BAB IV
PENGUMPULAN DAN PENGOLAHAN DATA
4.1 Pengumpulan Data
4.1.1 Sejarah PT Yamaha Indonesia
PT Yamaha Indonesia yang mulai berdiri pada tahun 1974 diawali dengan Mr. Genichi Kawakami salah seorang pembesar Yamaha pada tahun 1972 ketika berkunjung ke Indonesia tertarik untuk mendirikan industri alat-alat musik di Indonesia, maka beliau berpikir maka Yamaha-lah yang harus mempeloporinya, maka lahirlah PT Yamaha Indonesia.
Juni 1974 dengan Presiden Direktur pertama yaitu Mr. Hashimoto digantikan oleh Mr. Sadao Terui pada tahun 1980. Di tahun 1980 ini pula Indonesia sempat mengalami krisis ekonomi yang menyebabkan karyawan YI mulai membangun Factory 2. Mr. Shigeru Sugiyama menjadi Presiden Direktur YI yang keempat menggantikan Mr. Sawamoto pada tahun 1993. Pada tahun 1995 Mr. Minoru Nagano menjadi Presiden Direktur YI yang kelima. Sementara itu sertifikat ISO 9002 diperoleh pada bulan Februari 1998, sedang di bulan April 1998 Yamaha Corporation Jepang (YCJ) memberikan penghargaan sebagai salah satu The Best Management Performance Company. Untuk kondisi grafis dari PT Yamaha Indonesia sendiri sebagai berikut:
Tabel 4. 1 Kondisi Geografis PT Yamaha Indonesia
Rawagelam Main Fact. PGR Sub Fact. Rental Fact. Total Luas Tanah m2 17,304 2,338 3,921 23,563 Luas Bangunan m2 26,616 2,140 2,304 31,060
Dengan kondisi jumlah karyawan sebanyak 1201 orang yang terdiri dari 696 karyawan tetap, 424 karyawan kontrak dan 78 orang Management Staff.
Kemudian di tahun 1999 Mr. Hiroki Tachida menjadi Presiden Direktur YI yang keenam. Ditahun 2002 Mr. Toshihiko Itou menggantikan Mr. Tachida sebagai Presiden Direktur. Dari tahun 2002-2007 YI dipimpin oleh Mr. Toshihiko Itou. Ditahun 2007 YI dipimpin oleh Mr. Takemura selama 2 tahun dan digantikan oleh Mr. Osamu Chiba. Mr. Yoshihiro Shiiya menggantikan Mr. Chiba sebagai Presiden Direktur YI dari tahun 2012-2017. Di tahun 2017 ini YI kembali berganti Presiden Direktur yaitu Mr. Seiju Shinmura.
4.1.2 Visi dan Misi Perusahaan
Visi PT Yamaha Indonesia adalah menciptakan berbagai produk dan pelayanan yang mampu memuaskan berbagai macam kebutuhan dan keinginan dari berbagai pelanggan Yamaha di seluruh dunia, berupa produk dan layanan Yamaha di bidang akustik, rancangan, teknologi, karya cipta, dan pelayanan yang selalu mengutamakan pelanggan. Sedangkan Misi yang ditetapkan oleh PT Yamaha Indonesia adalah sebagai berikut: 1) Mempromosikan dan mendukung popularisasi pendidikan musik.
2) Operasi dan manajemen yang berorientasi pada pelanggan. 3) Kesempurnaan dalam produk dan pelayanan.
4) Usaha yang berkesinambungan untuk mengembangkan dan menciptakan pasar. 5) Peningkatan dalam bidang penelitian dan pengembangan secara berkala serta
globalisasi dari bisnis Yamaha secara terus menerus mengembangkan pertumbuhan bisnis yang positif melalui diversifikasi produk.
4.1.3 Struktur Organisasi
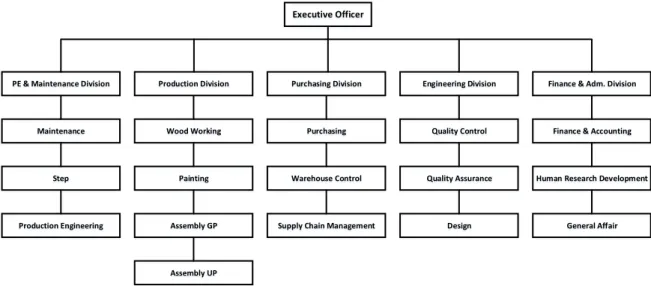
Berikut adalah struktur organisasi PT Yamaha Indonesia yang ditunjukkan pada Gambar 4.1.
