Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
BAB I
PENDAHULUAN
1.1 Latar Belakang
Usaha Tol laut dapat dimaksimalkan efisiensinya, apabila sarana dan prasarana dimaju-kembangkan dengan teknik yang memadai atau berteknologi maju. Teknologi yang menentukan usaha pelayaran dalam kaitannya dengan kapal penumpang ialah penggunaan mesin (mekanisasi) untuk penggerak kapal. Pemanfaatan mesin dalam kapal penumpang sangat membantu kegiatan pelayaran. Oleh karena itu, semakin modern teknik mesin yang digunakan semakin efektif dan efisien pula kegiatan pelayaran.
Keadaan demikian berhubungan pula dengan pemasangan mesin kapal yang digunakan. Apabila pemasangan mesin tidak tepat berkedudukan datar selaras dengan sumbu dan baling-baling, maka menyebabkan tidak optimalnya fungsi mesin sebagai penggerak kapal. Kajian tentang hal perlu di perhatikan, terutama hal yang dilakukan di galangan kapal atau pun oleh bengkel mesin kapal. Manga (1993) melukiskan dua jenis hubungan mesin penggerak dengan baling-baling yang harus dilakukan, tapi tanpa menjelaskan bagaimana kedudukan sumbu baling-baling terhadap kapal. Juga tidak pula dinyatakan keadaan tingkat efektif (mangkus) setiap hubungan yang dikemukakan itu. Untuk mengkonversikan antara suatu jenis mesin sebagai mesin utama baik dari jenis kecepatan tinggi atau menengah pada suatu kapal penumpang sangat erat kaitannya dengan rancangan awal dalam pembuatan kapal, yang berkaitan pula dengan keadaan mesin yang dipakai atau pemilihan mesin (Fyson 1985), dan teknik pemasangan mesin pada kapal. Seperti yang dikemukakan oleh Ahmad etal. (2004) bahwa tahapan di dalam pembuatan suatu kapal di antara rangkaian sistemnya adalah pemasangan landasan mesin dan pemasangan sumbu baling-baling (bost propeller).
Dengan demikian diperlukan suatu pemaduan (integrasi) antara teknik pemasangan instalasi mesin dengan perancangan kapal. Itu haruslah berdasarkan pengetahuan teknik pemasangan mesin yang efektif menggerakkan kapal. Tujuan percobaan ini ialah untuk mendapatkan teknik pemasangan mesin kapal yang efektif (mangkus) agar fungsi mesin sebagai penggerak kapal tercapai secara optimal dan efisien.
Sehingga sehubungan dengan hal tersebut, Jurusan Teknik Sistem Perkapalan, Fakultas Teknik Universitas Pattimura menyelenggarakan kerja praktek bagi para mahasiswanya. Kerja praktek ini merupakan salah satu cara penerapan student center
learning, diharapkan dengan adanya kerja praktek dapat menambah wawasan
mahasiswa, mendapatkan pengetahuan sekaligus pengalaman. Nantinya diharapkan mahasiswa lebih siap untuk memasuki dunia kerja. Karena itu informasi yang didapatkan mahasiswa di bangku kuliah, diperlukan bentuk aplikasinya dalam dunia kerja.
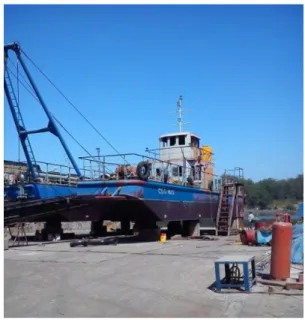
Dalam kesempatan ini, praktikan telah melaksanakan kerja praktek I di PT. Dumas Tanjung Perak Shipyard, Surabaya selama kurang lebih 1 bulan dengan 20 hari kerja terhitung dari tanggal 18 Juli 2016 sampai dengan 18 Agustus 2016. PT. Dumas Tanjung Perak Shipyard merupakan galangan kapal yang terletak di daerah tanjung perak Surabaya dan merupakan galangan kapal swasta yang bergerak dalam bidang pembangunan kapal baru dan reparasi kapal. Pada saat praktikan melakukan kerja praktek Saat PT. Dumas Tanjung Perak Shipyard tengah melakukan proses pembangunan kapal
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
1.2 Tujuan
Tujuan pelaksanaan Kerja Praktek meliputi hal-hal sebagai berikut:
1.2.1 Umum
1. Terciptanya suatu hubungan yang sinergis, jelas, dan terarah antara dunia perguruan tinggi dan dunia kerja sebagai pengguna output-nya.
2. Meningkatkan kepedulian dan partisipasi dunia usaha dalam memberikan kontribusinya dalam sistem pendidikan nasional.
3. Membuka wawasan mahasiswa agar dapat mengetahui dan memahami aplikasi ilmu di dunia industri pada umumnya serta mampu menyerap dan berasosiasi dengan dunia kerja secara utuh.
4. Mahasiswa dapat mengetahui dan memahami sistem kerja di dunia industri sekaligus mampu mengadakan pendekatan masalah secara utuh.
5. Menumbuhkan dan menciptakan pola berpikir konstruktif yang lebih berwawasan bagi mahasiswa.
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
1.2.2 Khusus
1. Untuk memenuhi beban Satuan Kredit Semester (SKS) yang harus ditempuh sebagai persyaratan akademis di Jurusan Teknik Mesin Program studi Sistem Perkapalan FTK UNPATTI.
2. Mengenal lebih jauh tentang teknologi proses-proses yang berkaitan dengan bidang teknik Sistem perkapalan.
3. Mempelajari secara khusus Proses pemasangan Mesin Induk kapal Perintis 1200
GT di Galangan kapal PT. Dumas Tanjung Perak Shipyard.
4. Mengidentifikasi, menganalisis, dan memecahkan beberapa permasalahan yang berkaitan dengan teknis khususnya mengenai hal – hal yang telah disebutkan pada poin 2 dan 3.
1.3 Manfaat Kerja Praktek
Manfaat pelaksanaan kerja praktek di PT. Dumas Tanjung Perak Shipyard adalah: 1. Dapat mengetahui kerja antara industri galangan kapal, owner surveyor, pihak
class kapal dan proses pembangunan kapal baru.
2. Dapat mengetahui stuktur organisasi dan mekanisme PT. Dumas Tanjung Perak Shipyard.
3. Dapat Mengetahui tata letak (Lay Out) PT. Dumas Tanjung Perak Shipyard. 4. Dapat mengetahui ruang lingkup dan aktifitas perusahaan PT. Dumas Tanjung
Perak Shipyard.
5. Memperoleh pengalaman yang berharga selama kerja praktek di PT. Dumas Tanjung Perak Shipyard.
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
1.4 Waktu Kerja Praktek
Kerja praktek dilaksanakan pada tanggal 18 Juli 2016 sampai dengan 18 Agustus 2016 di PT. Dumas Tanjung Perak Shipyard.
1.5 Lokasi Kerja Praktek
Kerja praktek dilakukan di PT. Dumas Tanjung Perak Shipyard yang beralamat di Jalan Nilam Barat nomor 12, Tanjung Perak, Surabaya 60177. Pada saat melakukan kerja praktek, praktikan ditempatkan di galangan 12 dan 24 PT. Dumas Tanjung Perak Shipyard yang beralamat di Jalan Nilam Barat nomor 12 dan 24-26, Tanjung Perak, Surabaya.
1.6 Batasan Masalah
Dalam penulisan laporan kerja praktek di PT. Dumas Tanjung Perak Shipyard ini, penulis membatasi setiap pembahasan dalam laporan ini hanya didasarkan pada data-data yang diperoleh melalui pengamatan langsung, wawancara dan pengambilan data sekunder yang berhubungan dengan proses pemasangan mesin induk (main engine).
1.7 Metode Pengumpulan Data
Dalam pengumpulan data-data yang diperlukan untuk penyusunan laporan kerja praktek ini, penulis menggunakan beberapa metode penulisan dan penelitian sebagai berikut :
1. Metode Pengamatan Langsung
Metode pengamatan langsung yakni melakukan observasi langsung dengan melihat aktifitas yang dilakukan oleh pekerja PT. Dumas Tanjung Perak Shipyard maupun Subkontraktor.
2. Metode Wawancara
Metode ini dilakukan dengan cara menanyakan langsung kepada pembimbing lapangan dan para pekerja yang sedang melakukan pekerjaannya masing-masing di lapangan dan di kantor.
3. Metode Pengambilan Data Sekunder
Metode ini dilakukan dengan cara mendapatkan data dokumen dan laporan pekerjaan pembangunan kapal baru dari para pembimbing lapangan kerja praktek.
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
1.8 Sistematika Laporan
Pada penulisan laporan kerja praktek ini, Penulis membagi laporan menjadi beberapa bab, diantaranya :
1. Bab I Pendahuluan
Berisi tentang latar belakang, tujuan dan maksud dari kerja praktek, waktu dan lokasi perja praktek, batasan masalah, metode pengumpulan data, dan sistematika penulisan laporan kerja praktek.
2. Bab II Deskripsi Perusahaan
Berisi tentang gambaran secara umum PT. Dumas Tanjung Perak Shipyard yang terdiri dari gambaran umum perusahaan, sejarah, tata letak perusahaan, peraturan dan jam kerja, sumber daya manusia, struktur organisasi, layout perusahaan, fasilitas galangan PT. Dumas Tanjung Perak Shipyard, ruang lingkup kegiatan dan bidang usaha.
3. Bab III Analisa dan Pembahasan
Berisi teori tentang pekerjaan dan segala kegiatan yang dilakukan dalam proses pembangunan kapal baru (new building).
