v Universitas Kristen Maranatha
ABSTRAK
PT. Panasia Indo Resources merupakan salah satu perusahaan yang bergerak dalam bidang industri tekstil, yaitu pembuatan benang DTY. Pada perusahaan ini ada beberapa stasiun kerja, yaitu stasiun twisting, knitting, dyeing, judging dan packing. Perusahaan ini masih memiliki beberapa kekurangan, yaitu operator di stasiun packing bekerja lambat dalam menyelesaikan pekerjaannya karena belum mempunyai waktu standar, kondisi lingkungan kerja di area kantor bagian produksi dan di area pabrik yang tidak nyaman, belum memperhatikan keselamatan dan kesehatan kerja, dan belum memperhatikan resiko kerja bagi operator yang mengangkat dus hasil packing (pasca packing). Berdasarkan masalah di atas, peneliti melakukan penelitian untuk memperbaiki sistem kerja yang ada.
Pertama-tama peneliti melakukan pengumpulan data aktual yang meliputi sejarah perusahaan, visi dan misi perusahaan, struktur organisasi, jam kerja, proses produksi, fasilitas fisik stasiun packing, layout kantor bagian produksi dan pabrik, lingkungan fisik, waktu siklus stasiun packing, peralatan K3 (Keselamatan dan Kesehatan Kerja), dan foto operator angkut dus hasil packing (pasca packing). Selanjutnya peneliti melakukan pengolahan data yang meliputi analisis fasilitas fisik stasiun packing berdasarkan data anthropometri dan fungsi, waktu baku stasiun packing dengan menggunakan metode stopwatch dan MTM-1, serta resiko kerja operator angkut dus hasil packing (pasca packing) dengan menggunakan metode REBA.
Setelah melakukan pengolahan data, peneliti selanjutnya melakukan analisis. Hasil analisis menunjukkan bahwa ukuran meja packing masih belum sesuai dengan data anthropometri pengguna dan fungsi dari meja tersebut, stasiun packing belum sepenuhnya menerapkan PEG (Prinsip Ekonomi Gerakan), kondisi lingkungan fisik di area kantor bagian produksi dan area pabrik belum sesuai dengan nilai yang disarankan, perusahaan belum memperhatikan masalah K3, dan metode pekerjaan angkut dus hasil packing perlu dilakukan tindakan perbaikan.
ix Universitas Kristen Maranatha
DAFTAR ISI
COVER ... i
LEMBAR PENGESAHAN LAPORAN TUGAS AKHIR ... ii
