Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
1
DAFTAR ISI
Daftar Isi... i
Daftar Gambar... iii
Daftar Tabel... ... v
Kata Pengantar... vi
Surat Keterangan Kerja Praktek... vii
Lembar Pengesahan Kerja Praktek... viii
BAB I PENDAHULUAN ... 1 A. Latar Belakang ... 1 B. Tujuan... 2 B.1. Umum ... 2 B.2. Khusus ... 3 C. Dasar Pemikiran ... 3 D. Bentuk Kegiatan ... 4 E. Jadwal Kegiatan... 5
BAB II TINJAUAN UMUM PERUSAHAAN ... 6
A. Profil Perusahaan... 6
B. Struktur Organisasi... 9
BAB III PROSES PRODUKSI KAPAL... 10
A. Metode Pelaksanaan Pekerjaan... 10
B. Kontrak... 13
C. Persiapan Galangan... 13
D. Rancangan... 15
E. Fabrikasi... 20
E.1. Mould Lofting... 20
E.2. Penandaan (marking)... 22
E.3. Pemotongan (cutting)... 23
E.4. Pembentukan (roll, press, dan bending)... 24
E.5. Sub – Assembling... 25
F. Perakitan (Assembling)... 26
▸ Baca selengkapnya: vrm radar adalah
(2)Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
2
H. Konstruksi Buritan... 32
I. Peluncuran (Launching)... 35
J. Sistem Perpipaan Kapal... 37
K. Sistem Kelistrikan dan Navigasi... 38
L. Peralatan dan Permesinan Geladak... 40
M.Peralatan dan Perlengkapan Kapal... 40
N. Mesin Induk dan Mesin Bantu... 40
O. Akomodasi dan Isolasi Sekat-sekat... 41
P. Penyelesaian (Finishing)... 41
Q. Pengujian (Function Test)... 42
R. Penggambaran Akhir, Sertifikasi, dan Persetujuan Klasifikasi (Class Approval)... 43
S. Serah Terima (Delivery)... 44
BAB IV PENUTUP……… 45
Kesimpulan dan Saran……….. 45
LAMPIRAN………... 46
Uraian Kegiatan Kerja Praktek selama 1 bulan………….………... 46 Evaluasi Mingguan Kerja Praktek
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
3
DAFTAR GAMBAR
Gambar 1. Struktur Organisasi Perusahaan………. 9
Gambar 2. Flow chart tahap pembangunan kapal………...……… 12
Gambar 3. Rencana pembagian blok………... 20
Gambar 4. Mould Lofting………..……...…… 21
Gambar 5. Penandaan secara manual (manual marking)……… 22
Gambar 6. Pemotongan manual dengan menggunakan gas……… 23
Gambar 7. Pemotongan otomatis dengan menggunakan gas……….. 23
Gambar 8. Mesin Roll………. 24
Gambar 9. Mesin Bending……….. 24
Gambar 10. Perakitan pelat dengan konstruksi penguat………... 25
Gambar 11. Perakitan komponen-komponen……… 26
Gambar 12. Penyambungan blok/seksi……….……….……... 27
Gambar 13. Penyambungan pipa-pipa……….…... 28
Gambar 14. Pemasangan mesin induk………. 29
Gambar 15. Pemasangan generator listrik, penyambungan kabel, switch board………. 30
Gambar 16. Pemasangan zinc anodes………... 30
Gambar 17. Pengecatan (primer, anti-corrosion, anti-fouling, dan coating)…………... 31
Gambar 18. Penyetelan (alignment) bush tongkat kemudi……….. 32
Gambar 19. Penyetelan dan pengelasan poros baling-baling dan V bracket…………... 33
Gambar 20. Pemasangan as propeller……….. 33
Gambar 21. Pemasangan propeller………... 34
Gambar 22. Pemasangan daun kemudi……… 34
Gambar 23. Colour check/Penetrant Test pada bush rudder stock………. 35
Gambar 24. Ultrasonic Test (UT) pada bush rudder stock………. 35
Gambar 25. Peluncuran Kapal Tug Boat………. 36
Gambar 26. Pengujian pompa sebelum dipasang………... 37
Gambar 27. Pemasangan saluran perpipaan……… 38
Gambar 28. Pemasangan sistem navigasi………... 38
Gambar 29. Mother Switch Board (MSB)……….………. 39
Gambar 30. Pemasangan winch ramp door……… 40
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
4
Gambar 32. Pemasangan cable tray……… 41
Gambar 33. Pemasangan interior dalam kapal………... 42
Gambar 34. Pemasangan perlengkapan kapal (dewi-dewi/davits dan sekoci)………... 42 Gambar 35. Towing winch Kapal Tug Boat milik PT Pindad (Persero)….……… 57 Gambar 36. Strainer sea chest Kapal Perintis 750 GT………... 62
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
5
DAFTAR TABEL
Tabel 1. Jadwal Kegiatan Kerja Praktek I... 5 Tabel 2. Jenis dan jumlah valve pada sistem perpipaan………... 56
Tabel 2.a. Proyek Kapal 140 Coaster 500 GT milik Ditjenhubla RI………..…. 56 Tabel 2.b. Proyek Kapal 150 Tug Boat milik PT Pelindo II (Persero)…..….. 56
Tabel 3. Perhitungan Volume Kamar Mesin……….... 65
Tabel 3.a. Hasil perhitungan Volume Kamar Mesin Kapal Coaster 500 GT.. 65 Tabel 3.b. Hasil perhitungan Volume Kamar Mesin Kapal Coaster 750 GT.. 65 Tabel 4. Hasil rekapitulasi jumlah material yang dibutuhkan Tug Boat 2 x 1600 BHP.. 84 Tabel 5. Jenis, ukuran, dan ukuran valve sistem perpipaan Coaster 500 GT……… ….. 86 Tabel 6. Hasil rekapitulasi perpipaan Mast Construction Tug Boat 2 x 1200 BHP… 87 Tabel 7. Jumlah dan ukuran material Inclined Steel Ladder Ferry RO-RO 500 GT…… 89 Tabel 8. Jenis dan jumlah material hasil survey area meja kerja produksi……….. 90
Table 9. Mast Construction Ferry RO-RO750 GT……….. 90
Tabel 10. Hasil Performance Test of Fuel Oil Pump……….. 95
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
6
KATA PENGANTAR
Puji syukur saya ucapkan kepada Allah SWT. karena atas segala rahmat dan berkah-Nyalah sehingga Kerja Praktek di PT Daya Radar Utama dapat terselesaikan selama 1 (satu) bulan.
Kerja Praktek dengan kode Mata Kuliah MN 091381 merupakan salah satu mata kuliah yang wajib untuk menyelesaikan studi di Jurusan Teknik Perkapalan Fakultas Teknologi Kelautan Institut Teknologi Sepuluh Nopember. Mata Kuliah Kerja Praktek di Jurusan Teknik Perkapalan bertujuan untuk menambah pengetahuan khususnya tentang teknologi perkapalan dan mengaplikasikan teori yang didapat dari bangku kuliah ke dunia kerja.
Selama menjalani Kerja Praktek di PT Daya Radar Utama, banyak pengalaman yang diperoleh yang dimana di bangku kuliah tidak dijumpai. Hal ini tidak terlepas dari bantuan berbagai pihak yang telah membimbing praktikan, baik sebelum maupun pada saat pelaksanaan Kerja Praktek. Oleh karena itu, terima kasih yang sebesar-besarnya kepada orang tua, dosen pembimbing di jurusan, dan para pembimbing Kerja Praktek praktikan di PT Daya Radar Utama.
Dalam penyusunan laporan ini masih terdapat kekurangan – kekurangan dan jauh dari kesempurnaan. Oleh karena itu, saran dan kritik yang membangun akan sangat membantu demi kesempurnaan laporan ini. Semoga laporan ini dapat bermanfaat bagi yang membutuhkan. Amin.
Surabaya, 11 Oktober 2010
Penyusun
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
7
BAB I PENDAHULUAN
A. Latar Belakang
Semakin pesatnya perkembangan industri maritim di Indonesia, maka kebutuhan akan Sumber Daya Manusia yang berkualitas, berkepribadian mandiri, dan memiliki kemampuan intelektual yang baik sangatlah dibutuhkan dalam rangka meningkatkan SDM yang bermutu. Oleh karena itu, peran serta perguruan tinggi dan institusi sangat dibutuhkan untuk semakin meningkatkan mutu outputnya.
Institut Teknologi Sepuluh Nopember (ITS) Surabaya sebagai salah satu institusi perguruan tinggi di bidang maritim di Indonesia berupaya untuk mengembangkan sumber daya manusia dan Iptek (Ilmu Pengetahuan dan Teknologi) untuk menunjang pembangunan industri maritim, serta sebagai research university untuk membantu pengembangan kawasan timur Indonesia. Output dari Jurusan Teknik Perkapalan Institut Teknologi Sepuluh Nopember (ITS) Surabaya ini diharapkan siap untuk dikembangkan ke bidang yang sesuai dengan spesifikasi atau keahliannya. Sejalan dengan upaya tersebut, kerjasama dengan pihak industri perlu ditingkatkan, salah satunya dengan Kerja Praktek.
Kebijaksanaan link and match yang telah ditetapkan oleh Kementerian Pendidikan Nasional Republik Indonesia adalah upaya dari pemerintah untuk menjembatani kesenjangan antara perguruan tinggi dengan dunia kerja (industri) dalam rangka memberikan sumbangan yang lebih besar dan sesuai bagi pembangunan bangsa dan negara.
