BAB 2
TINJAUAN PUSTAKA
2.1 Magnet keramik
Keramik adalah bahan-bahan yang tersusun dari senyawa anorganik bukan logam
yang pengolahannya melalui perlakuan dengan temperatur tinggi. Kegunaannya
adalah untuk dibuat berbagai keperluan desain teknis khususnya dibidang
kelistrikan, elektronika, mekanik dengan memanfaatkan magnet keramik sebagai
magnet permanen, dimana material ini dapat menghasilkan medan magnet tanpa
harus diberi arus listrik yang mengalir dalam sebuah kumparan atau selenoida
untuk mempertahankan medan magnet yang dimilikinya. Disamping itu, magnet
permanen juga dapat memberikan medan yang konstan tanpa mengeluarkan daya
yang kontinu. Magnet keramik yang merupakan magnet permanen mempunyai
struktur Hexagonal close-pakced. Dalam hal ini bahan yang sering digunakan
adalah Barrium Ferrite (BaO.6Fe2O3). Barium dapat juga digantikan dengan bahan yang menyerupai(segolongan) dengannya, yaitu seperti Strontium.
Bahan keramik yang bersifat magnetik umumnya merupakan golongan
ferit, yang merupakan oksida yang disusun oleh hematit (α-Fe2O3) sebagai komponen utama. Bahan ini menunjukkan induksi magnetik spontan meskipun
medan magnet dihilangkan. Material ferit juga dikenal sebagai magnet keramik,
bahan itu tidak lain adalah oksida besi yang disebut ferit besi (ferrous ferrite).
Pada umumnya ferit dibagi menjadi tiga kelas :
1. Ferit Lunak, ferit ini mempunyai formula Mfe2O4, dimana M = Cu, Zn, Ni, Co,
Fe,Mn, Mg dengan struktur kristal seperti mineral spinel. Sifat bahan ini
mempunyaipermeabilitas dan hambatan jenis yang tinggi, koersivitas yang
rendah.
2. Ferit Keras, ferit jenis ini adalah turunan dari struktur magneto plumbit yang
dapat ditulis sebagai Mfe12O19, dimana M = Ba, Sr, Pb. Bahan ini mempunyai gaya koersivitas dan remanen yang tinggi dan mempunyai struktur kristal
3. Ferit Berstruktur Garnet, magnet ini mempunyai magnetisasi spontan yang
bergantung pada suhu secara khas. Strukturnya sangat rumit, berbentuk
kubik dengan sel satuan disusun tidak kurang dari 160 atom (Idayanti,
2002).
Ferit lunak mempunyai struktur kristal kubik dengan rumus umum
MO.Fe2O3dimana M adalah Fe, Mn, Ni, dan Zn atau gabungannya seperti Mn-Zn dan Ni-Zn. Bahan ini banyak digunakan untuk inti transformator, memori
komputer,induktor, recording heads, microwave dan lain-lain. Ferit keras banyak
digunakan dalam komponen elektronik, diantaranya motor-motor DC kecil,
pengeras suara (loudspeaker), meteran air, KWH-meter, telephone receiver,
circulator, dan rice cooker(Cullity, 1972).
2.2 Sifat-sifat Magnet Keramik
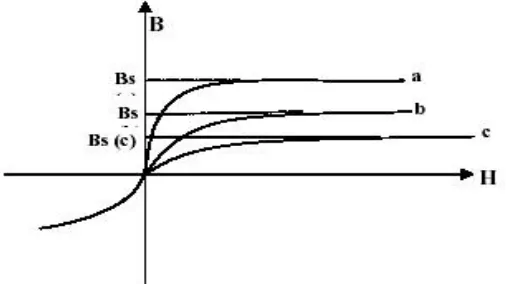
Sifat-sifat kemagnetan suatu bahan dapat diperlihatkan dalam kurva histerisis
yaitu kurva hubungan intensitas magnet (H) terhadap medan magnet (B). Seperti
ditunjukkan pada gambar 2.1 merupakan kurva histerisis pada saat magnetisasi.
Gambar 2.1 Kurva saat proses magnetisasi (Moulson A.J, et all., 1985).
Pada gambar 2.1 di atas tampak bahwa kurva tidak berbentuk garis lurus
sehingga dapat dikatakan bahwa hubungan antara B dan H tidak linier. Dengan
kenaikan harga H, mula-mula B turut naik cukup besar, tetapi mulai dari nilai H
tertentu terjadi kenaikan nilai B yang kecil dan makin lama nilai B akan konstan.
magnet saturasi. Saturasi magnetisasi adalah keadaan dimana terjadi kejenuhan,
nilai medan magnet B akan selalu konstan walaupun medan eksternal H dinaikkan
terus.
Bahan yang mencapai saturasi untuk harga H rendah disebut magnet lunak
seperti yang ditunjukkan kurva (a). Sedangkan bahan yang saturasinya terjadi
pada harga H tinggi disebut magnet keras seperti yang ditunjukkan kurva (c).
Sesudah mencapai saturasi ketika intensitas magnet H diperkecil hingga mencapai
H = 0, ternyata kurva B tidak melewati jalur kurva semula. Pada harga H = 0,
medan magnet atau rapat fluks B mempunyai harga Br ≠0 seperti ditunjukkan
pada kurva histerisis pada gambar 2.1. Harga Br ini disebut dengan induksi
remanen atau remanensi bahan. Remanen atau ketertambatan adalah sisa medan
magnet B dalam prosesmagnetisasi pada saat medan magnet H dihilangkan, atau
remanensi terjadi pada saat intensitas medan magnetik H berharga nol dan medan
magnet B menunjukkan harga tertentu.
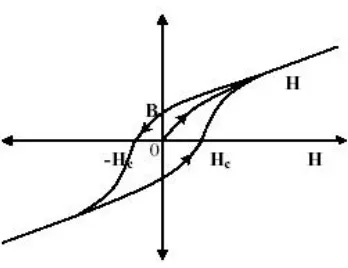
Pada gambar 2.2 tampak bahwa setelah harga intensitas magnet H = 0 atau
dibuat negatif (dengan membalik arus lilitan), kurva B(H) akan memotong sumbu
pada harga Hc. Intensitas Hc inilah yang diperlukan untuk membuat rapat fluks
B=0 atau menghilangkan fluks dalam bahan. Intensitas magnet Hc ini disebut
koersivitas bahan. Koersivitas digunakan untuk membedakan hard magnet atau
soft magnet. Semakin besar gaya koersivitasnya maka semakin keras sifat
magnetnya. Bahan dengan koersivitas tinggi berarti tidak mudah hilang
kemagnetannya.
