ANALISIS DATA
4.1 Pengumpulan Data
Pengumpulan data dilakukan di wilayah studi, yaitu Sunter 1 (plant 1000) yang terdiri dari 5 sloc (lokasi penyimpanan pada suatu plant). Dead stock yang ada di Sunter 1 adalah bekas inventory kijang pik-up dan kijang kapsul (510 T). Sloc di Sunter 1 antara lain PAD Painting (2100), PAD Engine 2 (2300), Assy Kaizen (5004), Welding Maintenance (5005), dan Utility (5007).
4.1.1 PAD Painting (2100)
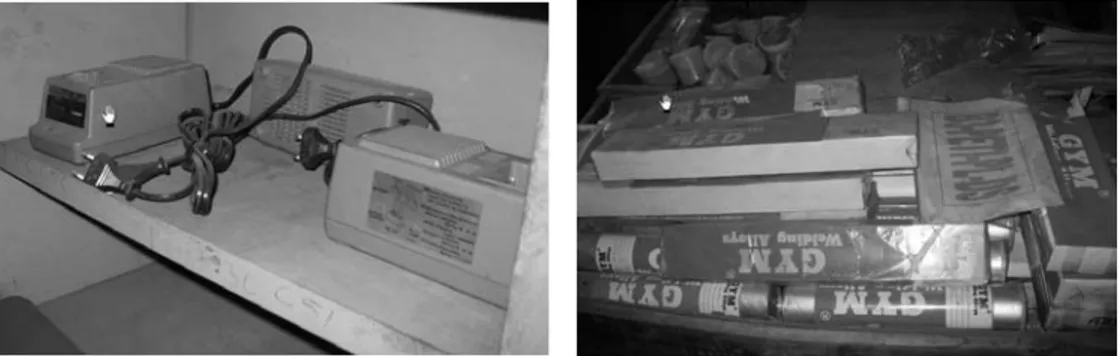
PAD Painting adalah Plant Administration Divisi Painting, yaitu suatu divisi yang menangani berbagai macam keperluan painting. PAD painting ini memiliki 54 item dead stock yang berasal dari proyek 510 T dengan nilai Rp. 175,311,129,-. Informasi selengkapnya dapat dilihat pada lampiran 6 Data dead stock PAD Painting. Beberapa item dead stock pada PAD Painting dapat dilihat dalam gambar 4.1.
Sumber: hasil survey, 2008
Gambar 4. 1 Beberapa item dead stock PAD Painting
4.1.2 PAD Engine 2 (2300)
PAD Engine 2 adalah Plant Administration Divisi Engine, yaitu suatu divisi yang menangani berbagai macam keperluan untuk memproduksi engine. PAD Engine 2 ini memiliki 1964 item dead stock yang berasal dari proyek 510 T dan Pick-Up dengan nilai Rp. 5,514,904,308. Informasi selengkapnya dapat dilihat pada lampiran 7 Data dead stock PAD Engine 2. Beberapa item dead stock pada PAD Engine 2 dapat dilihat dalam gambar 4.2.
Sumber: hasil survey, 2008
4.1.3 Assy Kaizen (5004)
Assy Kaizen adalah suatu divisi yang menangani perakitan kendaraan di Sunter 1. PAD Assy ini memiliki 6 item dead stock yang berasal dari proyek Pick-Up dengan nilai Rp. 21,054,689,-. Informasi selengkapnya dapat dilihat pada lampiran 8 Data dead stock assy kaizen.
4.1.4 Welding Maintenance (5005)
Welding Maintenance adalah suatu divisi maintenance untuk membantu divisi welding. Biasanya bertugas memperbaiki mesin dan peralatan welding yang ada di Sunter 1. Divisi ini memiliki 8 item dead stock yang berasal dari proyek Pick-Up dengan nilai Rp. 3,011,316,-. Informasi selengkapnya dapat dilihat pada lampiran 9 Data dead stock welding maintenance. Beberapa item dead stock pada Welding Maintenance dapat dilihat dalam gambar 4.3.
Sumber: hasil survey, 2008
4.1.5 Utility (5007)
Utility adalah suatu divisi yang bertugas mempersiapkan segala kebutuhan untuk welding production di Sunter 1. Divisi ini memiliki 27 item dead stock yang berasal proyek Pick-Up dengan nilai Rp. 2,097,966,-. Informasi selengkapnya dapat dilihat pada lampiran 10 Data dead stock utility.