Pada Kerja Praktek yang pertama ini bertujuan untuk mengamati proses produksi dan sistem kontruksi dari bangunan baru kapal. Ruang lingkup bangunan baru itu sendiri terdiri dari manajemen proyek, proses produksi, dan beberapa manajemen lainnya.
Kerja Praktek merupakan salah satu kurikulum wajib yang harus ditempuh oleh Mahasiswa Jurusan Teknik Perkapalan Fakultas Teknologi Kelautan ITS Surabaya. Selain itu kegiatan ini diharapkan dapat menambah pengetahuan tentang aktivitas yang terjadi di dunia industri maritim.
Pemahaman tentang permasalahan di dunia industri maritim diharapkan dapat menunjang pengetahuan secara teoritis yang didapat dari materi perkuliahan sehingga
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
8 mahasiswa dapat menjadi salah satu Sumber Daya Manusia yang siap menghadapi
tantangan era globalisasi.
Dengan syarat kelulusan yang ditetapkan, Mata Kuliah Kerja Praktek telah menjadi salah satu pendorong utama bagi tiap-tiap mahasiswa untuk mengenal kondisi di lapangan kerja dan untuk melihat keselarasan antara ilmu pengetahuan yang diperoleh dengan aplikasi praktis di dunia kerja.
Praktikan memilih PT Daya Radar Utama sebagai tempat Kerja Praktek. PT Daya Radar Utama merupakan galangan kapal yang berlokasi di Jakarta Utara yang memiliki ranah kerja di bidang pembangunan kapal, reparasi kapal, sarana lepas pantai, pengangkatan kerangka (salvage) kapal, karoseri, dan peti kemas (container).
Dan, sesuai dengan tujuan pendidikan di Jurusan Teknik Perkapalan Fakultas Teknologi Kelautan Institut Teknologi Sepuluh Nopember adalah menciptakan sarjana muda yang terampil yang nantinya dapat bekerja di bidang perencanaan, pelaksanaan, dan pengawasan dalam sebuah lingkup pekerjaan atau galangan kapal.
B. Tujuan
Tujuan pelaksanaan Kerja Praktek meliputi hal-hal sebagai berikut:
B.1. Umum
1. Terciptanya suatu hubungan yang sinergis, jelas, dan terarah antara dunia perguruan tinggi dan dunia kerja sebagai pengguna output-nya.
2. Meningkatkan kepedulian dan partisipasi dunia usaha dalam memberikan kontribusinya dalam sistem pendidikan nasional.
3. Membuka wawasan mahasiswa agar dapat mengetahui dan memahami aplikasi ilmu di dunia industri pada umumnya serta mampu menyerap dan berasosiasi dengan dunia kerja secara utuh.
4. Mahasiswa dapat mengetahui dan memahami sistem kerja di dunia industri sekaligus mampu mengadakan pendekatan masalah secara utuh.
5. Menumbuhkan dan menciptakan pola berpikir konstruktif yang lebih berwawasan bagi mahasiswa.
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
9
B.2. Khusus
1. Untuk memenuhi beban Satuan Kredit Semester (SKS) yang harus ditempuh sebagai persyaratan akademis di Jurusan Teknik Perkapalan FTK ITS.
2. Mengenal lebih jauh tentang teknologi proses-proses yang berkaitan dengan bidang teknik perkapalan.
3. Mempelajari secara khusus tentang pembangunan kapal baru di PT Daya Radar Utama.
4. Mengidentifikasi, menganalisis, dan memecahkan beberapa permasalahan yang berkaitan dengan teknis khususnya mengenai
hal – hal yang telah disebutkan pada poin 2 dan 3.
C. Dasar Pemikiran
Dasar pemikiran yang melandasi praktikan melaksanakan Kerja Praktek di perusahaan galangan kapal PT Daya Radar Utama yaitu :
1. PT Daya Radar Utama saat ini sedang mengerjakan proyek bangunan baru.
2. PT Daya Radar Utama sering memenangkan tender pambangunan kapal baru untuk beberapa instansi pemerintah dan swasta.
3. Tujuan Pendidikan Nasional, yaitu untuk meningkatkan kualitas manusia Indonesia yang beriman dan bertaqwa kepada Tuhan Yang Maha Esa, berbudi pekerti luhur, berkepribadian, mandiri, maju, tangguh, cerdas, kreatif, terampil, berdisiplin, beretos kerja, profesional, bertanggung jawab, produktif, dan sehat jasmani dan rohani.
4. Tri Dharma Perguruan Tinggi, yaitu : pendidikan, penelitian, dan pengabdian masyarakat.
5. Visi Institut Teknologi Sepuluh Nopember (ITS) Surabaya yaitu ITS sebagai institusi unggulan dalam pengalihan dan pengembangan ilmu pengetahuan dan teknologi khususnya yang menunjang industrialisasi dan pembangunan teknologi kelautan yang berwawasan lingkungan.
6. Syarat kelulusan mata kuliah Kerja Praktek di Jurusan Teknik Perkapalan - Fakultas Teknologi Kelautan – ITS.
7. Diperlukan keselarasan antara sistem pendidikan tinggi dan dunia kerja.
8. Diperlukan sarana untuk mengimplementasikan ilmu-ilmu yang diperoleh di bangku kuliah pada dunia kerja.
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
10 9. Menambah pengalaman dan wawasan mahasiswa tentang dunia kerja dan sebagai
sosialisasi awal mahasiswa terhadap kehidupan di dunia kerja.
D. Bentuk Kegiatan
Kerja Praktek direncanakan berlangsung di PT Daya Radar Utama, mulai tanggal 12 Juli 2010 – 06 Agustus 2010. Perincian kegiatan yang akan dilakukan meliputi kegiatan sebagai berikut:
Pengenalan secara umum tentang perusahaan PT Daya Radar Utama.
Pengenalan dan pengamatan secara langsung tentang proses produksi bangunan baru kapal.
Mempelajari sistem konstruksi kapal pada bangunan baru. Memahami manajemen galangan kapal.
Memahami hubungan kerja antara galangan, perusahaan pelayaran, syahbandar, dan biro klasifikasi pada pembuatan bangunan baru.
Mempelajari lay-out galangan kapal.
Mengetahui struktur organisasi dan mekanisme kerjanya.
Membahas masalah-masalah teknis serta memberikan alternatif solusinya.
Melaksanakan tugas yang diberikan dan melakukan konsultasi yang diperlukan dalam penyelesaian tugas yang diberikan.
Penyusunan Laporan Kerja Praktek. Penyerahan Laporan Kerja Praktek.
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
11
E. Jadwal Kegiatan
Kerja Praktek ini direncanakan dilakukan selama empat minggu (satu bulan) dengan rincian kegiatan setiap tahap sebagai berikut :
No Minggu Kegiatan I II III IV Pasca Kerja Praktek (maksimal 2 bulan) 1 Pengenalan PT Daya
Radar Utama dan
Penempatan di Departemen Rancang Bangun (Engineering) 2 Penempatan di Departemen Produksi (Production) 3 Penempatan di Departemen Perencanaan dan Pengendalian Produksi (Plan and Production Control)
4 Penempatan di
Departemen Pengendalian Mutu (Quality Control) 5 Konsultasi dengan Dosen
Pembimbing
6 Penyusunan Laporan Kerja Praktek
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
12
BAB II
TINJAUAN UMUM PERUSAHAAN
A. Profil Perusahaan
PT Daya Radar Utama yang terletak di Jalan L R E Martadinata (Komplek Volker) No.7 Tanjung Priok, Jakarta Utara, Propinsi DKI Jakarta.
PT Daya Radar Utama adalah sebuah galangan kapal yang berdiri sejak tahun 1972 dan telah menjadi salah satu galangan kapal yang aktif membangun berbagai jenis kapal sampai ukuran 1000 DWT dan memperbaiki kapal sampai dengan 8000 GT.
PT Daya Radar Utama telah mempunyai pengalaman di bidang maritim lebih dari 40 tahun, bermula dari impor alat–alat keperluan marine dan mempunyai gudang stok alat–alat marine yang cukup besar di Indonesia.
PT Daya Radar Utama juga sudah berhasil membangun dan memperbaiki kapal– kapal baja, alumunium, dan fibreglass. Untuk bangunan baru (ship building), PT Daya Radar Utama telah membangun berbagai ukuran dan type kapal seperti Ferry RO–RO sampai ukuran 750 GRT, Passenger & Cargo Vessel sampai 750 DWT, Harbour Tug, FRP Patrol Boat, Floating Jetty, Bouy, dan lain-lain. Divisi perbaikan kapal PT Daya Radar Utama berpengalaman dalam memperbaiki kapal–kapal jenis Tanker, Passenger, Ferry, Dredger, Z - Drive Tug Boat, Bulk Carrier, High Speed Ferry, dan konversi kapal dari Container menjadi accommodation untuk menunjang kegiatan offshore.
PT Daya Radar Utama menerapkan Sistem Manajemen Mutu ISO 9001 : 2000 untuk industri perkapalan dalam lingkup pekerjaan: Pembangunan, Perbaikan, dan Konversi Kapal. Untuk menjamin bahwa organisasi dapat memberikan produk atau jasa yang memenuhi persyaratan yang ditetapkan perlu dilakukan verifikasi dalam implementasinya dari pihak internal maupun eksternal. Dalam rangka penerapan sistem manajemen mutu ISO 9001 : 2000, PT Daya Radar Utama berusaha memenuhi seluruh persyaratan ISO 9001 : 2000 yang ditetapkan.