Untuk menghilangkan kemagnetannya diperlukan intensitas magnet H
yang besar. Bila selanjutnya harga diperbesar pada harga negatif sampai mencapai
saturasi dan dikembalikan melalui nol, berbalik arah dan terus diperbesar pada
harga H positif hingga saturasi kembali, maka kurva B(H) akan membentuk satu
lintasan tertutup yang disebut kurva histeresis. Bahan yang mempunyai
koersivitas tinggi kemagnetannya tidak mudah hilang. Bahan seperti itu baik
Gambar 2.2 Kurva histerisis material magnetik (Moulson A.J, et all., 1985).
Magnet permanen dapat diberi indeks berdasarkan momen koersif yang
diperlukan untuk menghilangkan induksi (tabel 2.1). Patokan ukuran yang yang
lebih baik adalah hasil kali BH. BaFe12O19 mempunyai nilai –Hc yang sangat besar, tetapi BHmaksyang tidak terlalu tinggi, karena rapat fluks lebih rendah dibandingkan bahanmagnet permanen lainnya. Dari tabel 2.1 akan diperoleh
gambaran mengenai peningkatan yang mungkin diperoleh beberapa para ahli
peneliti dan rekayasawan dengan pengembangan alnico (metalik) dan magnet
BaFe12O19 (keramik).
Magnet lunak merupakan pilihan tepat untuk penggunaan pada arus
bolak-balik atau frekuensi tinggi, karena harus mengalami magnetisasi dan
demagnetisasi berulang kali selama selang satu detik. Spesifikasi yang agak kritis
untuk magnet lunak adalah : induksi jenuh (tinggi), medan koersif (rendah), dan
pemeabilitas maksimum (tinggi).
Tabel 2.1. sifat berbagai magnet keras (dari berbagai sumber)
Bahan magnet Remanen,
Medan
koersif, Produk demagnetisasi
Br(V.det/m2) -Hc (A/m) maksimum BHmaks(J/m3)
Baja karbon 1,0 0,4 x 104 0,1 x 104
Alnico 1,2 5,5 x 104 3,4 x 104
Ferroxdur (BaFe12O19) 0,4 15,0 x 104 2,0 x 104
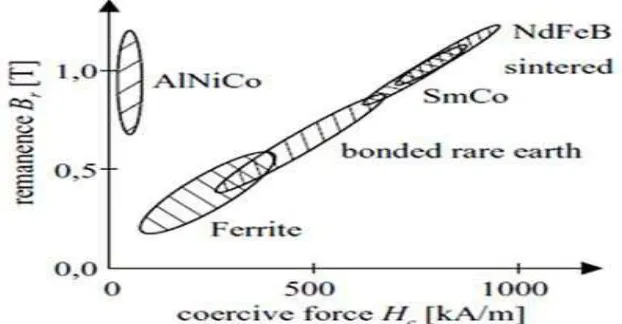
Perbandingan sifat magnetnya dari beberapa material dapat diperlihatkan
Gambar 2.3 Kurva yang menunjukkan perbandingan sifat magnet dari beberapa jenis magnet permanen (Moulson A.J, et all., 1985).
2.3 Barium Hexaferrite (BaO.6Fe2O3)
Barium hexaferrite merupakan keramik oksida komplek dengan rumus kimia
BaO.6Fe2O3 atau BaFe12O19. Bariumhexaferrite mempunyai kestabilan kimia yang bagus dan relatif murah dan kemudahan dalam produksi. Walaupun
kekuatan magnet heksaferit lebih rendah dibandingkan jenis magnet terbaru
berbasis logam tanah jarang, magnet permanen hexaferrite (Ba-ferit dan Sr-ferit)
masih menempati tempat teratas dalam pasar magnet permanen dunia baik dalam
hal nilai uang maupun berat produksi.
Barium heksaferit (BaFe12O19) dikenal sebagai magnet permanen dengan struktur heksagonal yang sesuai dengan space group P 63/mmc. Seperti keluarga
oksida lainnya, material ini memiliki sifat mekanik yang sangat kuat dan tidak
mudah terkorosi. Pemakaian senyawa ini sebagai perekam magnetik, divais
gelombang mikro (microwave) dan absorber sangat diminati sehingga banyak
usaha dilakukan untuk memproduksi subtitusi kation yang mungkin ke dalam
BaFe12O19 guna meningkatkan sifat magnetiknya. Divalen logam transisi seperti Co, Ti dan Mn sering digunakan karena persamaan jari–jari ionik dan konfigurasi
elektron.
Heksaferit memiliki kristal anisotropi yang besar dan lokasi resonansi
yang dapat dimodifikasi pada rentang frekuensi yang luas melalui substitusi ion
permeabilitas yang relatif besar. Oleh karena itu, heksaferit adalah kandidat yang
menjanjikan untuk pengembangan material anti radar (Amin, 1981).Material
Barium M-Heksaferit(BaFe12O19) mempunyai polarisasi magnet saturasi
tinggi(78 emu/g), yang terdiri dari kristal uniaxial anisotropi yang kuat,
temperatur Curie tinggi (4500C) dan medan koersifitas yang besar (6700 Oe), terkait dengan sangat baikdalam stabilitas kimia dan ketahanannya terhadap
korosi.
Material magnet oksida BaO6Fe2O3 merupakan jenis magnet keramik yang banyak dijumpai disamping material magnet Sr.6Fe2O3. seperti pada jenis oksida lainnya, material magnet tersebut memiliki sifat mekanik yang sangat kuat dan
tidak mudah terkorosi. Sebagai magnet permanen, material BaO.6Fe2O3 memiliki sifat kemagnetan dengan tingkat kestabilan tinggi terhadap pengaruh medan
magnet luar pada suhu diatas 300oC. Sehingga sangat cocok dipergunakan dalam peralatan teknologi pada jangkauan yang cukup luas.
Barium hexaferrite BaO.6Fe2O3 yang memiliki parameter kisi a = 5,8920 Angstrom, dan c = 23,1830 Angstrom. Gambar struktur kristal barium hexaferrite
BaO.6Fe2O3 diperlihatkan pada gambar 2.4
Gambar 2.4 Struktur kristal BaO.6Fe2O3 [Moulson A.J, et all., 1985].
