BAB I
PENDAHULUAN
1.1 Latar Belakang
Manusia telah mengenal minyak bumi sejak lama, yaitu sekitar 6000 tahun
yang lalu. Digunakan untuk keperluan pengobatan, bahan bakar, penerangan,
bahan pembuat jalan raya, bangunan dan untuk peperangan. Usia industri
perminyakan di Indonesia masih relatif muda tepatnya pada tanggal 15 Juni 2007
yang lalu berusia 122 tahun, sedangkan usia PERTAMINA pada tanggal 10
Desember 2007 nanti berusia 50 tahun.
PERTAMINA sebagai perusahaan minyak nasional yang berwenang untuk
mengelola semua bentuk kegiatan perminyakan Indonesia mempunyai tiga tugas
utama, yaitu:
1. Sebagai sumber devisa Negara.
2. Menyediakan lapangan kerja / kesempatan kerja
3. Menyediakan dan menjamin pemenuhan BBM (Bahan Bakar Minyak)
Dalam pengemban tugas tersebut, PERTAMINA mengoperasikan
beberapa kilang minyak dalam negeri, antara lain UP-I Pangkalan Brandan, UP-II
Dumai, UP-III Plaju, UP-IV Cilacap, UP-V Balikpapan, UP-VI Balongan, dan
yang terbaru UP-VII kasim.
Sasaran utama pengadaan dan penyaluran BBM dalam menunjang
pembangunan nasional adalah tersedianya BBM dalam jumlah yang cukup dengan
kualitas yang memenuhi spesifikasi, suplai yang berkesinambungan, terjamin, dan
ekonomis. Pemenuhan kebutuhan BBM merupakan tugas yang berat karena
peningkatan kapasitas pengolahan minyak yang dimiliki PERTAMINA tidak
berjalan dengan lonjakan konsumsi BBM yang dibutuhkan masyarakat.
Kendala yang dihadapi dalam meningkatkan kapasitas pengolahan minyak
itu, kilang-kilang minyak yang dioperasikan menggunakan teknologi yang cukup
tertinggal dan tidak effisien. Oleh karena itu, dalam pembangunan kilang-kilang
lama diterapkan teknologi baru yang berwawasan lingkungan. Dalam
mengoperasikan kilang-kilang dalam negeri
Tiga kebijakan utama selalu mendasari langkah Pertamina, yaitu:
kepastian dalam pengadaan, pertimbangan ekonomi, pengadaan dan keluwesan
pengadaan.
1.2 Pelaksanaan
Kerja Praktek dilaksanakan selama 1 bulan yang dimulai pada 02 Juli
sampai dengan 31 Juli 2007. Bertempat di PT. PERTAMINA (Persero) Unit
Pengolahan VI Balongan. Jadwal kerja praktek yang akan dilakukan oleh
pelaksana dapat dilihat pada lampiran.
1.3 Tujuan
Tujuan kerja praktek yang dilaksanakan antara lain:
1. Memberikan kesempatan kepada mahasiswa untuk memperdalam ilmu
pengetahuan diluar perkuliahan.
2. Untuk memperkenalkan mahasiswa terhadap dunia kerja yang akan
dijalaninya suatu saat.
3. Menerapkan teori yang telah didapat diperkuliahan dengan kondisi
dilapangan.
1.4 Manfaat Kerja Praktek Adalah :
1. Bagi Mahasiswa
a. Memberikan pengetahuan yang lebih dalam dari dunia kerja yang akan
dihadapi oleh mahasiswa suatu saat nanti.
b. Melatih mahasiswa untuk berpikir secara alamiah dalam menganalisa
masalah secara terperinci sehingga didapatkan pemecahaan masalah
yang sesuai untuk diterapkan.
c. Melatih mahasiswa dalam menerapkan ilmu yang telah didapatnya
2. Bagi Perguruan Tinggi
a. Sebagai bahan evaluasi dalam meningkatkan mutu mahasiswa dimasa
yang akan datang.
b. Membina hubungan baik antara akademika dan instansi yang
bersangkutan
c. Menyiapkan lulusan yang baik dan siap kerja
3. Bagi Perusahaan
a. Menjalin hubungan baik antara akademika dengan perusahaan
tersebut.
b. Memperdayakan mahasiswa untuk membantu memecahkan masalah –
masalah yang dihadapi oleh perusahaan, sesuai dengan kemampuan
mahasiswa yang bersangkutan.
c. Untuk mengetahui sejauh mana pengetahuan perusahaan dalam
menyelesaikan masalah-masalah yang ada di lapangan.
1.5 Sistematika Penyusunan Laporan
Dalam pembahasan ini disampaikan mengenai metodologi penyusunan
dan sistematika penyusunan laporan Kerja Praktek.
1. Metodologi Penyusunan
Dalam menyusun laporan Kerja Praktek ini digunakan metode –
metode sebagai berikut:
a. Metode wawancara, yaitu melakukan diskusi, wawancaran dan
tanya jawab dengan para teknisi dan pengawas yang bekerja pada
bagiannya masing-masing.
b. Metode observasi, yaitu melihat langsung pada peralatan yang
menjadi pembahasan pada kerja praktek.
c. Metode studi pustaka, melengkapi data-data yang didapat melalui
wawancara dan pengamatan dengan cara membaca dari sumber –
2. Sistematika Penyusunan
Untuk bagian awal akan dijelaskan secara singkat mengenai
perusahaan tempat kerja praktek seperti sejarah perusahaan, struktur
organisasi, proses produksi, produk, bahan baku, dan lain-lain. Hal itu
hanya sebagai pengantar dan pengenalan terhadap perusahaan tempat
kerja praktek dilaksanakan. Setelah itu akan dibahas studi analisis yang
dilakukan dengan sistematika sebagai berikut:
a. Tinjauan pustaka yang berhubungan dengan studi analisa tersebut
b. Penjelasan mengenai objek yang dianalisis termasuk penyajian
data-data lapangan yang diperoleh.
c. Pengolahan data dan analisa objek.