PERNYATAAN ORISINALITAS LAPORAN ... iii
PERNYATAAN PUBLIKASI LAPORAN ... iv
ABSTRAK ... v
KATA PENGANTAR ... vi
DAFTAR ISI ... ix
DAFTAR TABEL... xiv
DAFTAR GAMBAR ... xvii
DAFTAR LAMPIRAN ... xxiii BAB 1 PENDAHULUAN
1.1 Latar Belakang ... 1-1
1.2 Identifikasi Masalah ... 1-2
1.3 Batasan dan Asumsi ... 1-2
1.4 Perumusan Masalah ... 1-4 1.5 Tujuan Penelitian ... 1-5
1.6 Sistematika Penulisan ... 1-5
BAB 2 STUDI LITERATUR
2.1 Pengertian Ergonomi ... 2-1
2.2 Bidang Keilmuan Ergonomi ... 2-3
2.3 Antropometri ... 2-3
2.4 Persentil ... 2-7
2.5 Prinsip-Prinsip Ekonomi Gerakan ... 2-7
2.6 Lingkungan Fisik ... 2-9
2.7 Faktor Penyesuaian dan Faktor Kelonggaran ... 2-17
2.8 Perhitungan Waktu Baku Secara Langsung dan Tidak Langsung ... 2-19
2.9 Perancangan ... 2-24
2.9.1 Konsep Dasar Perancangan ... 2-24
2.9.2 Concept Scoring ... 2-25
x Universitas Kristen Maranatha 2.11 Pertolongan Pertama Pada Kecelakaan ... 2-29
2.12 Postur Kerja ... 2-31
2.13 REBA ... 2-32
BAB 3 METODOLOGI PENELITIAN
3.1 Flowchart Penelitian………3-1 3.2 Keterangan Flowchart……….3-5
BAB 4 PENGUMPULAN DATA
4.1 Sejarah Perusahaan ... 4-1
4.2 Visi dan Misi Perusahaan... 4-2
4.3 Struktur Organisasi ... 4-2
4.4 Jam Kerja ... 4-4
4.5 Proses Produksi ... 4-5
4.6 Fasilitas Fisik Stasiun Packing ... 4-13
4.7 Layout Kantor Bagian Produksi dan Pabrik... 4-14
4.7.1 Layout Kantor Bagian Produksi ... 4-14
4.7.2 Layout Pabrik ... 4-16
4.8 Lingkungan Fisik ... 4-18
4.8.1 Pencahayaan ... 4-18
4.8.1.1 Pencahayaan Kantor Bagian Produksi ... 4-18
4.8.1.2 Pencahayaan Pabrik... 4-20
4.8.2 Temperatur dan Kelembaban ... 4-21 4.8.2.1 Temperatur dan Kelembaban Kantor Bagian Produksi... 4-21
4.8.2.2 Temperatur dan Kelembaban Pabrik ... 4.23 4.8.3 Kebisingan ... 4-25
4.8.3.1 Kebisingan Kantor Bagian Produksi ... 4-25
4.8.3.2 Kebisingan Pabrik ... 4-26
4.9 Waktu Siklus Stasiun Packing ... 4-27
4.10 Peralatan Keselamatan Dan Kesehatan Kerja ... 4-28
4.11 Pengukuran Resiko Kerja Operator Angkut Dus Hasil Packing
xi Universitas Kristen Maranatha
BAB 5 PENGOLAHAN DATA DAN ANALISIS
5.1 Pengolahan Data Athropometri Meja Packing ... 5-1
5.2 Analisis Gerakan Kerja Operator Packing Berdasarkan Prinsip-Prinsip
Ekonomi Gerakan ... 5-7