Manajemen PT Daya Radar Utama mengadopsi pendekatan proses saat penyusunan, mengimplementasikan, dan memperbaiki keefektifan sistem manajemen itu untuk meningkatkan kepuasan pelanggan dengan memenuhi persyaratan pelanggan. Pendekatan tersebut menekankan pentingnya :
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
13 1) Memahami dan memenuhi persyaratan.
2) Kebutuhan untuk mempertimbangkan proses dalam pengertian nilai tambah. 3) Memperoleh hasil kinerja proses dan efektifitas.
4) Perbaikan berkesinambungan dari proses berdasarkan pengukuran yang obyektif.
PT Daya Radar Utama memiliki Visi dan Misi, yaitu sebagai berikut : Visi PT Daya Radar Utama adalah :
Menjadi perusahaan galangan kapal yang unggul di segmen kelas menengah dan siap bersaing di pasar global.
Misi PT Daya Radar Utama adalah :
1) Diakui dan dikenal luas sebagai perusahaan yang handal dalam memenuhi harapan pelanggan
2) Meningkatkan kemampuan untuk mewujudkan pertumbuhan yang berkesinambungan 3) Memberi nilai tambah yang optimal bagi para pemegang saham, karyawan,
pelanggan, dan mitra usaha.
Motto penerapan nilai-nilai :
1) Semangat melayani kebutuhan pelanggan yang berkesinambungan 2) Suasana kerja yang sesuai dan memenuhi peraturan yang berlaku
3) Tatalaksana kerja yang mengutamakan nilai–nilai budaya perusahaan ” Saling Percaya, Integritas, Peduli dan Pembelajar ” .
Pernyataan kebijakan mutu :
Ruang lingkup penerapan Sistem Manajemen Mutu ISO 9001: 2000 PT Daya Radar Utama adalah pada aktifitas pembangunan, perbaikan dan konversi kapal, mempunyai komitmen untuk selalu ”Memberikan dan Meningkatkan Pelayanan” sesuai dengan harapan pelanggan. Komitmen/Kebijakan mutu ini dipahami, diterapkan, dan dipelihara oleh seluruh jajaran manajemen dan karyawan.
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
14 Manajemen dan Karyawan PT Daya Radar Utama sebagai perusahaan yang bergerak dalam
industri perkapalan, dengan ini menyatakan komitmennya :
PT Daya Radar Utama adalah sebuah Perusahaan Swasta Nasional yang bergerak di bidang pembangunan, perbaikan dan konversi kapal, selalu mengutamakan kepuasan pelanggan dengan menghasilkan pekerjaan yang berkualitas dan ramah lingkunan, penyerahan pekerjaan tepat waktu, keselamatan kerja dengan zero accident serta selalu berupaya meningkatkan produktifitas kerja dan sumber daya secara berkesinambungan untuk menuju pasar internasional.
Sasaran (tujuan) Mutu PT Daya Radar Utama ditetapkan secara berkala sesuai dengan target Manajemen serta selaras dengan Kebijakan Mutu perusahaan. Sasaran Mutu ditempatkan pada lampiran dari manual ini.
Pencapaian kebijakan mutu menjadi tanggung jawab seluruh jajaran manajemen karyawan. Untuk itu semangat dan isi dari Kebijakan Mutu harus dihayati agar dapat diterapkan sebagaimana petunjuk yang dituangkan dalam Quality Manual ini dan dokumen sistem manajemen mutu lainnya.
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
16
BAB III
PROSES PRODUKSI KAPAL
A. Metode Pelaksanaan Pekerjaan
Pekerjaan Pembangunan 1 (satu) unit Kapal Penyeberangan/Ferry RO-RO ini berdasarkan pertimbangan dan peraturan sebagai berikut;
• Kondisi Pelayaran
Suhu udara keliling : 37° C Kelembaban udara maksimum : 95 %
Tekanan Barometik : 76 mmHg
Skala Beaufort : 3 • Stabilitas
Memiliki stabilitas yang baik, memenuhi persyaratan SOLAS 1974, dengan mempertimbangkan beberapa kondisi operasional kapal antara lain:
- Kapal dalam keadaan kosong
- Kapal dalam keadaan muatan penuh berangkat - Kapal dalam keadaan muatan penuh tiba
- Kapal dalam keadaan ballast penuh tanpa muatan berangkat - Kapal dalam keadaan ballast penuh tanpa muatan tiba • Tingkat kebisingan dan getaran (noise & vibration) minimum
Berdasarkan ketentuan sesuai standar ISO 6954 dan berada dalam daerah “No–Complain” atau daerah getaran yang masih diijinkan dalam grafik standar ISO 6954.
• Kecepatan
Kecepatan percobaan 11 knot, 80% dari displacement muatan penuh. • Perawatan yang mudah dan ketersediaan suku cadang.
• Standar minimal untuk pelaksanaan konstruksi adalah standarisasi galangan yang disetujui oleh BKI, dengan mengacu pada Standar Nasional Indonesia (SNI).
Faktor-faktor penting yang mempengaruhi produktivitas, effektivitas dan effisiensi kerja galangan adalah:
• Penataan galangan (Yard-Layout) • Peralatan produksi
• Sumber Daya Manusia (SDM) • Sistem Manajemen
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
17 Penempatan bengkel-bengkel kerja (workshop) pada galangan harus dirancang sesuai
dengan tata urutan kerja dalam proses pembangungan kapal secara keseluruhan sehingga kontinuitas proses pembangunan suatu kapal dari satu bengkel kerja ke bengkel kerja yang lain dapat dilaksanakan secara efisien dan efektif.
Bengkel-bengkel kerja utama pada suatu galangan pembangunan kapal secara umum adalah sebagai berikut:
• Bengkel rancangan (Designing Shop) • Bengkel lantai gading (Mould Lofting) • Bengkel fabrikasi (Fabrication Shop) • Bengkel perakitan (Assembling Shop) • Bengkel pembangunan (Erection Shop)
Di bengkel-bengkel tersebut ditempatkan SDM dan peralatan penunjang produksi dengan kuantitas yang efisien dan efektif untuk menghasilkan produktivitas yang optimum, yaitu dengan adanya pengontrolan kualitas (QC), perawatan serta perbaikan peralatan produksi secara terjadwal (Production tool refreshing and maintenance), regenerasi dan peningkatan SDM. Hal ini dapat dicapai dengan adanya aturan dan kebijakan yang kuat dari menajemen perusahaan.
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
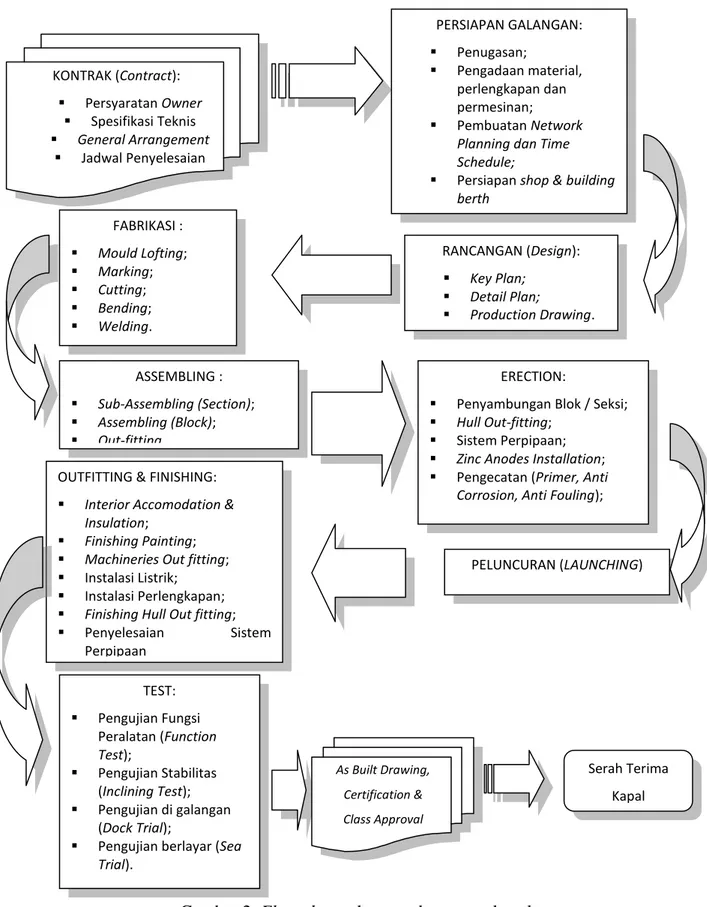
18 Tahapan pembangunan kapal dapat diilustrasikan dalam Flow Chart berikut:
Gambar 2. Flow chart tahap pembangunan kapal
FABRIKASI : Mould Lofting; Marking; Cutting; Bending; Welding. ERECTION:
Penyambungan Blok / Seksi; Hull Out-fitting;
Sistem Perpipaan; Zinc Anodes Installation; Pengecatan (Primer, Anti
Corrosion, Anti Fouling);
PELUNCURAN (LAUNCHING) OUTFITTING & FINISHING:
Interior Accomodation &
Insulation;
Finishing Painting; Machineries Out fitting; Instalasi Listrik;
Instalasi Perlengkapan; Finishing Hull Out fitting;
Penyelesaian Sistem Perpipaan KONTRAK (Contract): Persyaratan Owner Spesifikasi Teknis General Arrangement Jadwal Penyelesaian PERSIAPAN GALANGAN: Penugasan; Pengadaan material, perlengkapan dan permesinan; Pembuatan Network
Planning dan Time Schedule;
Persiapan shop & building
berth RANCANGAN (Design): Key Plan; Detail Plan; Production Drawing. ASSEMBLING : Sub-Assembling (Section); Assembling (Block); Out-fitting. TEST: Pengujian Fungsi Peralatan (Function Test); Pengujian Stabilitas (Inclining Test); Pengujian di galangan (Dock Trial);
Pengujian berlayar (Sea
Trial). As Built Drawing, Certification & Class Approval Serah Terima Kapal
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
19 Penjelasan flow chart urutan kerja pembangunan kapal sebagai berikut :
B. Kontrak
Setelah ditandatangani kontrak kerja pengadaan/jasa pemborongan pembangunan kapal, diperoleh:
Persyaratan–persyaratan umum yang ditentukan oleh pengguna jasa (owner’s requirements) yang bersifat mengikat pihak penyedia jasa pemborongan (galangan pembangunan) dalam hal ini PT Daya Radar Utama dan pihak pengguna jasa dalam hal ini adalah Kuasa Pengguna Anggaran/Satuan Kerja Pengembangan Sarana Transportasi SDP.