d. Menarik kesimpulan yang temasuk alternatif – alternatif yang bisa
BAB II
GAMBARAN UMUM
PT PERTAMINA (Persero) UP VI BALONGAN
2.1 Kilang
–
Kilang PT PERTAMINA (Persero)Kilang – kilang PT PERTAMINA (Persero) dan kapasitasnya adalah
sebagai berikut :
Tabel 2.1 Nama Kilang PT PERTAMINA (Persero) dan Kapasitasnya
NAMA KILANG KAPASITAS
UP-I PANGKALAN BRANDAN 5.000 BPSD
UP-II DUMAI DAN SUNGAI PAKNING 170.000 BPSD
UP-III PLAJU DAN SUNGAI GERONG 133.700 BPSD
UP-IV CILACAP 300.000 BPSD
UP-V BALIKPAPAN 253.000 BPSD
UP-VI BALONGAN 125.000 BPSD
UP-VII KASIM-SORONG 10.000 BPSD
TOTAL 997.300 BPSD
sumber: PERTAMINA, 2004
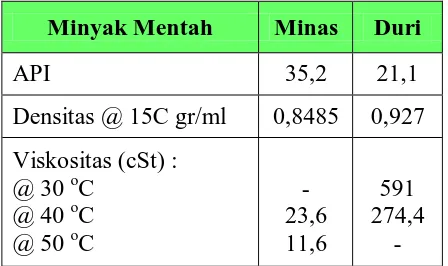
2.2 Bahan Baku Minyak Mentah UP-VI BALONGAN
Bahan baku minya mentah UP-VI Balongan adalah sebagai berikut :
Tabel 2.2 Spesifikasi Umpan Minyak Mentah
Minyak Mentah Minas Duri
Minyak Mentah Minas Duri
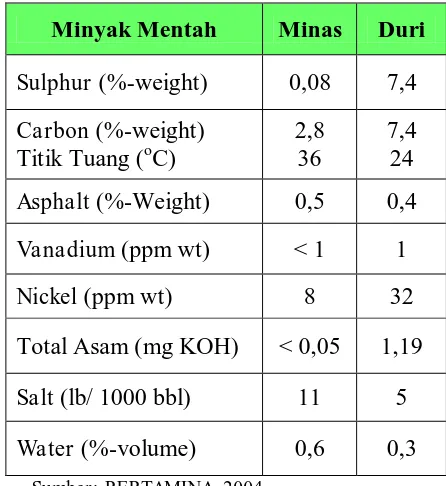
Produk-produk UP-VI Balongan adalah sebagai berikut :
Tabel 2.3 Produk-produk UP-VI Balongan
JENIS PRODUK KAPASITAS SATUAN
2.4 Tata Letak PERTAMINA UP-VI Balongan
Alamat Pertamina UP-VI Balongan adalah Jl. Raya Balongan Indramayu
Jawa Barat. Tepatnya kurang dari 40 km kearah barat laut Cirebon.
2.5 Ideologi PT PERTAMINA UP-VI Balongan
1. Visi
Menjadi kilang unggulan
2. Misi
a. Mengelola minyak bumi
b. Mengoperasikan kilang
c. Mengelola aset PERTAMINA UP-VI Balongan
3. Motto
Meraih keungulan komparatif dan kompetitif
2.6 Distribusi Produk UP-VI Balongan
Distibusi hasil dari UP-VI Balongan dapat dilihat pada gambar dibawah
ini :
Manajer SDM Manajer Eng & Bang
Ka.Bid. Jasrum Ka. Bid. LKKK Manajer Umum
Ka. Bag.P&B
General Manajer UP VI Balongan
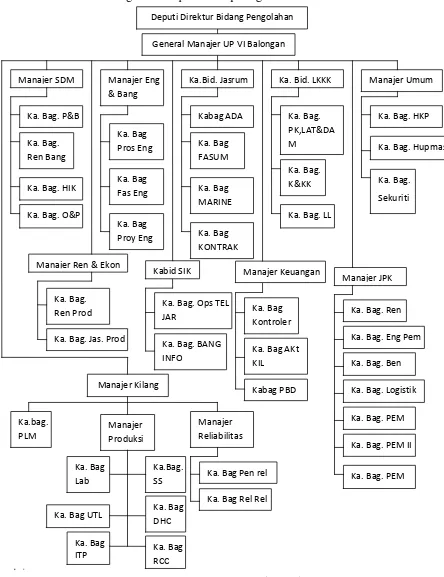
2.7 Struktur Organisasi
Gambar struktur organisasi dapat dilihat pada gambar dibawah ini :
BAB III
PROSES PRODUKSI
3.1 Distillation and Treating Unit (DTU)
DTU terdiri dari Distillation and Treating Unit (Unit 11), Amine
Treatment (Unit 23), Sour Water stripper (Unit 24), Sulphur Plant (Unit 25) dan
Caustic Soda (Unit 64). DTU merupakan unit pertama dalam rangkaian proses
pengolahan crude oil menjadi produk – produknya dan juga terdapat beberapa unit
treating yang mengolah aliran gas dan air untuk menurunkan kandungan sulfur
dan amonia.
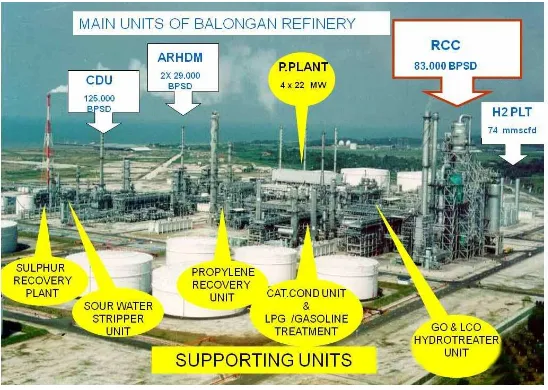
3.1.1 Unit 11 : Crude Distillation Unit (CDU)
CDU dibangun untuk mengolah minyak sebesar 125.000 BPSD (828, 1
m3/ jam) yang terdiri dari 50% Crude Oil Duri dan 50% Crude Oil Minas. Unit ini
terdiri dari dua seksi, yaitu :
a. Crude Distillation Section
Dirancang untuk mendistilasi campuran crude oil yang menghasilkan
destilat overhead terkondensasi, gas oil dan residu.
b. Overhead F raksinasi dan Stabilizer Section
Dirancang untuk destilasi lanjutan kondensat overhead menjadi produk
LPG, Naphta, dan kerosene. Unit ini juga dirancang untuk mengolah campuran
wild naphta dari gas oil dan Light Cycle Oil (LCO) Hydrotreater.
3.1.2 Unit 23 : Amine Treatment Unit
Unit ini berfungsi untuk mengolah sour gas serta untuk menghilangkan
kandungan H2S yang terikat dalam sour gas. Proses yang dipakai adalah SHELL
ADIP, dengan larutan DIPA (Diisopropanolamine) sebagai larutan penyerap
1. Off Gas Absorber, untuk mengolah off gas dari CDU, ARHDM, GO
HTU. Hasilnya digunakan untuk fuel gas system dan umpan gas
Hydrogen Plant. Kapasitas 18522 Nm3/jam.
2. Residue Catalytic Cracking (RCC) Unsaturated Gas untuk mengolah
sour gas dari RCC unit dan hasilnya ke fuel gas system.
Kapasitasnya 39252 Nm3/jam.
3. Amine Regenerator berfungsi untuk meregenerasi larutan amine
yang telah digunakan dalam kedua absorber diatas, dengan kapasitas
100 % gas yang keluar dari kedua menara penyerap.