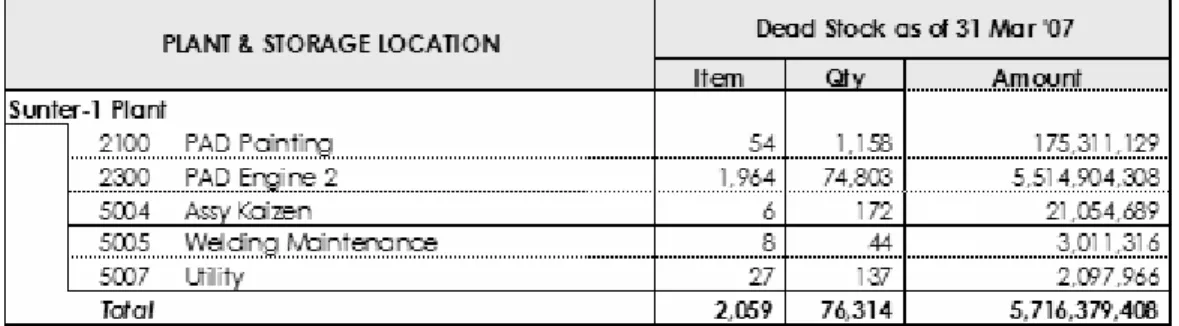
Nilai dead stock hingga 31 Maret 2007 di Sunter 1 diperoleh dari hasil akhir kegiatan inventory taking, yang merupakan akumulasi dead stock sejak tahun 2006. Sejak saat itu hingga tugas ini dibuat belum dilakukan pengelolaan atas dead stock tersebut, sehingga dead stock menumpuk di sloc masing-masing area. Summary Nilai dead stock yang ada di Sunter 1 dapat dilihat pada tabel 4.1
Tabel 4. 1 Summary Jumlah Dead stock per Sloc
Sumber: SAP system PT TMMIN, 2007
Berdasarkan data di atas diketahui bahwa nilai dead stock di Sunter 1 mencapai Rp. 5.716.379.408,- dengan 2.059 macam item. Data di atas didapat setelah melakukan resume atas data dead stock yang telah dikumpulkan pada masing-masing sloc. Nilai dead stock pada
tabel tersebut didapatkan dari SAP setelah dilaksanakan inventory taking di lapangan pada 31 Maret 2007.
4.2 Pengolahan Data
4.2.1 Lembar periksa (check sheet)
Check sheet yang digunakan adalah untuk data atribut. Data yang diperoleh adalah data kualitatif hasil pengamatan dan perhitungan dilapangan. Data yang diperoleh dapat dimanfaatkan untuk analisis dead stock di lapangan. Dengan dibuatnya check sheet pada pengolahan data ini akan diketahui berapa jumlah dead stock sebenarnya di lapangan dan diketahui sloc mana yang memiliki jumlah dead stock paling besar. Check sheet dibuat berdasarkan material status dari inventory. Dengan check sheet ini akan diketahui inventory fast moving, slow moving dan dead stock. Untuk check sheet seluruh sloc dapat dilihat pada lampiran 1 sampai lampiran 5.
Berdasarkan hasil check sheet pada data lampiran tersebut, data dead stock yang akan digunakan dalam penelitian sesuai dengan ruang lingkup penelitian.
Setelah dilakukan proses pengecekan pada data tersebut, maka akan didapatkan data dead stock pada masing-masing sloc seperti pada lampiran 6 hingga lampiran 10 pada subbab 4.1 pengumpulan data.
No. Storage Location Jumlah Nilai 1 PAD Engine 2 (2300) 74,803 5,514,904,308 2 PAD Painting (2100) 1,158 175,311,129 3 Assy Kaizen (5004) 172 21,054,689 4 Utility (5007) 137 2,097,966 5 Welding Maintenance (5005) 44 3,011,316 Total 76,314 5,716,379,408 4.2.2 Diagram Pareto
Pembuatan Diagram Pareto bertujuan untuk mengidentifikasi dead stock yang paling banyak pada suatu plant, sehingga dapat memprioritaskan masalah tersebut. Pembuatan Diagram Pareto didasarkan pada jumlah item dan nilai dead stock. Hal ini bertujuan untuk melihat kondisi dead stock secara lebih detail, sehingga informasi yang didapat semakin lengkap.
Langkah dalam pembuatan Diagram Pareto adalah sebagai berikut:
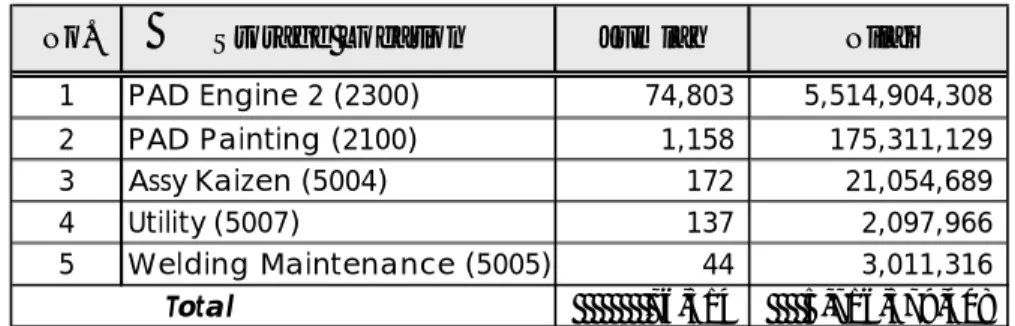
1. Pengumpulan semua data dari plant Sunter 1 berdasar masing-masing sloc. Jumlah dan nilai dead stock pada masing-masing sloc dapat dilihat pada tabel 4.2.