Executive Officer
PE & Maintenance Division Production Division Purchasing Division Engineering Division Finance & Adm. Division
Maintenance Step Production Engineering Wood Working Painting Assembly GP Assembly UP Purchasing Warehouse Control
Supply Chain Management
Quality Control
Quality Assurance
Design
Finance & Accounting
Human Research Development
General Affair
Gambar 4. 1 Struktur Organisasi PT Yamaha Indonesia
Gambar 4.1 merupakan struktur organisasi yang ada di PT Yamaha Indonesia dan apabila kita melihat dari struktur organisasi pada PT Yamaha Indonesia maka kita dapat mengetahui pembagian tugas serta tanggung jawab anggota organisasi dalam perusahaan berdasarkan tugas dan wewenangnya, struktur organisasi PT Yamaha Indonesia ini terdiri dari :
1. Divisi Production Engineering dan Maintenance menangani masalah kaizen (perbaikan berkesinambungan) dan perbaikan (maintenance). Pembagian dari divisi ini yaitu Maintenance, STEP (Supporting Team for Engineering Project), dan
Production Engineering. Apabila ada permintaan dari user/operator untuk melakukan
upgrade mesin, dapat diajukan kepada divisi ini untuk selanjutnya akan dikaji ulang mengenai tindakan kaizen. Pembuatan mesin-mesin dapat dilakukan diluar perusahaan (vendor) ataupun didalam perusahaan sendiri (apabila memungkinkan dari segi alat dan bahan).
2. Divisi Produksi terdapat pembagian divisi kecil yaitu Wood Working, Painting,
Assembly Upright Piano (UP), dan Assembly Grand Piano (GP). Divisi produksi
bahan mentah (wood working), assembly, painting, hingga finishing. Semua proses tersebut berada dibawah divisi Produksi.
3. Divisi Purchasing menangani urusan dalam hal order barang, baik dari segi penentuan harga, vendor, membuat laporan pembelian & pengeluaran barang (inventory, material, dan sabagainya), bekerja sama dengan departemen terkait untuk memastikan kelancaran operasional, dan memastikan kesediaan barang/material melalui audit
control stock. Divisi yang dibawahi oleh Purchasing antara lain SCM, Purchasing,
dan Warehouse.
4. Divisi Engineering membawahi divisi Quality Control (QC), Quality Assurance, dan
Design. Masing-masing divisi ini menangani masalah pengecekan akhir (QC) dan juga
penanggung jawab dalam hal design.
5. Divisi Finance & Administrasi. Divisi ini membawahi beberapa divisi kecil yaitu
Finance & Accounting, Human Resourch Develepoment, dan General Affair. Tugas
dari divisi Finance & Accounting yaitu mengenai urusan keuangan dari perusahaan. Perbedaan dari Finance dan Accounting yaitu: Finance merupakan pemegang uang (yang mempunyai kekuasaan dalam hal pemasukan / penerimaan uang), sementara
Accounting mengurusi masalah pengecekan, mencatat, dan pelaporan mengenai uang
masuk/keluar.
4.1.4 Produk
PT Yamaha Indonesia memproduksi 2 jenis piano yaitu Upright Piano dan Grand Piano. Selain itu PT Yamaha Indonesia juga memproduksi beberapa kabinet atau part piano yang nantinya akan di ekspor untuk proses perakitan piano di beberapa negara lain. Pada umumnya, PT Yamaha Indonesia memproduksi beberapa varian warna untuk jenis
Upright Piano yaitu Polished Ebony (PE), Polished Mahogany (PM), Polished Walnut
(PW), dan Polished White (PWH). Salah satu product best seller dari Upright Piano milik Yamaha yaitu model B1 PE. Namun Upright Piano tidak hanya sebatas itu saja, Upright
Piano juga memiliki jenis silent. Piano jenis silent ini adalah Upright Piano yang mampu
menyimpan alunan irama musik dan mengulangi alunan tersebut tanpa harus disentuh oleh manusia. Sehingga kebanyakan piano jenis silent ini harganya lebih mahal dibandingkan dengan Upright Piano pada umumnya dikarenakan memiliki value added yang lebih banyak.
Gambar 4. 2 Upright Piano Model B1 PE
Untuk model Grand Piano juga memiliki beberapa varian warna yaitu Polished
Ebony (PE), Polished Mahogany (PM), Polished Walnut (PW), dan Polished White
(PWH). Grand Piano terdiri dari 2 varian yaitu GB dan GN2. Berikut ini merupakan contoh model Grand Piano yang menjadi best seller:
Selain itu juga terdapat model Grand Piano dengan tipe silent. Fitur yang didapatkan dati tipe silent pada model Grand Piano ini lebih menarik dibandingkan dengan model
Upright Piano. Fitur yang sama yaitu mampu menyimpan alunan musik dan dapat
dimainkan ulang tanpa ada sentuhan tangan manusia, perbedaannya yaitu kalau pada model Grand Piano ini saat alunan musik dimainkan berdasarkan rekaman terkahir maka
keyboard dari Grand Piano akan ikut bergerak seolah-olah sedang dimainkan oleh
manusia. Namun tetap saja, sebuah piano akan didapatkan value for money-nya apabila hobi dan pekerjaan kita berhubungan dengan barang mewah seperti piano ini.
4.1.5 Proses Produksi Cutting Sizer
Pada kelompok kerja cutting sizer terdapat 3 proses utama yaitu yang pertama proses pembelahan lebar kabinet menggunakan mesin double sizer. Kemudian yang kedua merupakan proses pemotongan panjang kabinet menggunakan mesin double tenoner, serta yang ketiga yaitu proses pembelahan lebar kabinet menjadi ukuran yang lebih kecil dari ukuran sebelumnya menggunakan mesin bench saw. Masing-masing mesin dioperasikan oleh 1 operator dengan jumlah total yaitu 4 mesin yang terdiri dari 1 mesin
double sizer, 1 mesin double tenoner, dan 2 mesin bench saw.