Spesifikasi teknis kapal yang akan dibangun yang berisi penjelasan dan penjabaran yang lebih detail menyangkut karakteristik kapal yang meliputi ukuran utama kapal, aspek-aspek kelaikan kapal, keselamatan dan kenyamanan awak kapal, material dan perlengkapan kapal.
Gambar Rencana Umum (General Arrangement Plan) merupakan gambaran umum kapal yang akan dibangun.
Jadwal waktu penyelesaian pekerjaan yang terhitung sejak dikeluarkannya Surat Perintah Mulai Kerja (SPMK) hingga serah-terima kepada pihak pengguna jasa.
C. Persiapan Galangan
Berdasarkan key points yang diperoleh dari kontrak, maka selanjutnya penyedia jasa (galangan) melakukan langkah-langkah persiapan yang meliputi antara lain:
Pengorganisasian pelaksanaan pekerjaan yang berkaitan dengan penugasan personil terutama pimpinan proyek (Project Engineer) atau Kepala Pelaksana Lapangan yang bertanggung jawab dalam pembangunan kapal, yang meliputi estimasi kebutuhan material dan peralatan berdasarkan daftar kuantitas, jadwal pelaksanaan pekerjaan (time schedule) dan pengaturan jam orang (JO) dan personil lain yang dimiliki pihak galangan maupun diserahkan sebagaian pekerjaan kepada pihak lain (sub-kontraktor) sepanjang masih berada dalam koridor ikatan kontrak.
Perhitungan kebutuhan material, perlengkapan dan permesinan kapal. Pengadaan material, perlengkapan dan permesinan baik untuk persiapan pembangunan maupun untuk kapal. Pengadaan material, perlengkapan serta permesinan untuk
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
20 kapal selanjutnya sesuai persetujuan pengguna jasa dan disetujui oleh Biro
Klasifikasi Indonesia (BKI).
Persiapan bengkel kerja (shop), area kerja & perakitan (site) & building berth menyangkut penyiapan bengkel-bengkel kerja hingga building berth dimana konstruksi kapal akan di ereksi membentuk blok-blok.
Pembuatan Network Planning dan Time Schedule yang berkaitan dengan rencana kerja, pembidangan dan penugasan staff, serta penyusunan jadwal penyelesaian pekerjaan agar tidak melampaui batas waktu yang telah disepakati dalam Kontrak.
Spesifikasi urutan pengerjaan kapal tersebut dengan waktu penyelesaiannya masing-masing. Ini merupakan main schedule pembuatan yang meliputi :
Tahapan pemesanan dan penandatanganan kontrak pembangunan. Tahapan fabrikasi.
Tahapan ereksi (keel laying dan seterusnya).
Tahapan Peluncuran dan pengapungan (launching & floating). Penyerahan (delivery).
Berdasarkan Main Schedule tersebut, kemudian dibuatkan Time Schedule urutan pengerjaan secara lengkap yang dspesifikasikan sebagai berikut :
Umum (general), meliputi: Key Plan dan Basic Plan Production Drawing Pemesanan material
Pemesanan material paket (mesin induk, mesin bantu, dan lain-lain) Konstruksi baja lambung (hull part), meliputi :
Mould Lofting Marking Fabrikasi Assembling
Ereksi (block erection)
Konstruksi out-fitting lambung (hull out-fitting), meliputi: Pekerjaan perpipaan (hull piping)
Pemasangan perlengkapan tambat (mooring equipment), jangkar (anchor), permesinan geladak (deck machineries).
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
21 Perlengkapan geladak termasuk perlengkapan penyelamat (safety equipment :
live saving & fire fighting system)
Perlengkapan tangki muat (cargo tank fittings) Perlengkapan akomodasi (furniture schedule) Peralatan navigasi (navigation equipment) Bagian Permesinan (Machinery Part), meliputi:
Pemasangan mesin induk (main engine), poros (shaft) dan propeller Pemasangan generator (genset) dan mesin bantu (auxiliary engine) Pemasangan perpipaan untuk mesin
Pemasangan perlengkapan untuk kamar mesin (engine room fitting) Bagian Listrik (Electric Part), meliputi:
Sistem pembangkit tenaga listrik (electric generating plant) Pembuatan rangkaian panel (MCB)
Pemasangan kabel (cable wiring) Penyambungan kabel (connection) Perlengkapan penerangan (lighting) Perlengkapan radio dan sistem navigasi Sistem alarm dan komunikasi
Suku cadang dan perlengkapannya
Bagian finishing, pemeriksaan dan pengujian, meliputi: Pengecatan (cleaning, primer & schedule painting)
Inspeksi (welding inspection & water tighness), test (ship equipments & research equipments), dock trial, inclining test dan sea trial.
D. Rancangan
Berdasarkan dokumen kontrak yang termasuk di dalamnya adalah Owner dan Spesifikasi Teknik serta General Arrangement Plan (GAP) selanjutnya dilakukan pekerjaan rancangan yang meliputi:
Rancangan awal (Preliminary Design) yang merupakan pekerjaan pengulangan (Repeated Order) dari kapal-kapal sejenis yang pernah dibangun. Rancangan pengulangan ini tidak mutlak mengikuti rancangan lama akan tetapi dilakukan modifikasi dan penyempurnaan-penyempurnaan sehingga dapat memenuhi seluruh kriteria yang ditetapkan oleh pengguna jasa. Pekerjaan ini meliputi
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
22 penggambaran Key Plan yang merupakan gambar-gambar utama kapal. Key Plan
merupakan output dari proses design kapal yang terdiri atas: o Rencana Garis (Lines Plan)
o Rencana Umum (General Arrangement Plan)
o Rencana Irisan Melintang Gading Tengah (Midship Section Plan)
o Rencana Profil Konstruksi dan Geladak (Construction Profile and Deck Plan) o Sekat-sekat melintang (Transversal Bulkheads)
o Perencanaan dalam Kamar Mesin (Arrangement in Engine Room)
Dari Key Plan selanjutnya dikembangkan menjadi gambar-gambar detail (Detail Plan) yang meliputi:
o Rencana Konstruksi Body Plan (Landing Body Plan) o Bukaan Kulit (Shell Expansion Plan)
o Konstruksi Gading Tengah (Midship Construction) o Konstruksi Kamar Mesin (Engine Room Construction) o Konstruksi Buritan (Stern Construction)
o Konstruksi Haluan (Bow Contruction)
o Konstruksi Rumah Geladak (Deck House Construction)
o Konstruksi Gading Buritan dan Kemudi (Rudder and Stren Frame Construction)
Perencanaan dan gambar kerja (Design/Production Drawing) ini merupakan tahap awal dalam jadwal waktu pelaksanaan pekerjaan dan sudah dilakukan (sebagian gambar; key plan) pada waktu perencanaan untuk tender.
Pekerjaan mould loft (gambar skala 1 : 1) untuk rencana garis sudah bisa dilaksanakan dari gambar rencana garis (lines plan) yang sudah disetujui klas. Gambar-gambar ini digunakan untuk disetujui oleh pihak pengguna jasa/pemilik kapal (ship’s owner) dan BKI.
Untuk melakukan fabrikasi material dibutuhkan gambar-gambar produksi yang merupakan pengembangan dari Key Plan dan Detail Plan. Gambar-gambar ini (Production Drawings) adalah gambar-gambar detail per sub-komponen yang merupakan kelanjutan dari Detail Plan setelah diberi informasi teknis untuk pengerjaan di lapangan (bengkel assembling). Gambar-gambar ini dibuat oleh Departemen Rancang Bangun (Engineering). Disamping gambar-gambar
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
23 produksi ini, juga dibuatkan piece list (daftar komponen) lengkap dengan
ukurannya masing-masing.