Tabel 4. 2 Jumlah dan Nilai Dead stock per Sloc
Sumber: Hasil Analisis, 2008
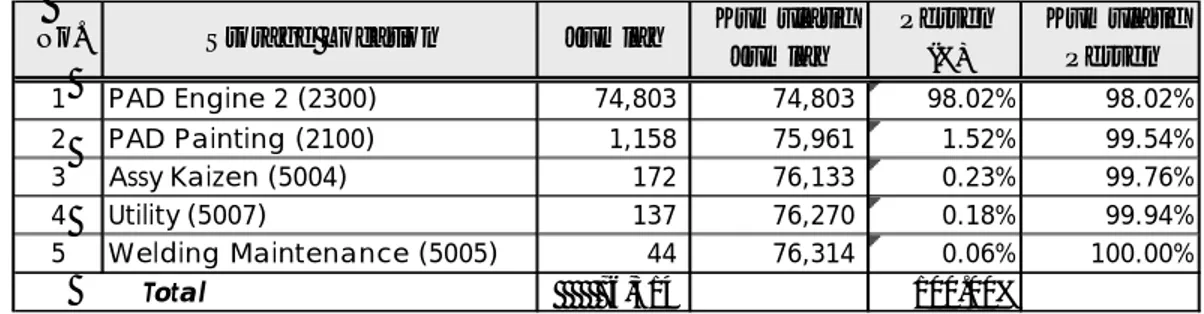
2. Pengurutan data dari terbesar hingga terkecil dan perhitungan presentasenya. Jumlah dan persentase dead stock per Sloc dapat dilihat pada tabel 4.3.
Kumulatif Persen Kumulatif Jumlah (%) Persen 1 PAD Engine 2 (2300) 74,803 74,803 98.02% 98.02% 2 PAD Painting (2100) 1,158 75,961 1.52% 99.54% 3 Assy Kaizen (5004) 172 76,133 0.23% 99.76% 4 Utility (5007) 137 76,270 0.18% 99.94% 5 Welding Maintenance (5005) 44 76,314 0.06% 100.00% Total 76,314 100.00% Jumlah Storage Location No.
No. Storage Location Nilai Kumulatif Persen Kumulatif
Nilai (%) Persen 1 PAD Engine 2 (2300) 5,514,904,308 5,514,904,308 96.48% 96.48% 2 PAD Painting (2100) 175,311,129 5,690,215,437 3.07% 99.54% 3 Assy Kaizen (5004) 21,054,689 5,711,270,126 0.37% 99.91% 4 Welding Maintenance (5005) 3,011,316 5,714,281,442 0.05% 99.96% 5 Utility (5007) 2,097,966 5,716,379,408 0.04% 100.00% Total 5,716,379,408 100.00%
Tabel 4. 3 Persentase Jumlah Dead stock per Sloc
Sumber: Hasil Analisis, 2008
Nilai dan persentase dead stock per Sloc dapat dilihat pada tabel 4.4. Tabel 4. 4 Persentase Nilai Dead stock per Sloc
Sumber: Hasil Analisis, 2008
3. Pembuatan diagram pareto
Diagram Pareto Nilai Dead Stock Sunter 1 -1,000 2,000 3,000 4,000 5,000 6,000 Persentase Ni la i 94.00% 95.00% 96.00% 97.00% 98.00% 99.00% 100.00% 101.00% Nilai (dlm juta) 5,515 175 21 3 2 % Kumulatif 96.48% 99.54% 99.91% 99.96% 100.00% 2300 2100 5004 5005 5007
Sumber: Hasil Analisis, 2008
Gambar 4. 4 Diagram Pareto Dead stock berdasarkan jumlah
Diagram Pareto nilai dan persentase dead stock dapat dilihat pada gambar 4.5.
Sumber: Hasil Analisis, 2008
Gambar 4. 5 Diagram Pareto Dead stock berdasarkan nilai
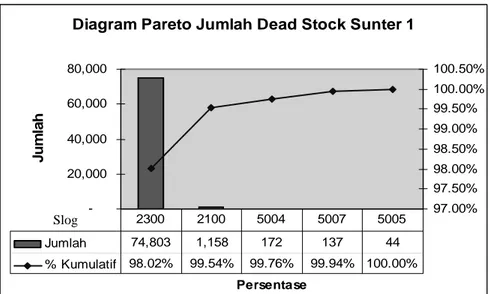
Diagram Pareto Jumlah Dead Stock Sunter 1
-20,000 40,000 60,000 80,000 Persentase Ju m la h 97.00% 97.50% 98.00% 98.50% 99.00% 99.50% 100.00% 100.50% Jumlah 74,803 1,158 172 137 44 % Kumulatif 98.02% 99.54% 99.76% 99.94% 100.00% 2300 2100 5004 5007 5005 Slog
Berdasarkan dua Diagram Pareto (jumlah dan nilai) di atas diketahui bahwa sloc 2300 (PAD Engine 2) memiliki dead stock terbesar, yaitu sebesar 98,02 % (jumlah) dan 96,48% (nilai) dari keseluruhan sloc. Diikuti dengan sloc 2100 (PAD Painting) sebesar 1.52 % (jumlah) dan 3,07% (nilai), sloc 5004 (Assy Kaizen) sebesar 0.23 % (jumlah) dan 0,37 % (nilai), sloc 5007 (Utility) sebesar 0.18 % (jumlah) dan 0,04 % (nilai), sloc 5005 (Welding Maintenance) sebesar 0.06% (jumlah) dan 0,05 % (nilai).