5.2.1 Analisis Gerakan Kerja Berdasarkan Prinsip-Prinsip Ekonomi Gerakan Yang Dilihat Berdasarkan Tubuh Manusia dan Gerakan
Kerja ... 5-7
5.2.2 Analisis Gerakan Kerja Berdasarkan Prinsip-Prinsip Ekonomi
Gerakan Yang Dilihat Berdasarkan Tata Letak Kerja ... 5-9
5.2.3 Analisis Gerakan Kerja Berdasarkan Prinsip-Prinsip Ekonomi
Gerakan Yang Dilihat Berdasarkan Perancangan Peralatan ... 5-12
5.43 Analisis Lingkungan Fisik ... 5-13
5.3.1 Pencahayaan ... 5-14
5.3.1.1 Analisis Pencahayaan Kantor Bagian Produksi ... 5-14
5.3.1.2 Analisis Pencahayaan Pabrik ... 5-15
5.3.2 Temperatur dan kelembaban ... 5-18
5.3.2.1 Analisis Temperatur dan Kelembaban Kantor Bagian
Produksi... 5-18
5.3.2.2 Analisis Temperatur dan Kelembaban Area Pabrik ... 5-18
5.3.3 Kebisingan ... 5-23
5.3.3.1 Analisis Tingkat Kebisingan Kantor Bagian Produksi ... 5-23 5.3.3.2 Analisis Tingkat Kebisingan Pabrik ... 5-24
5.4 Perhitungan Waktu Baku Pada Stasiun Packing ... 5-26 5.4.1 Perhitungan Waktu Baku Secara Langsung Dengan Menggunakan
Metode Stopwatch ... 5-26
5.4.1.1 Uji Kenormalan, Keseragaman, dan Kecukupan
Data………. 5-26 5.4.1.2 Perhitungan Waktu Siklus, Waktu Normal dan
Waktu baku ………... 5-30
5.4.2 Perhitungan Waktu Baku Secara Tidak Langsung Dengan
xii Universitas Kristen Maranatha 5.5 Analisis Keselamatan Dan Kesehatan Kerja Perusahaan ... 5-44
5.6 Pengolahan Data Resiko Kerja Operator Ketika Mengangkat Dus
Hasil Packing Dari Conveyor ... 5-50
5.6.1 Analisis Resiko Kerja Operator Ketika Mengangkat Dus Hasil
Packing Dari Conveyor ... 6-51 5.6.2 Analisis Resiko Kerja Operator Ketika Berjalan Untuk
Memindahkan Dus Hasil Packing Ke Pallet ... 6-54
5.6.3 Analisis Resiko Kerja Operator Ketika Meletakkan Dus Di
Tumpukan Pertama ... 6-57
5.6.4 Analisis Resiko Kerja Operator Ketika Meletakkan Dus Di
Tumpukan Kedua ... 6-61
5.6.5 Analisis Resiko Kerja Operator Ketika Meletakkan Dus Di
Tumpukan Ketiga ... 6-64
5.6.6 Analisis Resiko Kerja Operator Ketika Meletakkan Dus Di
Tumpukan Keempat ... 6-67
5.6.7 Analisis Resiko Kerja Operator Ketika Meletakkan Dus Di
Tumpukan Kelima ... 6-70
BAB 6 USULAN
6.1 Perancangan Produk Meja Packing ... 6-1
6.1.1 Concept Scoring Meja Packing ... 6-17
