R cos
θ*
y
2=
b
+
R sin θ*
x
3=
a
+
R cos
2
θ*
y
3=
b
+
R sin
2
θ*
Secara umum untuk titik
P
i
adalah
x
i=
a
+
R cos
(
i
- 1)
θ*
y
i=
b
+
R sin
(
i
- 1)
θ*
P1 P2 P3
PNCHORD
TI-3222: Otomasi Sistem Produksi - 8
1 7
I nterpolasi lain
•
Teknik m engukur int erpolasi
Chords : digunakan unt uk variasi geom et ris ( t idak t epat
unt uk perhit ungan t olerance)
nBLUs
: berpedom an pada ukuran langkah at au st ep- size
( pengukuran lebih m endek at i ukuran sebenar)
•
Teknik pengukuran int erpolasi dengan nBLUs
St raight - line int erpolat ion
Circular int erpolat ion
•
Pengukuran ini m enggunakan segm en garis lurus dalam
m elakukan perpindahan dari sat u t em pat ke t em pat lain
secara inkrem en,
f
(
x,y,z
) .
TI-3222: Otomasi Sistem Produksi - 8
1 8
D e pa r t e m e n Te k n ik I n du st r i FTI - I TB
I nterpolasi straight-line dengan nBLUs
Prosedur
•
Buat per sam aan lint asan dari t it ik awal ( X0,Y0) dan t it ik akhir ( X1,Y1) .•
Cari arah per pindahan Jika X1- X0> 0, bergerak kearah X
posit ip
Jika X1- X0< 0, bergerak kearah X
negat ip
Jika X1- X0= 0, t idak ber gerak
pada arah X
Unt uk arah Y dapat dilakukan dengan cara yang sam a
•
Dapat kan err or ( Ex, Ey)•
Evaluasi gerak an•
Updat e X0dan Y0m enj adi t it ik acuan yang barunBLU<X>
nBLU<
Y
>
Ex Ey
(X0, Y0)
(X1, Y1)
Kandidat titik step pertama
Kandidat titik step kedua
Bila step-size kecil (nBLUsÆ0) Bila step-size meningkat, pola peningkatan “stair-case” akan mudah terlihat Y
TI-3222: Otomasi Sistem Produksi - 8
1 9
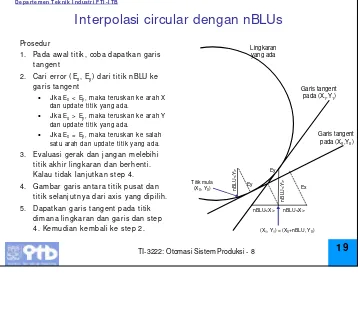
I nterpolasi circular dengan nBLUs
Prosedur
1. Pada awal t it ik, coba dapat kan garis t angent
2. Cari error ( Ex, Ey) dari t it ik nBLU ke
garis t angent
Jik a Ex< Ey, m aka t eruskan ke arah X dan updat e t it ik yang ada.
Jik a Ex> Ey, m aka t eruskan ke arah Y dan updat e t it ik yang ada.
Jik a Ex= Ey, m aka t eruskan ke salah sat u ar ah dan updat e t it ik yang ada.
3. Evaluasi gerak dan j angan m elebihi t it ik akhir lingkaran dan berhent i. Kalau t idak lanj ut kan st ep 4. 4. Gam bar garis ant ara t it ik pusat dan
t it ik selanj ut nya dari axis yang dipilih. 5. Dapat kan garis t angent pada t it ik
dim ana lingkaran dan garis dan st ep 4. Kem udian kem bali ke st ep 2.
Lingkaran yang ada
Garis tangent pada (X1,Y1)
Garis tangent pada (X0,Y0)
nBLU<X>
nBLU<
Y
>
Ex Ey Titik mula
(X0, Y0)
nBLU<X>
nBLU<
Y
>
(X1, Y1) = (X0+nBLU, Y0)
Ey
D e pa r t e m e n Te k n ik I n du st r i FTI - I TB
n Chord method (circular interpolation)
t = 0.05 (in) t = 0.01 (in)
t = 0.05 (in) t = 0.01 (in) t = 0.005 (in)
n = 100BLU = 0.05 (in) n = 10BLU = 0.005 (in)
(1) Inner tolerance
(2) Outer tolerance
(3) nBLU Method
TI-3222: Otomasi Sistem Produksi - 8
2 1
I nterpolator timing
•
Ada dua cara unt uk
m endapat kan pulsa
dalam int erpolat or
Menggunakan soft ware
dan hardware unt uk
m em bangkit kan sinyal
pulsa
Menggunakan t im er
•
Pulsa diagram
dihasilkan oleh pulsa
div ider.
•
Jika m enggunakan
t im er, nilai regist er j uga
akan digunakan unt uk
m em bagi clock
control Motorf
rfeedback
x - axis
result y: fr
Base interupt clock x: fr
Y
X
A Pulse divider
A Pulse diagram
Penggunaan timer untuk menghasilkan pulsa
TI-3222: Otomasi Sistem Produksi - 8
2 2
D e pa r t e m e n Te k n ik I n du st r i FTI - I TB
I nterpolator timing
•
Jika m enggunakan t im er, nilai
regist er j uga akan digunakan
unt uk m em bagi clock
frekuensinya.