Gambar 4. 5 Mesin Double Tenoner
Gambar 4. 6 Mesin Bench Saw 1
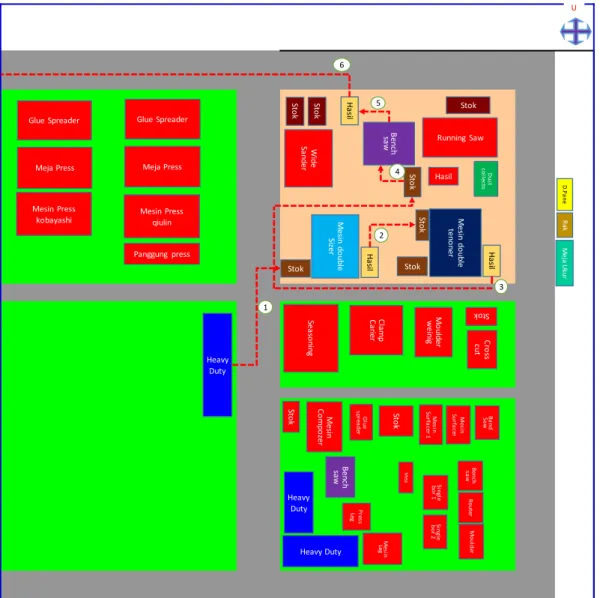
4.1.6 Tata Letak Lantai Produksi
Gambar 4. 8 Layout Produksi Kelompok Cutting Sizer
4.2 Pengolahan Data
4.2.1 Waktu Kerja
PT Yamaha memiliki ketentuan hari kerja Senin-Jumat selama 8 jam kerja/hari. Berikut ini adalah jadwal kerja di PT Yamaha Indonesia:
M esi n do ub le te n o n e r M esi n do ub le Siz e r H asi l Stok Wi de Sa nd er Running Saw B en ch sa w Du st co lle cto M e ja U ku r Sea so nin g C la m p C ar ier M o uld er w ei nig C ro ss cu t Sto k R ak D. P a n e Sto k Mesi n C o m po zer G lu e sp re a d er Sto k M es in Su rf a ce r 1 M es in Su rfa ce r B a n d Sa w Heavy Duty Heavy Duty M es in Leg B en ch sa w Si n gle b o r 1 Si n gl e b o r 2 B en ch sa w R o u te r M o u ld er Sto k Stok P re ss Le g H asi l Sto k Sto k Stok Stok Hasil H asi l M ej a 1 2 3 4 5 U Glue Spreader Glue Spreader Meja Press Meja Press Mesin Press qiulin Mesin Press kobayashi Panggung press Heavy Duty 6
Tabel 4. 2 Jadwal Kerja Karyawan PT Yamaha Indonesia
Shift Hari Jam Masuk Tea Break (Keluar) Tea Break (Masuk)
1 Senin-Kamis 7:00 9:20 9:30 Jumat 7:00 9:20 9:30 2 Senin-Kamis 7:00 9:20 9:30 Jumat 7:00 9:20 9:30 3 Senin-Kamis 7:00 9:20 9:30 Jumat 7:00 9:20 9:30
Tabel 4. 3 Jadwal Kerja Karyawan PT Yamaha Indonesia (Lanjutan)
Shift Hari Jam Istirahat
(Keluar) Jam Istirahat (Masuk) Jam Keluar 1 Senin-Kamis 11:30 12:20 16:00 Jumat 11:30 12:50 16:00 2 Senin-Kamis 12:00 12:50 16:00 Jumat 11:40 13:00 16:00 3 Senin-Kamis 12:30 13:20 16:00 Jumat 11:50 13:10 16:00
Dimana ketentuan diatas dibuat sesuai dengan peraturan pemerintah mengenai jam kerja bagi para pekerja di sektor swasta diatur dalam Undang-Undang No.13 tahun 2003 tentang Ketenagakerjaan, khususnya pasal 77 sampai dengan pasal 85 yang berisi sebagai berikut: Pasal 77 ayat 1, UU No.13/2003 mewajibkan setiap pengusaha untuk melaksanakan ketentuan jam kerja. Ketentuan jam kerja ini telah diatur dalam 2 sistem seperti yang telas disebutkan diatas yaitu:
a) 7 jam kerja dalam 1 hari atau 40 jam kerja dalam 1 minggu untuk 6 hari kerja dalam 1 minggu; atau
b) 8 jam kerja dalam 1 hari atau 40 jam kerja dalam 1 minggu untuk 5 hari kerja dalam 1 minggu.
Pada kedua sistem jam kerja tersebut juga diberikan batasan jam kerja yaitu 40 (empat puluh) jam dalam 1 (satu) minggu. Apabila melebihi dari ketentuan waktu kerja tersebut, maka waktu kerja biasa dianggap masuk sebagai waktu kerja lembur sehingga pekerja/buruh berhak atas upah lembur.