4. Bab IV Penutup.
Berisi kesimpulan dari laporan kerja praktek dan saran-saran yang dari hasil penyusunan laporan kerja praktik.
5. Daftar Pustaka. 6. Lampiran–lampiran
Lampiran ini terdiri dari laporan mingguan dan laporan harian yang merupakan hasil dari kegiatan kerja praktek yang telah dilakukan oleh penulis.
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
TINJAUAN UMUM BAB IIPERUSAHAAN 2.1 Gambaran Umum Perusahaan
PT. Dumas Tanjung Perak Shipyard didirikan di Surabaya, Jawa Timur pada 10 Januari 1973. Sejalan dengan pertumbuhan dan meningkatnya permintaan kapal di pasar lokal dalam negeri PT. Dumas Tanjugn Perak Shipyard berkembang menjadi perusahaan yang juga bergerak delam pembangunan kapal baru (new building).
Pada tahun 1989, perusahaan ini membangun fasilitas Graving Dock berkapasitas 8000 DWT dengan dimensi 125 m x 20 m x 6 m dan panjang dermaga 150 m, dilengkapi dengan permesinan dan peralatan untuk meningkatkan produksi. Saat ini PT. Dumas Tanjung Perak Shipyard mempunyai total lahan seluas 27.600 m2 untuk produksi di dua lokasi, berdekatan dengan pelabuhan tanjung perak, Surabaya. Lokasi pertama terletak di Jalan Nilam Barat No. 12 (9.950 m2), sementara lokasi kedua berkedudukan di Jalan Nilam Barat No. 24-26 (9.950 m2). Guna mengantisipasi permintaan kapal baru yang terus meningkat, PT Dumas Tanjung Perak Shipyard memperluas area operasinya dengan membangun sebuah galangan baru di Sampang, Madura seluas 100.000 m2.
Sejak tahun 2002, PT. Dumas Tanjung Perak Shipyard telah memperluas jaringan internasional melalui kontrak kerjasama dengan DAMEN shipyard, Gorinchem, Belanda untuk membangun kapal penanggulangan bencana alam untuk Departemen Pengawasan Wilayah Pantai, Direktorat Jendral Perhubungan Laut. PT. Dumas Tanjung Perak Shipyard juga menjadi mitra kerja TNI-AL, PT. Pertamina, PT. Pelabuhan Indonesia, PT ASDP, maupun perusahaan lokal lainnya dalam hal reparasi kapal. Sejak saat itu, perusahaan ini telah berkontribusi dalam dunia perdagangan kapal nasional maupun internasional. Untuk memenuhi standar kualitas industri maka PT. Dumas Tanjung Perak Shipyard juga telah berhasil mengimplementasikan sistem Manajemen Mutu sesuai standar ISO 9001:2008 yang disertifikasi oleh PT. Lloyd’s Register Indonesia.
Adapun beberapa prestasi yang telah diraih PT. Dumas Tanjung Perak Shipyard adalah sebagai berikut :
1. INSA Award “The Best Shipyard” 2010
2. Penerapan sistem manajemen mutu ISO 9001:2008 bersertifikat PT. Lloyd’s Register Indonesia.
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
4. Zero Accident dari Gubernur Surabaya
5. Zero Accident dari Kementrian Tenaga Kerja, Jakarta
6. Penghargaan Shipyard of the Year INSA Awards 2010 oleh Persatuan Pengusaha Perusahaan Pelayaran Niaga Nasional Indonesia.
7. Penghargaan sebagai industri galangan kapal bangunan baru berdasarkan aspek pertumbuhan Investasi dan order luar negeri oleh Direktorat Jendral Industri Unggulan Berbasis Teknologi.
Membawa visi menjadi galangan kapal dengan kualitas internasional maka PT. Dumas Tanjung Perak Shipyard meningkatkan mutu pelayanan dami kepuasan pelanggan. Oleh karena itu, PT. Dumas Tanung Perak Shipyard kini menjadi salah satu galangan kapal terbesar di Surabaya.
2.2 Bidang Usaha
Jasa pelayanan PT. Dumas Tanjung Perak Shipyard meliputi jasa reparasi kapal dan pembangunan kapal baru, dengan uraian sebagai berikut :
A. Reparasi kapal
Jasa reparasi kapal merupakan bidang usaha utama PT. Dumas Tanjung Perak Shipyard. Jasa reparasi kapal mencakup diantaranya hull repair, propulsion system
maintenance, engine and ship equipment repairs, electronic system maintenance dan pipping system maintenance.
B. Kapal baru (New Building)
PT. Dumas Tanjung Perak Shipyard membangun kapal baru untuk pertama kalinya pada tahun 1980. Sejak saat itu, perusahaan terus aktif menyediakan jasa sebagai
shipbuilder. Pada saat kerja praktek berlangsung, perusahaan tengah mengerjakan dua
buah kapal Fast Patrol Boat 60 milik Dirjen Bea dan Cukai di galangan 24 dan kapal ferry ro-ro KMP. Bahteramas 2 di galangan 12 dan 2 kapal perintis 750 dwt di galangan 12.
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
2.3 Sarana Pokok dan Fasilitas Galangan Kapal
Untuk mendukung aktivitas administrasi, PT. Dumas Tanjung Perak Shipyard memiliki kantor pusat yang terletak di jalan Nilam Barat No. 12, Surabaya dan kantor perwakilan di Jalan Sungai Gerong 17, Jakarta Pusat. Galangan kapal PT. Dumas Tanjung Perak tersebar di 3 (tiga) lokasi berbeda, yaitu sebagai berikut :
1. Galangan I (Jalan Nilam Barat 12, Surabaya)
Luas area galangan I adalah 9.950 m2 dengan fasilitas antara lain : Kantor utama
Area kerja (building berth) Pipe shop
Plate shop Storage area Launching way Outfitting quay
2. Galangan II (Jalan Nilam Barat 24-26, Surabaya)
Luas area galangan II mencapai 17.650 m2 dengan luas area kerja 9.800 m2. Fasilitas yang terdapat di Galangan II antara lain :
Gedung kantor
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
Graving Dock berukuran 125 x 20 x 6 m dengan kapasitas hingga 8.000 DWT
Gambar 2 Graving dock dengan kapasitas 8000 DWT
Area kerja (building berth)
Gambar 3 Assembly area
Traveling gantry crane dengan kapasitas angkut hingga 30 ton.
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
Mobile crane
Gambar 5 Mobile crane
Pipe and outfitting shop Machine shop
Carpentry and wood working shop Store and open storage are
Launhing way
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
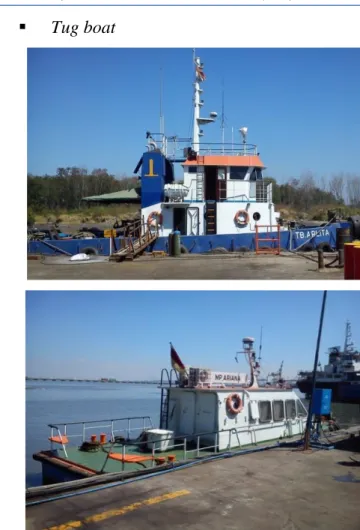
Tug boat
Gambar 7 Tug boat
Outfitting quay
3. Galangan III (Sreseh, Samapang, Madura)
Galangan III tengah dalam proses pembangunan dan luas wilayahnya mencapai 100.000 m2. Galangan III ini akan dilengkapi dengan dry dock beserta launching way dan fasilitas penunjang lainnya.
Fasilitas yang terdapat di galangan PT. Dumas Tanjung Perak Shipyard juga dilengkapi berbagai peralatan penunjang, antara lain :
1. Plate shop, dilengkapi dengan NC cutting machine, press machine, roliing machine,
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
Gambar 8 NC cutting
Gambar 9 Plasma cutting
Gambar 10 Bending machine
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
2. Pipe shop, dilengkapi dengan bending machine, hydraulic pipe blender, flare
machine dan hydraulic test pump.
Gambar 11 Bending machine untuk pipa
3. Machine shop, dilengkapi dengan lathe machine.
4. Wood working shop, dilengkapi dengan electronic hand tools dan saw.
Gambar 12 Bengkel kayu
5. Sandblasting and paint shop, dilengkapi dengan high pressure compressor, air
reservoir dan mobile air compressor.
6. Welding equipment, diantaranya mesin las SMAW, FCAW, SAW dan GTAW. 7. Lifting equipment, (termasuk treveling gantry crane) dilengkapi dnegan mobile
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
Gambar 13 Treveling gantry crane
Gambar 14 Forklift
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
2.4 Ruang Lingkup Penerapan ISO 9001:2008
Lingkup penerapan sistem manajemen mutu ISO 9001:2008 di PT. Dumas Tanjung Perak Shipyard adalah pada aktivitas shipbuilding dan repairing. Alasan tersebut mengharuskan seluruh personel terikat dan berkewajiban untuk melaksanakan seluruh proses yang telah ditetapkan dalam pedoman mutu ini. PT. Dumas Tanjung Perak Shipyard peduli dan berkomitmen terhadap permasalahan lingkungan sesuai dengan standar pengelolaan lingkungan secara umum dan pengelolaan lingkungan bidang galangan secara khusus.
PT. Dumas Tanjung Perak Shipyard menerapkan seluruh klausal yang ditetapkan dengan standar sistem manajemen mutu ISO 9001:2008. Dengan ditetapkannya seluruh klausal diatas maka PT. Dumas Tanjung Perak Shipyard menjamin efektivitas yang diterapkan dan mutu produk yang dihasilkan. Apabila dikemudian hari PT. Dumas Tanjung Perak Shipyard mengesampingkan hal-hal tersebut, maka akan dilakukan peninjauan ulang terhadap system manajemen mutu yang diterapkan.