Spesifikasi produknya adalah kandungan H2S yang keluar dari
masing-masing menara maksimal 50 ppm volume.
3.1.3 Unit 24 : Sour Water Stripper Unit (SWS)
Unit SWS secara garis besar dibagi menjadi dua, yaitu :
a. Sour Water Stripper Section
Seksi SWS terdiri dari dua train yang perbedaannya didasarkan atas feed
berupa air buangan proses yang diolah. Kemampuan pengolahannya dirancang
untuk train no.1 sebesar 67 m3/jam dan untuk train no.2 sebesar 65,8 m3/jam.
1. Train no.1 : memproses air buangan yang berasal dari CDU, ARHDM dan
LCO HTU.
2. Train no.2 : memproses air buangan yang berasal dari RCC Complex.
b. Seksi Spent Caustic Treating
Seksi ini mempunyai kapasitas 17,7 m3/hari. Seluruh spent caustic
dinetralkan dengan asam sulfat (H2SO4) dan disalurkan ke effluent facility.
Ditinjau dari sumber Spent Caustic yang diproses seksi ini dibedakan menjadi dua
jenis, yaitu :
1. Spent caustic yang rutin (routinous) dan non rutin (intermittent) yang
berasal dari unit – unit :
a. LPG Treater Unit (LPGTR).
b. Gasoline Treater Unit (GTR).
d. Catalityc Condensation Unit (Cat. Cond.).
2. Spent Caustic merupakan regenerasi dari unit – unit :
a. Gas Oil Hydrotreater.
b. Light Cycle Oil Hydrotreater.
3.1.4 Unit 25 : Sulphur Plant
Berfungsi untuk mengambil unsur sulfur dari off gas unit amine treatment
dan H2S Stripper train no.1 Unit SWS. Unit ini terdiri dari unit Claus yang
berfungsi menghasilkan cairan sulfur dan fasilitas pemuatan sulfur padat.
3.2 Atmospheric Residue Hydrodemetallization (Unit 12/13)
Unit yang mengolah Atmospheric Residue (AR) dari CDU menjadi produk
yang disiapkan sebagai umpan untuk RCC. Unit ARHDM beroperasi dengan
kapasitas 58.000 BPSD (384 m3/jam). Selain mengolah residu, unit ini juga
berfungsi mengurangi kandungan logam Nikel (Ni), vanadium (V), dan karbon
(C) yang dibawa oleh residu dari unit CDU.
3.2.1 F eed Section
Yaitu pemanasan awal dan penyaringan kotoran pada feed menggunakan
filter sebelum dialirkan ke feed surge drum. Setelah kedua feed bergabung dan
dipanaskan, kemudian menuju filter yang membersihkan crude dari solid. Feed
yang sudah difiltrasi dialirkan ke Filtered Feed Surged Drum 12-V-501 yang di’blanket’ dengan Nitrogen. Kemudian feed dipanaskan kembali ke furnace
sebelum dialirkan secara paralel ke modul 12 dan 13.
3.2.2 Reaction Section
Masing – masing modul terdiri atas tiga reaktor yang disusun secara seri.
Karena reaksi Hydrtotreating adalah eksotermis, maka temperatur campuran
oil/gas akan naik pada saat bereaksi. Untuk mengatur kenaikan temperatur dan
mengontrol kecepatan reaksi maka diinjeksikan cold quench recycle ga s. Effluent
3.2.3 Cooling and Separating of Product Section
Pendinginan pertama dilakukan di exchanger. Panasnya diserap oleh
combine feed reactor, selanjutnya reaktor effluent feed mengalir ke Hot High
Pressure Separator (HHPS). Aliran liquid panas dari HHPS mengalir ke Hot
Flow Pressure Sepa rator, dimana uap yang terpisah dari Hot Liquid dalam HHPS
ini banyak mengandung H2, NH3, CH4 gas ringan hidrokarbon dan cairan
hidrokarbon lainnya. Uap tersebut didinginkan di Heat Reactor, dimana panas
dari HE ini akan ditransfer di Combine Feed Reactor.
Setelah itu aliran campuran uap dialirkan ke Effluent Air Cooler masuk ke
Cold Hight Pressure Sepa rator (CHPS). Recycle Gas yang kaya hidrogen serta
terpisah dari minyak dan air masuk ke recycle gas Compressor dan sebagian ke
unit Hydrogen Membrane Sepa rator untuk dimurnikan. Liquid dari bottom HHPS
di-flash di dalam Hot Low Pressure Separator (HLPS). Uap yang kaya H2
dipisahkan untuk recovery dan produk minyak berat digabung dengan produk
HLPS modul 13 dialirkan ke fraksionator.
Flash gas dari HLPS modul 12 dan 13 didinginkan melalui exchanger dan
air cooler sebelum di-flash-kan Cold Low Pressure Drum (CLPFD), Flash gas
dari CLPFD yang kaya akan H2 dialirkan ke make up gas compressor untuk
dikompresi dan dikembalikan ke unit ARHDM. Liquid ringan di-flash-kan
kembali bersama dengan liquid dari CHPS ke CLPS.
3.2.4 Recycle Gas Section
Aliran gas yang kaya hidrogen dari CHPS terbagi dua, sebagian
dikembalikan ke reaktor dengan Recycle Gas Compressor dan sebagian aliran
(BleedStream) ke Membrane Separation Unit.
3.2.5 F ractionation Section
Seksi fraksionasi memisahkan produk ARHDM menjadi naphta, kerosene,
diesel dan Hydrodemetallized Atmospheric Residue (DMAR). Diperoleh dengan
Atmospheric Fractionator dibantu dua buah stripper. Sebelum dikirim keluar,
Produk :
1. Sour gas
2. Unstabilized Naphta
3. Kerosene
4. Gas Oil
5. DMAR sebagai RCC feed
3.3 Unit RCC Kompleks (Residue Catalytic Cracking Complex)
Berfungsi mengolah residu minyak (Reduced Crude) menjadi : LPG,
Gasoline, Light Cycle Oil, Decant Oil, Propylene dan Polyga soline. Unit ini
berfungsi cara perengkahan yang memakai katalis. Unit ini berkaitan erat dengan
Unsaturated Gas Plant Unit yang akan mengelola produk puncak Main Column
Unit RCC menjadi Stabilized Gasoline, LPG dan Non Condensable Lean Gas.
Produk :
1. Overhead Vapour Main Column
2. Light Cycle Oil
3. Decant Oil
Desain Dasar :
RCC dirancang untuk mengolah Treated Atmosperic Residue yang berasal
dari unit ARHDM dengan desain 29.500 BPSD (35,5 % vol.) dan
Untreated Atmospheric Residue yang berasal dari unit CDU dengan desain
53.000 BPSD (64,5 % vol.). kapasitas terpasang adalah 83.000 BPSD.
3.4 LEU (Light End unit)
Berfungsi untuk mengolah produk keluaran RCU menjadi produk –
3.4.1 Unit 16 : Unsaturated Gas Plant
3. Non condensable Lean Gas / Off Gas
Desain dasar :
Unsaturated Gas Plant ini dirancang untuk mengolah 83.000 BPSD AR.