Barium heksaferrit dapat disintesa dengan beberapa metoda seperti
kristalisasi gas, presipitasi hidrotermal, sol-gel, aerosol, copresipitasi dan
pemaduan mekanik. Diantara metoda ini pemaduan/gerus mekanik adalah
ekonomis karena ketersediaan bahan baku secara komersial dan relatif murah.
dan produksi skala besar dapat diimplementasikan dengan mudah.
2.4 Kompaksi
2.4.1 Karakteristik Serbuk
Karakteristik serbuk mempengaruhi perilaku serbuk ketika pemrosesan yang akan
menentukan sifat dari produk yang dihasilkan. Karakteristik partikel serbuk
diantaranya meliputi distribusi ukuran partikel, bentuk partikel, luas permukaan,
berat jenis serbuk, mampu alir, kompressibilitas, gesekan antar partikel dan
komposisi kimia serbuk(German R.M, 1994). Berikut ini akan diuraikan secara singkat mengenai karakteristik dari partikel serbuk dan pengaruhnya terhadap
pemrosesan serbuk dan produk yang dihasilkan.
a. Ukuran dan Distribusi Ukuran Partikel
Ukuran partikel akan mempengaruhi densitas, porositas dan sifat
mekanis material serbuk kompaksi, dimana semakin kecil atau halus
ukuran partikel serbuk maka densitas bakalan (green density) akan
semakin besar. Ada beberapa teknik yang digunakan untuk menentukan
ukuran partikel serbuk diantaranya dengan pengayakan (screening),
mikroskop, teknik sedimentasi, hamburan cahaya (light scattering),
konduktivitas listrik, penghalangan cahaya (light blocking) (David, 1999).
Ukuran partikel juga akan menentukan stabilitas dimensi, pelepasan gas
yang terperangkap dan karakteristik selama pencampuran. Distribusi
ukuran partikel sangat menentukan kemampuan partikel dalam mengisi
ruang kosong antar partikel untuk mencapai volume terpadat dan pada
akhirnya akan menentukan besar densitas, porositas serta kekuatan green
compact dan hasil sinternya (David, Myrna, 1999).
b. Bentuk Partikel
Bentuk partikel serbuk sangat mempengaruhi sifat massa serbuk,
yaitu efisiensi pemadatan (packing efficiency), mampu alir (flowbility) dan
mampu tekan (compressibility). Bentuk partikel serbuk akan
mempengaruhi luas luas permukaan serbuk dan gesekan antarpartikel
saat proses kompaksi. Peningkatan luas permukaan partikel (semakin kecil
ukuran partikel, semakin tidak beraturan bentuk partikel , semakin besar
permukaan partikel) akan meningkatkan reaktivitas kimia serbuk sehingga
hal ini meningkatkan penyerapan gas dan uap air dari lingkungan (Klar,
1983). Bentuk partikel serbuk ditentukan oleh sifat dari material bahan
baku serbuk tersebut dan juga proses yang digunakan untuk menghasilkan
serbuk dari material bulk-nya. Partikel serbuk bisa berbentuk bulat,
angular, serpihan(flake),fibrous, sponge/porous, dan lainnya.
c. Mampu Alir Serbuk
Mampu alir sebuk merupakan karakteristik yang menggambarkan sifat alir
serbuk dan kemampuan serbuk memenuhi ruang cetakan. Karakteristik
serbuk seperti berat jenis nyata serbuk dan gesekan partikel seringkali
dihubungkan dengan mampu alir serbuk. Pada umumnya, faktor-faktor
yang mengurangi gesekan antarpartikel dan meningkatkan berat jenis
nyata (seperti partikel bulat dan halus) akan meningkatkan mampu alir
serbuk. Disamping itu karakteristik serbuk seperti bentuk serbuk, berat
jenis serbuk, kelembaban serbuk, dan distribusi ukuran partikel dapat
mempengaruhi mampu alir serbuk(Klar, 1983).
Mampu alir dari serbuk logam tergantung dari gesekan antar
partikel, dimana luas permukaan dan kekasaran partikel akan
mempengaruhi gesekan antarpartikel tersebut. Jika luas permukaan dan
kekasaran partikel meningkat maka intesitas gesekan akan meningkat
sehingga meyebabkan efisiensi mampu alir serbuk akan rendah. Selain itu,
bentuk partikel yang mempunyai bentuk tidak beraturan mempunyai
efisiensi mampu alir yang rendah sedangkan bentuk yang bulat
mempunyai mampu alir yang baik (Klar, 1983).
d. Mampu Tekan
Mampu tekan serbuk merupakan perbandingan volume serbuk mula-mula
dengan volume benda yang ditekan, yang nilainya berbeda-beda dengan
tergantung distribusi ukuran serbuk dan bentuk butirnya. Seperti halnya
mampu alir, besarnya mampu tekan serbuk juga dipengaruhi oleh gesekan
rendah bila serbuk yang dikompaksi memiliki bentuk yang lebih teratur
dan lebih halus sehingga akan menghasilkan densitas bulk yang lebih
tinggi (Klar, 1983).
2.4.2 Pencampuran
Karakteristik serbuk mempunyai peranan penting dalam tercapainya hasil
campuran yang seragam. Semakin tinggi gesekan partikel akan menyebabkan
sulitnya proses pencampuran serbuk. Volume serbuk akan meningkat oleh
beberapa faktor diantaranya ukuran partikel yang makin kecil, bentuk partikel
tidak beraturan, koefisien gesek partikel yang makin tinggi. Partikel yang besar
akan lebihy mudah untuk mengalami segregasi (pemisahan). Salah satu kendala
dalam proses pencampuran adalah jika serbuk yang akan dicampur memiliki
densitas yang akan berbeda sehingga sulit untuk mendapatkan hasil campuran
yang seragam. Serbuk yang memiliki densitas lebih kecil akan terakumulasi di
atas serbuk yang densitasnya lebih tinggi sehingga terjadi segregasi(German R.M,
1991).