Berdasar ke dua Diagram Pareto tersebut, dapat dilihat sloc yang harus lebih diutamakan untuk dikelola lebih lanjut sehingga mengurangi jumlah dead stock secara keseluruhan adalah dead stock di PAD Engine 2. Bila penanganan ini bisa dilakukan maka akan mengurangi 98 % jumlah dead stock di Sunter 1. Sehingga prioritas penanganan dead stoc akan di fokuskan pasa sloc PAD Engine 2 karena memiliki jumlah dead stock dengan persentase terbesar dari yang lainnya.
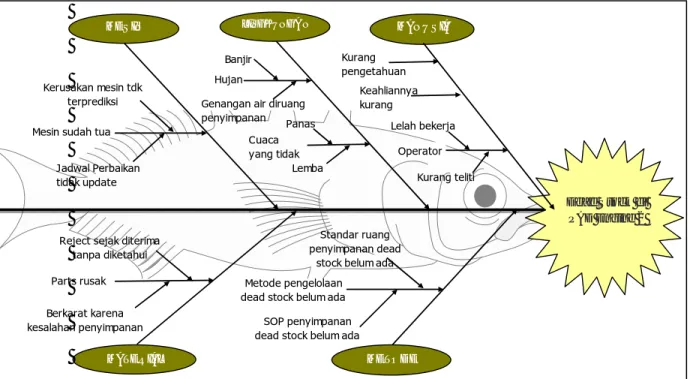
4.2.3 Diagram sebab akibat (fish bone)
Setelah mengetahui prioritas utama penyelesaian dead stock dari diagram pareto, maka langkah selanjutnya adalah menganalisa dengan diagram sebab akibat yang bertujuan untuk mengetahui penyebab timbulnya dead stock dengan jumlah yang besar. Berdasar tabel 4.4 dapat diketahui bahwa persentase jumlah dead stock terbesar adalah PAD Engine 2 (98.02 %). Gambar analisa sebab akibat dead stock di PAD Engine 2 dapat dilihat pada gambar 4.6.
MESIN MANUSIA
METODE MATERIAL
Metode pengelolaan dead stock belum ada SOP penyimpanan dead stock belum ada Berkarat karena kesalahan penyimpanan Parts rusak Operator Kerusakan mesin tdk terprediksi Jadwal Perbaikan tidak update Lelah bekerja Kurang teliti Dead Stock di PAD Engine 2 Cuaca yang tidak Panas Keahliannya kurang Kurang pengetahuan Lemba Hujan Banjir
Genangan air diruang penyimpanan Mesin sudah tua
LINGKUNGAN
Reject sejak diterima tanpa diketahui
Standar ruang penyimpanan dead
stock belum ada
Sumber: Hasil Analisis, 2008
Gambar 4. 6 Diagram sebab akibat dead stock di PAD Engine 2
Faktor-faktor penyebab dead stock di PAD Engine 2 Sunter 1 di antaranya adalah:
1. Manusia
Manusia merupakan salah satu penyebab dead stock di PAD Engine 2. Kurang teliti, lelah dan adanya masalah keluarga pada operator dapat menyebabkan berbagai masalah bahkan dapat menyebabkan kerusakan pada mesin, sehingga harus dilakukan pergantian pada suku cadang mesin yang berujung pada penambahan inventori suku cadang.
Jika penambahan suku cadang ini terus dilakukan hingga mesin tersebut run out atau telah tidak digunakan lagi, maka suku cadang tersebut akan menjadi dead stock.
2. Lingkungan
Temperatur yang tidak sesuai dan lembab merupakan salah satu penyebab inventori menjadi rusak. Kerusakan tersebut biasanya berupa karat pada suatu permukaan part inventori dan dapat menyebabkan part tersebut tidak dapat digunakan lagi karena secara fungsi membahayakan. Jika hal ini telah terjadi maka inventori part tersebut akan masuk kedalam kategori dead stock karena sudah tidak dapat digunakan lagi.