4.2.2 Target Produksi
PT Yamaha Indonesia memiliki rencana produksi dalam bulanan, pada kelompok kerja
cutting sizer membuat tartget produksi agar operator memiliki pedoman dalam
melakukan proses produksi setiap harinya. Berikut ini adalah target produksi yang telah dirancang berdasarkan tact time pada departemen wood working khususnya kelompok kerja cutting sizer:
Tabel 4. 4 Target Produksi 8 jam kerja/hari
Model Jumlah B1 PE 29 B2 PE 18 B3 PE 14 U1J PE 10 P121 1 P22 SE 1 P22 DO 2 M2 3 GBPE 10 GN2 1
UP PART PEDAL RAIL 30 UP PART FALL BACK 20
UP PART LEG 29
4.2.3 Cycle Time
Cycle Time adalah waktu yang diperlukan untuk memproduksi 1 unit kabinet dalam
keadaan normal. Pengambilan data dilakukan dengan pengamatan secara langsung di lapangan dan menggunakan experts judgement untuk mengetahui dan memastikan bahwa
cycle time yang dihitung sudah sesuai dengan kenyataan di lapangan. Berikut ini adalah
Tabel 4. 5 Daftar Cycle Time Cabinet UP & GP
Model Kabinet Double Sizer Double Tenoner Bench Saw
B1 PE Side Arm R/L 0.19 0.19 1.10 B1 PE Side Board R/L 0.58 0.27 - B1 PE Pedal Rail 0.14 0.04 0.42 B1 PE Key Slip 0.05 0.05 0.32 B1 PE Top Board 0.27 0.31 0.49 B1 PE Top Frame 0.64 0.50 1.04 B1 PE Fall Back - - 0.25 B1 PE Fall Center - - 0.23 B1 PE Fall Front - 0.04 0.64 B1 PE Hinge Strip 0.04 0.04 0.23 B1 PE Key Block R/L 0.06 0.07 1.35 B1 PE Bottom Frame 0.64 0.42 - B1 PE Bottom Board - 0.37 0.49 B2 PE Side Arm R/L 0.15 0.10 0.75 B2 PE Side Board R/L 0.58 0.35 - B2 PE Pedal Rail 0.14 0.09 0.42 B2 PE Key Slip 0.05 0.06 0.32 B2 PE Top Board 0.27 0.44 - B2 PE Top Frame 0.64 0.38 0.39 B2 PE Fall Back - - 0.25 B2 PE Fall Center - - 0.23 B2 PE Fall Front 0.05 - 0.32 B2 PE Hinge Strip 0.04 0.04 0.23 B2 PE Bottom Frame 0.64 0.42 - B2 PE L E G 0.14 0.05 0.39 B2 PE Side Sleeve 0.08 - 0.50
B2 PE Back Rail Wood - - 0.42
B2 PE Bottom Board - 0.37 0.49 B3 PE Side Arm R/L 0.19 0.09 0.91 B3 PE Side Board R/L 0.58 0.35 - B3 PE Pedal Rail 0.14 0.09 0.42 B3 PE Key Slip 0.05 0.06 0.32 B3 PE Top Board 0.27 0.44 - B3 PE Top Frame 0.64 0.38 0.35 B3 PE Fall Back 0.11 0.04 0.41 B3 PE Fall Center 0.15 0.12 0.40 B3 PE Fall Front 0.05 - 0.32 B3 PE Hinge Strip 0.05 0.04 2.90 B3 PE Bottom Frame 0.64 0.42 - B3 PE L E G 0.14 0.08 0.50 B3 PE Side Sleeve 0.08 - 0.49
Tabel 4. 6 Daftar Cycle Time Cabinet UP & GP (Lanjutan)
Model Kabinet Double Sizer Double Tenoner Bench Saw
B3 PE Pin Block 0.44 - -
B3 PE Back Rail Wood - - 0.29
B3 PE Bottom Board - 0.37 0.49
U1J PE Side Arm R/L 0.23 0.09 0.91
U1J PE Side Board R/L 0.58 0.35 -
U1J PE Pedal Rail 0.14 0.09 0.42
U1J PE Top Frame 0.27 - -
U1J PE Bottom Frame 0.64 0.42 -
U1J PE L E G 0.14 0.08 0.50
U1J PE Side Sleeve 0.08 - 0.49
U1J PE Top Board front 0.15 - 0.40
U1J PE Top Board Rear 0.15 - 0.40
U1J PE Top frame Side 0.27 - -
U1J PE Key Bed 0.59 0.45 -
U1J PE Pin Block 0.44 - -
U1J PE Back Rail Wood - - 0.29
U1J PE Bottom Board - 0.37 0.49
U1J PE Cleat fall back - - 0.39
P121 Side Arm R/L 0.23 0.10 0.91 P121 Side Board R/L 0.58 0.35 - P121 Pedal Rail 0.14 0.09 0.42 P121 Hinge Strip 0.04 0.04 2.58 P121 Key Block R/L 0.06 - 0.77 P121 Bottom Frame 0.64 0.42 - P121 L E G 0.14 - 0.73 P121 Side Sleeve 0.08 - 0.49
P121 Top Board front 0.15 0.36 0.40