2.5 Penerapan OHSAS 18001 dan K3
Bahaya fisik dan mekanik adalah sumber utama kecelakaan dibanyak industri, tidak terkecuali industri galangan kapal. Bahaya tidak terhindarkan sering kali ditemui dalam pekerjaan di lapangan, namun seiring berjalannya waktu maka manusia mengembangkan metode dan prosedur keamanan untuk meminimalisir resiko tersebut. Metode dan prosedur tersebut diatur dalam sistem manajemen kesehatan dan keselamatan kerja.
OHSAS 18001 merupakan standar Inggris mengenai sistem kesehatan dan keselamatan kerja. Standar ini membantu semua jenis organisasi dalam pelaksanaan manajemen kesehatan dan keselamatan kerja dan menjadi standar kesehatan serta keselamatan kerja yang diakui dunia.
Kesehatan dan Keselamatan Kerja (K3) adalah bidang yang terkait dengan kesehatan, keselamatan dan kesejahteraan manusia yang bekerja disebuah institusi maupun lokasi proyek yang berlaku di Indonesia. Tujuan K3 adalah memelihara kesehatan dan keselamatan lingkungan kerja. K3 juga melindungi rekan kerja, keluarga pekerja, konsumen dan orang lain yang juga mungkin terpengaruh kondisi lingkungan kerja. Semua organisasi wajib memastikan bahwa pekerja dan orang lain yang terlibat tetap berada dalam kondisi aman sepanjang waktu. Praktek K3 meliputi pencegahan, pemberian sanksi dan kompensasi juga penyembuhan luka dan perawatan untuk pekerja serta penyediaan perawatan kesehatan dan cuti sakit. K3 berhubungan erat dengan displin ilmu kesehatan kerja, teknik keselamatan, teknik industri, kimia, fisika kesehatan,
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
Dalam aktivitas perusahaannya, PT. Dumas Tanjung Perak Shipyard sedang dalam proses penerapan OHSAS 18001:2007.
2.6 Kebijakan Mutu
PT. Dumas Tanjung Perak Shipyard berkomitmen mewujudkan perusahaan bertaraf Internasional dengan menerapkan Sistem Manajemen Mutu (SMM) secara berkelanjutan yang memenuhi persyaratan pelanggan dan peraturan perundang-undangan yang berlaku melalui :
1. Peningkatan Efisiensi dan Produktivitas kerja 2. Peningkatan kepuasan pelanggan
3. Penyelesaian pekerjaan tepat waktu 4. Peningkatan mutu produk
5. Peningkatan sistem kerja yang menjamin keselamatan dan kesehatan kerja 6. Peningkatan kompetensi karyawan
2.7 Kebijakan Keselamatan
PT. Dumas Tanjung Perak Shipyard berkomitmen untuk meningkatkan mutu keselamatan kerja dengan :
1. Pengendalian bahaya dan resiko keselamatan dan kesehatan kerja dengan kepatuhan terhadap peraturan keselamatan dan kesehatan kerja.Keterlibatan secara menyeluruh dari pemangku kepentingan dalam menciptakan kondisi dan lingkungan kerja yang dapat mencegah dan mengurangi kecelakaan kerja serta penyakit akibat kerja.
2. Tercapainya zero accident dengan menciptakan lingkungan yang BESARI (Bersih, Efisien, Sehat, Aman, Rapi) untuk meningkatkan produktivitas dengan senantiasi melakukan perbaikan berkelanjutan.
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
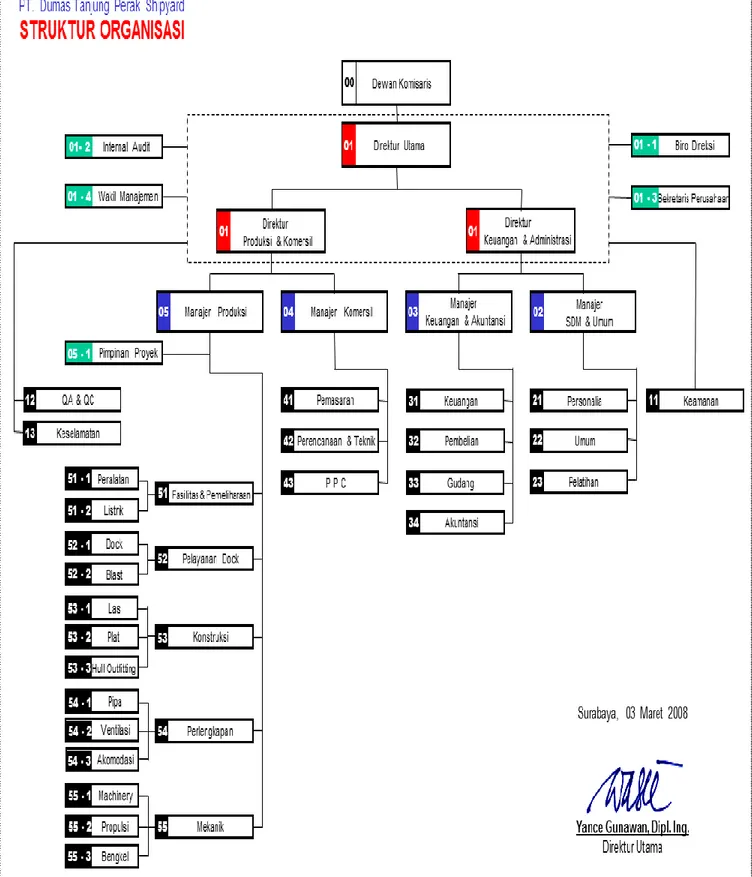
2.8 Struktur Organisasi
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
2.9 Layout Galangan
2.9.1 Layout galangan 12
Gambar 16 Layout galangan 12 PT. Dumas TPS
Lokasi Galangan Nilam Barat 12 ini berluas ±13.160 m² dan Panjang ± 94 m. Fungsi utama digunakan untuk pembangunan kapal baru 3000 DWT dengan 4 Side dan Float Launching.
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
2.9.2 Layout galangan 24
Gambar 17 Layout galangan 24 PT. Dumas TPS
Lokasi Galangan Nilam Barat 22-24 ini merupakan perluasan yang baru sekitar 3960 m2, guna mendukung perencanaan dan pelaksanaan pembangunan kapal baru serta reparasi kapal lama. Dimana terdapat fasilitas pokok berupa Graving Dock dengan kapasitas 8000 ton dengan Panjang 125 m, Lebar 20 m dan kedalaman 6 m. Selain itu dilengkapi pula dengan 1 Buah Crane dengan kapasitas 30 ton, serta didukung pula dengan beberapa peralatan dan perlengkapan penunjang.
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
2.9.3 Layout Galangan Sreseh-Sampang
Gambar 19. Layout galangan Sreseh PT. Dumas TPS
Dalam upaya mendukung permintaan pembuatan kapal yang terus meningkat maka PT. Dumas Tanjung Perak Shipyard sedang mempersiapkan lahan galangan baru di wilayah Sreseh Sampang Madura. Namun untuk operasionalnya masih dalam persiapan.
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
PEMBAHASAN
BAB III
PROSES PEMASANGAN MESIN INDUK KAPAL PERINTIS 1200 GT
Dalam pemasangan mesin induk kapal perintis 1200 GT di perlukan sistematis pemasangan yang benar-benar tepat yaitu:
3.1 Penentuan Pondasi Mesin
Menentukan pondasi mesin yang tepat (accurate) adalah langkah awal yang penting dilakukan dalam proses memasang mesin kapal. Karena hal ini berkaitan erat dengan teknik memasang mesin kapal yang efektif sebagai penggerak kapal. Dalam pembuatan kapal perintis 1200 GT telah memperhitungkan rancangan kedudukan mesin dan perangkat yang mendukung mesin tersebut sebagai penggeraknya. Untuk memenuhi persyaratan itu diperlukan sumber tenaga penggerak yang memiliki kemampuan menghasilkan daya kecepatan yang tinggi. Untuk menentukan landasan atau pondasi suatu mesin kapal yang hendak digunakan pada suatu kapal telah dipertimbangkan sejak awal ketika merancang dan membuat kapal. Pembuat kapal mestinya menyiapkan pondasi mesin kapal Perintis 1200 GT dengan ukurannya, yaitu lebar kaki mesin, panjang dan tingginya. Ukuran mesin itu haruslah diketahui informasinya terlebih dahulu, supaya pembuat kapal dapat membuat pondasi mesin yang selaras.
Dalam proses penentuan pondasi main engine pada kapal perintis 1200 GT hal yang pertama mengetahui jenis mesin yang hendak dipakai, yaitu spesifikasinya, bentuk dan jenis mesin serta ukuran baling-baling yang akan dipakai dengan mesin itu. Setelah landasan mesinnya mantap dan stabil, maka langkah berikutnya menentukan lubang sumbu baling-baling. Urutan kerja pemasangan mesin kapal itu dapat dibuatkan rajahnya seperti pada Gambar 1 di bawah ini.