2.4.3 Poses kompaksi
Kompaksi merupakan proses pemberian suatu gaya luar berupa tekanan untuk
mendeformasi serbuk menjadi benda yang mempunyai bentuk dan ukuran tertentu
yang mempunyai densitas lebih tinggi. Proses kompaksi akan mengakibatkan
pengaturan partikel, deformasi partikel, dan terbentuknya ikatan antar partikel
(German R.M, 1994)
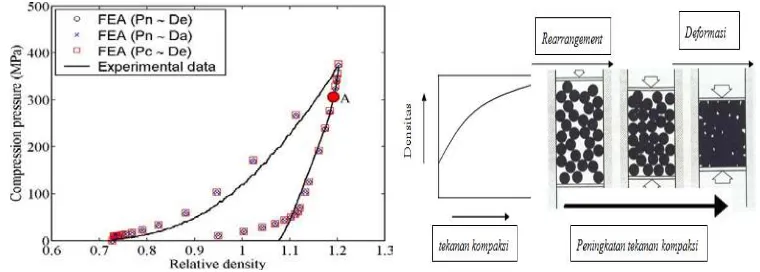
Pada saat kompaksi, ada beberapa tahapan yang terjadi pada serbuk, yaitu
a. Penataulangan Partikel Serbuk (Rearrangement)
Pada saat dimulai penekanan terjadi pengaturan susunan partikel
serbuk(rearrangement). Pada tahap ini tidak terjadi deformasi partikel
namun hanya penyesuaian letak dari serbuk. Pergerakan dan pengaturan
partikel-partikel serbuk akibat adanya penekanan menyebabkan partikel
dengan permukaan cetakan, permukaan penekan, dan inti, menghambat
penyusunan partikel serbuk. Pergerakan partikel cenderung terjadi di
dalam massa serbuk pada tekanan yang relatif rendah, sehingga kecepatan
penekanan yang rendah akan memberikan kesempatan pada partikel untuk
membentuk susunan yang terpadat (German R.M, 1994).
b. Deformasi Elastis Partikel Serbuk
Pada tahap ini serbuk mulai bersentuhan dan apabla penekanan
dihentikan, maka serbuk akan kembali ke bentuk semula. Umumnya
deformasi elastis terlihat dari dimensi bulk yang sedikit membesar saat
dikeluarkan dari cetakan. Kecenderungan deformasi elastis meningkat
dengan menurunnya nilai modulus elastisitas (German R.M, 1994).
c. Deformasi Plastis Partikel Serbuk
Deformasi Plastis merupakan bagian terpenting dari mekanisme
pemadatan (densification) selama kompaksi berlangsung. Pada saat
pemberian tekanan yang lebih tinggi maka akan terjadi peningkatan
densitas yang disebabkan oleh perbesaran kontak antarpartikel sehingga
akan terjadi deformasi plastis pada partikel tersebut. Pada tahap ini,
semakin tinggi tekanan kompaksi yang diberikan akan menyebabkan
semakin meningkatnya derajat deformasi plastis, antara lain kekerasan dan
perpindahan tegangan antar partikel yang berdekatan(German R.M, 1994).
Makin tinggi kekerasan partikel serbuk, makin rendah densitas bakalan
yang dicapai pada tekana tertentu. Pada material keras, perpatahan dan
deformasi terjadi selama kompaksi. Makin kasar sebuah partikel dapat
meningkatkan kekuatan green compact dalam bentuk penguncian mekanik
antar partikel. Disisi lain, kehalusan partikel akan memberikan ikatan
antarpartikel yang lebih banyak, yang dapat meningkatkan kekuatan green
compact.
Kompaksi dapat dilakukan melalui kompaksi dingin( cold compacting)
maupun kompaksi panas(hot compacting), baik dengan proses penekanan satu
arah (single uniaxial pressing) maupun penekanan dua arah (double uniaxial
pressing). Proses kompaksi dingin dilakukan pada temperatur ruang, sedangkan
yang relatif tinggi. Pada penekanan satu arah, penekan(punch) bagian atas
bergerak ke bawah, sedangkan pada penekanan dua arah yang menggunakan dua
buah penekan, penekan atas dan penekan bawah bergerak secara bersamaan
dengan arah yang berlawanan. Penekanan dengan dua arah memiliki keunggulan
berupa hasil densitas green compactyang lebih seragam(German, 1994).
Gambar 2.5 Distribusi penekanan serbuk a) Single Uniaxial Pressing, b) Double Uniaxial Pressing(German, 1994).
Kenaikan tekanan kompaksi dapat menurunkan porositas dari green
body. Jika green body tersebut disinter dapat meningkat densitasnya karena
dengan kenaikan tekanankompaksi yang semakin tinggi susunan antar partikel
akan menjadi lebih padat, hal ini menyebabkan rongga-rongga terdesak semakin
berkurang (German, 1994). Pada Gambar 2.6a menunjukkan pengaruh tekanan
kompaksi terhadap densitas dari serbuk yang telah mengalami proses compacting.
2.5 Sintering
Proses sintering pada magnet keramik adalah suatu proses
pemadatan/densifikasi dari sekumpulan serbuk pada suhu tinggi mendekati titik
leburnya. Proses sintering dilakukan pada suhu berkisar 0.7 - 0.8 dari titik
lelehnya dalam kondisi padat atau solid(E. Paul DeGarmo, 2003).Melalui proses
ini terjadi perubahan struktur mikro seperti pengurangan jumlah dan ukuran pori,
pertumbuhan butir (grain growth), peningkatan densitas dan penyusutan
(shrinkage). Beberapa variabel yang mempengaruhi prosessintering yaitu densitas
awalgreen compact, ukuran partikel, atmosfir sintering, suhu, kecepatan
pemanasan dan lama penahanan. Sintering merupakan tahapan pembuatan keramik yang sangat penting dan menentukan sifat-sifat produk keramik. Tujuan
dari sintering adalah untuk mengaglomerasikan partikel ke dalam massa koheren.
Faktor-faktor yang menentukan proses dan mekanisme sintering antara
lain : jenis bahan, komposisi, bahan pengotornya dan ukuran partikel. Proses
sintering berlangsung apabila :
a. Adanya transfer materi diantara butiran yang disebut proses difusi.
b.Adanya sumber energi yang dapat mengaktifkan transfer materi, energi
tersebut digunakan untuk menggerakkan butiran hingga terjadi kontak dan ikatan
yang sempurna.
Difusi adalah aktivitas termal yang berarti bahwa terdapat energi minimum
yang dibutuhkan untuk pergerakan atom atau ion dalam mencapai energi yang
sama atau diatas energi aktivitas untuk membebaskan dari letaknya semula dan
bergerak ke tempat yang lain yang memungkinkannya. Energi untuk
menggerakkan proses sintering disebut gaya dorong (drying force) yang ada
hubungannya dengan energi permukaan butiran (γ).