Design/Production Drawing selain digunakan untuk pekerjaan praktis di lapangan, juga untuk mengontrol pekerjaan produksi kapal (production control). Setelah gambar-gambar produksi (production drawings) selesai dibuat, selanjutnya diestimasikan jumlah material yang dibutuhkan untuk pembuatan kapal tersebut yang meliputi:
Pelat baja lembaran (steel sheet plate for marine use) Profil (flat bar, angle section dan rolled section) Expanded metal
Cat (primer, anti corrosion (AC), anti fouling (AF), coating) Kayu, vinyl, plywood, dan lain-lain
Pimpinan Proyek (Pimpro) atau Kepala Pelaksana lapangan yang dibantu Wakil Kepala Pelaksana, membuat daftar kebutuhan material ini dan dikoordinasikan dengan bagian pengadaan material (logistics) dan bagian pembelian untuk pengelolaan dan penjadwalan pemakaian material tersebut. Penentuan kebutuhan material ini adalah dengan cara manual, yaitu dengan menghitung:
Untuk pelat, panjang dan lebar Untuk profil, panjang
Cat, berdasarkan luas permukaan yang akan dicat dengan memperhitungkan jumlah cat yang digunakan satu satuan luas. Faktor pengalaman juga dikaitkan dengan estimasi jumlah cat yang dibutuhkan berdasarkan pemakaian cat pada kapal-kapal yang telah dibangun.
Jumlah mesin, pompa disesuaikan dengan yang dibutuhkan berdasarkan rancangan (gambar).
Jumlah kayu dan perlengkapan akomodasi disesuaikan dengan kebutuhan (dihitung dari gambar)
Jenis dan dimensi teknis dari material yang digunakan dalam pembangunan kapal harus memenuhi standar minimal sebagaimana yang disyaratkan oleh BKI.
Dalam tahapan rancangan (designing stage), disamping dibuatkan gambar-gambar rancangan (key plan, detail plan dan production drawings), juga ditentukan metode pembangunan kapal. Pemilihan metode ini berdasarkan type kapal, ukuran pokok kapal, jumlah kapal yang akan dibangun (series) diatas building berth, program pada galangan
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
24 kapal. Aspek-aspek ekonomis yang meliputi pembuatan kapal secara keseluruhan. Metode
ini sangat tergantung pada:
Tipe dan kapasitas perlengkapan dalam bengkel (shops) Ruang kerja yang tersedia (Dock space)
Tipe, jumlah dan perlengkapan building berth serta ukuran basin peluncuran / pengapungan Tingkat kerjasama antara galangan ini dengan perusahaan lain (third party) atau institusi rancang bangun dalam meproduksikan bagian-bagian konstruksi kapal. Faktor ini perlu dipertimbangkan bila ada komponen lainnya dibangun di perusahaan lain.
Secara umum, ada 2 (dua) metode pembangunan lambung yang diterapkan di galangan-galangan kapal, yaitu :
Metode seksi (section), yang dibedakan lagi atas: o Metode seksi “piramida” (pyramid section) o Metode seksi “pulau” (island section) Metode blok (block)
Dengan menerapkan kedua metode ini, maka deformasi akibat pengelasan total dapat ditekan minimal, dan dapat dicapai waktu fabrikasi yang lebih cepat.
Bila dipilih metode seksi “piramida”, maka pembangunan lambung diatas building berth dimulai dengan perakitan dan pengelasan piramida yang pertama (biasanya pada kompartemen yang berisi mesin induk, dan boiler), dan diurutkan selanjutnya ke arah haluan dan buritan kapal. Kelemahan utama penerapan metode ini adalah deformasi yang membujur (longitudinal deformation) yang besar namun prosesnya dapat diperlambat.
Bila dipilih metode seksi “pulau”, maka pembentukan lambung kapal dimulai dengan ereksi seksi-seksi secara serempak pada beberapa tempat sepanjang kapal sehingga membentuk pulau-pulau. Jumlah pulau biasanya 3 buah, tetapi jumlah ini tergantung pada ukuran kapal yang akan dibangun. Pada dasarnya urutan pengelasan dan ereksi dengan penerapan metode ini sama seperti metode seksi piramida.
Bila dipilih metode blok dalam pembentukan lambung, maka volume kerja diatas building berth adalah minimum. Demikian pula dengan deformasi membujur akibat pengelasan dapat diminimalkan. Dengan metode blok, lambung kapal dibagi atas beberapa blok besar, yang biasanya berbatasan pada setiap sekat melintang kapal (transversal bulkhead), atau pada jarak yang tak jauh dari sekat tersebut. Setiap blok terdiri atas komponen-komponen struktural (pelat kulit (shell), frame, bracket, girder, beam, floor, sekat (bulkhead), tanktop, deck, dll) yang sejajar dengan bidang midship.
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
25 Jumlah blok tergantung dari kapasitas angkut crane di galangan khususnya di building dock.
Keuntungan utama pembentukan lambung dengan metode ini adalah:
Periode assembling lambung dan siklus pembuatan kapal lebih singkat, karena lambung dan superstructure (bangunan atas) difabrikasi secara serempak, dan jumlah kerja perakitan yang besar dalam blok dapat dikurangi hingga minimum karena dilaksanakan dalam waktu yang sama.
Lebih mudah untuk merakit (assembling) seksi-seksi blok dan menyelesaikannya, terlindung dari cuaca buruk karena diselesaikan dalam bengkel assembling, juga dapat dimekanisasikan pengerjaan blok tersebut.
Dengan fitting-out berth yang sama, produksi kapal-kapal berseri dapat ditingkatkan hingga tidak kurang dari 50%.
Sementara dalam pembuatan kapal, dikenal metode-metode sebagai berikut:
Metode aliran posisional yang biasanya diterapkan untuk pembuatan kapal dalam jumlah besar (series), galangan kapal untuk penerapan metode ini biasanya dilengkapi dengan perlengkapan khusus untuk seluruh kapal yang dibangun secara serempak dari suatu posisi ke posisi berikutnya dalam rangkaian produksi. Bila diterapkan untuk pembuatan kapal–kapal kecil, maka metode ini biasanya dikenal dengan nama metode ban berjalan (conveyor belt method).
Metode Continuous Gang digunakan bila galangan tidak dilengkapi dengan perlengkapan sebagaimana disebutkan dalam metode pertama. Metode ini biasanya diterapkan untuk pembuatan kapal berseri namun setiap kapal dibangun hingga diluncurkan baru dibangun kapal berikutnya hingga selesai.
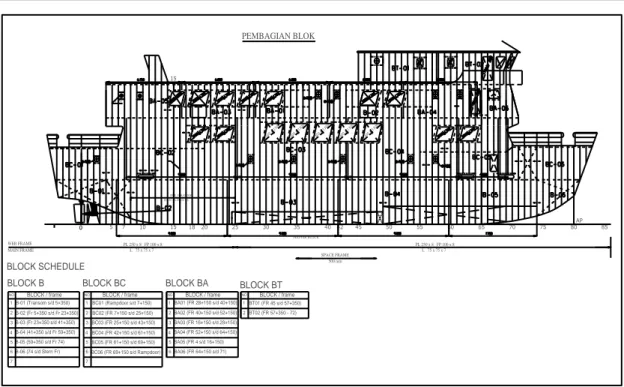
Jumlah kapal yang akan dibangun merupakan faktor decisif dalam pemilihan metode pembuatan kapal, terutama untuk membangun kapal tunggal atau berseri.Dalam pelaksanaan pekerjaan ini pihak galangan menetapkan untuk menggunakan Metode Blok untuk pembangunan lambung dan Metode Continuous Gang untuk pelaksanaan kerja dengan pertimbangan kemampuan fasilitas yang dimiliki galangan serta keuntungan-keuntungan teknis sebagaimana uraian diatas. Perencanaan pembagian blok-blok kapal adalah sebagai berikut :
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS 26 BA06 (FR 64+150 s/d 71) BA05 (FR 4 s/d 16+150) BA04 (FR 52+150 s/d 64+150) B-06 (74 s/d Stern Fr) B-05 (59+350 s/d Fr 74) B-04 (41+350 s/d Fr 59+350) B-03 (Fr 23+350 s/d 41+350) B-02 (Fr 5+350 s/d Fr 23+350) MASTER BLOCK 15 42 18 7 2 1 NO BLOCK / frame 6 5 4 3 2 1 NO BLOCK / frame 7 6 5 4 3 2 1 BLOCK / frame NO 7 6 5 4 3 2 1 BLOCK BT BT01 (FR 45 s/d 57+350) BT02 (FR 57+350 - 72) BA03 (FR 16+150 s/d 28+150) BA02 (FR 40+150 s/d 52+150) BA01 (FR 28+150 s/d 40+150) BLOCK BA BLOCK BC BC01 (Rampdoor s/d 7+150) BC02 (FR 7+150 s/d 25+150) BC03 (FR 25+150 s/d 43+150) BC04 (FR 42+150 s/d 61+150) BC05 (FR 61+150 s/d 69+150) BC06 (FR 69+150 s/d Rampdoor) B-01 (Transom s/d 5+350) BLOCK / frame NO BLOCK B BLOCK SCHEDULE 85 80AP 75 70 65 60 55 L 75 x 75 x 7 PL 250 x 8 FP 100 x 8 PEMBAGIAN BLOK 1300 x 1300 1300 x 1300 1300 x 1300 1300 x 1300 1300 x 1300 Ø 250 50 45 40 35 SPACE FRAME 500 mm 30 25 SIDE STRANGER PL 250 x 8 FP 100 x 8 20 15 10 L 75 x 75 x 7 5 00 MAIN FRAME WEB FRAME PL 250 x 8 FP 100 x 8
Gambar 3. Rencana pembagian blok
E. Fabrikasi
Fabrikasi merupakan tahapan awal dalam proses produksi konstruksi kapal (steel construction), dan menghasilkan sebagian besar komponen yang membentuk struktur kapal tersebut.