6.2 Usulan Prinsip-Prinsip Ekonomi Gerakan ... 6-21 6.2.1 Analisis Gerakan Kerja Usulan Berdasarkan Prinsip-Prinsip
Ekonomi Gerakan Yang Dilihat Berdasarkan Tubuh Manusia
Dan Gerakan Kerja ... 6-21
6.2.2 Analisis Gerakan Kerja Usulan Berdasarkan Prinsip-Prinsip
Ekonomi Gerakan Yang Dilihat Berdasarkan Tata Letak Kerja .. 6-22
6.2.3 Analisis Gerakan Kerja Usulan Berdasarkan Prinsip-Prinsip
Ekonomi Gerakan Yang Dilihat Berdasarkan Perancangan
Peralatan ... 6-23
6.3 Usulan Lingkungan Fisik ... 6-24
xiii Universitas Kristen Maranatha 6.3.1.1 Pencahayaan Kantor Bagian Produksi ... 6-24
6.3.1.2 Pencahayaan Pabrik ... 6-26
6.3.2 Usulan Perbaikan Temperatur dan Kelembaban Udara ... 6-29
6.3.2.1 Temperatur dan Kelembaban Udara Kantor Bagian
Produksi ... 6-29 6.3.2.2 Temperatur dan Kelembaban Udara Pabrik ... 6-31
6.3.3 Usulan Perbaikan Kebisingan ... 6-32
6.3.3.1 Kebisingan Kantor Bagian Produksi ... 6-32
6.3.3.2 Kebisingan Pabrik ... 6-33
6.4 Usulan Perhitungan Waktu Baku Stasiun Packing ... 6-33
6.4.1 Usulan Faktor Kelonggaran Stasiun Packing ... 6-33
6.4.2 Perhitungan Waktu Baku Stasiun Packing ... 6-34
6.5 Usulan Keselamatan Dan Kesehatan Kerja ... 6-44
6.5.1 Usulan Pencegahan Terjadinya Kecelakaan ... 6-44
6.5.2 Usulan Penanggulangan Kecelakaan ... 6-47
6.6 Usulan Metode Pengangkatan Dus Hasil Packing... 6-50
6.6.1 Analisis Ukuran Alat Bantu (Hand Stacker) ... 6-51
6.6.2 Mekanisme Penggunaan Alat Bantu (Hand Stacker) ... 6-54
6.6.3 Analisis Langkah-Langkah Pemindahan Dus Dan Postur Tubuh
Usulan ... 6-56
6.7 Layout Usulan ... 6-120 6.7.1 Layout Usulan Kantor Bagian Produksi ... 6-120
6.7.2 Layout Usulan Pabrik ... 6-121
BAB 7 KESIMPULAN
7.1 Kesimpulan ... 7-1
7.2 Saran ... 7-4
7.2.1 Saran Bagi Perusahaan ... 7-4
7.2.2 Saran Bagi Penelitian Selanjutnya ... 7-4
xiv Universitas Kristen Maranatha
DAFTAR TABEL
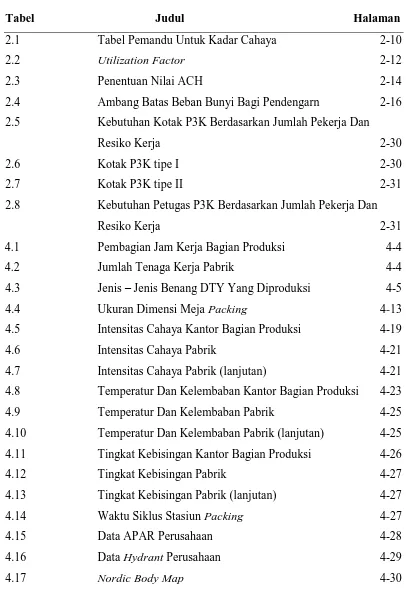
Tabel Judul Halaman
2.1 Tabel Pemandu Untuk Kadar Cahaya 2-10
2.2 Utilization Factor 2-12
2.3 Penentuan Nilai ACH 2-14
2.4 Ambang Batas Beban Bunyi Bagi Pendengarn 2-16
2.5 Kebutuhan Kotak P3K Berdasarkan Jumlah Pekerja Dan
Resiko Kerja 2-30
2.6 Kotak P3K tipe I 2-30
2.7 Kotak P3K tipe II 2-31