•
Frekuensi out put dan regist er
value dapat diperoleh dengan
dim ana:
Penggunaan timer untuk menghasilkan pulsa
TI-3222: Otomasi Sistem Produksi - 8
2 3
Perhitungan jumlah pulsa
Data :
BLU
= 0.001in.
f
= 1 x 10
3Hz
•
Posit ion t ransducer
Digunak an pada sist em closed- loop unt uk feedback posit ion
Cont oh di m esin NC adalah encoder , r esolver , induct osyns.
Sem ua infor m asi dik irim dalam sinyal elekt rik
•
Encoder
Selalu digunak an unt uk m engukur per pindahan secara angular . Ada dua j enis encoder
( ink rem en & absolut ) Out put encoder absolut
berupa kode biner yang m enunj ukkan posisi angular por os.
Encoder inkrem en
Dim ana: frekuensi pulsa out put , pulse/ s (f) dan kecepat an input angular, rpm (ω)
•
Resolver Sam a dengan generat or AC, berfungsi sebagai perangkat analog
Dim ana: volt ase AC ouput (v) dan konst ant a revolver (Ke)
•
I nduct osy ns Selalu digunakan pada t ransduser linear dan j uga dapat digunakan pada pengukuran rot asi.
ωÆ Ke Æf
ω Æ Ke Æv
( )
t
=
V
sin
[
(
w
( )
t
+
w
0)
t
+
φ
0]
TI-3222: Otomasi Sistem Produksi - 8
2 5
Transduser
•
Speed t ransducer
Yang biasa digunakan
adalah t achom et er
dim ana:
v
= volt ase out put , volt s
ω
= kecepat an angular
poros, rad/ s
K
t= konst ant a t achom et er,
volt s/ rad
ω Æ Kt Æv
Tachometer Encoder
TI-3222: Otomasi Sistem Produksi - 8
2 6
D e pa r t e m e n Te k n ik I n du st r i FTI - I TB
Control loops
Open- loops cont rol m echanism
Pada skem a disam ping, cont roller digunakan sebagai on- line processor dar i progr am dan dat a agar dapat m elak sanakan perint ah spesifik unt uk m anipulasi m esin dan pr oses akt uat or .
Prinsip open- loops j uga berupaya m enggunakan kom put er sebagai m anipulasi elekt r ik at au m ot or st epper elekt r ohidrolik unt uk
pengont rolan m esin perkakas
Stepping motor
NC Control Logic
Electric Pulse
∆X Table
TI-3222: Otomasi Sistem Produksi - 8
2 7
Control loops
Closed- loops cont rol m echanism
Mekanism e unt uk m elakukan t indakan korek si yang m em bandingk an hasil dat a akt ual dengan hasil dat a yang diharapk an.
Pada sist em dibaw ah, m enggam bar k an sist em pengont r olan dim ana pengont rol dit em pat kan pada cont r ol- loop dengan m engum pulkan dat a dari sensor proses, m enerim a st at us referensi yang diharapk an ( set point ) dari operat or , dan cont rol loop diak hir i dengan per int ah m anipulasi yang m eny ebabk an perubahan spesifik dalam out put pr oses.
Encoder Gear
box Tacho meter Amp MotorDC DAC
Penggerak t enaga:
Tenaga hidrolik Tenaga elekt rik
•
Tenaga hidrolik
Terdiri dari m ot or hidrolik , penggerak m ula, pom pa hidr olik ( suplai t enaga hidr olik ke m ot or) , m ot or
•
Tenaga elekt rik
Mot or st epper
Workpiece Motion of the table Operator
control
Pulses from Electronic
Merupakan akt uat or elekt rom ekanikal yang
m ent erj em ahkan sinyal elekt rik ke sist em m ekanikal yang baku.
TI-3222: Otomasi Sistem Produksi - 8
2 9
Positioning Systems
Ger akan posisi seper t i t er gam bar• Leadscr ew ( ACME scr ew t hr ead) sebesar 20t ur ns/ in. • Sist em pengger ak dengan gain ( g) encoder sebesar
500pulsa/ r ev. • BLU dapat dihit ung
Pit ch = P = 1/ 20t hr ead/ in. = 0.05t hr eads/ in
BLU = P/ g = ( 0.05in./ r ev) / ( 500pulses/ r ev) = 0.0001in./ pulse
• Bila kem am puan m ot or ber put ar sebesar 1300r pm , m aka kecepat an ger ak m ej a m esin ( single- axis) dapat dihit ung ( r pm )m ax= 1300r ev/ m in
Vm ax = P* ( r pm )m ax= ( 0.05in./ r ev) ( 1300rev./ m in) = 65in./ m in
• Lam a per ger akan sej auh 2.5inchi pada kelaj uan 6in./ m in adalah V = s/ t
T = s/ V = ( 2.5in.) / ( 6in./ m in) = 0.4167m in= 25s
• Jum lah sinyal encoder yang seharusny a kem bali adalah p = s/ BLU = ( 2.5in.) / ( 0.0001in./ pulse) = 25,000pulses
• Kelaj uan pulsa adalah
rp= p/ t = 25,000pulses/ 25s = 1000pulses/ s
75
45
25
20 35
45