Gambar 20. Flowchart tahap pemasangan mesin induk
3.2 Kedudukan Sumbu Baling-baling (Propeller)
Pembuatan lubang sumbu baling-baling merupakan hal yang sangat menentukan (crucial) terhadap efektifnya mesin. Ini erat kaitannya dengan kedudukan dan besarnya lubang, yang ditentukan oleh besarnya sumbu dan ukuran baling-baling yang digunakan. Kedudukan lubang sumbu baling-baling mempengaruhi kedudukan fondasi mesin dan pada gilirannya juga efektifnya tenaga mesin. Kedudukan dan besarnya lubang sumbu baling-baling juga berkaitan erat dengan jenis mesin yang akan digunakan karena akan mempengaruhi kemampuan ‘gearbox’. Untuk mengetahui besarnya sumbu baling-baling yang akan digunakan, langkah pertama yang harus diketahui ialah kapasitas serta
Pembuatan kapal Perencanaan jenis mesin Peletakan pondasi Pengukuran tata letak as propeller Pengeboran Menentukan Sumbu kelurusan as propeller Pemasangan unit propeller Pengukuran dan pemasangan pondasi Pengukuran dan peletakan mesin pada pondasi Pemasangan listrik dan aksesoris
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
kemampuan mesin. Terutama berkenaan dengan kekuatan mesin dalam daya kuda (PK; horse power) dan kemampuan mesin kapal perintis 1200 GT berkapasitas 837 KW.
kekuatan mesin telah di tentukan dengan berukuran berat kapal 1200 GT. Ukuran besarnya sumbu baling-baling dapat ditentukan dengan pengetahuan yang lengkap mengenai mesin yang akan dipasang pada kapal. Teknisi yang memasang mesin kapal, tidak dapat memutuskan besarnya sumbu baling-baling berdasarkan ukuran kapal yang sudah ada, tetapi ditentukan ukuran mesin dan balingbalingnya. Dari data tenaga mesin yang akan digunakan maka kemampuan RPM (Round Per Minute) maksimal suatu mesin tersebut dapat diperoleh, sehingga secara otomatis besarnya ‘gear box’ akan dapat dihitung. perputaran mesin (dalam RPM) pada gear box yaitu 1:2,53 maju-mundur. Sedangkan mesin penggerak empat langkah dengan enam slinder harus dikopel dengan terlebih dahulu menggunakan ‘reduction gear’ sebelum dihubungkan dengan balingbaling. Hal ini mengenyampingkan fungsi lain dari ‘gear box’; juga dapat mengubah arah keluaran putaran menjadi maju ataupun mundur. Karena mesin akan memerlukan lebih banyak bahan bakar untuk menghasilkan tenaga yang besar. Selanjutnya dengan sudah diketahuinya besaran ‘gear box’, maka besarnya ‘shaft out put coupling’ pada gear box dapat ditentukan. Data ini berguna untuk menentukan besar sumbu as propeller yang akan dipakai.
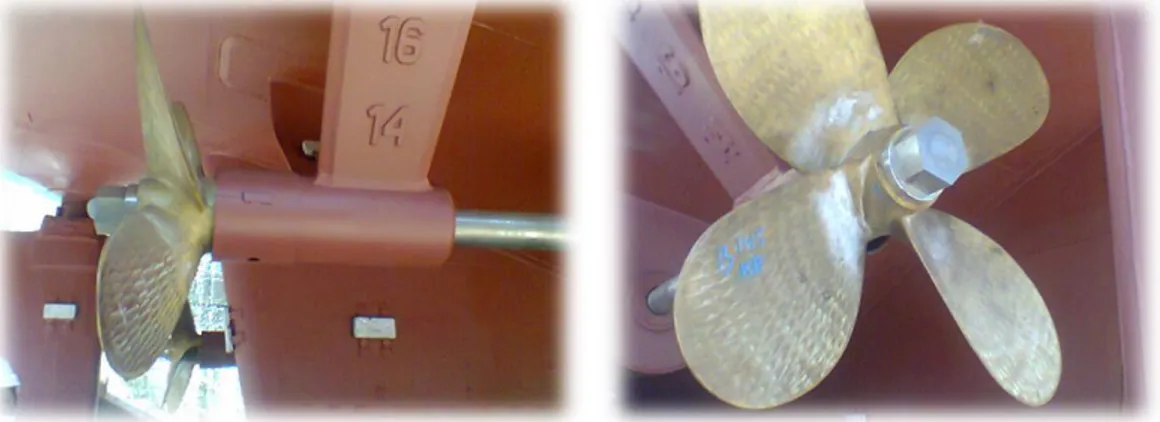
Gambar 21. Balingbaling yang telah terpasang di kapal 1200 GT
Besarnya sumbu baling-baling yang akan digunakan tidak boleh melebihi besar ‘shaft’ pada ‘gear box coupling’. Setelah ukuran sumbu balingbaling ditentukan, selanjutnya dapat digunakan untuk menentukan besaran kipas. Untuk menentukan besarnya daun kipas ini, perlu kembali dilihat perbandingan RPM pada gear box dan mesin. Hubungan ini dapat diterangkan dengan mempertimbangkan kecepatan garis lingkaran kipas yang bergerak. Semakin kecil lingkaran gerak kipas maka akan semakin cepat pula putaran yang akan dihasilkan. Demikian juga semakin ringan pula beban yang ditanggung oleh mesin. Karena garis tengah putaran ‘kopling’ pada ‘gear box’ dan pada kopling mesin harus disesuaikan dengan kemampuan menggerakkan kipas; maka harus diperhatikan bahwa besarnya kipas yang digunakan tidak akan bertumbukan dengan tubuh kapal maupun lunas atau pun bagian terbawah geladak pada buritan kapal. setelah ukuran kipas didapatkan. Selanjutnya ditentukan ukuran panjang sumbu baling-baling (propeller).
Untuk menentukan panjangnya ukuran sumbu baling-baling, dilakukan pengukuran panjang jarak mulai dari perkiraan tempat kedudukan gear box di dalam tubuh kapal hingga bagian belakang buritan sebelum melewati panjangnya lunas; dengan memperkirakan kipas dapat bergerak dengan bebas.
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
Letak sumbu as ‘crankshaft’ mesin dengan gear box, pondasi mesin rapi pada satu garis lurus atau tidak jauh berbeda tingginya. Penyelarasan tinggi ‘shaft’ dapat diakomodasi oleh ‘beltcoupling’ penghubung. Sewaktu dioperasikan dengan penilaian visual dan perasaan intuitif, ternyata keadaan mesin menjadi mantap, dengan getaran dan bunyinya halus, akselerasinya maupun tenaga dorong kapal yang efektif. Kemudian untuk menentukan sumbu kelurusan antara as balingbaling, poros intermedit, dan gearbox dilakukan pengukuran yaitu dengan menggunakan Dial Gauge. Dial gauge merupakan alat ukur yang di gunakan untuk dengan skala pengukuran yang sangat kecil, contohnya pada pengukuran pergerakan suatu komponen (backlash, endplay) dan pengukuran kerataannya (round out). Dial gauge ini merupakan tools yang tidak dapat berdiri sendiri, artinya mesti dipasangkan pada suatu alat bantu yang disebut: Magnetic Base, sebagai pemegang dial gauge dan berfungsi mengatur posisi dari dial gauge (tinggi-rendahnya, kemiringannya) pada tempat atau permukaan benda yang diukur.
Gambar 22. dial gauge
Fungsi dan kegunaan dial gauge yaitu Mengukur kerataan permukaan bidang datar, Mengukur kerataan permukaan, kebulatan sebuah poros dan Mengukur kerataan permukaan dinding Cylinder.
3.3 Pemasangan Gear Box
Setelah lubang tempat masuknya sumbu baling-baling dibuat dan pemasangan as, bos, kopling dan pipa stantip telah selesai, maka dilanjutkan dengan pemasangan gear box. Kedudukan ‘gear box’ ditentukan oleh posisi kopling sumbu baling-baling. Cara menentukan kedudukan gear box diukur dari kopling terluar yang menghubungkan antara gear box dengan as propeller; kemudian dibuat kedudukan gear box. Kedudukan yang telah didapatkan harus melihat ada atau tidaknya hambatan yang dialami dalam pemasangan gear box; seperti posisi lunas kapal yang tidak memungkinkan untuk gear box itu didudukkan.
Apabila hal ini terjadi maka harus diambil keputusan seperti membuat dudukan gear box dengan menggunakan besi atau bahan lainnya yang tidak mudah goyang atau roboh. Akan tetapi, apabila posisi lunas dapat langsung digunakan sebagai pijakan kaki gear box, maka hal ini akan lebih memudahkan pekerjaan pemasangan gear box. Kalau keadaan ini yang ditemukan, maka hal yang dilakukan adalah dengan mengikis sebahagian lunas kemudian diukur kerataannya dengan waterpas atau timbang air. Gear box memerlukan rangkaian pendukung yang terdiri dari tongkat pemicu gear box dan tali pemicu gas pada mesin utama serta pompa pemicu bilge.
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
Sedangkan untuk pemicu gas digunakan kabel selang yang kuat yang dirangkai mulai dari pemicu gas yang terdapat pada mesin, lalu diikatkan pada kabel dan ditambahkan dengan rangkaian roller yang terbuat dari besi yang dipasangkan pada dinding mesin kapal. Rangkaian ini diarahkan langsung ke tempat nakhoda akan mengendalikan kapal. Setelah gear box duduk dengan rata dan dipastikan kuat, maka langkah selanjutnya adalah membuat kopling yang menghubungkan antara as propeller gear box ke pully mesin.