2.8 Kebutuhan Petugas P3K Berdasarkan Jumlah Pekerja Dan
Resiko Kerja 2-31
4.1 Pembagian Jam Kerja Bagian Produksi 4-4
4.2 Jumlah Tenaga Kerja Pabrik 4-4
4.3 Jenis – Jenis Benang DTY Yang Diproduksi 4-5
4.4 Ukuran Dimensi Meja Packing 4-13
4.5 Intensitas Cahaya Kantor Bagian Produksi 4-19
4.6 Intensitas Cahaya Pabrik 4-21
4.7 Intensitas Cahaya Pabrik (lanjutan) 4-21
4.8 Temperatur Dan Kelembaban Kantor Bagian Produksi 4-23
4.9 Temperatur Dan Kelembaban Pabrik 4-25
4.10 Temperatur Dan Kelembaban Pabrik (lanjutan) 4-25
4.11 Tingkat Kebisingan Kantor Bagian Produksi 4-26
4.12 Tingkat Kebisingan Pabrik 4-27
4.13 Tingkat Kebisingan Pabrik (lanjutan) 4-27
4.14 Waktu Siklus Stasiun Packing 4-27
4.15 Data APAR Perusahaan 4-28
4.16 Data Hydrant Perusahaan 4-29
xv Universitas Kristen Maranatha
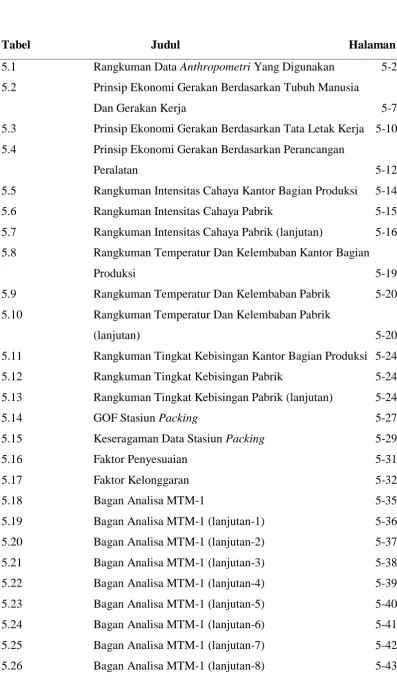
Tabel Judul Halaman 5.1 Rangkuman Data Anthropometri Yang Digunakan 5-2
5.2 Prinsip Ekonomi Gerakan Berdasarkan Tubuh Manusia
Dan Gerakan Kerja 5-7
5.3 Prinsip Ekonomi Gerakan Berdasarkan Tata Letak Kerja 5-10
5.4 Prinsip Ekonomi Gerakan Berdasarkan Perancangan
Peralatan 5-12
5.5 Rangkuman Intensitas Cahaya Kantor Bagian Produksi 5-14
5.6 Rangkuman Intensitas Cahaya Pabrik 5-15
5.7 Rangkuman Intensitas Cahaya Pabrik (lanjutan) 5-16
5.8 Rangkuman Temperatur Dan Kelembaban Kantor Bagian
Produksi 5-19
5.9 Rangkuman Temperatur Dan Kelembaban Pabrik 5-20
5.10 Rangkuman Temperatur Dan Kelembaban Pabrik
(lanjutan) 5-20
5.11 Rangkuman Tingkat Kebisingan Kantor Bagian Produksi 5-24
5.12 Rangkuman Tingkat Kebisingan Pabrik 5-24
5.13 Rangkuman Tingkat Kebisingan Pabrik (lanjutan) 5-24
5.14 GOF Stasiun Packing 5-27
5.15 Keseragaman Data Stasiun Packing 5-29
5.16 Faktor Penyesuaian 5-31
5.17 Faktor Kelonggaran 5-32
5.18 Bagan Analisa MTM-1 5-35
5.19 Bagan Analisa MTM-1 (lanjutan-1) 5-36
5.20 Bagan Analisa MTM-1 (lanjutan-2) 5-37
5.21 Bagan Analisa MTM-1 (lanjutan-3) 5-38
5.22 Bagan Analisa MTM-1 (lanjutan-4) 5-39
5.23 Bagan Analisa MTM-1 (lanjutan-5) 5-40
5.24 Bagan Analisa MTM-1 (lanjutan-6) 5-41
5.25 Bagan Analisa MTM-1 (lanjutan-7) 5-42
xvi Universitas Kristen Maranatha
Tabel Judul Halaman 6.1 Data Anthropometri Meja Packing Alternatif 1 6-3
