Tensile Properties of Processed 3D Printer ZP150 Powder Material
Keywords:3D printing, Tensile strength, ZP150, process parameters
Abstract.3D Printing is one of the few powder-bed type rapid prototyping (RP) technologies, which allows fabrication of parts using powder materials. Understanding of mechanical properties of 3D parts made by this process is essential to explore more applications of this technology. In general, the mechanical properties of many RP produced parts depend on the process parameters andalso on post-processing methods of that RP process. Very few studies have been made to characterize the mechanical properties of 3D Printing processed parts. This paper presents an experimental investigation on how tensile properties of parts fabricated by 3D Printing is affected by 3D Printing build orientation, and by post-processing methods of infiltration process and drying of parts. Results obtained forvarious parameters are compared to investigate the optimum procedure to achieve the highest tensile strength using ZP150 powder material.
Introduction
3D printing is anestablished rapid prototyping technology, which was invented at Massachusetts Institute of Technology (MIT)[1]. The technology is commercialized by Z-Corporation to produce different types of 3D Printers. In this process three dimension (3D) objectsare constructed directly from computer model usinga powder bed by repetitive deposition of binder on a layer of plaster type powder according to 2D cross section slices of the object.
The capability of fabricating complex architectures along with other competencies of this technology attractedmany researchers in various fieldsto use this technology with different types of powders and binders. Several studies have been made inthe field of tissue engineering to use 3D Printing technology to construct scaffolds for tissue engineering [2-6]. In another application,Leuker et al.[6] demonstrated suitability of 3D printed hydroxyapatite (HA) granulate scaffold for bone tissue engineering. In addition, this technology can also be combined with other conventional techniques such as salt leaching technique to fabricate the scaffold for tissue engineering with pore size of (38 to 150µm) and void fraction of (75% to 90%) [7].
This paper presents an investigation to study thetensile properties of 3D printed parts made by plaster powder and the effect of build orientation and post processing methods on the tensile strength of the build parts in order to determine which combination of post-processing and build direction would give the best performance of 3D printed prototypes.
The 3D Printer Parameters
After the initial drying time, depending on geometry of the model, the partsare required to be strengthened as they can be very fragile initially. They are subjected to post processing to improve the mechanical properties. This post processing may involve infiltrating the parts with cyanoacrylate or Epsom salt solution.
In this study, tensile test specimens are built by a plaster type ZP150 powder, using fixed layer thickness of 0.1mm for all parts on ZPrinter150 system. The three main parameters that have been investigated in the current experiments are thebuilding orientation,the infiltration procedure, and the drying process to study their effects on the tensile properties of the parts.
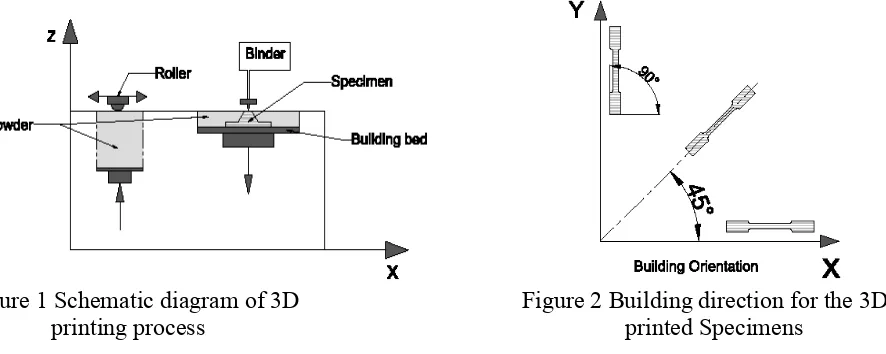
Building Orientation:This refers to the angle of printing direction of layers with respect to direction of tensile test. As 3D printer head only travels along X and Y axis, the only way to print the part in diagonal direction is to impose the part in relative angle in the bed through the software. In 3D Printing all layers are printed in the same direction, consequently the building direction variesfrom 0° to 90° in X-Y plane. For the purpose of current experiment three directions have been investigated,0° (axial), 90° (transverse), and 45°, which areshown in Fig.2.
Infiltration:This is one of the common post processing processes to strengthen the part. It can be done with cyanoacrylate (Z90 super glue) or Epsom salt solution.
Dryingmethod: This refers to drying process after initial drying step in the chamber. For the purpose of this research, effect of different drying processes were investigated on two batches, one batch was infiltrated with Z90 super glue, and the other batch with Epsom salt solution.Two drying methods were used: (a) at room temperature for 24 hours, and (b) in the ovenat 75° for 2 hours.
Figure 1 Schematic diagram of 3D Figure 2 Building direction for the 3D printing process printed Specimens
Other 3D printing parameter such as slice thickness, bed or envelope ambient parameters were kept constant in this study as they do not have much influence on altering the tensile properties of the specimens.Table 1 shows the various types of selected 3D printing parameters for this study.