Unit ini menghasilkan Sweetened Fuel Gas yang dikirim ke Refinery Fuel
Gas System untuk diproses lebih lanjut dan menghasilkan Untreated LPG
yang akan diproses di LPG Treatment Unit (Unit 17) dan naphta yang
akan diproses di Naphta Treatment Unit (Unit 18).
3.4.2 Unit 17 : LPG Treatment Unit
Unit ini berfungsi untuk memurnikan LPG produk Unsaturated Gas Plant
dengan cara mengambil senyawa merkaptan dan sulfur organik lainnya dan
mengubahnya menjadi senyawa disulfida.
Produk :
1. Treated Mixed LPG, selanjutnya dikirim ke Propylene Recovery Unit
(Unit 19).
Desain Dasar :
LPG Treatment Unit dirancang untuk mengolah feed dari produk atas
Debutanizer pada Unsaturated Ga s Plant sebanyak 22.500 BPSD.
3.4.3 Unit 18 : Naphta Treatment Unit
Unit ini dirancang untuk mengekstraksi H2S dan mengoksidasi merkaptan
sulfur dalam untreated naphta. Untuk mendapatkan hasil produk dengan
spesifikasi antara lain Doctor Test Negative, kandungan merkaptan sulfur < 15
Produk :
1. Treated Naphta
Desain Dasar :
Unit ini dirancang untuk memproses 47.500 BPSD untreated RCC naphta
yang dihasilkan oleh Unit 16 (Unsaturated Gas Plant) dengan maksimum
kandungan 5 ppm-wt H2S dan 90 ppm-wt merkaptan dan dirancang dapat
beroperasi pada penurunan kapasitas hingga 50%.
3.4.4 Unit 19 : Propylene Recovery Unit
Berfungsi untuk memisahkan Mixed Butane dan memproses LPG C3 dan
C4 dari Unit 16 untuk mendapatkan produk propylene dengan kemurnian tinggi
(minimum 99,6 %) yang dipakai sebagai bahan baku untuk pembuatan di
Propylene Unit.
Produk :
1. Propylene dengan kapasitas terpasang 7150 BPSD.
2. Propana.
3. Campuran butana.
Desain Dasar :
Proses yang digunakan adalah Selective Hydrogeneration Process (SHP)
dengan reaktor Huels.
3.4.5 Unit 20 : Catalytic Condesation
Unit ini berfungsi untuk mengolah campuran butana dari Propylene
Recovery Unit (Unit 19) menjadi gasoline dengan angka oktan yang tinggi.
Produk :
1. Polygasoline
2. Butane
Desain Dasar :
Unit ini dirancang untuk menghasilkan produk dengan berat molekul yang
tinggi menggunakan katalis Soid Phosporus Acid. Kapasitas yang dimiliki
3.5 HTU (Hydro Treating Unit)
3.5.1 Hydrogen Plant (Unit 22)
Fungsinya untuk mengurangi atau menghilangkan impurities yang terikut
bersama crude oil dengan proses hidrogenasi. Kandungan impurities yang dimiliki
crude oil relatif cukup tinggi, antara lain : nitrogen, senyawa sulfur organik dan
senyawa – senyawa logam. Produknya digunakan untuk memenuhi kebutuhan di
ARHDM unit, LCO Hydrotreater Unit dan di Gas Oil Hydrotreater Unit.
3.5.2 Gas Oil Hydrotreater Unit
Unit ini mengolah Gas Oil yang tidak stabil dan korosif (mengandung
sulfur dan nitrogen) dengan bantuan katalis dan hidrogen menjadi ga s oil yang
memenuhi ketentuan pasar dengan kapasitas 32.000 BPSD (212 m3/jam).
GO HTU terdiri dari dua seksi, yaitu :
1. Seksi reaktor, untuk proses reaksi dengan katalis dan hidrogen.
2. Seksi fraksionasi, untukmemisahkan ga s oil hasil reaksi dari produk
lan, seperti off gas, wild naphta, hydrotreated gas oil.
3.5.3 Light Cycle Hydrotreating Unit (Unit 21)
Berfungsi sebagai menghilangkan sulfur dan nitrogen dari feed tanpa
perubahan boiling range yang berarti. Kapasitas unit LCO HTU ini adalah 15.000
BPSD (99,4 m3/jam) dengan menggunakan katalis UOP S-19 M.
Distribusi feed dan produk yang diolah dari unit LCO HTU ini meliputi :
1. Feed Stock Lco diperoleh dari RCC kompleks.
2. Katalis Hydrotreating UOP mengandung oksida nikel/ molibdenum
(S-12) dan cobalt/molybdenum (S-19 M) di dalam ba se alumina dan
dibuat berbentuk bulat atau extrude.
3. Make Hydrogen akan disuplai dari hydrogen plant unit.
Produk :
1. LCO,langsung ditampung di tangki untuk siap dipasarkan.
2. Hydrotreated Light Cycle Oil dipakai untuk blending produk tanpa
3. Off Gas dikirim ke Refinery Fuel Gas System
4. Wild naphta dikirim ke unit CDU atau RCC untuk proses lebih lanjut.
Berikut gambar diagram alir dan unit – unit utama UP-VI Balongan:
Gambar 3.1 Diagram alir UP-VI Balongan
BAB IV
DASAR TEORI
4.1 Klasifikasi Equipment
Pada UP-VI Balongan tindakan preventivedan predictive maintenance
pada peralatan – peralatan berdasarkan pada critical rating yaitu :
4.1.1 Vital Category
Peralatan – peralatan yang digunakan untuk proses utama terhadap proses
produksi dan keselamatan petugas. Bila rusak, akan mengakibatkan proses shut
down, pengurangan produksi, mempunyai biaya penggantian tinggi, keselamatan
kilang atau karyawan tidak terjamin. Peralatan – peralatan jenis ini memerlukan
frekuensi monitoring sangat sering secara periodik. Maintenance yang dilakukan
seperti Vibration , analysislub oil. Contohnya Main Air Blower.
4.1.2 Essential Category
Peralatan – peralatan yang dipergunakan dalam proses produksi dan
bersifat essential terhadap proses produksi. Bila rusak, akan mengakibatkan
pengurangan produksi dan mempunyai biaya penggantian yang tinggi. Peralatan –
peralatan jenis ini juga memerlukan frekuensi monitoring sering secara periodik.