3. Mesin
Penggunaan mesin yang kurang tepat dapat menyebabkan kerusakan pada mesin itu sendiri. Proses pencekaman atau pengikatan material yang tidak sesuai standar saat proses permesinan berlangsung dapat menyebabkan kerusakan bahkan kecelakaan kerja. Jika kerusakan ini terjadi, maka terjadilah perbaikan yang berujung pada pemesanan suku cadang karena ada suku cadang yang rusak. Untuk menghemat waktu pemesanan suku cadang, maka inventori untuk suku cadang tersebut dibuat aman (safety stock), sehingga perbaikan dapat dilakukan tanpa menunggu waktu pemesanan suku cadang.
Semua mesin di lapangan memiliki jadwal perbaikan yang rutin, tetapi penggunaan mesin diluar standar kerja dan umur mesin yang sudah tua menyebabkan perbaikan meleset dari jadwal yang telah direncanakan.
Umur mesin yang sudah tua tetapi tetap dioperasikan juga berpengaruh terhadap terjadinya dead stock, karena waktu perbaikan diluar jadwal atau tidak bisa diprediksi menyebabkan safety stock suku cadang dari mesin ini akhirnya akan menjadi dead stock.
4. Material
Part atau suku cadang yang merupakan kategori bergerak cepat (fast moving) atau sangat sering mengalami penggantian akan lebih banyak memiliki inventori dibandingkan yang lain. Saat run out, kategori part ini menjadi dead stock tertinggi dibandingkan dengan kategori lainnya, karena secara inventori kategori fast moving jumlahnya sangat banyak.
5. Metode
Ketiadaan metode pengelolaan dead stock menyebabkan dead stock menumpuk di gudang. Dead stock yang telah diketahui sangat banyak, jika dibiarkan di gudang terus menerus selain tidak mendatangkan manfaat, akan sangat mengganggu proses penyimpanan suku cadang yang lain karena menghabiskan tempat.
4.2.4 Failure Mode Effects Analysis (FMEA)
Merupakan metode yang digunakan untuk menunjukkan masalah (failure mode) yang biasanya timbul pada suatu sistem, sehingga menyebabkan sistem tersebut tidak mampu menghasilkan produk sesuai dengan standar yang diinginkan. Tabel analisis FMEA atas dead stock di Sunter 1 dapat dilihat dalam tabel 4.5.
Keterangan nilai.
O = Occurrence/terjadi ---->
S = Saverity/kerumitan ---->
D = Detection/deteksi ---->
R = Risk assessment/tindakan ---->
Kemungkinan terjadi kegagalan (1-10): 1= peluang kegagalan dapat dikendalikan, 10=peluang kegagalan sangat tinggi
Kemungkinan kegagalan (defect) yang terdeteksi (1-10): 1=sangat kecil peluang gagal tidak terdeteksi. 10=peluang kegagalan tidak terdeteksi sangat tinggi Tingkat kepelikan kegagalan (1-10): 1= tidak nyata terasa oleh customer, 10=kegagalan yang membahayakan,
memungkinkan kehilangan customer
Nilai Resiko: R dengan angka tertinggi adalah prioritas utama dalam penyelesaian, yang terpenting adalah tugas untuk menghilangkan penyebab kegagalan.
Dead Stock di Sunter 1 PT. TMMIN
Proses penyimpanan parts fast moving tidak berjalan lancar karena space gudang terpakai untuk dead stock
Dead stock tidak menghasilkan keuntungan tetapi menyebabkan biaya penyimpanan bertambah.
2 7 112 Pengelolaan dead stock , dengan; reproduction, modification, Dead Stock Run out model, dan part reject
sebelum digunakan
Part tidak dapat digunakan untuk support produksi dan menumpuk digudang tidak menghasilkan keuntungan
8
2 3 12 Mengatur sistem pergudangan. Training teknik penyimpanan dead stock pada stock holder
Part dead stock rusak Jika dead stock rusak harga jual kembali renadh dan tidak dapat dimanfaatkan untuk keperluan Terlalu lama disimpan, suhu
yang lembab dan metode penyimpanan yang salah menyebabkan kerusakan.
2
84 Mengatur sistem pergudangan. Uang tidak berputar Dead stock tidak dapat
digunakan untuk support produksi.
8 2 6 96 Mengelola dead stock, dengan; reproduction, modification, penjualan.