P121 Top Board Rear 0.15 0.36 0.40
P121 Key Bed 0.55 0.49 - P121 Bottom Board - 0.37 0.49 P22 SE Side Arm R/L 0.29 0.09 0.86 P22 SE Side Board R/L 0.58 0.35 - P22 SE Pedal Rail 0.14 0.09 0.42 P22 SE Key Slip 0.07 - 0.32 P22 SE Top Board 0.27 0.44 - P22 SE Top Frame 0.27 0.41 0.32 P22 SE Top Frame (B) 0.27 - 0.32 P22 SE Fall Center 0.27 - 0.32 P22 SE Fall Center (B) 0.27 0.43 0.32 P22 SE Bottom Frame 0.64 0.42 - P22 SE L E G 0.14 - 0.50 P22 SE Side Sleeve 0.00 - 0.49 P22 SE Key Bed 0.55 0.49 -
Tabel 4. 7 Daftar Cycle Time Cabinet UP & GP (Lanjutan)
Model Kabinet Double Sizer Double Tenoner Bench Saw
P22 SE Bottom Board - 0.37 0.49 P22 SE Bench Top 0.91 - - P22 SE Fall Board A 0.27 0.43 0.32 P22 DO Bottom Frame 0.64 - - P22 DO Bench Top 0.91 - - M2 Bottom Frame 0.64 - -
GBPE Top Board front 0.55 0.48 -
GBPE Key Bed 1.35 0.52 -
GN2 Top Board front 1.10 0.48 -
GN2 Key Bed 1.35 0.52 -
UP PART Pedal Rail 0.55 0.11 0.83
UP PART Fall Back 0.11 - 0.41
UP PART L E G 0.14 0.32 0.50
4.2.4 Waktu Normal
Setelah mendapatkan data cycle time, maka dapat dilakukan perhitungan waktu normal dengan menentukan faktor penyesuaian (rating factor) terlebih dahulu. Seperti pada perhitungan sebagai berikut:
Terdapat 3 kondisi faktor penyesuaian yaitu operator bekerja dalam kondisi normal (P=1), operator bekerja diatas normal (P>1), dan operator bekerja dibawah normal (P<1) (Purnomo, 2014). Rating factor dapat dihitung dengan cara:
P = rating normal operator + rating performance
Rating factor untuk masing-masing operator pada mesin di cutting sizer adalah sebagai berikut: 1. Double Sizer Excellent Skill (B2) : +0,08 Good Effort (C1) : +0,05 Good Condition (C) : +0,02 Excellent Consistency (B) : +0,03 + Total : +0,18
Maka, rating factor nya adalah:
P = 1 + 0,18 = 1,18 2. Double Tenoner Good Skill (C2) : +0,03 Good Effort (C2) : +0,02 Good Condition (C) : +0,02 Excellent Consistency (C) : +0,01 + Total : +0,08
Maka, rating factor nya adalah:
P = 1 + 0,08 = 1,08 3. Bench Saw 1 Excellent Skill (B2) : +0,08 Good Effort (C1) : +0,06 Average Condition (D) : +0,00 Average Consistency (D) : +0,00 + Total : +0,14
Maka, rating factor nya adalah:
P = 1 + 0,14 = 1,14 4. Bench Saw 2
Good Skill (C1) : +0,06
Average Condition (D) : +0,00
Average Consistency (C) : +0,00 +
Total : +0,08
Maka, rating factor nya adalah:
P = 1 + 0,08 = 1,08
Tabel 4. 8 Waktu Normal
Model Kabinet Double Sizer Double Tenoner Bench Saw
B1 PE Side Arm R/L 0.23 0.21 1.26 B1 PE Side Board R/L 0.68 0.29 - B1 PE Pedal Rail 0.16 0.04 0.47 B1 PE Key Slip 0.06 0.05 0.37 B1 PE Top Board 0.32 0.33 0.56 B1 PE Top Frame 0.76 0.54 1.19 B1 PE Fall Back - - 0.27 B1 PE Fall Center - - 0.25 B1 PE Fall Front - 0.05 0.73 B1 PE Hinge Strip 0.05 0.05 0.26 B1 PE Key Block R/L 0.07 0.07 1.54 B1 PE Bottom Frame 0.75 0.45 - B1 PE Bottom Board - 0.40 0.56 B2 PE Side Arm R/L 0.17 0.11 0.86 B2 PE Side Board R/L 0.68 0.38 - B2 PE Pedal Rail 0.16 0.10 0.47 B2 PE Key Slip 0.06 0.07 0.37 B2 PE Top Board 0.32 0.48 - B2 PE Top Frame 0.75 0.41 0.45 B2 PE Fall Back - - 0.27 B2 PE Fall Center - - 0.25 B2 PE Fall Front 0.06 - 0.37 B2 PE Hinge Strip 0.05 0.04 0.26 B2 PE Bottom Frame 0.75 0.45 - B2 PE L E G 0.17 0.06 0.45 B2 PE Side Sleeve 0.09 - 0.58