Maintenance yang dilakukan seperti Vibration, color lub oil. Contohnya pompa
15-P-102 A/B/C.
4.1.3 Support Category
Peralatan yang digunakan dalam suatu proses dan memerlukan periodik
monitoring secara rutin. Apabila rusak, tidak akan berpengaruh terhadap proses
produksi dan keselamatan dalam jangka waktu tertentu. Peralatan – peralatan jenis
ini memerlukan frekuensi monitoring sesuai schedule sekitar 1 bulan sekali secara
periodik. Maintenance yang dilakukan seperti monitoring vibration, regreasing,
penggantian lub oil. Contohnya pompa 56-P-101A/B/C/D/E/F
4.1.4 Operating Category
Semua peralatan yang tidak termasuk dalam kategori diatas dan tidak
terhadap proses produksi dan keselamatan. Maintenance yang dilakukan seperti
monitoring vibration,regreasing, belt. Contohnya Fin Fan.
4.2 Pengertian Vibrasi
Vibrasi adalah pergerakan bagian dari mesin secara bolak – balik dari
posisi normal. Contoh sederhananya adalah jika kita menggantungkan sebuah
beban M pada sebuah pegas yang terikat secara vertikal pada posisi statis. Tiga
faktor yang mempengaruhi vibrasi adalah beban, kekakuan, daya redam.
4.2.1 Penyebab Terjadinya Vibrasi Pada Mesin
1. Unbalance dari part yang berputar
2. Misalignment dari coupling atau bearing
3. Shaft bengkok.
4. Kerusakan pada gear box, drive belt, bearing
5. Torsi yang berubah – ubah
6. Adanya gaya Electromagnetic, Aerodynamic, Hydrolic, Looseness
7. Adanya resonansi
8. Adanya rubbing
9. Dan lain - lain
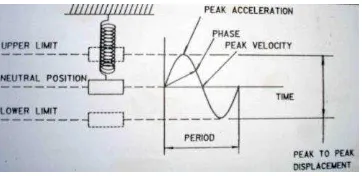
4.2.2 Karakteristik Vibrasi
Berikut adalah karakteristik – karakteristik vibrasi fungsi waktu :
Gambar 4.1 Pergerakan dari massa yang bergetar dengan waktu Kondisi mesin dan adanya problem mekanik dapat diketahui dengan
a. F rekuensi Vibrasi (f)
Frekuensi vibrasi adalah jumlah getaran dalam satu satuan waktu. Biasanya
dalam satuan Hz atau cycle per minute (cpm).
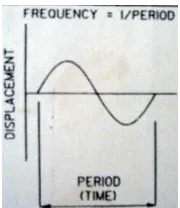
Gambar 4.2 Periode dari sebuah vibrasi
Seperti terlihat pada gambar 4.3, waktu yang diperlukan oleh beban M untuk
bergetar satu kali disebut periode getaran. Maka,
Frekuensi (Hz) = 1 periode
Cpm = frekuensi x 60 (Sumber : IRD Mechanalysis, Vibration
Technology – 1, hal. 2 – 3)
Manfaat pengukuran frekuensi vibrasi adalah dapat menyimpulkan masalah –
masalah yang terjadi pada mesin tersebut. Seperti pada gambar dan tabel berikut :
Tabel 4.1 Vibration Identification Chart
Frequency In Terms
of RPM Most Likely Cause
Less than 1 X 1. Oil Whirl
2. Belts
1 X 1. Unbalance
2. Misalignment
2 X Looseness
3 X Misalignment
4 X Looseness
5 X and Up
1. Bearing 2. Gear 3. Vane
b. Amplitudo (Peak To Peak Displacement)
Amplitude adalah jarak total yang ditempuh benda getar antara kedua puncak
getaran. Biasanya dalam satuan mills (0.001 inch) atau micron (0.001 mm).
Besarnya amplitude getaran suatu mesin dibatasi oleh suatu standart (severity
chart), sehingga dengan membandingkan vibrasi yang terjadi kita dapat
menyimpulkan suatu mesin berjalan normal atau abnormal.
c. Kecepatan dan Percepatan
dalam pergerakannya massa selalu dipengaruhi oleh kecepatan dan
percepatan yang berubah – ubah baik arah maupun besarnya.
d. F ase Vibrasi
Fase adalah karakteristik vibrasi penting yang didenisikan sebagai posisi dari
bagian yang bergetar terhadap posisi referensi. Fase relative adalah perbedaan
waktu yang diukur dengan derajat antara dua buah signal. Syarat – syarat yang
harus dipenuhi dalam mengukur fase relative adalah :
1. Terdapat titik referensi sebagi fixed part.
2. Ada dua buah signal vibrasi.
3. Frekuensinya harus sama.
4. Satuannya harus sama (mills, micron, dan lain - lain).
5. Salah satu signal vibrasinya sebagai referensi.
6. Perbedaan fase relative adalah . Leading atau Lagging
Manfaat pengukuran fase vibrasi adalah :
1. Rotor balancing.
2. Mengetahui keretakan shaft.
3. Mengetahui bentuk shaft saat bergetar.
4. Mengetahui arah vibrasi.
7. Mengetahui sumber ketidak stabilan fluida induced.
e. Spike Energy
Spike Energy adalah energy vibrasi yang ditimbulkan oleh metal to metal
impact dan dalam waktu yang relative singkat serta terjadi pada frekuensi yang
getaran yang sangat tinggi, misalnya untuk mengetahui kondisi roller bearing.
Manfaat pengukuran dengan spike energy adalah untuk mengetahui kondisi :
1. Permukaan rolling elemen pada bea ring atau gear.
2. Adanya impact atau metal to metal contact pada part mesin.
3. Kebocoran steam atau udara bertekanan tinggi.
4. Adanya turbulensi aliran atau kavitasi.
4.2.3 Jenis
–
jenis vibrasiPenyebab vibrasi dapat bervariasi, antara lain :
a. Vibrasi Karena Unbalance
Unbalance adalah salah satu penyebab vibrasi yang sering terjadi, umumnya
data dari unbalance memperlihatkan :
1. Frekuensinya 1 X RPM.
2. Amplitudonya berimbang dengan besarnya unbalance
3. Amplitudo vibrasinya biasanya lebih besar kearah radial.
4. Sudut fasenya analisis stabil.
Berdasarkan penyimpangan geometri titik berat shaft terhadap garis sumbu
shaft, unbalance dapat diklasifikasikan menjadi empat macam, yaitu :
Static Unbalance
Static Unbalance adalah kondisi dimana garis berat rotor menyimpang secara
parallel terhadap garis sumbu rotor
Couple Unbalance
Couple Unbalance adalah kondisi dimana garis berat rotor menyimpang secara
diagonal atau interseksi terhadap garis sumbu rotor.