Gambar 23. pemasngan gearbox pada kapal perintis 1200 GT
Pada tahapan membuat pully mesin, dibutuhkan perhitungan dan pertimbangan khusus, seperti menentukan besar kopling yang akan digunakan. Pertama kali dibuat ‘kopling balance shaft pully, pada mesin dan pada gear box. Pengukuran besar pully diperlukan untuk menentukan ‘belting’ yang menghubungkan perputaran mesin dengan gear box, setelah ukuran besarnya ‘balance shaft pully’ mesin dibagi jumlah belting yang akan dipasangkan. Sedangkan besar ‘belting’ ditentukan oleh lebar ‘balance shaft’ pada mesin dibagi ukuran terluar pada waktu belting berputar. Setelah semua ukuran semua didapat maka berikutnya dibuat ‘pully belting’ antara mesin dengan ‘gear box’. Untuk menentukan tebal pully ini dapat diperoleh dari tebal pully yang terdapat pada gear box. Setelah semuanya didapat, pembuatannya dilakukan dengan pemotongan pelat dan pembubutan lempengan besi (pelat).
3.4 Pemasangan Mesin
Pemasangan mesin pada dasarnya adalah memasang dan meletakkan mesin pada landasan mesin. Cara meletakkan mesin tidak jauh berbeda dengan memasang gear box sebelumnya. Bedanya pada pemasangan gear box, yaitu dipengaruhi oleh kedudukannya terhadap lunas. Sedangkan pemaangan mesin kedudukan mesin sudah ditentukan oleh landasan yang sudah dibuat sebelumnya. Jadi tinggal hanya menentukan jarak antara gear box dengan mesin, dan tinggi mesin dengan gear box serta penyelarasan posisi lebar kopling antara sinkronisasi kopling yang menghubungkan mesin dengan gear box dan baut pengikat kaki mesin.
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
Gambar 24. pemasangan dan penyetelan mesin induk di fondasi kapal 1200 GT
Kendala dalam pemasangan mesin kadangkala dialami apabila kedudukan yang ditentukan oleh kerataan kedudukan ‘shafting sumbu propeller’ dan ‘gear box’ tidak sesuai dengan bentuk dan jarak ketinggian mesin tersebut. Maka diperlukan teknik khusus dalam menentukan kedudukan mesin di atas landasannya. lainnya diambil alternative lain seperti menentukan derajat kemiringan mesin dalam menetapkan sinkronisasi kopling yang berhubungan langsung dengan mesin. Atau cara lain dengan melakukan pengikisan pondasi atau penambahan kaki mesin tambahan yang terbuat dari besi seluruhnya. Hal ini dilakukan agar posisi kopling mesin dengan gear box pada kedudukan sama rata agar tidak terjadi hal yang tidak diharapkan. Misalnya akibat perhitungan yang tak tepat timbul gaya yang berlawanan antara perputaran mesin dengan kopling gear box, yang membuat kurangnya daya tahan kaki penyokong mesin ataupun gear box.
Sehingga terjadi goncangan yang berlebihan, menimbulkan getaran dan kebisingan mesin. Getaran dan kebisingan mesin ini perlu dikendalikan agar ikan yang akan ditangkap tidak terganggu atau menghindar dari kapal dan kenyamanan kerja awak kapal tidak terganggu. Dimulai dengan menghubungkan kopling mesin dengan gear box lalu pengemalan baut pengikat kaki mesin, setelah kedudukan mesin dipastikan. Kedudukan mesin mungkin langsung pada lunas dan gading-gading yang ditata sebagai landasan mesin; yang kadangkala perlu ditarah (dikikis) ataupun dengan cara penambahan kaki mesin yang terbuat dari besi. Cara manapun yang dipakai tujuannya ialah agar mesin dapat duduk mantap dan datar, sehingga diharapkan tidak menimbulkan kendala pada daya gerak mesin ataupun dampak lain yang diakibatkan oleh kedudukan yang tak selaras.
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
PENUTUP BAB IVDemikian Laporan Kerja Praktek ini disusun berdasarkan pengalaman praktikan selama mengikuti Kerja Praktek pada PT. Dumas Tanjung Perak Shipyard. Dari pengamatan dan pengalaman yang praktikan dapat maka terlihat adanya perbandingan antara teori yang didapat di bangku kuliah dengan praktek di lapangan yang dimana tentu saja praktek di lapangan lebih banyak ditemukan ilmu dan hal –hal baru yang belum tentu dipelajari di bangku kuliah, dan dapat mengetahui baik kelebihan maupun kekurangan lainnya. Untuk itu penyempurnaan laporan ini maka saran dan kritik yang membangun dari pembaca sangat praktikan butuhkan.
Kesimpulan
a. Kerja Praktek harus diikuti oleh tiap-tiap mahasiswa untuk melengkapi persyaratan pengambilan tugas akhir.
b. Kerja Praktek dilakukan untuk menambah pengetahuan dan pengalaman kerja di dalam dunia kerja.
c. Selama kerja praktek kami mendapat banyak sekali gambaran pekerjaan yang akan kami hadapi setelah menyelesaikan tugas-tugas kuliah.
Saran
Perlu adanya perhatian serius dalam keselamatan kerja dan koordinasi yang lebih
baik antara pihak perusahaan dan pekerja guna meningkatkan produktivitas pekerja. Perlu
penguasaan alat-alat keselamatan kerja oleh perusahaan, juga perlunya pemeliharaan
alat-alat kerja dengan baik. Serta untuk meningkatkan mutu galangan PT Dumas
Tanjung Perak Shipyard dibutuhkan penambahan fasilitas yang lebih memadai guna
menghadapi persaingan dalam industri perkapalan di masa sekarang ini.
Dengan adanya Kerja Praktek di PT Dumas Tanjung Perak Shipyard ini yang
terpenting adalah hubungan yang kontinyu Antara PT. Dumas Tanjung Perak Shipyard
dan Jurusan teknik mesin program studi teknik Sistem perkapalan, Universitas Pattimura
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
DAFTAR PUSTAKA
1) Arikunto, Suharsimi, Prof, Dr. Prosedur Penelitian Suatu Pendekatan Praktek. Penerbit Rineka Cipta. 1998. Jakarta, Indonesia.
2) Panduan Kerja Praktek. Jurusan Teknik Perkapalan-FTK-ITS.Surabaya
3) PT. Dumas Tanjung Perak Shipyard, (Online), http://www.dumas.co.id/ , diakses 28 Juni 2015).
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
LAMPIRAN
KEGIATAN KERJA PRAKTEK
LAPORAN HARIAN PRAKTEK KERJA LAPANGAN (PKL)
FAKULTAS TEKNIK JURUSAN MESIN PRODI TEKNIK SISTEM
PERKAPALAN Nama Mahasiswa : Aswin La Adira
NIM : 201370015
Perusahaan Kerja Praktek : PT. Dumas Tanjung Perak Surabaya
Hari : Selasa Tanggal : 19 Juli 2016 Lokasi : Galangan 24 Minggu ke : 1
Pengenalan struktur organisasi mekanik PT.Dumas Tanjung Perak Shipyard
Surabaya
Hari pertama Kerja Praktek diawali dengan penerimaan para praktikan oleh Bapak La Ode M. Jamil, ST selaku instruktur PT Dumas Tanjung Perak Surabaya. Praktikan diberi kertas absensi Kerja Praktek, dijelaskan tentang kondisi galangan dan tata tertib Kerja Praktek di galangan.
Gambar 25. struktur organisasi mekanik PT dumas.
Pengenalan company profile PT. DumasTanjung Perak Shipyard Surabaya
Gambaran Umum perusahaan
PT. Dumas Tanjung Perak Shipyard didirikan di Surabaya, Jawa Timur pada 10 Januari 1973. Sejalan dengan pertumbuhan dan meningkatnya permintaan kapal di pasar lokal dalam negeri PT. Dumas Tanjugn Perak Shipyard berkembang menjadi perusahaan yang juga bergerak delam pembangunan kapal baru (new building).
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
Gambar 26. Company profile PT. Dumas Tanjung Perak Shipyard Surabaya
Pada tahun 1989, perusahaan ini membangun fasilitas Graving Dock berkapasitas 8000 DWT dengan dimensi 125 m x 20 m x 6 m dan panjang dermaga 150 m, dilengkapi dengan permesinan dan peralatan untuk meningkatkan produksi. Saat ini PT. Dumas Tanjung Perak Shipyard mempunyai total lahan seluas 27.600 m2 untuk produksi di dua lokasi, berdekatan dengan pelabuhan tanjung perak, Surabaya. Lokasi pertama terletak di Jalan Nilam Barat No. 12 (9.950 m2), sementara lokasi kedua berkedudukan di Jalan Nilam Barat No. 24-26 (9.950 m2). Guna mengantisipasi permintaan kapal baru yang terus meningkat, PT Dumas Tanjung Perak Shipyard memperluas area operasinya dengan membangun sebuah galangan baru di Sampang, Madura seluas 100.000 m2.
Sejak tahun 2002, PT. Dumas Tanjung Perak Shipyard telah memperluas jaringan internasional melalui kontrak kerjasama dengan DAMEN shipyard, Gorinchem, Belanda untuk membangun kapal penanggulangan bencana alam untuk Departemen Pengawasan Wilayah Pantai, Direktorat Jendral Perhubungan Laut. PT. Dumas Tanjung Perak Shipyard juga menjadi mitra kerja TNI-AL, PT. Pertamina, PT. Pelabuhan Indonesia, PT ASDP, maupun perusahaan lokal lainnya dalam hal reparasi kapal. Sejak saat itu, perusahaan ini telah berkontribusi dalam dunia perdagangan kapal nasional maupun internasional. Untuk memenuhi standar kualitas industri maka PT. Dumas Tanjung Perak Shipyard juga telah berhasil mengimplementasikan sistem Manajemen Mutu sesuai standar ISO 9001:2008 yang disertifikasi oleh PT. Lloyd’s Register Indonesia.