B2 PE Back Rail Wood - - 0.45
B2 PE Bottom Board - 0.40 0.56 B3 PE Side Arm R/L 0.23 0.10 0.91 B3 PE Side Board R/L 0.68 0.38 - B3 PE Pedal Rail 0.16 0.10 0.47 B3 PE Key Slip 0.06 0.07 0.37 B3 PE Top Board 0.32 0.48 - B3 PE Top Frame 0.75 0.41 0.39
Tabel 4. 9 Waktu Normal (Lanjutan)
Model Kabinet Double Sizer Double Tenoner Bench Saw
B3 PE Fall Back 0.13 0.04 0.47 B3 PE Fall Center 0.17 0.13 0.45 B3 PE Fall Front 0.06 - 0.37 B3 PE Hinge Strip 0.06 0.05 3.31 B3 PE Bottom Frame 0.75 0.45 - B3 PE L E G 0.17 0.09 0.58 B3 PE Side Sleeve 0.09 - 0.56 B3 PE Pin Block 0.52 - -
B3 PE Back Rail Wood - - 0.31
B3 PE Bottom Board - 0.40 0.56
U1J PE Side Arm R/L 0.28 0.10 1.04
U1J PE Side Board R/L 0.68 0.38 -
U1J PE Pedal Rail 0.16 0.10 0.47
U1J PE Top Frame 0.32 - -
U1J PE Bottom Frame 0.75 0.45 -
U1J PE L E G 0.17 0.09 0.58
U1J PE Side Sleeve 0.09 - 0.56
U1J PE Top Board front 0.17 - 0.45
U1J PE Top Board Rear 0.17 - 0.45
U1J PE Top frame Side 0.32 - -
U1J PE Key Bed 0.70 0.49 -
U1J PE Pin Block 0.52 - -
U1J PE Back Rail Wood - - 0.31
U1J PE Bottom Board - 0.40 0.56
U1J PE Cleat fall back - - 0.43
P121 Side Arm R/L 0.28 0.11 1.04 P121 Side Board R/L 0.68 0.38 - P121 Pedal Rail 0.16 0.10 0.47 P121 Hinge Strip 0.05 0.05 2.95 P121 Key Block R/L 0.07 - 0.88 P121 Bottom Frame 0.75 0.45 - P121 L E G 0.17 - 0.84 P121 Side Sleeve 0.09 - 0.56
P121 Top Board front 0.17 0.39 0.45
P121 Top Board Rear 0.17 0.39 0.45
P121 Key Bed 0.65 0.53 - P121 Bottom Board - 0.40 0.56 P22 SE Side Arm R/L 0.34 0.10 0.98 P22 SE Side Board R/L 0.68 0.38 - P22 SE Pedal Rail 0.16 0.10 0.47 P22 SE Key Slip 0.09 - 0.37 P22 SE Top Board 0.32 0.48 - P22 SE Top Frame 0.32 0.44 0.37 P22 SE Top Frame (B) 0.32 - 0.37
Tabel 4. 10 Waktu Normal (Lanjutan)
Model Kabinet Double Sizer Double Tenoner Bench Saw
P22 DO Bottom Frame 0.75 - -
P22 DO Bench Top 1.08 - -
M2 Bottom Frame 0.75 - -
GBPE Top Board front 0.65 0.52 -
GBPE Key Bed 1.59 0.56 -
GN2 Top Board front 1.30 0.52 -
GN2 Key Bed 1.59 0.56 -
UP PART Pedal Rail 0.65 0.12 0.94
UP PART Fall Back 0.13 - 0.47
UP PART L E G 0.17 0.35 0.58
4.2.5 Waktu Baku
Dari hasil perhitungan waktu normal, maka dapat dihitung waktu baku. Waktu baku didapatkan dari perkalian antara waktu normal dengan nilai-nilai kelonggaran. Waktu baku pada penelitian ini dapat dilihat sebagai berikut:
Tabel 4. 11 Waktu Baku
Model Kabinet Double Sizer Double Tenoner Bench Saw
B1 PE Side Arm R/L 7.24 6.52 39.56 B1 PE Side Board R/L 21.50 9.27 - B1 PE Pedal Rail 5.11 1.36 14.92 B1 PE Key Slip 1.81 1.70 11.51 B1 PE Top Board 9.98 10.55 17.75 B1 PE Top Frame 23.81 16.98 37.39 B1 PE Fall Back - - 8.38 B1 PE Fall Center - - 7.77 B1 PE Fall Front - 1.46 23.02 B1 PE Hinge Strip 1.63 1.46 8.27 B1 PE Key Block R/L 2.17 2.28 48.50 B1 PE Bottom Frame 23.76 14.20 - B1 PE Bottom Board - 12.60 17.65 B2 PE Side Arm R/L 3.37 2.11 16.77 B2 PE Side Board R/L 13.35 7.40 - B2 PE Pedal Rail 3.17 1.95 9.26 B2 PE Key Slip 1.12 1.30 7.14 B2 PE Top Board 6.20 9.30 - B2 PE Top Frame 14.74 8.03 8.74
Tabel 4. 12 Waktu Baku (Lanjutan)
Model Kabinet Double Sizer Double Tenoner Bench Saw
B2 PE Fall Back - - 5.20 B2 PE Fall Center - - 4.82 B2 PE Fall Front 1.12 - 7.14 B2 PE Hinge Strip 1.01 0.83 5.13 B2 PE Bottom Frame 14.74 8.81 - B2 PE L E G 3.34 1.11 8.81 B2 PE Side Sleeve 1.86 - 11.26