Quasi
–
Static Unbalance
Kombinasi antara static dan couple unbalance
Dynamic Unbalance
Merupakan gabungan ketiga jenis unbalance sebelumnya, dan sangat dipengaruhi
Penyebab terjadinya unbalance, yaitu :
1. Adanya blow holes pada cor – coran komponen rotor
Semacam rongga udara yang tercebak dalam bahan cor - coran
2. Adanya Eccenticity
Garis tengah geometrisnya tidak pas dengan titik putar benda.
3. Adanya penambahan kunci pasak
Jika pada saat test balancing pasak tidak diperhitungkan maka pada
saat pemasangan akan membuat problem.
4. Distorsi
Terjadi pada bagian – bagian yang terkena perlakuan panas sehingga
secara otomatis geomtris akan berubah.
5. Clearance Tolerance
Akumulasi dari clea rances selama perakitan suatu mesin.
6. Korosi dan keausan
Korosi dan keausan tidak bisa diatur untuk bisa rata pada sekeliling
rotor
7. Terbentuknya deposit
Deposit terbentuk secara gradual dan merata
b. Vibrasi Karena Misalignment
Masalah misalignment umumnya hampir sama dengan unbalance, namun
data misalignment biasanya memperlihatkan :
1. Frekuensi vibrasi biasanya 1 X RPM, 2 X RPM, 3 X RPM.
2. Besarnya amplitude getaran setara dengan besarnya misalignment
3. Amplitude vibrasi aksial biasanya X
2 1
1 amplitude radialnya
Jenis – jenis vibrasi karena misalignment ada tiga yaitu :
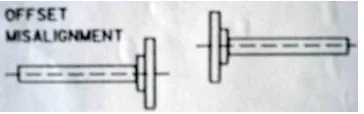
Offset Misalignment
Offset Misalignment terjadi jika kedua poros tidak lurus atau sejajar
Gambar 4.3 Offset Misalignment
Angular Misalignment
Angular Misalignment terjadi jika kedua poros tidak lurus atau sejajar dan
membentuk sebuah sudut
Gambar 4.4 Angular Misalignment
Combination Misalignment
Combination Misalignment adalah gabungan dari Offset dengan Angular
misalignment
Gambar 4.5 Combination Misalignment
Bearing and Pulley Misalignment
Gambar 4.6 Misalignment rolling element bearing and shaft
Gambar diatas menunjukkan posisi roller bearing yang salah, hal ini menyeakan
Gambar 4.7 Misalignment sleeve bearing and shaft
Gambar diatas menunjukkan sleeve yang salah, hal ini tidak akan menunjukkan
indikasi apa – apa jika tida terjadi unbalance
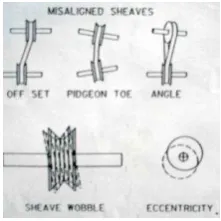
Gambar 4.8 Misalignment sheaves
Gambar diatas menunjukkan pemasangan pulley yang salah. Hal ini menunjukkan
keausan pada pulley, belt, chain, etc
c. Vibrasi Karena Kerusakan Roller Bearing
Kerusakan pada roller bearing akan menyebabkan timbulnya vibrasi dengan
frekuensi 1 X RPM, 2 X RPM, 3 X RPM dan diikuti dengan frekuensi yang
tinggi. Faktor – faktor yang menyebabkan kerusakan bearing antara lain :
1. Excesive load.
2. Misalignment.
3. Defective shaft seats and housing bores
4. Fauly mounting
5. Improrer fit
6. Improrer lubrication
7. Poor sealing
8. False brinelling
d. Vibrasi Karena Kerusakan Sleeve Bearing
Terjadi vibrasi karena sleeve bea ring. Umumnya disebabkan bearing
clearance yang besar. Kerusakan terjadi biasanya karena wiping, chemical erotion,
longgarnya babbit didalam dudukannya, serta masalah pelumasan.
e. Vibrasi Karena Karena Oil Whirl
Oil whirl adalah masalah pada mesin – mesin yang menggunakan pressure
lubricated sleeve bearing yang beroperasi pada kecepatan relatif tinggi. Biasanya
terjadi pada fekuensi diatas kecepatan kritisnya. Vibrasi ini biasanya terjadi pada
X
2
1 RPM
f. Vibrasi Karena Mechanical Looseness
Vibrasi ini disebabkan oleh mounting bolt yang kendor, clearance bearing
yang besar (untuk sleeve tipe) atau kerusakan lainnya. Vibrasi ini akan muncul
dengan
g. Vibrasi Karena Kerusakan Drive Belt
Masalah vibrasi yang terjadi pada sistem belt,umumnya diklasifikasikan
sebagai :
1. Reaksi belt terhadap beberapa gaya yang timbul karena adanya
masalah pada mesin itu sendiri.
2. Kerusakan pada belt.
h. Vibrasi Karena Kerusakan Gear
Vibrasi yang disebabkan oleh problem gear biasanya akan muncul dengan
frequency gear meshing. Biasanya kerusakan gear meliputi keausan gigi, tidak
akuratnya posisi gigi, kesalahan pelumasan atau ada serpihan yang menempel
pada gigi
i. Vibrasi Karena Problem Electrical
Vibrasi karena electrical ini biasanya terjadi ketidak seimbangan gaya magnet
yang bekerja antara stator dan rotor. Penyebabnya mungkin disebabkan oleh salah
1. Rotor not round.
2. Eccentric armature journal.
3. Rotor and stator misalignment; unequal air gap.
4. Elliptical stator bore.
5. Open or shorted windings.
6. Shorted rotor iron
j. Vibrasi Karena Aerodynamic dan Hydraulic F orce
Mesin – mesin yang menangani fluida seperti minyak, air, udara ataupun gas
akan mengalami vibrasi dan noise sebagai reaksi dari fluida terhadap vane atau
blade impeller
k. Vibrasi Karena Rubbing
Rub adalah merupakan efek dari mesin yang tidak normal, antara lain :
1. Shaft bow
2. Fluid induced
3. Misalignment
4. Insuffivent clearance
5. Case bow
Pada saat terjadi rub, ada dua gaya yang bekerja pada poros, yaitu :
1. Impact force
Menyebabkan deformasi lokal dan rebounding motion.