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
Adapun beberapa prestasi yang telah diraih PT. Dumas Tanjung Perak Shipyard adalah sebagai berikut :
8. INSA Award “The Best Shipyard” 2010
9. Penerapan sistem manajemen mutu ISO 9001:2008 bersertifikat PT. Lloyd’s Register Indonesia.
10. Pengembangan sistem manajemen K3 (Occupational Helath and Safety
Assesment Service) OHSAS 18001:2007.
11. Zero Accident dari Gubernur Surabaya
12. Zero Accident dari Kementrian Tenaga Kerja, Jakarta
13. Penghargaan Shipyard of the Year INSA Awards 2010 oleh Persatuan Pengusaha Perusahaan Pelayaran Niaga Nasional Indonesia.
14. Penghargaan sebagai industri galangan kapal bangunan baru berdasarkan aspek pertumbuhan Investasi dan order luar negeri oleh Direktorat Jendral Industri Unggulan Berbasis Teknologi.
Membawa visi menjadi galangan kapal dengan kualitas internasional maka PT. Dumas Tanjung Perak Shipyard meningkatkan mutu pelayanan demi kepuasan pelanggan. Oleh karena itu, PT. Dumas Tanjung Perak Shipyard kini menjadi salah satu galangan kapal terbesar di Surabaya.
Pengenalan Proses Fabrikasi di Bengkel.
Fabrikasi adalah proses pemotongan pelat menjadi beberapa komponen. Dimana tahapan dari proses fabrikasi adalah proses marking, cutting, fairing, dan bending. Proses
marking adalah proses pemberian tanda pada pelat dimana yang akan dipotong menjadi
beberapa komponen. Kemudian proses cutting adalah proses pemotongan pelat sesuai dengan tanda atau mark yang telah dibuat. Proses fairing adalah proses pemanasan pelat agar menjadi bentuk sesuai dengan yang diinginkan serta proses bending adalah proses pembentukan menjadi komponen atau bagian.
Dalam proses pemotongan, ada beberapa teknik pemotongan yaitu secara manual dan menggunakan alat pemotong atau NC (Numerical Control) Cutting. Pemotongan menggunakan NC Cutting mampu menembus atau memotong pelat dengan ketebalan hingga 300 mm. NC Cutting dalam pengerjaannya menggunakan beberapa jenis gas untuk pemotongannya, diantaranya LPG dan Acetylene. Proses pemotongan menggunakan NC
Cutting dilakukan tidak langsung menerus sesuai dengan marking dari awal sampai akhir
melainkan bertahap atau putus-putus, dikarenakan agar hasil potongannya lurus, tidak deformasi dan kepraktisan dalam pengerjaan.
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
Gambar 27. Proses Marking
Gambar 28. (atas) proses cutting dengan cara manual, dan (bawah) Proses Cutting dengan menggunakan mesin NC.
Pengenalan Bengkel pembubutan
Bengkel bubut merupakan suatu proses perkakas yang dilakukan menggunakan mesin untuk memotong benda yang diputar. Bubut sendiri merupakan suatu proses pemakanan benda kerja yang sayatannya dilakukan dengan cara memutar benda kerja kemudian dikenakan pada pahat yang digerakkan secara translasi sejajar dengan sumbu putar dari benda kerja. Gerakan putar dari benda kerja disebut gerak potong relatif dan gerakkan translasi dari pahat disebut gerak umpan. Dengan mengatur perbandingan kecepatan rotasi benda kerja dan kecepatan translasi pahat maka akan diperoleh berbagai macam ulir dengan ukuran kisar yang berbeda. Hal ini dapat dilakukan dengan jalan menukar roda gigi translasi yang menghubungkan poros spindel dengan poros ulir.
Di bengkel bubut PT. Dumas Tanjung Perak Shipyard galangan 24 sedang melakukan proses pembubutan bagian-bagian sistem propulsi.
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
Gambar 29. Pembubutan As propeler
Pengenalan Bagian Kapal pada saat proses konstruksi kapal meliputi Ruang
kemudi, ruang kamar mesin, dan sistem propeller
Gambar 30. Ruang Kemudi kapal GT 1200
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
Gambar 32. Sistem propulsi kapal GT 1200
Jam 01:00-17:00 di Galangan 12
Pengenalan Bagian Konstruksi kapal Tag Boat 1800 Hp Meliputi Pondasi Main engine,
Pondasi Generator, Ruang kontrol Generator.
Gambar 33. Pondasi Main Engine kapal Tag Boat 1800 Hp
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
LAPORAN HARIAN PRAKTEKKERJA LAPANGAN (PKL)
FAKULTAS TEKNIK JURUSAN MESIN PRODI TEKNIK SISTEM
PERKAPALAN Nama Mahasiswa : Aswin La Adira
NIM : 201370015
Perusahaan Kerja Praktek : PT. Dumas Tanjung Perak Surabaya
Hari : Rabu Tanggal : 20 Juli 2016 Lokasi : Galangan 24 Minggu ke : 1
Proses Peluncuran Bagian kapal Induk Perambuan
Peluncuran kapal adalah suatu proses menurunkan badan kapal dari landasan peluncuran di galangan kapal ke air yang disebabkan oleh gaya berat kapal pada bidang miring. Seiring dengan perubahan zaman dan semakin pesatnya perkembangan ilmu dan teknologi serta permintaan pasar yang semakin tinggi terhadap proses peluncuran kapal agar dalam proses peluncuran tersebut dapat berjalan dengan baik aman dan tepat waktu. Proses peluncuran kapal dengan metode End Launching yang menggunakan sepatu luncur masih banyak di temukan kendala yang dapat mengurangi efektifitas waktu dan sering terjadi deformasi akibat dari pengaruh kontak langsung antara lambung kapal dengan material yang keras yang terdapat pada sepatu luncur sliding ways. Sejalan dengan tuntutan pasar untuk dapat melakukan peluncuran kapal dengan lebih baik dan smooth maka di perlukan adanya sarana tambahan untuk dapat mengakomodir aktivitas peluncuran kapal yang akan diluncurkan. PT. Dumas Tanjung Perak Shipyard Galangan 24 menggunakan Ship Air Bags. Ship Air Bags adalah balon bertekanan udara yang mempunyai tekanan kerja tertentu untuk dapat mengangkat beban yang di sesuaikan dengan tekanan kerja menurut standart dan regulasi yang ada. Dengan Ship Air Bags deformasi yang terjadi dapat berkurang dan tidak adanya cacat-cacat setelah peluncuran.
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
Gambar 37. Proses pemasangan karet dari Ban agar tidak terjadi deformasi waktu mendorong kapal ke permukaan air.
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
LAPORAN HARIAN PRAKTEKKERJA LAPANGAN (PKL)
FAKULTAS TEKNIK JURUSAN MESIN PRODI TEKNIK SISTEM
PERKAPALAN Nama Mahasiswa : Aswin La Adira
NIM : 201370015
Perusahaan Kerja Praktek : PT. Dumas Tanjung Perak Surabaya
Hari : Kamis Tanggal : 21 Juli 2016 Lokasi : Galangan 24 Minggu ke : 1
Proses pengecetan (Coating)
Dalam proses pengecetan material kapal digunakan cat yang benar-benar bermutu tinggi dan tidak mudah terkupas agar menjaga material tetap berada dalam kondisi awal, tidak cacat (korosi). Waktu pengecetan tergantung oleh para pekerja, biasanya di PT.
Dumas Tanjung Perak Shipyard melakukan pengecetan body kapal pada saat malam hari,
ini dilakukan agar tidak mengganggu pekerja lain. Sedangkan pengecetan pipa, pondasi mesin, dan perabotan kapal yang belum terpasang dalam kapal di lakukan pada waktu siang hari karena tidak mengganggu pekerja yang lain.
Gambar 39. Cat yang digunakan dalam proses coating
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
Peluncuran Kapal Perintis 1200 GT 2 Unit Dari Graving Dock Pemasukan
kapal Induk Perambuan Dalam Graving Dock.
Graving dock merupakan fasilitas pengedokan kapal yang mempunyai bentuk seperti kolam yang terletak pada tepi pantai. Graving dock memiliki beberapa bagian-bagian yang sangat penting seperti, pintu penutup yang akan berhubungan dengan perairan pantai, pompa pengering, mesin gulung (cupstand), tangga naik turun kedasar dan atas kolam, Crane, dan lain sebagainya. Pada umumnya dinding sisi dan belakang terbuat dari bangunan beton bertulang, dan dasar kolam terbuat dari beton bertulang yang terpancang oleh paku bumi (Concrete Pile). Pada pintu penutup terbuat dari pelat baja yang konstruksinya telah didesain khusus, dengan maksud dan tujuan pintu penutupnya mengapung, dan pada pintu penutup dilengkapi dengan tangki ballast yang berfungsi untuk teggelamkan serta mengapungkan disaat beroperasi yang juga sudah dilengkapi dengan katup (valves) dan pompa.
Gambar 41. Proses pengisian air didalam Graving Dock galangan 24
Gambar 42. kapal Tug Boat yang digunakan untuk membantu proses pengeluaran kapal perintis 1200 GT dari dalam Graving dock di galangan 24.