Jenis pengerjaan yang terjadi dalam proses fabrikasi adalah: Mould lofting
Penandaan (marking); Pemotongan (cutting);
Pembentukan (Roll, Press and bending); Sub assembling.
E.1. Mould Lofting
Karena struktur kapal yang komplek terutama konstruksi yang berada di
bagian haluan dan buritan, maka sulit untuk memfabrikasi komponen konstruksi tersebut secara langsung dari gambar-gambar rancangan, kecuali dengan menerapkan teknologi yang sudah terkomputerisasi (CAD/CAM). Gambar–gambar rancangan (design plans) umumnya digambarkan dengan skala 1 : 50 hingga 1 : 100 sehingga kesalahan akan lebih mudah terjadi bila komponen kapal difabrikasikan secara langsung dalam ukuran sebenarnya. Oleh sebab
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
27 itu, diperlukan suatu tahapan pengerjaan yang merupakan media antara pekerjaan rancangan
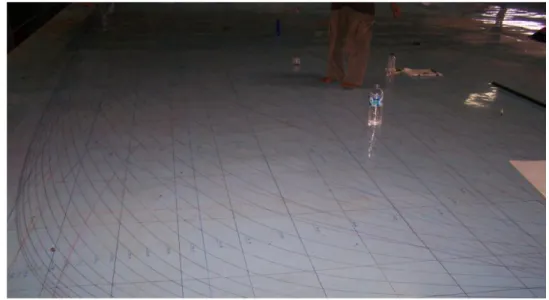
dan fabrikasi yang dalam istilah teknik perkapalan disebut sebagai proses mould lofting.
Gambar 4. Mould Lofting
Dalam proses mould lofting, konstruksi kapal digambarkan dengan metode skala 1 : 1 (full scale lofting), 1 : 10 sampai 1 : 25 (reduced scale lofting), di atas lantai gambar yang terbuat dari papan atau plywood. Metode mould lofting lainnya adalah numerical lofting yang tidak menggunakan skala tertentu karena gambar lofting yang tidak menggunakan skala tertentu karena gambar lofting seluruhnya tersimpan dalam bentuk data numeric yang diolah dengan komputer. Hasilan (output) dari data numeric ini dikonversikan ke dalam bentuk pita berlubang (punched card) yang diproses dengan mesin Computerized Numerical Control (CNC) untuk pemotongan pelat dan sebagainya.
Keuntungan penerapan numerical lofting adalah bahwa data mould lofting tersimpan dalam memori komputer untuk jangka waktu yang sangat lama selama tidak terjadi kerusakan pada data tersebut. Data ini sewaktu-waktu dapat dimanfaatkan kembali bila dibutuhkan untuk membangun kapal dengan tipe dan ukuran yang sama.
Pelaksanaan mould lofting untuk konstruksi dapat dilakukan setelah ada gambar lines plan, data offset dan dimensi konstruksi dari bagian Rancang Bangun (engineering) yang sudah disetujui oleh klas. Schedule utama (± 1 bulan) pada tahap ini adalah mendapatkan bentuk gading-gading tiap jarak gading dan selebihnya adalah perbaikan dan bentuk-bentuk lain konstruksi kapal.
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
28
E.2. Penandaan (marking)
Marking adalah proses penandaan komponen berdasarkan data dari bengkel Mould Loft, sebelum melakukan pemotongan (cutting) terhadap komponen.
Berdasarkan peralatan yang digunakan, marking dibedakan atas: Penandaan secara manual (manual marking)
Gambar 5. Penandaan secara manual (manual marking) Penandaan dengan metode proyeksi (projection marking)
Penandaan dengan menggunakan mesin electro photo Penandaan secara numeric (numerical controlled marking)
Dengan manual marking, seluruh penandaan penggambaran komponen diatas permukaan material dilakukan secara manual dengan menggunakan peralatan sederhana.
Pada projection marking, proses penandaan dibantu dengan peralatan optik sehingga gambar komponen dari bengkel mould loft dapat diskalakan.
Sementara Electro Photo Marking (EPM) merupakan pengembangan dari projection marking. Proses marking ini tidak membutuhkan pengerjaan awal (pre-processing) pada pelat baja yang akan di marking, karena sudah menggunakan photo conductive powder (EPM photoner) dan fixative.
Sedangkan Numerically Controlled Marking dibantu dengan peralatan komputer (CNC) dimana data inputnya hanya merupakan data numeric.
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
29 Selama penandaan pelat ini terlebih dahulu dicatat nomor pelat/identifikasi
pelat dan dibuat daftar pemakaian dan penempatannya di kapal tersebut (cutting plan) untuk keperluan telusur material (traceability material).
E.3. Pemotongan (cutting)
Cutting merupakan tahapan fabrikasi setelah penandaan di mana pemotongan dilakukan mengikuti kontur garis marking dengan toleransi sebagaimana yang ditetapkan di dalam rencana pemotongan pelat (cutting plan). Pemotongan dengan oxygen cutting dengan memperhatikan jarak dari nozzle ke pelat agar menghasilkan pemotongan yang efektif dan lose material yang kecil.
Berdasarkan jenis peralatan yang digunakan untuk pemotongan pelat, maka pemotongan dibedakan atas:
Pemotongan manual dengan menggunakan gas
Gambar 6. Pemotongan manual dengan menggunakan gas Pemotongan otomatis dengan menggunakan gas
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
30
E.4. Pembentukan (roll, press, dan bending)
Roll, press dan bending merupakan kelanjutan proses fabrikasi dari marking dan cutting.
Roll adalah proses pembentukan pelat dimana pelat akan berubah bentuk secara radial dengan tekanan dan gerakan antara dua die (round bar).
Gambar 8. Mesin Roll
Press adalah proses penekanan pelat untuk pelurusan dan perataan permukaan pelat yang mengalami waving.
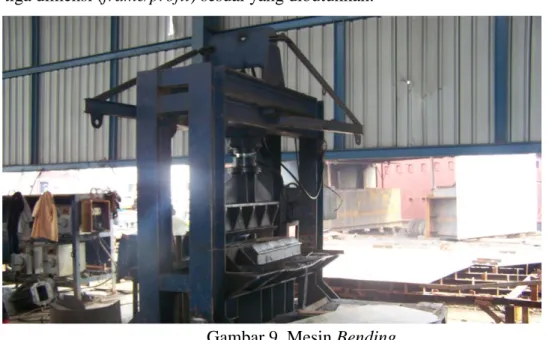
Bending adalah proses pembentukan pelat atau profil hingga membentuk seksi tiga dimensi (frame/profil) sesuai yang dibutuhkan.
Gambar 9. Mesin Bending
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
31 Pembentukan dingin (cold bending)
Cold bending adalah proses pembentukan pelat atau profil dalam keadaan temperatur normal (suhu kamar) tanpa efek suhu dari luar.
Pembentukan panas (hot bending)
Hot bending adalah proses pembentukan pelat atau profil dengan bantuan pemanasan dari luar untuk memudahkan pengerjaan pembentukan.
E.5. Sub-Assembling
Sub Assembling merupakan tahapan perakitan awal yang fungsinya adalah untuk mengurangi volume kerja diatas assembling jig. Pekerjaan sub assembling meliputi antara lain penyambungan pelat, perakitan pelat dengan konstruksi penguat (stiffener, girder, dan sebagainya), perakitan profil-profil I, T, siku (angle) dsb, yang akan membentuk panel-panel untuk posisi vertikal dan horizontal.
Gambar 10. Perakitan pelat dengan konstruksi penguat (stiffener, girder, dan sebagainya)
Pelaksanaan pekerjaan pada tahap ini dilaksanakan setelah proses mould lofting, marking, cutting, dan bending selesai.
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
32
F. Perakitan (Assembling)
Assembling merupakan tahapan lanjutan dari proses fabrikasi. Seluruh material yang telah difabrikasi, baik pelat baja maupun profil-profil (rolled shapes) digabungkan dan dirakit menjadi satu unit tiga dimensi yang lebih besar dan kompak (block).
Gambar 11. Perakitan komponen-komponen Perakitan komponen dimaksudkan untuk:
Meningkatkan produktivitas dan memperkecil volume kerja di atas building berth; Mempersingkat waktu kerja dengan mengurangi pekerjaan diatas building berth;
Meningkatkan kemampuan kerja dan keselamatan kerja khususnya untuk pekerjaan out fitting dan pengecatan karena dapat dilaksanakan selama perakitan.
Ukuran blok / seksi yang dirakit sepenuhnya tergantung kepada dimensi kapal yang dibangun serta kapasitas crane pada bengkel assembling.
Selain perakitan pelat, dalam bengkel assembling juga dilakukan perakitan komponen out-fitting (perpipaan dan kelistrikan).
G. Ereksi (Erection)
Ereksi adalah proses penyambungan blok-blok/seksi konstruksi yang telah dirakit, pada building berth dengan posisi tegak, dengan menggunakan crane.