2. Friction Force
Arahnya tangensial dan arahnya selalu berlawanan dengan arah vibrasi
4.3 Dynamic Motion Measurement
Pengukuran vibrasi pada rotating equipment dalam kategori vital dan
essential dilakukan agar kita dapat mengetahui gejala awal kerusakan pada
equipment, sehingga usia mesin lebih panjang dan spa re part dapat disiapkan
terlebih dahulu. Pengukuran sendiri dilakukan oleh teknisi dari SKF, hal ini
dikarenakan peralatan yang digunakan untuk Pengukuran vibrasi selalu update
Peralatan yang digunakan untuk Pengukuran vibrasi adalah DIAU (Data
Interface Acquisition Unit) dan ADRE (Automated Diagnostic of Rotating
Equipment) For Windows®. Parameter – parameter yang biasa digunakan adalah:
1. Spektrum Data.
2. Time Wave Data.
3. Orbit.
4. Bode Plot.
Pada pengukuran kali ini orbit dan bode plot tidak dapat di data,
dikarenakan titik referensi keyphasor yang terpasang pada pompa hilang. Dari
data spektrum pada setiap titik pengukuran ini menunjukan adanya amplitudo
yang lebih tinggi yang selalu muncul pada frekuensi tertentu, yaitu pada less than
1 X RPM,1 X RPM, 2 X RPM, 3 X RPM, 4 X RPM, dan more than 5 X RPM.
Dari tabel menurut SKF, pembagian jenis mesin sebagai berikut :
a. Kelas I = 0 – 15 kW
normalnya terletak pada perbatasan antara good dengan satisfactory. Pada
dasarnya dalam keadaan normal, nilai vibrasi harus pada awal atau pertengahan
zona good. Hasil pengukuran dilapangan dengan alat vibration tester data vibrasi
dalam satuan sehingga agar dapat dimasukkan dalam grafik harus
dijadikan , tetapi pada ADRE satuannya udah .
(Sumber : IRD Mechanalysis, Vibration Technology – 1, hal. 2 – 6)
4.3.1 Cara Pengukuran
Pengukuran vibrasi dilakukan pada tempat yang paling dekat dengan
1. Axial, sejajar dengan poros
2. Horizontal dan Vertical, kedua titik ini harus mempunyai sudut 90°
3. Non Driver atau out Board, titik ini letaknya jauh dari coupling.
4. Driver atau in board, titik ini letaknya dekat dari coupling.
4.4 Pengertian Pompa
Pompa adalah salah suatu alat yang dapat menaikan fluida dari tempat
yang rendah ke tempat yang lebih tinggi. Pompa merupakan mesin fluida yang
mengunakan zat cair, dengan menggunakan kecepatan putaran dari poros motor
penggerak yang menggerakkan impeler sehingga zat cair dapat naik ke permukaan
yang lebih tinggi.
4.4.1 Pompa Sentrifugal
Pompa sentrifugal adalah pompa yang mengunakan prinsip tenaga
sentrifugal dalam operasinya. Pompa 15-P-102 A/B/C jenis pompa sentrifugal
yang digunakan untuk memompa decant oil dari 15-V-102 ke tangki penimbun
Bagian pompa yang berfungsi untuk memberikan energi kecepatan pada
fluida melalui gaya sentrifugal.
2. Shaft
Alat yang berfungsi menyalurkan momen putar dari penggerak pompa
kepada impeller.
3. Casing
Bagian pompa yang berfungsi sebagai rumah dan pelindung impeller.
4. Bearing housing
5. Mechanical seal
Suatu jenis perapat yang memiliki konstruksi lebih kompleks dan
umumnya digunakan untuk fluida yang berbahaya dan bertekanan rendah
sampai tinggi.
6. Bearing
Alat yang berfungsi untuk mengurangi keausan poros dan menahan
gesekan-gesekan yang terjadi antara poros dan rumahnya juga sebagai titik
BAB V
ANALISA
5.1
Measurement Getaran dengan Sensor dan Data Akusisi
Pengaruh terpenting dari pemilihan parameter yang ada adalah frekuensi
dimana disetiap pengukuran sangat penting untuk mendapatkan data frekuensi
disetiap kesempatan.Tiga tahapan dalam keseluruhan pengukuran dari sebuah
mesin :
a. Tahap-1, Pengukuran sinyal yang ditimbulkan oleh mesin atau sistem
dengan menggunakan sensor-sensor atau tranduser, Istilah yang lebih
umum disebut data akusisi.
b. Tahap-2, Prosesing sinyal data menggunakan peralatan dengan output
satuan vibrasi, penunjukan visual atau hasil cetakan, dimana
semuanya dapat digabungkan dengan sistem alarm, bunyi atau saklar
pemutus.
c. Tahap-3, Penetapan kondisi ini adalah tahap keputusan dengan
membandingkan data referensi yang ada pada signature ideal
menyediakan informasi dimana kondisi sistem dapat diterapkan dan
keputusan yang tepat.
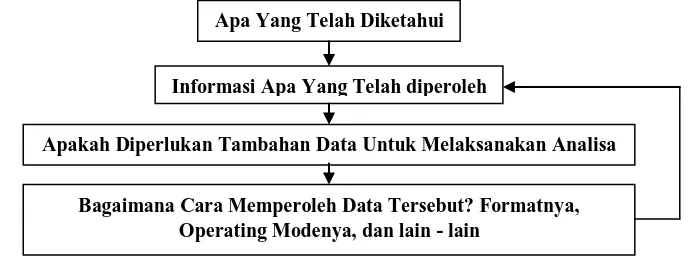
Dibawah ini adalah strategi yang bisa digunakan dalam mendiagnosa suatu
vibrasi.
Gambar 5.1 Strategy Flow Chart Apa Yang Telah Diketahui
Informasi Apa Yang Telah diperoleh
Apakah Diperlukan Tambahan Data Untuk Melaksanakan Analisa
5.2 Data Pompa 15-P-102 A
Berikut data sheet dan aktual pompa 15-P-102 A :
Tabel 5.1 Data sheet dan actual pompa 15-P-102 A
DATA SHEET DATA ACTUAL
Flow Rate 50.4 Flow Rate 41.5
Pressure Suction 3.5 Pressure Suction 1.2
Pressure Discharge 18.3 Pressure Discharge 41.5
Current (Amp) 100 Current (Amp) 105
SP. GR 0.86 SP. GR 1.04
Speed (RPM) 2970 Speed (RPM) 2800
Berikut data aktual vibrasi pompa 15-P-102 A tanggal 17-07-2007 :
Tabel 5.2 Data actual vibration pompa 15-P-102 A
IN BOARD OUT BOARD
V 0.2 V 1.8
H 2.5 H 5.2
- - A 1.7
5.3 Pembahasan
Dari tabel vibrasi aktual diatas nilai out board arah horizontal paling besar
yaitu 5.2 . Nilai ini merupakan angka yang paling dominan dari
unsatisfactory dimana mesin sudah mengalami kerusakan, agar kerusakan tidak
bertambah parah sebaiknya pompa di stop operasinya, jika terpaksa beroperasi
harus dilakukan pengawasan dengan ketat. Berikut data aktual vibrasi tanggal
20-07-2007:
Gambar 5.2 Tabular List IB Pump H
Gambar 5.4 Tabular List OB Pump H
Gambar 5.6 Tabular List OB Pump Axial
Berikut trending vibrasi pompa 15-P-102 A :
Keterangan :
1. = nilai yang paling dominan dari semua arah.