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
Gambar 43. Kapal induk perambuan dimasukan dalam Graving Dock
Pada bibir pintu yang bersinggungan dengan bibir kolam diberikan packing yang terbuat dari karet untuk menghasilkan kekedapan saat air dalam kolam kosong. Pada saat sebelum kapal dimasukkan kedalam graving dock, maka terlebih dahulu graving dock diisi dengan air dengan cara seperti berikut:
Pertama dibuka katup dan setelah permukaan air yang ada didalam graving dock sama dengan permukaan air perairan, maka pintu dibuka dan saat itu kapal dikeluarkan dari dalam graving dock. Setelah kapal perintis 1200 GT dikeluarkan dari dalam graving dock kemudian kapal induk perambuan di masukan kedalam graving dock maka pintu ditutup dan katup pemasukannya ditutup lagi dan air yang ada didalam graving dock dipompa keluar. Pada waktu pemompaan (Jumping Time) tergantung jumlah, kapasitas pompa dan jumlah air yang masuk kedalam graving dock. Setelah graving dock dipompa sampai kering, maka kekedapan air dari pintu dock tidak sepenuhnya akan kedap. Tapi terjadi kemungkinan masih masuknya air kedalam dock yang dialirkan pada got dan selang. Untuk itu silahkan tunggu hingga beberapa saat dan air tersebut dapat dipompa keluar dengan menggunakan pompa khusus.
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
LAPORAN HARIAN PRAKTEKKERJA LAPANGAN (PKL)
FAKULTAS TEKNIK JURUSAN MESIN PRODI TEKNIK SISTEM
PERKAPALAN Nama Mahasiswa : Aswin La Adira
NIM : 201370015
Perusahaan Kerja Praktek : PT. Dumas Tanjung Perak Surabaya
Hari : jum’at Tanggal : 22 Juli 2016 Lokasi : Galangan 24 Minggu ke : 1
Pemasukan Mesin Genset dan Mesin Emergency di Dalam Gudang
Di hari ke-tiga praktikan melihat proses pemasukan mesin genset berjumlah 6 unit di dalam gudang, mesin genset ini di pesan dari pihak distributor (Teknik semeru). Setelah di masukan kedalam gudang mesin genset di periksa dari dalam kemasanya oleh pihak distributor agar dilihat alat-alat apa saja yang kurang dari mesin genset, namun setelah dilihat oleh pihak distributor dan pihak penerima dari PT. dumas sendiri, alat-alat mesin genset tidak ada yang kurang.
Gambar 44. Genset yang belum dibuka dari kemasanya dan genset yang sudah di buka dari kemasanya.
Genset atau yang merupakan singkatan dari Generator Set ini adalah sebuah Perangkat yang mampu menghasilkan Daya Listrik. Genset ini merupakan seperangkat atau gabungan antara Generator atau Alternator dan Engine yang dapat digunakan sebagai Alat Pembangkit Listrik di dalam kapal. Genset yang di pesan dari pabrik semeru ini berkapasitas 1500 RPM, 1x150 KVA AC 380/220V 3 phase 50 HZ. Mesin genset yang di pesan ini mempunyai sistem pendingin yang berbeda, 4 unit menggunakan sistem pendingin air tawar dan 2 unit menggunakan sistem pendingin radiator.
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
1
2
Gambar 45. (1) Genset yang menggunakan sistem pendingin air tawar dan (2) genset yang menggunakan sistem radiator.
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
LAPORAN HARIAN PRAKTEKKERJA LAPANGAN (PKL)
FAKULTAS TEKNIK JURUSAN MESIN PRODI TEKNIK SISTEM
PERKAPALAN Nama Mahasiswa : Aswin La Adira
NIM : 201370015
Perusahaan Kerja Praktek : PT. Dumas Tanjung Perak Surabaya
Hari : senin Tanggal : 25 Juli 2016 Lokasi : Galangan 24 Minggu ke : 2
Belajar proses produksi di galangan
Di minggu ke 2 praktikan di berikan materi pembelajaran mengenai Production
Planning and Control (PPC) oleh Pak Bondan. Pemberian materinya di ikuti oleh
beberapa mahasiswa OJT yaitu 3 orang mahasiswa dari Universitas Pattimura Ambon, 5 orang mahasiswa dari ITS, 5 orang mahasiswa Universitas Negeri Malang, dan 2 orang mahasiswa dari Hangtua.
PPC (Production Planning and Control)
PPC atau Production Planning and Control adalah salah satu bidang di PT. Dumas Tanjung Perak Shipyard yang memiliki tugas sebagai otak dari manajemen produksi serta merencanakan dan mengendalikan produksi di PT. Dumas Tanjung Perak Shipyard. PPC menjalankan tugasnya dari sebelum adanya keputusan kontrak atau pra kontrak dan memonitor hingga penyerahan kapal kepada ship owner.
Selain hal tersebut, PPC juga memiliki fungsi manajemen yang berdasarkan 5 M yaitu Man, Money, Material, Method dan Machine. Salah satu tugas PPC diantaranya membuat jadwal produksi atau schedule dalam pembuatan kapal. Jenis-jenis schedule yang dibuat diantaranya SBLC atau Ship Building Line Chart, integrated schedule dan master schedule. Serta PPC melakukan monitor realisasi progress pengerjaan atau produksi yang biasanya menggunakan kurva S sebagai tools monitoring tersebut.
Alur dari PPC dalam menajalankan tugas dari awal diantaranya:
Membuat schedule project meliputi design gambar, pengadaan material, jadwal pekerjaan, jadwal pengujian kapal sampai jadwal penyerahan kapal.
Membuat dan merencanakan, mengajukan pengadaan material.
Membuat dan mendistribusikan job card. Disertai gambar kerja dan daftar kebutuhan material.
Memantau dan memastikan kedatangan material.
Melakukan identifikasi atau kelayakan material yang datang.
Memantau progress pekerjaan sekaligus menganalisa kemunduran progress pekerjaan.
Membuat laporan progress pekerjaan, baik untuk kepentingan internal maupun untuk kepentingan penagihan progress kepada ship owner.
Selama proses pekerjaan, PPC melakukan pencatatan pengawasan jam orang atas SDM yang melakukan proses pekerjaan, sekaligus menganalisa keefektifan jam
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
Memastikan tercukupinya kebutuhan SDM sekaligus melakukan perencanaan penambahan SDM melalui proses pengadaan jasa sub kontaktor borongan.
Melakukan pemantauan atas progress dari kerja sub kontraktor borongan. Melakukan perencanaan dan pengajuan pembayaran jasa sub kontraktor
borongan atas progress pekerjaan kepada bagian keuangan.
Melakukan perencanaan dan pengajuan atas pembelian jasa luar meliputi penyewaan peralatan kerja, perbaikan perlatan kerja maupun pemesanan jasa
bending pelat, cutting pelatdan blasting pelat.
Membuat laporan hasil akhir proyek setelah kapal diserah terimakan.
Fungsi kontrol yang dijalankan oleh PPC meliputi manajemen waktu yang terdiri dari plan, do, check, action. Fungsi ini dilakukan untuk pencapaian QCD (Quality,Cost ,Delivery)
Gambar 46. Diagram manajemen waktu
Divisi PPC bertugas menghitung jam orang suatu perusahaan, penghitungan jam orang merupakan hal penting bagi perusahaan dikarenakan menyangkut biaya produksi. Jam orang adalah waktu yang dibutuhkan seorang operator untuk menyelesaikan 1 siklus pekerjaannya termasuk untuk melakukan kerja manual dan berjalan. Terkadang diartikan sebagai waktu yang dibutuhkan untuk menghasilkan 1 unit produk. Efektifitas penggunaan jam orang sangat penting pada proses produksi. Ketidak-efektifan dapat mengakibatkan kerugian pada proses produksi yang tentu saja menyangkut cost. Hal tersebut dapat diilustrasikan sebagai berikut.
Contoh kasus :
Plan : 1 meja dikerjakan 2 orang dalam 2 hari. Waktu pengerjaan perhari yaitu 8 jam.
Maka jam orang untuk 1 meja adalah:
) ( 32 8
2
2orangx harix jam jo
Actual : 1 meja dikerjakan 2 orang dalam waktu 3 hari. Waktu pengerjaan
perhari adalah 6 jam. Maka
)
(
36
6
3
2
orangx
harix
jam
jo
Plan
Do
Check Action
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
Dari contoh kasus tersebut dapat disimpulkan bahwa kerugian yang terjadi adalah selama 4 jam. Perlu digaris bawahi jam orang berpengaruh terhadap cost. Hal tersebut dapat diilustrasikan sebagai berikut:
000 . 200 . 0 4 000 . 800 . 1 . 36 000 . 600 . 1 . 32 Rp j Rp jo Rp jo
Kerugian yang dialami adalah sebesar dua ratus ribu rupiah untuk 4(jo) Pekerjaan dilakukan dengan 350 (jo) dikerjakan oleh 5 orang dengan target penyelesaian 10 hari,maka jam efektif per orang per hari adalah sebagai berikut
hari orang jameff x10 7 / / 5 350
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
LAPORAN HARIAN PRAKTEKKERJA LAPANGAN (PKL)
FAKULTAS TEKNIK JURUSAN MESIN PRODI TEKNIK SISTEM
PERKAPALAN Nama Mahasiswa : Aswin La Adira
NIM : 201370015
Perusahaan Kerja Praktek : PT. Dumas Tanjung Perak Surabaya
Hari : selasa Tanggal : 26 Juli 2016 Lokasi : Galangan 24 Minggu ke : 2
Melanjutkan pembelajaran mengenai Proses Produksi Di Galangan
Di hari selasa minggu kedua praktikan melanjutkan proses penerimaan materi dari pak Bondan mengenai Proses Produksi Di galangan.