R Action to Eliminate or Reduce Risk
Inventory system Sebagai Inventori suku cadang mesin dan support produksi
Gudang penuh Banyak item dead stock menumpuk di gudang
7 2 6
Potential Cause of Failure O S D
Item's Item's Functions Potential Failure Mode Potential Effect of Failure
Dari tabel FMEA di atas didapat beberapa alternatif yang dapat dilakukan untuk mengatasi permasalahan yang timbul akibat adanya dead stock, berbagai macam alternatif tersebut antara lain:
1. Mengatur Sistem Pergudangan
Gudang yang berfungsi sebagai tempat penyimpanan, harus mampu menampung barang-barang sebagai inventory penunjang produksi. Persediaan disimpan digudang berdasarkan klasifikasi sebagai berikut:
a. Harus dalam suhu yang dingin dengan cara dipasang AC atau disimpan dalam lemari pendingin. Hal ini banyak dilakukan pada PAD Painting. Sifat, dead stock berupa liquid atau cairan harus dipisahkan berdasarkan ketahanan terhadap temperatur. Dead stock yang rusak apabila terkena suhu panas, maka penyimpanannya.
b. Ukuran dan Bentuk Barang, dead stock yang memiliki ukuran dan bentuk yang besar harus disimpan di pada tempat yang aman yaitu pada bagian bawah dari lemari atau rak penyimpanan sehingga tidak mengganggu dan membahayakan proses loading unloading dari suatu inventory yang bergerak.
c. Dalam penyimpanan dead stock agar tidak menggangu aktivitas inventory lainnya, maka penyimpanan dapat dilakukan pada tempat yang terpisah atau bagian pojok dari suatu gudang.
2. Mengelola Dead stock
Pengelolaan dead stock ini dilakukan sebagai alternatif pemanfaatan dead stock sehingga dapat digunakan untuk menunjang produksi dan menghasilkan
keuntungan bagi perusahaan. Beberapa alternatif pengelolaan dead stock yang dapat dilakukan di PT. TMMIN diantaranya adalah:
a. Reproduction,
untuk item dead stock yang berupa material, seperti sheet material dapat kita gunakan sebagai campuran dalam proses casting production. Hasil dari peleburan dengan campuran sheet material ini dapat kita gunakan sebagai bahan baku dalam pembuatan dies atau kita jual kembali sebagai raw material, sehingga dapat menghasilkan keuntungan bagi perusahaan. Æ Kelebihan, prosedur yang ditempuh untuk melakukan modifikasi ini
cukup simpel, sehingga waktu yang diperlukan relatif lebih cepat. Æ Kekurangan, hanya sedikit suku cadang yang dapat dilebur dalam
casting production. Tidak semua dead stock yang ada dapat dilebur. Hanya kategori sheet material, sehingga alternatif ini tidak banyak menyelesaikan masalah. Karena walaupun hal ini dilakukan akan masih banyak dead stock yang tersisa.
b. Modification
Dead stock part yang merupakan suku cadang mesin biasanya dapat digunakan setelah mengalami modifikasi, sehingga spesifikasi dan bentuk sesuai dengan kebutuhan. Hal ini dapat dilakukan jika dalam keadaan terdesak dan darurat suku cadang dari mesin produksi tersebut rusak sedangkan suku cadangnya tidak ada atau telah habis, dan jika menunggu pengadaan inventori suku cadang akan memakan waktu yang lama, sehingga alternatif ini dilakukan.
Æ Kelebihan, prosedur yang ditempuh untuk melakukan modifikasi ini cukup simpel, sehingga waktu yang diperlukan relatif cepat.
Æ Kekurangan, hanya sedikit suku cadang yang dapat dimodifikasi. Tidak semua dead stock yang ada dapat dimodifikasi, sehingga alternatif ini tidak banyak menyelesaikan masalah. Karena walaupun modifikasi atas dead stock ini dilakukan akan masih banyak dead stock yang tersisa.
c. Melakukan penjualan dead stock
Dengan dilakukannya penjualan dead stock, maka tidak akan ada lagi dead stock yang menumpuk di storage, dan hasil dari penjualn dead stock tersebut akan menambah pendapatan atau keuangan perusahaan.
Æ Kelebihan, metode ini adalah yang paling efektif, karena dead stock akan langsung habis terjual, penjualan dapat langsung dilakukan dalam satu waktu.
Æ Kekurangan, banyak prosedur yang harus dilakukan untuk mengadakan penjualan atas dead stock, sehingga waktu yang diperlukan juga lebih lama.
Dari ketiga metode pengelolaan tersebut yang paling menguntungkan dan paling baik adalah metode ketiga, yaitu melakukan penjualan dead stock. 3. Training Teknik Penyimpanan
Training ini diberikan kepada operator pelaksana penyimpanan sehingga dalam melaksanaan tugasnya dapat berjalan dengan baik tanpa merusak inventory atau dead stock yang disimpan. Training ini sangat penting
diberikan untuk menunjang pergudangan yang efektif dan efisien. Dengan telah dibekali pengetahuan dasar penyimpanan maka kesalah penyimpanan yang biasanya dilakukan oleh operator dapat dihilangkan.
Berdasar tabel FMEA diketahui bahwa langkah prioritas yang sebaiknya diambil adalah mengelola dead stock dengan reproduction, modification dan penjualan. Dan berdasarkan analisa diatas metode dengan penjualan adalah yang paling baik karena dapat langsung dirasakan dan sangat maksimal mengurangi jumlah dead stock.