2.5.1 Tahapan Sintering
Tahapan sintering menurut Hirschorn, pada sampel yang telah mengalami
berikut:
1. Ikatan mula antar partikel serbuk.
Saat sampel mengalami proses sinter, maka akan terjadi pengikatan
diri. Proses ini meliputi difusi atom-atom yang mengarah kepada
pergerakan dari batas butir. Ikatan ini terjadi pada tempat dimana terdapat
kontak fisik antar partikel-partikel yang berdekatan. Tahapan ikatan mula
ini tidak menyebabkan terjadinya suatu perubahan dimensi sampel.
Semakin tinggi berat jenis sampel, maka akan banyak bidang kontak antar
partikel, sehingga proses pengikatan yang terjadi dalam proses sinter juga
semakin besar.
Elemen-elemen pengotor yang masih terdapat, berupa serbuk akan
menghalangi terjadinya proses pengikatan ini. Hal ini disebabkan elemen
pengotor akan berkumpul dipermukaan batas butir, sehingga akan
mengurangi jumlah bidang kontak antar partikel.
2. Tahap pertumbuhan leher.
Tahapan kedua yang tejadi pada proses sintering adalah
pertumbuhan leher. Hal ini berhubungan dengan tahap pertama, yaitu
pengikatan mula antar partikel yang menyebabkan terbentuknya daerah
yang disebut dengan leher (neck) dan leher ini akan terus berkembang
menjadi besar selama prosessintering berlangsung. Pertumbuhan leher
tersebut terjadi karena adanya perpindahan massa, tetapi tidak
mempengaruhi jumlah porositas yang ada dan juga tidak menyebabkan
terjadinya penyusutan. Proses pertumbuhan leher ini akan menuju kepada
tahap penghalusan dari saluran-saluran pori antar partikel serbuk yang
berhubungan, dan proses ini secara bertahap.
3. Tahap penutupan saluran pori.
Merupakan suatu perubahan yang utama dari salam proses sinter.
Penutupan saluran pori yang saling berhubungan akan menyebabkan
perkembangan danpori yang tertutup. Hal ini merupakan suatu perubahan
yang penting secara khusus untuk pori yang saling berhubungan untuk
pengangkutan cairan, seperti pada saringan-saringan dan bantalan yang
pertumbuhan butiran. Proses penutupan saluran ini dapat juga terjadi oleh
penyusutan pori (tahap kelima dari proses sinter), yang menyebabkan
kontak baru yang akan terbentuk di antara permukaan-permukaan pori.
4. Tahapan pembulatan pori.
Setelah tahap pertumbuhan leher, material dipindahkan di
permukaan pori dan pori tersebut akan menuju kedaerah leher yang
mengakibatkan permukaan dinding tersebut menjadi halus. Bila
perpindahan massa terjadi terus-menerus melalui daerah leher, maka pori
disekitar permukaan leher akan mengalami proses pembulatan. Dengan
temperatur dan waktu yang cukup pada saat proses sinter maka pembulatan
pori akan lebih sempurna.
5. Tahap penyusutan
Merupakan tahap yang terjadi dalam proses sinter. Hal ini
berhubungan dengan proses densifikasi (pemadatan) yang terjadi. Tahap
penyusutan ini akan menyebabkan terjadinya penurunan volume, disisi lain
sampel yang telah disinter akan mejadi lebih padat. Dengan adanya
penyusutan ini kepadatan pori akan meningkat dan dengan sendirinya sifat
mekanis dari bahan tersebut juga akan meningkat, khususnya kekuatan dari
sampel setelah sinter. Tahap penyusutan pori ini terjadi akibat pergerakan
gas-gas yang terdapat di daerah pori keluar menuju permukaan. Dengan
demikian tahap ini akan meningkatkan berat jenis yang telah disinter.
6. Tahap pengkasaran pori
Proses ini akan terjadi apabila kelima tahap sebelumnya terjadi
dengan sempurna. Pengkasaran pori akan terjadi akibat adanya proses
bersatunya lubang-lubang kecil dari pori sisa akan menjadi besar dan kasar.
Jumlah total dari pori adalah tetap, tetapi volume pori berkurang dengan
diimbangi oleh pembesaran pori tersebut (Randall M. German, 1991).
2.5.2 Klasifikasi Sintering
Sintering dapat diklasifikasikan dalam dua bagian besar yaitu sintering dalam
sintering). Sintering dalam keadaan padat dalam pembuatan material yang diberi
tekanan diasumsikan sebagai fasa tunggal oleh karena tingkat pengotornya
rendah. Sedangkan sintering pada fasa cair adalah sintering untuk serbuk yang
disertai terbentuknya fase liquid selama proses sintering berlangsung.
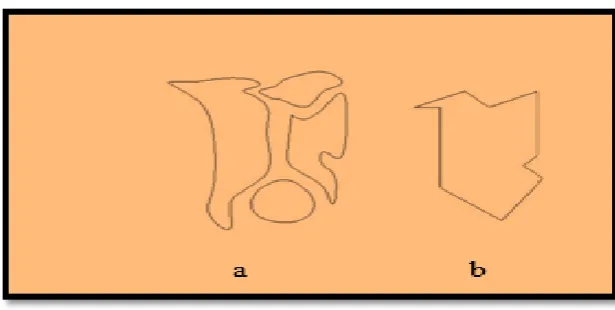
Gambar 2.7 Proses sinter padat
(a). Sebelum sinter partikel mempunyai permukaan masing-masing.