Membuat jadwal produksi atau schedule
Schedule atau penjadwalan merupakan penentuan urutan dari pekerjaan yang akan di lakasanakan dengan periode atau lapang waktu tertentu. Dalam pembuatan pekerjaan atau schedule tersebut harus berpatokan pada sumber manajemen 5 M, yaitu:
o Man : harus di perhitungkan kebutuhan tenaga untuk menyelesaikan suatu pekerjaan karena tanpa perencanaan tenaga akan mengakibatkan target penyelesaian pekerjaan tidak terpenuhi atau menyebabkan terjadinya tenaga yang tidak berbeban selain dari pada itu harus di perhitungkan kebutuhan tenaga pihak trip atau kealihan untuk tiap-tiap pekerjaan pada satu posisi.
o Money : berapa kebutuhan dana atau biaya untuk menyelesaikan proyek tersebut dan dari mana dana tersebut diperoleh.
o Material : dari spesifikasi dari suatu proyek dapat di estimasikan atau bahan baku yang di butuhkan oleh proyek tersebut.
o Machine (mesin) : Dalam merencanakan suatu proyek harus diperhitungkan esin atau fasilitas yang di miliki dan rencana investasi dari mesin atau fasilitas mendatang.
o Method : Untuk menggabungkan suatu proyek sistem metodi dari pembangunan juga memperhitungkan mesin atau fasilitas yang di miliki.
Fungsi schedule : agar proses produksi dapat berjalan dengan lancar sesuai waktu yang
telah direncanakan.
Tipe-tipe Schedule :
Mesin schedule : suatu jadwal atau penentuan pekerjaan yang di laksanakan
berdasarkan kerja mesin.
Order Schedule : Suatu jadwal atau penentuan program yang akan di
rencanakan berdasarkan suatu pesanan atau order.
Langkah-langkah pembuatan jadwal:
Mendaftar aktivitas yang akan dilaksanakan
Menentukan jadwal waktu yang dilaksanakan
Menentukan prioritas dalam pekerjaan
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
LAPORAN HARIAN PRAKTEKKERJA LAPANGAN (PKL)
FAKULTAS TEKNIK JURUSAN MESIN PRODI TEKNIK SISTEM
PERKAPALAN Nama Mahasiswa : Aswin La Adira
NIM : 201370015
Perusahaan Kerja Praktek : PT. Dumas Tanjung Perak Surabaya
Hari : Rabu Tanggal : 27 Juli 2016 Lokasi : Galangan 24 Minggu ke : 2
Pengujian Mesin Genset
Pada hari rabu, minggu kedua pihak supplayer genset dari Teknik semeru melakukukan pengujian mesin genset di bengkel mekanik. Genset yang di uji adalah genset yang menggunakan sistem pendingin air tawar. Tujuan pengujian mesin adalah untuk melihat kelayakan genset terhadap pembebanan (load factor) listrik yang akan di pasang ke dalam kamar mesin kapal perintis 1200 GT.
Sebuah tes beban bank Generator melibatkan pemeriksaan dan penilaian genset. Ini membuktikan bahwa semua komponen utama dari generator set berada dalam kondisi kerja yang tepat. Peralatan yang digunakan untuk melakukan tes beban bank menghasilkan beban buatan pada generator dengan membawa mesin untuk suhu operasi dan tingkat tekanan yang tepat menurut rental genset. Hal ini sangat penting untuk standby dan generator darurat set yang tidak berjalan sangat sering atau mungkin tidak terkena membawa beban berat secara sering. Aturan umum adalah jika generator tidak terkena lebih tinggi dari 30% dari kW beban rated maka harus mempertimbangkan uji beban.
Manfaat Pengujian Beban Tenaga Genset
Ada beberapa alasan genset harus menjalani tes beban, termasuk yang berikut:
Verifikasi kemampuan genset
Masalah ditemukan dini dapat secara signifikan lebih murah dan mencegah masalah besar di masa depan
Membantu untuk menghindari basah-susun dan membersihkan keluar deposit karbon
Verifikasi mesin sistem pendingin akan tampil sementara di bawah beban
Memberikan jaminan bahwa genset harus bekerja dengan baik.
Laporan Beban Tenaga Generator meliputi:
kW Beban
Tegangan AC
Hertz
Tekanan Minyak
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
Catatan Tambahan dan Komentar
Gambar 47. Wawancara mahasiswa OJT kepada pihak supplayer (Teknik Semeru)
Gambar 48. (Sisi kanan) proses pemasangan sistem pendingin air tawar dan (sisi kiri) pemasangan battre/accu 12 volt 2 unit untuk start elektrik
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
LAPORAN HARIAN PRAKTEKKERJA LAPANGAN (PKL)
FAKULTAS TEKNIK JURUSAN MESIN PRODI TEKNIK SISTEM
PERKAPALAN Nama Mahasiswa : Aswin La Adira
NIM : 201370015
Perusahaan Kerja Praktek : PT. Dumas Tanjung Perak Surabaya
Hari : kamis Tanggal : 28 Juli 2016 Lokasi : Galangan 24 Minggu ke : 2
Pemasangan Genset Di Dalam Kamar Mesin Kapal Perintis 1200 GT
Pada proses pemasangan generator perlu diperhatikan gambar kamar mesin dan letak pondasi karena jika tidak di perhatikan maka akan terjadi kesalahan yang sangat vital yaitu terjadi gangguan kestabilan kapal.
Sebelum pemasangan, mesin genset diangkut oleh Forklift dari bengkel mekanik. setelah di angkut genset diletakan dekat kapal perintis 1200 GT, setelah itu genset di angkat oleh mesin Traveling gantry crane dengan kapasitas angkut hingga 30 ton untuk di masukan kedalam kamar mesin.
Gambar 50. Sisi kiri genset diangkut menggunakan Taveling gantry crane dan sisi kanan penyetelan genset di dalam kamar mesin kapal perintis 1200 GT
Jalan Nilam Barat No.12, Surabaya –
Jawa Timur
LAPORAN HARIAN PRAKTEKKERJA LAPANGAN (PKL)
FAKULTAS TEKNIK JURUSAN MESIN PRODI TEKNIK SISTEM
PERKAPALAN Nama Mahasiswa : Aswin La Adira
NIM : 201370015
Perusahaan Kerja Praktek : PT. Dumas Tanjung Perak Surabaya
Hari : jum,at Tanggal : 29 Juli 2016 Lokasi : Galangan 24 Minggu ke : 2
Pengenalan sistem perpipaan di bengekel instalasil pipa
Pada hari jumat praktikan pergi ke bengkel sistem instalasi pipa untuk mengetahui sistem pipa yang berada dalam kapal.
Pipa adalah suatu batang silindar berongga yang dapat berfungsi untuk dilalui atau mengalirkan zat cair, uap, gas ataupun zat padat yang dapat dialirkan yang berjenis serbuk/tepung. Untuk pembuatan pipa baja dapat dibuat dengan beberapa metoda antara lain seamless pipe, butt welded pipe dan spiral welded pipe. Pembuatan pipa disesuaikan dengan kebutuhan dan dibedakan dari batas kekuatan tekanan, ketebalan dinding pipa, temperatur zat yang mengalir, jenis material berkaitan dengan korosi dan kekuatan pipa tersebut.
Penamaan pipa sering disebut dari jenis pipa dan ukuran pipa yaitu diameter pipa. Diameter pipa sendiri dibagi dua: diameter luar dan diameter dalam, selain itu ada yang menamakan pipa dari ketebalan pipa yaitu ketebalan antara diameter luar dan diameter dalam dan sekarang dikenal dengan istilah schedules.
Untuk instalasi pipa dikapal tentu pipa-pipa tersebut tidak hanya pipa lurus melainkan terdapat belokan, cabang, mengecil, naik dan turun. Panjang dari pipa pun beraneka ragam ada yang penjang ataupun pendek. Berkaitan dengan hal ini maka kita akan mengenal beberpa jenis sambungan pipa seperti sambungan ulir, sambungan shock, sambungan dengan las (butt welded) dan sambungan dengan menggunakan flange. Selain itu dikenal juga istilah belokan atau ellbow, cabang T atau tee, cabang “Y” dan ada juga pipa yang diameternya mengecil disebut reducer.
Pada setiap kapal yang memiliki perlengkapan permesinan yang terdiri dari Mesin Induk Mesin Bantu dan pompa-pompa atau kapal yang tidak dilengkapi Mesin Penggerak namun memiliki permesinan lain dan pompa-pompa, selalu dilengkapi dengan instalasi perpipaan.
Instalasi pipa dikapal diganakan untuk mengalirkan fluida dari satu tanki/kompartment ke tanki lain, atau dari satu tangki ke peralatan permesinan dikapal, atau mengalirkan fluida dari kapal keluar kapal atau sebaliknya. Selain itu terdapat instalasi pipa yang lain berfungsi mengalirkan gas non cair seperti pipa gas buang, pipa sistim CO2, atau instalasi pipa yang mengalirkan udara dan uap bertekanan.
Jenis pipa yang terdapat dikapal memiliki beragam senis ditinjau dari material pipa sesuai dengan kegunaannya. Material pipa dikapal pada umumnya terbuat dari baja galvanis, baja hitam, baja campuran, stainless steel, kuningan, tembaga ataupun alumunium. Pada kegunaan tertentu terdapat pula pipa yang terbuat dari bahan non metal seperti rubber hose, gelas dan PVC.
Untuk kapal-kapal yang dibangun mengikuti peraturan klasifikasi maka instalasi pipa harus pula mendapat persetujuan atau gambar instalasi pipa harus mendapat pengesahan dari badan klasifikasi.
Hal lain yang perlu diperhatikan adalah sistim pemeliharaan atau sistim reparasi terhadap pipa-pipa dikapal, untuk memudahkan hal tersebut maka sistim penyambungan pipa-pipa dikapal menggunakan sistim baut dan flange.