4.2.5 Analisis ABC
Analisis ABC ini dilakukan untuk mengklasifikasikan dalam penanganan dead stock. Dalam hal ini dilakukan pengklasifikasian sesuai kategori :
Berdasarkan harga jual kembali dan kondisi item dead stock.
A. Harga Jual Kembali Tinggi
Adalah item-item dead stock yang memiliki harga beli tinggi dan memiliki kondisi yang masih baik. Sehingga jika dikelompokkan menjadi satu dan dilakukan penjualan maka harga jual jual kembali akan tinggi. Item dead stock ini memiliki harga saat beli >8,000,000
B. Harga Jual Kembali Sedang
Adalah item-item dead stock yang memiliki harga beli antara range 5000,000 – 8,000,000 dengan berbagai kondisi.
C. Harga Jual Kembali Termurah
Adalah item-item dead stock yang memiliki harga beli < 5000,000 dalam berbagai kondisi.
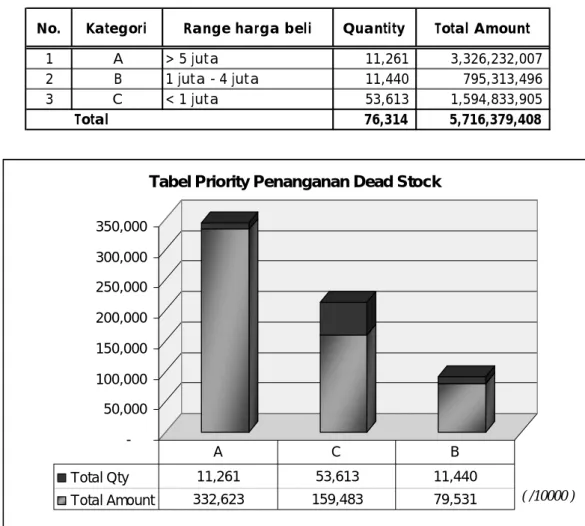
No. Kategori Range harga beli Quantity Total Amount 1 A > 5 juta 11,261 3,326,232,007 2 B 1 juta - 4 juta 11,440 795,313,496 3 C < 1 juta 53,613 1,594,833,905 Total 76,314 5,716,379,408 -50,000 100,000 150,000 200,000 250,000 300,000 350,000
Type Dead Stock
Tabel Priority Penanganan Dead Stock
Total Qty 11,261 53,613 11,440 Total Amount 332,623 159,483 79,531
A C B
Hasil dari pengolahan data didapat bahwa:
Tabel 4. 6 Range Harga Beli Dead Stock
Gambar 4. 7 Prioritas penanganan dead stock
Dari diagram tersebut dapat diketahui bahwa dead stock yang memiliki nilai dan prioritas utama untuk dilakukan penjualan adalah dead stock kategori A, karena memiliki quantity kecil dengan nilai yang tinggi.
Pengelolaan Dead stock dengan Analisis ABC
Pengelolaan dead stock dengan analisis ABC ini untuk menangani dead stock dengan cara dilakukan penjualan dan dibuang.
Æ Dead stock Kategori A
Dead stock kategori ini memiliki nilai jual kembali yang tinggi selain karena harga belinya dahulu yang tinggijuga karena kondisi dead stock ini masih baik. Dead stock kategori ini akan dijual.
Æ Dead stock Kategori B
Dead stock kategori ini memiliki harga jual yang rendah dikarenakan dahulu harga belinya yang murah dan dead stock ini masih dalam kondisi yang baik sehingga jika dilakukan penjualan masih akan laku tetapi dengan harga yang rendah.
Æ Dead stock Kategori C
Dead stock kategori ini memiliki harga jual yang sangat rendah dikarenakan dahulu dibeli dengan harga yang murah dan juga dikarenakan ada beberapa item dead stok yang tidak dalam kondisi bagus. Penanganan dead stock kategori ini dapat dengan dijual dan dapat juga dengan dilebur atau dibuang dikarenakan harga jual kembalinya sangat rendah.
4.3 Usulan Perbaikan (Mekanisme Penjualan Dead stock)
Setelah dilakukan analisis dengan diagram pareto, diagram sebab akibat dan FMEA maka diketahui bahwa langkah yang sebaiknya diambil untuk manangani dead stock adalah dengan dilakukannya penjualan atas dead stock tersebut. Untuk itu maka dibuatlah mekanisme penjualan dead stock. Flow mekanisme penjualan dead stock dapat dilihat pada tabel 4.6.