(b). Setelah sinter hanya mempunyai satu permukaan(Van Vlack, 1989)
Dari gambar 2.7 dapat dilihat bahwa proses sintering dalam keadaan padat,
selama sintering penyusutan serbuk, kekuatan dari material akan bertambah,
pori-pori dan ukuran butir berubah. Perubahan ini diakibatkan oleh sifat dasar dari
serbuk itu sendiri, kondisi tekanan, aditif, waktu sintering dan suhu. Proses
sintering memerlukan waktu dan suhu pemanasan yang cukup agar partikel halus
dapat menjadi padat. Sinter tanpa cairan memerlukan difusi dalam bahan padat itu
sendiri, sehingga diperlukan suhu tinggi dalam proses sintering (Van Vlack, 1989)
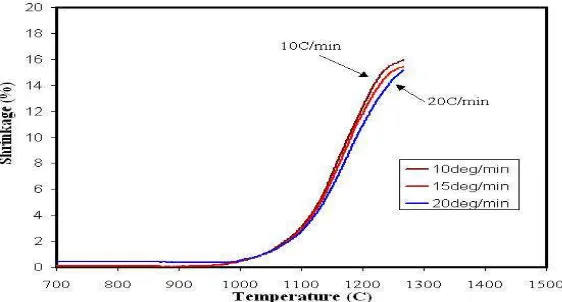
Dari Gambar 2.8 diketahui bahwa semakin lambat proses pemanasan
menunjukkan penyusutannya lebih tinggi. Hal ini menunjukkan bahwa
penyusutan yang terjadi pada suatu material jauh lebih lambat dibandingkan
dengan waktu pemanasan yang terjadi. Oleh karena itu, kecepatan pemanasan
kurang mempengaruhi kadar penyusutan secara keseluruhannya. Namun
demikian, kecepatan pemanasan yang tinggi menjadikan distribusi panas pada
bagian luar dan dalam material menjadi kurang merata yang dapat menimbulkan
Gambar 2.8. Kurva sintering dengan variasi kecepatan pemanasan
Berdasarkan pola ikatan yang terjadi pada proses kompaksi, ada 2
fenomena yang mungkin terjadi pada saat sintering, yaitu:
1. Penyusutan (shrinkage)
Apabila pada saat kompaksi terbentuk pola ikatan bola-bidang
maka pada proses sintering akan terbentuk shrinkage, yang terjadi karena
saat proses sintering berlangsung gas (lubricant) yang berada pada
porositas mengalami degassing (peristiwa keluarnya gas pada saat
sintering). Dan apabila temperatur sinter terus dinaikkan akan terjadi
difusi permukaan antar partikel matrik dan filler yang akhirnya akan
terbentuk liquid bridge / necking (mempunyai fasa campuran antara matrik
dan filler). Liquid bridge ini akan menutupi porositas sehingga terjadi
eleminasi porositas/ berkurangnya jumlah dan ukuran porositas.
Penyusutan dominan bila pemadatan belum mencapai kejenuhan.
2. Retak (cracking)
Apabila pada kompaksi terbentuk pola ikatan antar partikel berupa
bidang-bidang, sehingga menyebabkan adanya trapping gas (gas/lubricant
terjebak di dalam material), maka pada saat sintering gas yang terjebak
belum sempat keluar tapi liquid bridge telah terjadi, sehingga jalur
porositasnya telah tertutup rapat. Gas yang terjebak ini akan mendesak ke
segala arah sehingga terjadi bloating (mengembang), sehingga tekanan di
permukaan partikel pada bahan komposit tersebut rendah, maka tidak akan
mampu menahan tekanan yang lebih besar sehingga menyebabkan retakan
(cracking).Keretakan juga dapat diakibatkan dari proses pemadatan yang
kurang sempurna, adanya shock termal pada saat pemanasan karena
pemuaian darimatrik dan filler yang berbeda.
2.6 Retakan (cracking)
2.6.1 Mekanisme Penjalaran Retak
Perpatahan adalah pemisahan atau pemecahan suatu benda padat, menjadi 2
bagian atau lebih diakibatkan adanya tegangan. Proses perpatahan terdiri atas 2
tahap, yaitu timbulnya retak dan tahap penjalaran retak. Tahap awal mulainya
retak adalah slip pada beberapa butir yang terus menjalar. Tahap awal
pembentukan retak ini memerlukan jumlah siklus yang cukup besar. Perambatan
retak yang terjadi pada tahap ini sangat lambat.
Tahap penjalaran retak ini diawali oleh adanya garis-garis halus (striasi) dari
tempat awal mulainya slip antar butir. Ini akan jelas jika diamati dengan
mikroskop elektron. Patah dapat digolongkan dalam 2 kategori umum, yakni
patah liat dan patah getas.Patah liat ditandai oleh deformasi plastik yang cukup
besar, sebelum dan selama proses penjalaran retak. Pada permukaan patahan,
biasanya tampak adanya deformasi yang cukup besar. Patah getas pada logam
ditandai oleh adanya kecepatan penjalaran retak yang tinggi, tanpa terjadi
deformasi kasar dan sedikit sekali terjadi deformasi mikro. Patah getas ada
kaitannya dengan pembelahan pada kristal ionik. Kecenderungan terjadinya patah
getas akan bertambah besar, bila temperatur turun, laju regangan bertambah, dan
tegangan yang bekerja adalah tegangan 3 sumbu (biasanya dihasilkan oleh adanya
takik). Bagaimanapun juga retak getas harus dihindarkan, karena terjadi tanpa
adanya proses perambatan retak dan biasanya menimbulkan kerugian yang sangat
besar(Harry, 2007).
Pengamatan mikroskopis menunjukkan bahwa mulainya retak ditandai oleh
tegangannya tinggi. Umumnya, terjadinya deformasi plastis ini terletak pada daerah-daerah :
1. Cacat permukaan karena goresan dan rongga. 2. Inklusi lapisan batas butir.
3. Lekukan atau cekungan.
4. Daerah yang luasannya tereduksi, seperti lubang baut. 5. Permukaan yang kasar.
6. Intrusi dan Ekstrusi.
Daerah-daerah tersebut di atas sangat potensial terhadap awal mulanya retak karena konsentrasi tegangannya tinggi.
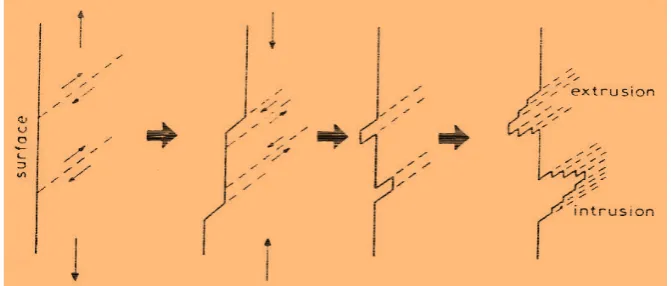
Gambar 2.9 Mekanisme patah fatik model wood(Broek, 1986)
Terjadinya deformasi plastik dapat diamati jelas dengan adanya garis-garis slip pada permukaan spesimen seperti gambar 2.10. Pada saat pembebanan akan
terjadi slip, dan pada pembebanan berikutnya slip terjadi berlawanan arah dan sejajar dengan bidang slip sebelumnya. Pembebanan berulang ini dapat menghasilkan pembentukan rangkaian intrusi dan ekstrusi pada permukaan bebas
Gambar 2.10 Foto mikroskop ekstrusi dan intrusi(Chandra, H, 1993)
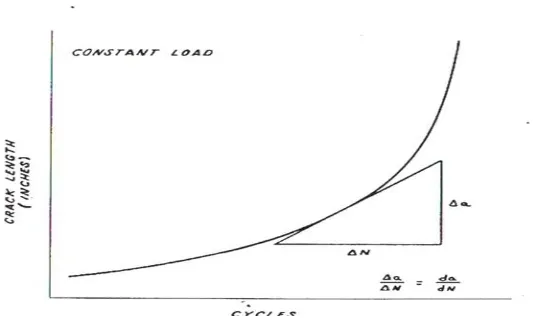
Dari konsep fracture mechanics ,laju pertumbuhan retak dinyatakan
dengan da/dNyang merupakan fungsi dari sifat material, panjang retak, dan
tegangan operasi. Dari hukum Paris dapat di interpretasikan bahwa laju
perambatan retak sebagai ;
da/dN = C (∆K)m... (2.1) Dengan :
da / dN = Laju perambatan retak (in/cycles)
K = range faktor intensitas tegangan(MPa√� )
C = konstanta material
m = material constant,
Laju perambatan retak merupakan fungsi dari faktor intensitas tegangan,.