B2 PE Back Rail Wood - - 8.84
B2 PE Bottom Board - 7.82 10.96 B3 PE Side Arm R/L 3.50 1.48 13.84 B3 PE Side Board R/L 10.38 5.75 - B3 PE Pedal Rail 2.47 1.52 7.20 B3 PE Key Slip 0.98 1.01 5.56 B3 PE Top Board 4.82 7.23 - B3 PE Top Frame 11.47 6.25 5.99 B3 PE Fall Back 1.97 0.58 7.11 B3 PE Fall Center 2.62 1.97 6.87 B3 PE Fall Front 0.98 - 5.56 B3 PE Hinge Strip 0.87 0.71 50.31 B3 PE Bottom Frame 11.47 6.86 - B3 PE L E G 2.60 1.38 8.76 B3 PE Side Sleeve 1.44 - 8.55 B3 PE Pin Block 7.86 - -
B3 PE Back Rail Wood - - 4.72
B3 PE Bottom Board - 6.08 8.52
U1J PE Side Arm R/L 3.00 1.06 11.27
U1J PE Side Board R/L 7.41 4.11 -
U1J PE Pedal Rail 1.76 1.09 5.14
U1J PE Top Frame 3.44 - -
U1J PE Bottom Frame 8.19 4.90 -
U1J PE L E G 1.86 0.99 6.26
U1J PE Side Sleeve 1.03 - 6.11
U1J PE Top Board front 1.87 - 4.91
U1J PE Top Board Rear 1.87 - 4.91
U1J PE Top frame Side 3.44 - -
U1J PE Key Bed 7.61 5.28 -
U1J PE Pin Block 5.61 - -
U1J PE Back Rail Wood - - 3.37
U1J PE Bottom Board - 4.34 6.09
U1J PE Cleat fall back - - 4.63
P121 Side Arm R/L 0.60 0.23 2.25
P121 Side Board R/L 1.48 0.82 -
P121 Pedal Rail 0.35 0.22 1.03
Tabel 4. 13 Waktu Baku (Lanjutan)
Model Kabinet Double Sizer Double Tenoner Bench Saw
P121 Key Block R/L 0.15 - 1.91
P121 Bottom Frame 1.64 0.98 -
P121 L E G 0.37 - 1.82
P121 Side Sleeve 0.21 - 1.22
P121 Top Board front 0.37 0.85 0.98
P121 Top Board Rear 0.37 0.85 0.98
P121 Key Bed 1.41 1.15 - P121 Bottom Board - 0.87 1.22 P22 SE Side Arm R/L 0.75 0.21 2.13 P22 SE Side Board R/L 1.48 0.82 - P22 SE Pedal Rail 0.35 0.22 1.03 P22 SE Key Slip 0.19 - 0.79 P22 SE Top Board 0.69 1.03 - P22 SE Top Frame 0.69 0.96 0.79 P22 SE Top Frame (B) 0.69 - 0.79 P22 SE Fall Center 0.69 - 0.79 P22 SE Fall Center (B) 0.69 1.01 0.40 P22 SE Bottom Frame 1.64 0.98 - P22 SE L E G 0.37 - 1.25 P22 SE Side Sleeve - - 1.16 P22 SE Key Bed 1.41 1.15 - P22 SE Bottom Board - 0.87 1.22 P22 SE Bench Top 2.34 - - P22 SE Fall Board A 0.69 1.01 0.73 P22 DO Bottom Frame 1.64 - - P22 DO Bench Top 2.34 - - M2 Bottom Frame 2.46 - -
GBPE Top Board front 7.05 5.63 -
GBPE Key Bed 17.28 5.62 -
GN2 Top Board front 1.41 0.52 -
GN2 Key Bed 1.73 0.56 -
UP PART Pedal Rail 21.16 3.79 30.81
UP PART Fall Back 2.81 - 10.15
UP PART L E G 5.38 10.89 18.14
4.2.6 Alur Produksi
Proses produksi pada cutting sizer pada umumnya melewati 3 jenis mesin yaitu, Double
melewati 1 atau 2 jenis mesin saja. Berikut ini adalah rincian alur produksi dari masing-masing kabinet:
Tabel 4. 14 Alur Produksi All Cabinet UP & GP
Model Kabinet Double Sizer Double Tenoner Bench Saw
B1 PE Side Arm R/L 1 2 3 B1 PE Side Board R/L 1 2 - B1 PE Pedal Rail 1 2 3 B1 PE Key Slip 1 2 3 B1 PE Top Board 1 2 3 B1 PE Top Frame 1 2 3 B1 PE Fall Back - - 1 B1 PE Fall Center - - 1 B1 PE Fall Front - 2 1 B1 PE Hinge Strip 1 3 2 B1 PE Key Block R/L 1 2 3 B1 PE Bottom Frame 1 2 - B1 PE Bottom Board - 2 1 B2 PE Side Arm R/L 1 2 3 B2 PE Side Board R/L 1 2 - B2 PE Pedal Rail 1 2 3 B2 PE Key Slip 1 2 3 B2 PE Top Board 1 2 - B2 PE Top Frame 1 2 3 B2 PE Fall Back - - 1 B2 PE Fall Center - - 1 B2 PE Fall Front 1 - 2 B2 PE Hinge Strip 1 3 2 B2 PE Bottom Frame 1 2 - B2 PE L E G 1 2 3 B2 PE Side Sleeve 1 - 2