Urutan peletakan blok ditentukan dalam tahapan rancangan. Blok atau seksi pada kamar mesin (seperti Gb. E.1 pada blok BA 1) karena berhubungan dengan pekerjaan konstruksi tongkat kemudi (rudder stock), daun kemudi (rudder), dan poros baling-baling dan parameter untuk penyambungan blok-blok tersebut dipakai blok didaerah parallel midle body (bagian tengah kapal dengan lebar yang sama) sebagai master blok (blok BA 4), dilanjutkan dengan penyambungan blok-blok atau seksi ke arah haluan dan buritan kapal.
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
33 Proses pekerjaan ereksi secara umum adalah:
Penyambungan Blok / Seksi
Gambar 12. Penyambungan blok/seksi
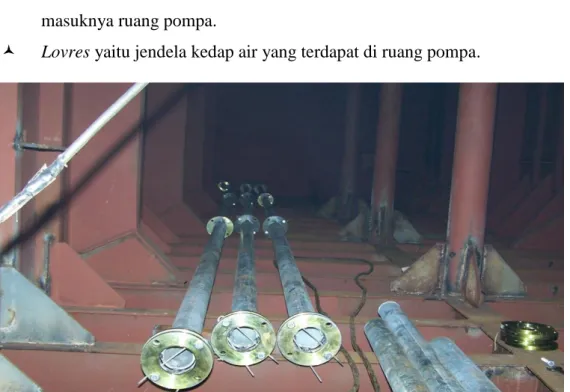
Pemasangan perlengkapan lambung (Hull Out-fitting), yang terdiri dari: penyambungan sebagian pipa-pipa
1. (Loading/Unloading lines yaitu pemasangan pipa untuk pengaliran keluar masuknya methanol dari pelabuhan (kilang methanol) ke dalam kapal.
2. Venting yaitu suatu pipa yang berfungsi sebagai ventilasi yang letaknya di atas tangki kapal.
3. PV Valve System yaitu katub yang berfungsi untuk menyekat atau mengeluarkan gas bertekanan dari tangki.
4. Sounding System yaitu system pengukuran volume tangki.
Access Trunk dan Ladder yaitu tangga masuk ke tangki methanol di lambung kapal atau tangga yang menghubungkan dasar lambung kapal dengan main deck panel.
Pump House yaitu ruang pompa
Main Deck dan Tank Top manhole yaitu lubang untuk masuk dan keluarnya orang yang berada diatas geladak utama
Manhole Hatch yaitu tutup dari lubang manhole. Bollard yaitu tempat menggulungnya tali penambat.
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
34 Vertical Ladder yaitu tangga yang berbentuk vertical
Saveall Tray yaitu tempat jalannya kabel listrik.
Fender Eye Ligs yaitu lubang yang terletak di pagar untuk jalannya tali guna menambat didermaga.
Pump Foundations yaitu pondasi pompa yang berada di dalam pump house. Watertight Doors yaitu pintu kedap air yang berfungsi sebagai pintu keluar
masuknya ruang pompa.
Lovres yaitu jendela kedap air yang terdapat di ruang pompa.
Gambar 13. Penyambungan pipa-pipa
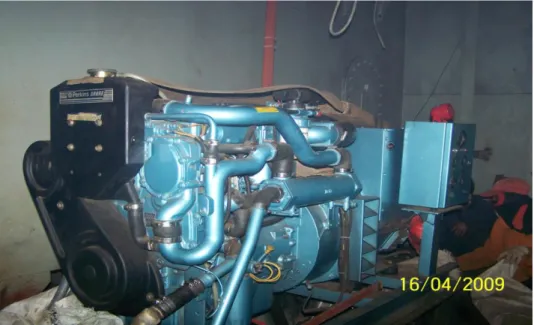
Pemasangan Mesin Induk, mesin-mesin bantu beserta instalasi perlengkapannya. Untuk mesin induk dan mesin bantu untuk saat sekarang ada waktu tenggang sejak pemesanan barang antara 5–8 bulan untuk ukuran tersebut, maka pemasangan mesin induk dilakukan setelah peluncuran (floating work).
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
35 Gambar 14. Pemasangan mesin induk
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
36 Pemasangan generator listrik, penyambungan kabel, dan switch board.
Gambar 15. Pemasangan generator listrik, penyambungan kabel, switch board Pemasangan Zinc Anodes.
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
37 Pengecatan (Primer, Anti Corrosion (AC), Anti Fouling (AF), dan coating).
Gambar 17. Pengecatan (primer, anti-corrosion, anti-fouling, dan coating)
Pemasangan Zinc Anodes dan pengecatan AC dimaksudkan untuk memproteksi kapal dari proses korosi, khususnya untuk kapal yang terbuat dari bahan baja (steel ship), sementara pengecatan AF adalah untuk melindungi lambung kapal terbenam dari penempelan biota laut. Pemilihan anoda yang terbuat dari material Zinc adalah karena disamping murah secara ekonomis, juga menghasilkan tingkat effisiensi yang tinggi (mencapai 95% pada air laut) dibandingkan dengan material anoda lainnya seperti alumunium (50%) dan magnesium (60%).
Selain itu, masih dalam hubungannya dengan proses ereksi, satu hal yang perlu diperhatikan adalah terjadinya deformasi atau defleksi secara melintang maupun membujur, sebagai akibat dari pengelasan pada saat penyambungan blok atau seksi-seksi. Oleh sebab itu, pemantauan terhadap perubahan struktur kapal (dimension check) selama proses ereksi harus dilakukan secara kontinyu sebagai upaya untuk pengontrolan terhadap proses ereksi itu sendiri. Bila deformasi atau defleksi yang terjadi terlampau besar (di atas 30 mm), maka dilakukan pemanasan (heating) terhadap struktur tersebut hingga terjadi deformasi/defleksi arah balik sehingga deformasi/defleksi secara keseluruhan dapat diminimalkan. Disamping itu, sering terjadi cocking-up atau cocking down pada blok haluan dan buritan pada saat penyambungan. Untuk memperkecil hal tersebut maka biasanya penyambungan blok haluan dan blok buritan dilakukan dengan sudut kemiringan tertentu terhadap bidang dasar sehingga terjadinya cocking akan mengembalikan struktur ke posisi yang sesuai.
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
38
H. Konstruksi Buritan
Instalasi konstruksi bagian buritan (stern arrangement) meliputi; tongkat kemudi, daun kemudi, poros baling (propeller shaft), penumpu poros (V bracket), dan baling-baling (propeller). Jadwal pelaksanaan dimulai setelah blok buritan (BA 1) dan blok kamar mesin (BA 2) terbentuk sampai di tempat ereksi. Pekerjaan ini meliputi:
a. Penyetelan (alignment) dan pengelasan bush tongkat kemudi.
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
39 b. Penyetelan dan pengelasan poros baling-baling dan V bracket.
Gambar 19. Penyetelan dan pengelasan poros baling-baling dan V bracket c. Pemasangan as propeller
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
40 d. Pemasangan Propeller
Gambar 21. Pemasangan propeller e. Pemasangan Daun kemudi
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
41 Pada pengelasan antara flen dan tongkat kemudi dan V bracket dengan bush poros
setelah di las dilakukan test kualitas las-lasan (Non-Destructive Test) yaitu dengan penetrant test (colour check) dan ultra sonic test (UT).
Gambar 23. Colour check/Penetrant Test pada bush rudder stock
Gambar 24. Ultrasonic Test (UT) pada bush rudder stock
I. Peluncuran (Launching)
Proses peluncuran dilakukan setelah ereksi fisik kapal telah mencapai lambung dan bangunan atas (stern arrangement, zinc anode, sea chest), Radiographi Test (RT) atau X-Ray terhadap las-lasan yang lokasi dan jumlahnya ditentukan oleh BKI dan tes kebocoran (leak
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
42 test). Sisa pekerjaan fisik pembangunan selanjutnya diselesaikan dalam keadaan terapung di
atas permukaan air.
Berdasarkan tipe bengkel ereksi (building berth), maka metode peluncuran kapal dibedakan atas:
Metode peluncuran membujur (end launching) Metode peluncuran melintang (side launching)
Metode peluncuran dengan pengapungan (floating launching)
Pada peluncuran membujur dan melintang, kapal biasanya dibangun diatas building berth di atas slipway. Jika kapal dibangun dengan posisi membujur atau sejajar panjang slipway, maka peluncuran dilakukan dengan metode peluncuran melintang.
Sementara pada peluncuran dengan pengapungan, kapal dibangun di dalam dock gali (graving dock) atau galangan terapung (floating dock). Proses pengapungan dilakukan dengan memompa air ke dalam graving dock atau floating dock hingga konstruksi kapal akan terapung dengan sendirinya, selanjutnya pintu dock dibuka (pada graving dock) dan kapal ditarik keluar dari dock dengan bantuan kapal tarik (tug boat).
Peluncuran kapal yang akan dibangun ditetapkan menggunakan metode peluncuran melintang (side launching) mengingat area air di depan building berth (water front area) dan fasilitas slipway yang tersedia di galangan untuk pembangunan ini adalah dari tipe side launching slipway.