Retak berawal dari daerah yang paling lemah, kemudian berkembang seiring
dengan berjalannya siklus pembebanan. Didalam suatupercobaan biasanya
perambatan retak dapat diukur secara visual dengan alat teleskop.atau bisa
dilakukan dengan alat ultrasonik ataupun dengan alat pengubah resistivitas listrik.
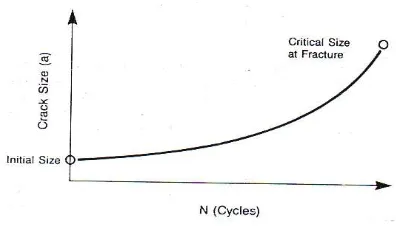
Pertumbuhan retak adalah perubahan panjang retak terhadap siklus. Jika
panjang retak a di plot dengan siklus N, maka dapat ditunjukkan oleh Gambar.
da/dN dievaluasi pada suatu panjang retak , kemudian ∆Kuntuk panjang retak
tersebut. Dengan mengasumsi bahwa panjang retak a pada suatu panjang konstan
dan hanya tegangan yang bervariasi.
2.6.2 Laju Pertumbuhan Retak
Untuk memprediksi laju pertumbuhan retak diperlukan data laju pertumbuhan
retak dari material yang dibebani secara fatigue, seperti yang ditunjukkan pada
Gambar 2.12
Gambar 2.12 Skematik laju pertumbuhan retak(Masanori, K, 2000).
Faktor-Faktor Yang Mempengaruhi Fatigue
1. Dimensi (Size)
Bila ukuran spesimen bertambah maka ketahanan fatigue kadang-kadang
menurun. Hal ini ada beberapa alasan, Kegagalan akibat fatigue biasanya
dimulai dari permukaan. Jadi bila penambahan size dilakukan maka
memberikan kemungkinan menimbulkan keberadaan cacat. Akibatnya retak
berawal pada cacat tersebut.
2. Efek Permukaan
Ketahanan fatigue sangat dipengaruhi oleh kondisi permukaan. Kondisi
permukaan tersebut adalah sifat permukaan seperti perlakuan permukaan
seperti surface hardening dan tegangan sisa permukaan. Efek dari surface
finishing ataukekasaran permukaan secara qualitatif juga mempengaruhi
Tabel 2.2 Hubungan kehalusan permukaan terhadap ketahanan fatigue
Perlakuan-perlakuan permukaan yang akan merubah sifat mekanik permukaan
juga akan mempengaruhi ketahanan fatigue bahan. Seperti perlakuan ;
Elektroplating sering akan menurunkan ketahanan fatigue. Hal ini dapat
menimbulkan tegangan tarik sisa pada permukaan akibat proses tersebut, sehingga
dapat memicu rerak pada permukaan. Perlakuan lain seperti dekarburisasi dapat
mengurangi ketahanan fatigue. Namun sebaliknya proses pengerasan permukaan
seperti karburisasi, nitridasi, induksi dan flame hardening dapat meningkatkan
ketahanan fatigue(Masanori, 2000).
2.6.3 Pola Retak
Jenis pola retak dalam ASTM standard 2002 Volume 04. dibedakan menjadi 5 jenis
pola retak ( lihat gambar) , yaitu sebagai berikut :
1. Pola retak kerucut (cone ).
2. Pola retak kerucut dan pecah ( cone dan split ).
3. Pola retak kerucut dan geser ( cone dan shear).
4. Pola retak geser ( shear ).
(1) (2) (3) (4) (5)
Gambar 2.13Macam Pola Retak
Kelima macam pola retak diatas dapat terjadi dalam satu campuran. Hal ini
disebabkan oleh tidak homogennya serbuk, akibatnya distribusi kekuatan dalam
benda uji tidak merata sehingga retakan akan mengikuti titik-titik perlemahannya.
2.7 Drop Test
Menurut Widayat (2008)drop test dilakukan untuk menguji ketahanan pada briket dengan benturan pada permukaan keras dan datar ketika dijatuhkan dari ketinggian
1,8 meter. Berat bahan yang hilang atau yang lepas dari briket diukur dengan
timbangan digital dengan ketelitian 1/10.000 gram. Semakin sedikit partikel yang
hilang dari briket pada saat pengujian drop test, maka briket semakin bagus.
Briket ditimbang dengan menggunakan timbangan untuk mengetahui berapa
berat awalnya, kemudian briket dijatuhkan pada ketinggian 1,8 meter yang dimana
landasannya harus benar-benar rata dan halus. Setelah dijatuhkan, briket kemudian
ditimbang ulang untuk mengetahui berat setelah dijatuhkan, kemudian berat awal
awal tadi dikurangi berat setelah briket dijatuhkan dari ketinggian 1,8 meter .
Gambar 2.14 Drop Test(Widayat, 2008)
2.8 Mikrostruktur
Struktur mikro adalah suatu struktur yang hanya bisa dilihat dengan bantuan alat,
dalam hal ini mikroskop optik yang dijadikan sebagi alat dalam pengujian ini,
sedangkan struktur makro adalah suatu struktur yang hanya bisa dilihat dengan
cara visual/kasat mata.Pengujian secara mikroskopik ialah suatu proses penelitian
ini terkadang menjadi sangat penting untuk mendapatkan jawaban dari suatu
kegagalan yang terjadi yang tidak dapat di jelaskan sepenuhnya oleh pengujian
secara makroskopik. Pengujian ini biasanya lebih mengarah kepada struktur
penyusun dan bentuk dari mikrostruktur material itu sendiri, apakah itu serat
maupun batas butir dan struktur penyusunnya dari kontur yang dimlai oleh
penjalaran retak dapat dilihat dengan jelas.