FINANCE DIVISION DEAD STOCK CUSTOMER
BUSINESS PROCESS FLOW
SELLING MECHANISM FOR DEAD STOCK INVENTORY
STEPS/ACTIVITIES
PLANT ADMINISTRATION DIVISION
OR MAINTENANCE DEPT. PURCHASING DIVISION
DIV. CONCERNED DEAD STOCK TENDER COMMITTEE
PROPOSAL FOR GOODS ISSUE TO SCRAP
(Time: D1)
PROPOSAL & SALES PRICE CALCULATION FOR DEAD STOCK SELLING
(Time: D1)
DEAD STOCK TENDER ACTIVITY AND PAYMENT FOR DEAD STOCK SELLING (Including Delivery Arrangement)
(Time: D2, D3 & D4) CONFIRMATION AND GOODS ISSUE TO SCRAP
EXECUTION (Time: D1) D2+1 D2 D1+8 D1+6 D1+4 D1+2 D1+1 D1 Inform reasons of disapprov al to PAD/Maintenance Dept. Yes No Approv al up to FD DH/DDH Confirmed with Approv al Preferences: At least 3 Candidates Start Execution for GI to Scrap by User Requirement for Dead Stock
Selling Tender
Apply Tender
Proposal to PuD Process of Customer
Sellection
Tender Inv itation Letter
DEAD STOCK TENDER (1 Day Transaction at User Location)
Tender Committee Member:
Tender Winner GI to Scrap Result Classification of Dead Stock to be sold Apply Tender Proposal to PuD Tender Inv itation Letter Tender
Inv itation Letter Teder Inv itation
Letter
Calculate Proposal of Selling Amount Sales Price for
Dead Stock Selling Tender Resume Tender Resume Tender Resume Tender Resume Finish Dead Stock Disposal Form -Approv ed 1. PAD/Maintenance Dept. 2. Finance Division
3. Purchasing Division Sales Price for Dead Stock Selling
Finish
Dr. Scrap Cost Cr. Inv . Prod. Support
Dead Stock Disposal Form -Approv ed Fill in Dead Stock
Disposal Form (Including Approval from User) Dead Stock Disposal Form Dead Stock Disposal Form Approv al Process
Include commitment for Delivery Arrangement: 1. Timing for Payment 2. Timing for Delivery 3. TMMIN PIC
Mekanisme penjualan bertujuan agar dead stock yang ada dapat berkurang secara maksimum, sehingga lebih bermanfaat karena dapat mendatangkan keuntungan bagi perusahaaan dibandingkan disimpan di gudang.
Mekanisme penjualan dead stock dapat diterangkan sebagai berikut:
1. Proposal pengakuan dead stock sebagai scrap
Sebelum penjualan dead stock dilakukan, langkah pertama yang harus dilakukan adalah menentukan part atau material mana saja yang masuk kategori dead stock dan alasan mengapa dikategorikan dead stock. Untuk hal ini section head plant bersangkutan harus mengisi dead stock disposal form approval dan detail part yang dimaksud untuk kemudian meminta persetujuan dari Departement Head dan Division Head terkait. Untuk detail form dapat dilihat pada lampiran 11 (dead stock disposal form).
Setelah plant terkait menyetujui, maka langkah selanjutnya adalah meminta persetujuan dari FD Div. Setelah semua poses tersebut selesai, maka langkah selanjutnya adalah merubah status dead stock di SAP dari inventory product support menjadi scrap, yaitu material, part atau suku cadang sisa dari produksi atau yang telah tidak digunakan lagi untuk produksi..
2. Merubah status dead stock dalam SAP
Setelah disetujui untuk dilakukan penjualan terhadap dead stock, maka perubahan status di SAP harus dilakukan dari inventory product support menjadi scrap. Proses good issue to scrap dilakukan oleh PAD atau plant maintenance bersangkutan.
PAD atau Maintenance Department membuat dan mengajukan proposal pelaksanaan tender penjualan terhadap dead stock yang telah diklasifikasikan berdasarkan jenisnya kepada PuD. Setelah menerima proposal tersebut PuD melakukan seleksi terhadap pembeli yang nantinya akan diundang dalam tender penjualan. Konsumen yang dituju di antaranya adalah supplier-supplier PT.TMMIN dan tengkulak yang biasa membeli besi atau material bekas produksi. Sedangkan Finance Division melakukan perhitungan untuk menentukan harga jual masing-masing dead stock.
4. Pelaksanaan tender penjualan dead stock
Pelaksanaan tender dimulai dengan pembeli diberikan kesempatan untuk melihat dead stock yang akan dijual dan telah dilengkapi dengan harga dan kondisi serta spesifikasi dead stock tersebut. Untuk kemudian pembeli memasang harga atas dead stock tersebut. Setelah semua pembeli melihat dan menuliskan harga yang berani dibayar oleh pembeli untuk dead stock tersebut, maka tender committee akan menentukan siapa yang akan memenangkan tender sesuai dengan harga yang paling tinggi atau mendekati standar harga yang telah ditetapkan.
Setelah pemenang tender ditetapkan, maka resume tender langsung dibuat yang berisi waktu pembayaran dead stock oleh pembeli dan waktu pengiriman dead stock kepada pembeli.
Dengan adanya usulan mekanisme penjualan dead stock ini diharapkan penjualan dead stock di PT. TMMIN dapat segera dilakukan sehingga dapat menguntungkan perusahaan dan mengurangi inventory di storage area.