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
43
J. Sistem Perpipaan Kapal
Peralatan dalam sistem perpipaan terdiri dari pipa, katup (valve), flen, filter, fitting, pompa, dan lain-lain. Jadwal pemasangan sistem perpipaan ini dimulai setelah penyambungan antar block. Sistem perpipaan ini dimulai setelah penyambungan antar block. Sistem perpipaan pertama yang dipasang adalah sistem bilga dan ballast, sea chest dan cross pipe-nya dan sistem ini terpusat di kamar mesin dan selanjutnya sistem pipa pendingin, pemadam kebakaran dan lain-lain. Tahapan instalasi pipa mulai dari persiapan muka las, penyetelan (fit-up), dan pengelasan. Penyambungan antar pipa dengan flen harus memperhatikan perapihan las-lasan di sekitar flen dan ujung pipa yang disambung, digerinda agar tidak menambah hambatan aliran fluida dan mengurai tingkat laju korosi di daerah tersebut. Fungsi dan kekedapan katup di tes secara individu sebelum disambung dengan sistem perpipaan. Untuk pompa dilakukan tes kapasitas dan head-nya sesuai dengan aturan pengujian tekanan.
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
44
Gambar 27. Pemasangan saluran perpipaan
K. Sistem Kelistrikan dan Navigasi
Jaringan listrik dan panel-panelnya mulai dipasang setelah peluncuran kapal dan bertahap mengikuti pemasangan blok rumah kemudi (Wheel House : BN). Instalasi peralatan dan perlengkapan navigasi mengikuti panduan teknisi dari pabrik pembuat / supplier dan dilaksanakan setelah instalasi blok rumah kemudi dan sebagaian interiornya. Penetrasi kabel-kabel yang menembus sekat dibuat rapih dan kedap.
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
45 Gambar 29. Mother Switch Board (MSB)
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
46
L. Peralatan dan Permesinan Geladak
Permesinan geladak (deck machinery) dipasang setelah peluncuran kapal seperti windlass dan winch, ulup rantai jangkar, tiang radar, hydran, sekoci dan peralatan keselamatan lainnya, steering gear, boat davit, sistem pengatur udara (AC) dan ventilasi mekanik.
Gambar 30. Pemasangan winch ramp door
M. Peralatan dan Perlengkapan Kapal
Peralatan dan perlengkapan (others miscellanous & equipment) ini mulai dipasang pada saat blok sudah terbentuk sebelum di ereksi di building berth antara lain peralatan tambat (bollard & fairlead), penetrasi, man hole, tiang radar dan lain-lain. Tata letak bollard dan fairlead diatur dengan posisi winch supaya menghasilkan sistem penambatan yang efektif. Pengelasan peralatan tersebut ke badan kapal, terutama pelat kapal diberi pelat doubler dan bracket, ujung-ujung bukaan seperti man hole diberi round bar.
N. Mesin Induk dan Mesin Bantu
Instalasi Mesin Induk dan Mesin Bantu (M/E dan A/E) dapat dilaksanakan setelah blok-blok sampai geladak disambung dengan baik. Karena perkiraan kedatangan permesinan tersebut memerlukan waktu lama (melebihi jadwal peluncuran, maka instalasi permesinan tersebut dilaksanakan setelah peluncuran kapal (floating condition) dan setelah melalui prosedur pengujian seperti pengujian di pabrik pembuat (manufacturer shop test). Penyetelan mesin induk ini dengan mempertimbangkan sudut kemiringan poros propeller, persyaratan ketebalan bantalan dudukan mesin (chock fast).
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
47 Gambar 31. Penuangan chock fast
O. Akomodasi dan Isolasi Sekat-sekat
Jadwal pelaksanaannya setelah instalasi saluran kabel (cable tray), perpipaan dan saluran udara (ducting) selesai. Kriteria isolasi seka-sekat ini mengikuti spesifikasi material dari spesifikasi teknis dan peraturan yang berlaku. Pekerjaan pada tahap ini adalah pemasangan interior tiap ruangan akomodasi, pelapisan dinding (lining & ceilling) dan pelapisan geladak (deck covering).
Gambar 32. Pemasangan cable tray
P. Penyelesaian (Finishing)
Finishing merupakan tahapan akhir pembangunan yang dilakukan setelah kapal dalam kondisi terapung diatas permukaan air. Pekerjaan yang dilakukan pada tahapan ini adalah:
Pengecatan (coating) interior kapal dan eksterior bangunan atas
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
48 Gambar 33. Pemasangan interior dalam kapal
Pemasangan perlengkapan keselamatan (lifeboat atau rescue boat, liferaft, lifebuoy, life jacket, perlengkapan pemadam kebakaran, dan lain-lain)
Gambar 34. Pemasangan perlengkapan kapal (dewi-dewi/davits dan sekoci) Pemasangan perlengkapan navigasi dan nautika
Accomodation & insulation
Q. Pengujian (Function Test)
Selanjutnya, sebelum diserahkan kepada pemilik kapal (ship’s owner), kapal yang telah dibangun tersebut perlu mengalami proses pengujian antara lain :
Function Test yaitu, pengujian untuk menilai apakah seluruh perlengkapan dan permesinan kapal yang terpasang di kapal dapat berfungsi dengan baik.
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
49 Inclining Test yaitu, pengujian untuk memperoleh karakteristik stabilitas aktual kapal
setelah dibangun. Stabilitas hasil inclining test ini yang dipergunakan sebagai data stabilitas akhir kapal tersebut.
Dock Trial yaitu, pengoperasian kapal dan seluruh perlengkapannya di dalam areal dock antara lain:
- Mesin penggerak kapal dan mesin bantu - Sistem air minum dan sanitary
- Pompa-pompa dan perlengkapan kamar mesin lainnya - Kemudi dan mesin kemudi
- Uji mekanis pintu pendarat
- Panel dan lampu penerangan – navigasi dan komunikasi
Sea trial yaitu, pengujian berlayar sebagai salah satu syarat untuk memperoleh sertifikasi kelaikan pelayaran. Pengujian ini meliputi antara lain:
- Pengujian kecepatan kapal serta daya dan putaran mesin induk kapal pada berbagai kondisi antara lain; 1/4, 2/4, 3/4, 4/4, dan 110% MCR
- Pengujian cikar kiri dan kanan
- Percobaan maju, mundur dan crash stop
- Pengujian fungsi operasional perlengkapan keselamatan, jangkar, dan lain-lain
- Percobaan ketahanan berlayar minimum 4 jam dengan kecepatan 11 knot dan displacement 80% pada pengukuran pemakaian bahan bakar
- Percobaan spiral test dan reverse spiral test - Percobaan olah gerak kapal (manoeuvring test) - Percobaan gerakan kemudi pada kecepatan rendah - Pengukuran getaran dan kebisingan kapal
R. Penggambaran Akhir, Sertifikasi, dan Persetujuan Klasifikasi (Class Approval)
Setelah dilakukan pengujian diatas dan kapal dinyatakan memenuhi seluruh
persyaratan sebagaimana ditetapkan dan disetujui oleh badan klasifikasi yang telah dipilih, maka selanjutnya dibuatkan penggambaran akhir sesuai pembangunan (As Built Drawings) untuk memperoleh sertifikasi class dan sebagainya serta memperoleh persetujuan badan klasifikasi tersebut.
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
50
S. Serah Terima (Delivery)
Serah terima kapal dilakukan ditempat sesuai yang ditetapkan dalam kontrak. Serah terima dilaksanakan sesuai rencana dalam jadwal pelaksanaan pekerjaan (time schedule) dan direncanakan tidak lebih dari 450 hari kalender. Mobilisasi kapal ke tempat serah terima menjadi tangung jawab pihak galangan.
Hendriyadi (4107100103) | Jurusan Teknik Perkapalan – FTK ITS
51
BAB IV PENUTUP
Demikian Laporan Kerja Praktek ini disusun berdasarkan pengalaman praktikan selama mengikuti Kerja Praktek pada PT Daya Radar Utama (Shipyard and Engineering). Dari pengamatan dan pengalaman yang praktikan dapat maka terlihat adanya perbandingan antara teori yang didapat di bangku kuliah dengan praktek di lapangan yang dimana tentu saja praktek di lapangan lebih banyak ditemukan ilmu dan hal – hal baru yang belum tentu dipelajari di bangku kuliah, dan dapat mengetahui baik kelebihan maupun kekurangan lainnya. Untuk itu penyempurnaan laporan ini maka saran dan kritik yang membangun dari pembaca sangat praktikan butuhkan.
Kesimpulan
a. Kerja Praktek harus diikuti oleh tiap-tiap mahasiswa untuk melengkapi persyaratan pengambilan tugas akhir.
b. Kerja Praktek dilakukan untuk menambah pengetahuan dan pengalaman kerja di dalam dunia kerja.
c. Selama kerja praktek kami mendapat banyak sekali gambaran pekerjaan yang akan kami hadapi setelah menyelesaikan tugas-tugas kuliah.
Saran
Perlu adanya perhatian serius dalam keselamatan kerja dan koordinasi yang lebih baik
antara pihak perusahaan dan pekerja guna meningkatkan produktivitas pekerja. Perlu
penguasaan alat-alat keselamatan kerja oleh perusahaan, juga perlunya pemeliharaan alat-alat
kerja dengan baik. Serta untuk meningkatkan mutu galangan PT Daya Radar Utama
(Shipyard and Engineering) dibutuhkan fasilitas yang cukup memadai guna menghadapi persaingan dalam industri perkapalan di masa sekarang ini.
Dengan adanya Kerja Praktek di PT Daya Radar Utama (Shipyard and Engineering) ini yang terpenting adalah hubungan yang kontinyu antara PT Daya Radar Utama (Shipyard and Engineering) dan Jurusan Teknik Perkapalan Fakultas Teknologi Kelautan – Institut Teknologi Sepuluh Nopember.