Gambar 5.8 Trending List OB Pump 105-P-102 A
Berikut spektrum vibrasi pompa 15-P-102 A :
Keterangan :
1. = nilai yang paling dominan dari semua arah.
Gambar 5.10 Spektrum Pompa 15-P-102 A
Berikut spektrum vibrasi pompa 15-P-102 A :
Gambar 5.12 Orbit dan time base Pompa 15-P-102 A
Pada data aktual vibrasi tanggal 20-17-2007, nilai vibrasi yang paling
mendominasi terdapat pada out Board pompa arah horizontal, yaitu 6.26
. Apabila dibandingkan dengan data aktual vibrasi tanggal
17-07-2007, terjadi peningkatan vibrasi sebanyak 1.06 . Nilai tersebut
berada pada zona unsatifactory keadaaan dimana mesin sudah mengalami
kerusakan, agar kerusakan tidak bertambah parah sebaiknya pompa di stop
operasinya, jika terpaksa beroperasi harus dilakukan pengawasan dengan ketat
sambil menunggu persiapan pompa 15-P-102 B/C. Berdasarkan gambar 5.9
menunjukkan bahwa pompa 15-P-102 A terdapat gejala pada 2 X RPM. Hal ini
mengindikasikan adanya mechanical looseness.
Pada spektrum out boa rd vertical, terdapat vibrasi harmonik. Hal ini
mengindikasikan gejala rubbing, yaitu gesekan antara metal to metal. Jika
meninjau faktor external, nilai aktual SP. Gr. lebih besar dari nilai SP. Gr. dari
yang dianjurkan. Hal ini mengakibatkan kerja motor meningkat diikuti arus motor
yang juga meningkat. Pompa 15-P-102 A mengalami looseness, diikuti dengan
gejala rubbing. Didalam casing pump terdapat looseness yang terjadi pada :
1. Antara bearing dengan housing bearing.
2. Antara shaft dengan impeller.
3. Rubbing antara impeller wea ring ring dengan casing wearing ring.
Dari bentuk pola time base terlihat indikasi rubbing dan losseness pada
puncak sinyal vibrasi. Untuk dapat mengetahui akibat yang pasti dalam kasus
diatas, harus dilakukan over haul. Apabila impeller wea ring ring dan casing
wearing ring aus dapat mengakibatkan internal circulation dimana fluida yang
keluar dari outlet impeller akan kembali masuk ke inlet impeller. Ditambah
dengan nilai kekentalan (SP. Gr.) melebihi yang dianjurkan, sehingga kerja motor
akan lebih berat. Masalah – masalah inilah yang akan mengurangi efisiensi, flow
total, dan performa. Seharusnya dengan keadaan seperti ini, pompa 15-P-102 A
harus dilakukan pemeriksaan dan perbaikan. Agar kerusakan tidak bertambah
parah sebaiknya pompa distop dari operasinya. Sementara pelaksanaan perbaikan,
BAB VI
PENUTUP
6.1 Kesimpulan
1. Vibrasi salah satu indikator kerusakan – kerusakan yang dapat
diketahui dari penyebab sampai akibat, sehingga penanganannya dapat
lebih baik dan mesin akan lebih awet.
2. Dalam analisa vibrasi pada rotating equipment hanya mengacu pada
faktor yang dominan saja dan yang melebihi batas normal. Seperti
dalam pembacaan amplitudo pada spektrum.
3. Amplitudo sebesar 6.26 . Nilai ini udah melebihi batas
amannya yaitu sebesar 4.50 . Berdasarkan ISO-2372
standard, nilai ini berada pada zona unsatisfactory. Mesin masih dapat
beroperasi tetapi dengan pengawasan ketat, jadi biasanya
pengawasannya seminggu sekali menjadi setiap hari. Agar kerusakan
tidak bertambah parah sebaiknya pompa di stop dari operasinya.
Sementara pelaksanaan perbaikan, tugas 15-P-102A digantikan
dengan 15-P-102 B atau 15-P-102 C.
4. Unbalance pasti 1 X RPM, tapi 1 X RPM tidak mesti Unbalance.
Pada 1 X RPM terdapat 2 gejala, yaitu unbalance dan missalignment.
Faktor yang membedakan adalah arah getarannya. Dikatakan
unbalance jika arah getaran radialnya lebih dominan baik vertikal
maupun horizontal.
5. Pengukuran vibrasi radial, sudutnya harus 90°. Jika kurang atau lebih
dari 90°, analisa akan tidak tepat
6. Pada tabel vibration identification chart pada 2 X dan 4 X RPM
terdapat problem sama yaitu looseness. Salah satu ciri looseness
7. Pompa 15-P-102 A termasuk kelas III, karena dalam keadaan normal
(pompanya baru atau setelah overhaul) nilai vibrasi berada di zona
good. Pemberian kelas tidak hanya melihat dari daya motor, tapi juga
melihat faktor luar dan trend vibrasi
8. Problem oil whirl hanya terjadi pada sleeve bearing. Pompa 15-P-102
A tidak memakai sleeve Bearing sehingga tidak akan terjadi masalah
oil whirl
9. Pada ampere gauge menunjukkan arus motor. Arus ini menjadi
indikasi kerja motor. Semakin tinggi arusnya maka kerja motor
semakin berat, begitu juga sebaliknya. Penyebabnya bisa terjadi pada
saluran yang kotor, SP. GR fluida melebihi yang dianjurkan, terjadi
rubbing atau masalah vibrasi lainnya, ada suatu part yang telah aus.
6.2 Saran
1. Biasanya equipment yang tergolong essential umumnya mempunyai
satu spare unit. Seharusnya dengan keadaan seperti ini, pompa
15-P-102 A harus dilakukan pemeriksaan dan perbaikan. Agar kerusakan
tidak bertambah parah sebaiknya pompa di stop dari operasinya.
Sementara pelaksanaan perbaikan, tugas 15-P-102A, digantikan
dengan 15-P-102 B atau 15-P-102.
2. Alat ukur vibrasi sebaiknya dilakukan kalibrasi berkala sesuai standar
pabrik pembuat alat ukur vibrasi.
3. Untuk alat ukur vibrasi yang rusak hendaknya diperbaiki agar alat
DAFTAR PUSTAKA
Sularso, Harau Tahara, “pompa dan kompresor”, Cetakan ke-8, jakarta 2004. IRD Mechanalysis, Vibration Technology – 1.
IRD Mechanalysis. Vibration. Alih Bahasa: F. Bambang, Indramayu
Technical Associates of Charlotte, INC. 1992. Ilustrated Vibration Diagnostic
Chart.
SKF. 2007. Microlog CMVA 65 available at http://www.skf.com