Tensile Testing
The tensile testing machine used in this study is Zwick/Z010 Standard machine which has maximum load capacity of 10kN. In-built Zwick software collects data and computes Tensile Strength, Tensile elongation, and Tensile Modules. In the current experiment, five samples of standard dog-bone tensile test specimens were made for each set of parameters. Specimens were 3D printed in three directions (0 °along with X axis, 90° to X-axis, and 45 degree) and collected into six batches as follow:
Batch NI: Not Infiltrated anddried at room temperature,
Batch NIB: Not Infiltrated and baked in the oven for 2 hours at 75°C Batch I: Infiltrated by Z90 super glue and dried at room temperature,
Batch IB: Infiltrated by Z90 super glue and baked in the oven at 75°C for 2 hours Batch E: Infiltrated by Epsom Salt solution and dried at room temperature,
Batch EB: Infiltrated by Epsom salt solution and baked in the oven at 75°C for 2 hours.
Results & Discussion
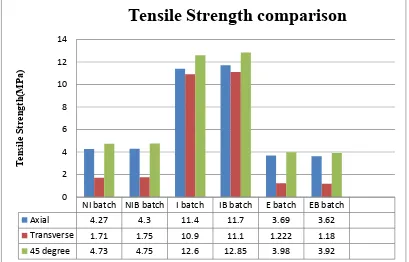
The tensile testswere conducted for each combination of parameters of the specimens on theZwick/Z010 tensile testmachine. Collected results were categorised into six groups in respect to their batch names, and bar graphs are plotted for tensile strength vs. building orientation in Fig. 3.
Fig. 3 Tensile Strength vs. Build Orientations for sixdifferent batches of 3D Printed specimens
Effect of building orientation on tensile strength
Fig. 3 shows the tensile strength of each batch of specimens. Results obtained from not infiltrated batch (NI) clearly showed that building orientation has a strong influence on tensile properties of 3D printed parts. Build direction 45° 3D printed specimen had the highest strength at 4.73MPawhich is 276% higher than the build direction 90° 3D printed specimen with the lowest strength at 1.71MPa. Lee et al.[8] also demonstrated that diagonal 3D printed specimen had the
NI batch NIB batch I batch IB batch E batch EB batch
Effect of infiltration on tensile strength
Results from the tensile test demonstrated that infiltration process has a significant effect on the tensile strength of 3D printed parts. Samples were infiltrated by Z90 super glue and Epsom salt solution. While Z90 super glue improved the tensile strength substantially, and Epsom salt solution had slightly adverse effect on the strength. Fig. 3 shows that infiltration by Z90 super glue increased the tensile strength of 45° 3D printed specimen by 266%, 90° 3D printed by 637%, and 0° 3D printed by 267% in respect to their relative specimen without infiltration. In addition, the percentage of tensile strength variation in NI batch between 90° and 45° 3D printed specimen is higher compared to the percentage variation in the same specimen in I batch, which expresses significant role of infiltration process over building orientation.
Effect of drying method on tensile strength
Fig.3 shows that drying methods has the least effect on the tensile strength. The tensile strength improved slightly by baking for specimen of (NI), and (I) batches in the oven at 75°C for 2 hours whereas it decreased the strength for specimens of (E) batch.
Conclusions
In this study, the effects of 3D printing build parameters and post processing methods on the tensile strength were investigated. The results revealed that 3D parameters have significant influence on the tensile strength of the 3D printed parts. Further, anisotropic characteristics of the 3D printed parts were observed. In this experiment, the highest tensile strength was 12.85MPa, which was achieved by a combination of 45° printing build direction, Z90 super glue infiltration, and drying in the oven for 2hours at 75°C. In addition, drying process had minimal effect on the strength of the specimens. The tensile properties obtained in this study are fundamental to judge the mechanical performance of parts built by the 3D Printing process for various applications.
References
[1]E. Sachs, J. Haggerty, P. Williams and M. Cima.: US patent 5,204,055. (1993)
[2]V.Mironov, T.Boland,T.Trusk, G.Forgacs and R.Markwald, in: Organ printing: computer-aided jet-based 3D tissue engineering. Trends in Biotechnology, 2003. 21(4): p. 157-161.
[3]S.J.Hollister, Porous scaffold design for tissue engineering. Nat Mater, (2005). 4(7): p. 518-524.
[4]C.X.F.Liam,X.M.Mo, S.H.Teoh, D.W.Hutmacher: Scaffold development using 3D printing with a starch-based polymer. Materials Science and Engineering: C, (2002). 20(1–2): p. 49-56.
[5]S.S.Kim,H.Utsunomiya, J.A,Koski, et al : Survival and function of hepatocytes on a novel three-dimensional synthetic biodegradable polymer scaffold with an intrinsic network of channels. Ann Surg, (1998). 228(1): p. 8-13.
[6]B.Leukers,H.Gulkan, S.Irsen,S.Milz, C.Tille, M.Schieker,H.Seitz: Hydroxyapatite scaffolds for bone tissue engineering made by 3D printing. Journal of Materials Science: Materials in Medicine, (2005). 16(12): p. 1121-1124.
[7]J.Zeltinger,S.Jill, G.Dionne A. M.Ralph, L.Griffith: Effect of Pore Size and Void Fraction on Cellular Adhesion, Proliferation, and Matrix Deposition. Tissue Engineering, (2004). 7(5).
[8]C.S.Lee, S.G.kim, H.J.Kim, S.H.Ahn: Measurement of anisotropic compressive strength of rapid prototyping parts. Journal of Materials Processing Technology, (2007). 187–188(0): p. 627-630.
Tensile Properties of Processed 3D Printer ZP150 Powder Material