B2 PE Back Rail Wood - - 1
B2 PE Bottom Board - 2 1 B3 PE Side Arm R/L 1 2 3 B3 PE Side Board R/L 1 2 - B3 PE Pedal Rail 1 2 3 B3 PE Key Slip 1 2 3 B3 PE Top Board 1 2 - B3 PE Top Frame 1 2 3 B3 PE Fall Back 1 2 3 B3 PE Fall Center 1 2 3 B3 PE Fall Front 1 - 2 B3 PE Hinge Strip 1 2 3 B3 PE Bottom Frame 1 2 - B3 PE L E G 1 2 3
Tabel 4. 15 Alur Produksi All Cabinet UP & GP (Lanjutan) Model Kabinet Double Sizer Double Tenoner Bench Saw
B3 PE Side Sleeve 1 - 2
B3 PE Pin Block 1 - -
B3 PE Back Rail Wood - - 1
B3 PE Bottom Board - 2 1
U1J PE Side Arm R/L 1 2 3
U1J PE Side Board R/L 1 2 -
U1J PE Pedal Rail 1 2 3
U1J PE Top Frame 1 - -
U1J PE Bottom Frame 1 2 -
U1J PE L E G 1 2 3
U1J PE Side Sleeve 1 - 2
U1J PE Top Board front 1 - 2
U1J PE Top Board Rear 1 - 2
U1J PE Top frame Side 1 - -
U1J PE Key Bed 1 2 -
U1J PE Pin Block 1 - -
U1J PE Back Rail Wood - - 1
U1J PE Bottom Board - 2 1
U1J PE Cleat fall back - - 2
P121 Side Arm R/L 1 2 3 P121 Side Board R/L 1 2 - P121 Pedal Rail 1 2 3 P121 Hinge Strip 1 3 2 P121 Key Block R/L 1 - 2 P121 Bottom Frame 1 2 - P121 L E G 1 - 2 P121 Side Sleeve 1 - 2
P121 Top Board front 1 2 3
P121 Top Board Rear 1 2 3
P121 Key Bed 1 2 - P121 Bottom Board - 2 1 P22 SE Side Arm R/L 1 2 3 P22 SE Side Board R/L 1 2 - P22 SE Pedal Rail 1 2 3 P22 SE Key Slip 1 - 2 P22 SE Top Board 1 2 - P22 SE Top Frame 1 2 3 P22 SE Top Frame (B) 1 - 2 P22 SE Fall Center 1 - 2 P22 SE Fall Center (B) 1 2 3 P22 SE Bottom Frame 1 2 - P22 SE L E G 1 - 2 P22 SE Side Sleeve - - 1 P22 SE Key Bed 1 2 -
Tabel 4. 16 Alur Produksi All Cabinet UP & GP (Lanjutan)
Model Kabinet Double Sizer Double Tenoner Bench Saw
P22 SE Bottom Board 2 1 P22 SE Bench Top 1 - - P22 SE Fall Board A 1 2 3 P22 DO Bottom Frame 1 - - P22 DO Bench Top 1 - - M2 Bottom Frame 1 - -
GBPE Top Board front 1 2 -
GBPE Key Bed 1 2 -
GN2 Top Board front 1 2 -
GN2 Key Bed 1 2 -
UP PART Pedal Rail 1 2 3
UP PART Fall Back 1 - 2
UP PART L E G 1 2 3
4.2.7 Implementasi Algoritma Campbell Dudek Smith (CDS)
Berdasarkan pada data cycle time yang telah didapatkan, langkah awal yang harus dilakukan yaitu melakukan pengurutan (sequential) terhadap kabinet yang menjadi prioritas utama dalam proses produksi. Pengurutan tersebut menerapkan metode Total
Work yang dapat diartikan bahwa kabinet yang memiliki alur produksi yang sama akan
dikelompokkan menjadi 1 kelompok. Setelah terbentuk beberapa kelompok, langkah selanjutnya yaitu dengan melakukan perhitungan iterasi menggunakan algoritma
Campbell Dudek Smith. Jumlah iterasi ditentukan berdasarkan pada rumus m - 1, pada
kasus ini jumlah iterasi yang dibutuhkan sebanyak 2 iterasi seperti pada contoh perhitungan dibawah ini:
P = m – 1 = 3 – 1 = 2 4.2.8 Perhitungan Makespan
Setelah dilakukan pengurutan berdasarkan metode Total Work dan perhitungan iterasi menggunakan algoritma Campbell Dudek Smith, langkah selanjutnya yaitu melakukan perhitungan makespan yang merupakan inti dari penelitian ini. Dari nilai makespan ini
dapat ditarik kesimpulan seberapa lama suatu stasiun kerja membutuhkan waktu untuk memproduksi seluruh kabinet dalam 8 jam kerja. Jumlah perhitungan makespan berjumlah 2 sesuai dengan jumlah iterasi yang telah dilakukan.