Ada dua alasan untuk melakukan pengujian mikroskopis: untuk menguji
mikrostruktur dalam menentukan sebelum dilakukan pemrosesan yang sesuai
(misalkan dalam perlakuan panas) atau untuk menguji hubungan antara bentuk
retakan terhadap mikrostrukturnya. Pada saat mikrostruktur sedang dipelajari,
setiap bahan harus diuji. Seperti halnya dalam semua kerja metalografi,
pengawasan harus dilakukan dalam mengangkat, menghaluskan dan
penyempurnaan (Trisna, 2012).
2.9 Makrostruktur
Pengujian makroskopik memerlukan persiapan yang sedikit, namun aturan yang
telah diberikan sebelumnya tentang kehati-hatian dalam penanganan harus
diterapkan. Hasil makroskopik kadang-kadang memberikan informasi yang cukup
untuk menjelaskan penyebab suatu masalah. Kegiatan pengujian ini merupakan
kegiatan yang ditinjau dengan indera penglihatan atau mata. Beberapa faktor yang
harus ditinjau adalah : distorsi yang berhubungan dengan kerusakan, perubahan
letak dari permukaan retak, produk korosi, ukuran, jumlah dan lokasi dari
potongan, kekasaran atau kekerasan permukaan retak.
Dari penampakan-penampakan inilah suatu kerusakan dapat dideteksi
apakah telah terjadi deformasi plastis sebelum logam itu gagal, sehingga diketahui
apakah logam tersebut ulet atau getas, atau kombinasi dari keduanya
(Trisna,2012)
2.10 Kekerasan Vickers
berbentuk bujursangkar. Besar sudut antar permukaan-permukaan piramida yang
saling berhadapan adalah 1360. Nilai ini dipilih karena mendekati sebagian besar nilai perbandingan yang diinginkan antara diameter lekukan dan diameter bola
penumbuk pada uji kekerasan brinell.
Angka kekerasan vickers didefinisikan sebagai beban dibagi luas
permukaan lekukan. Pada prakteknya, luas ini dihitung dari pengukuran
mikroskopik panjang diagonal jejak. VHN dapat ditentukan dari persamaan
berikut:
VHN = 2P sin (θ / 2)
�2 =
(1,854)P
�2
...
(2.2) Dengan : P = beban yang digunakan (kg)d = panjang diagonal rata-rata (mm)
θ
= sudut antara permukaan intan yang berhadapan = 1360Karena jejak yang dibuat dengan penekan piramida serupa secara
geometris dan tidak terdapat persoalan mengenai ukurannya, maka VHN tidak
tergantung kepada beban. Pada umumnya hal ini dipenuhi, kecuali pada beban
yang sangat ringan. Beban yang biasanya digunakan pada uji vickers berkisar
antara 1 hingga 120 kg. tergantung pada kekerasan logam yang akan diuji. Hal-hal
yang menghalangi keuntungan pemakaian metode vickers adalah: (1) Uji ini tidak
dapat digunakan untuk pengujian rutin karena pengujian ini sangat lamban, (2)
Memerlukan persiapan permukaan benda uji yang hati-hati, dan (3) Terdapat
pengaruh kesalahan manusia yang besar pada penentuan panjang diagonal.
Gambar 2.15 Tipe-tipe lekukan piramid intan pada uji kekerasan Vickers: (a) lekukan yang sempurna, (b) lekukan bantal jarum, (c) lekukan berbentuk tong (Dieter. 1987).
Lekukan yang benar yang dibuat oleh penekan piramida intan
2.15b) adalah akibat terjadinya penurunan logam di sekitar permukaan piramida
yang datar. Keadaan demikian terjadi pada logam-logam yang dilunakkan dan
mengakibatkan pengukuran panjang diagonal yang berlebihan. Lekukan berbentuk
tong (gambar 2.15c) akibat penimbunan ke atas logam-logam di sekitar
permukaan penekan tedapat pada logam-logam yang mengalami proses pengerjaan
dingin (Dieter, 1987).
2.11 Densitas
Pengujian sifat fisis keramik berpori pada penelitian ini dilakukan dengan prinsip
Archimedes. Prinsip Archimedes “ Sebuah benda yang tenggelam seluruhnya atau
sebagian dalam suatu fluida diangkat Keatas oleh sebuah gaya yang sama dengan
berat fluida yang dipindahkan”
Densitas = massa benda di udara ...(2.3)
massa benda didalamair
Gaya apung merupakan gaya yang diberikan oleh fluida pada benda yang
tenggelam di dalamnya. Gaya ini tergantung pada kerapatan fluida dan volume
benda ,tetapi tidak pada komposisi atau bentuk benda da besarnya sama dengan
berat fluida yang dipindahkan oleh benda. Densitas merupakan ukuran kepadatan
dari suatu material atau sering didefenisikan sebagai perbandingan antara massa
(m) dengan volume (v) dalam hubungannya dapat dituliskan sebagai berikut:
ρ= �� ...(2.4)
Dengan :
ρ = Densitas (gram/cm3) m = Massa sampel (gram)
V = Volume sampel (cm3)
Dalam pelaksanaannya kadang-kadang sampel yang diukur mempunyai
ukuran bentuk yang tidak teratur sehingga untuk menentukan volumenya menjadi
sulit, akibatnya nilai kerapatan yang diperoleh tidak akurat. Oleh karena itu untuk
(bulk density) digunakan metode Archimedes yang persamaannya sebagai berikut:
ρ = ��−�0
�0− (��−� �)
�
ρ
air...(2.5)
Dengan :
ρ = Densitas bulk sampel (gram/cm3)
m0 = Berat awal sampel setelah dikeringkan di dalam oven (gram) mA = Massa sampel yang ditimbang digantung didalam (gram)
mk =Massa kawat yang digunakan untuk menggantungkan sampel (gram)
![Gambar 2.4 Struktur kristal BaO.6Fe2O3 [Moulson A.J, et all., 1985].](https://thumb-ap.123doks.com/thumbv2/123dok/2231467.1229476/6.595.203.352.440.572/gambar-struktur-kristal-bao-fe-o-moulson-all.webp)