6.2 Spesifikasi Produk Meja Packing Alternatif 1 6-5
6.3 Data Anthropometri Meja Packing Alternatif 2 6-8
6.4 Spesifikasi Produk Meja Packing Alternatif 2 6-11
6.5 Data Anthropometri Meja Packing Alternatif 3 6-14
6.6 Spesifikasi Produk Meja Packing Alternatif 3 6-16
6.7 Pembobotan Kriteria 6-17
6.8 Concept Scoring Meja Packing 6-18
6.9 Prinsip Ekonomi Gerakan Usulan Usulan Berdasarkan
Tubuh Manusia dan Gerakan Kerja 6-21
6.10 Prinsip Ekonomi Gerakan Usulan Berdasarkan Tata
Letak Kerja 6-22
6.11 Prinsip Ekonomi Gerakan Usulan Berdasarkan
Perancangan Peralatan 6-23
6.12 Persentase PEG Aktual Dan Usulan 6-24
6.13 Perbandingan BTU Dengan PK AC 6-31
6.14 Usulan Faktor Kelonggaran 6-34
6.15 Bagan Analisa MTM-1 Usulan 6-36
6.16 Bagan Analisa MTM-1 Usulan (lanjutan-1) 6-37
6.17 Bagan Analisa MTM-1 Usulan (lanjutan-2) 6-38
6.18 Bagan Analisa MTM-1 Usulan (lanjutan-3) 6-39
6.19 Bagan Analisa MTM-1 Usulan (lanjutan-4) 6-40
6.20 Bagan Analisa MTM-1 Usulan (lanjutan-5) 6-41
6.21 Bagan Analisa MTM-1 Usulan (lanjutan-6) 6-42
6.22 Bagan Analisa MTM-1 Usulan (lanjutan-7) 6-43
6.23 Safety Sign 6-47
6.24 Spesifikasi Hand Stacker Usulan 6-52
6.25 Analisis Dimensi Hand Stacker Berdasarkan Data
xvii
Daftar Gambar
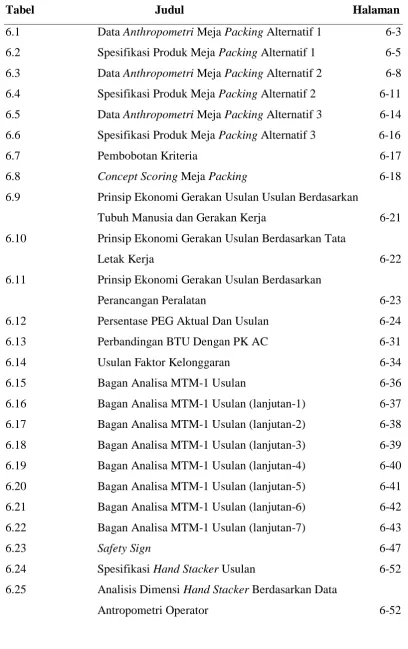
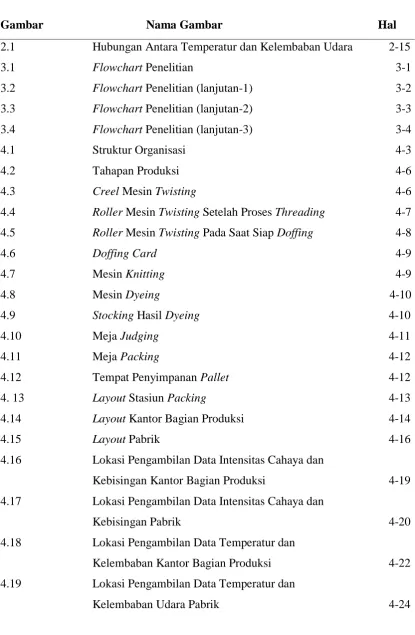
Gambar Nama Gambar Hal
2.1 Hubungan Antara Temperatur dan Kelembaban Udara 2-15
3.1 Flowchart Penelitian 3-1
3.2 Flowchart Penelitian (lanjutan-1) 3-2
3.3 Flowchart Penelitian (lanjutan-2) 3-3
3.4 Flowchart Penelitian (lanjutan-3) 3-4
4.1 Struktur Organisasi 4-3
4.2 Tahapan Produksi 4-6
4.3 Creel Mesin Twisting 4-6
4.4 Roller Mesin Twisting Setelah Proses Threading 4-7 4.5 Roller Mesin Twisting Pada Saat Siap Doffing 4-8
4.6 Doffing Card 4-9
4.7 Mesin Knitting 4-9
4.8 Mesin Dyeing 4-10
4.9 Stocking Hasil Dyeing 4-10
4.10 Meja Judging 4-11
4.11 Meja Packing 4-12
4.12 Tempat Penyimpanan Pallet 4-12
4. 13 Layout Stasiun Packing 4-13
4.14 Layout Kantor Bagian Produksi 4-14
4.15 Layout Pabrik 4-16
4.16 Lokasi Pengambilan Data Intensitas Cahaya dan
Kebisingan Kantor Bagian Produksi 4-19
4.17 Lokasi Pengambilan Data Intensitas Cahaya dan
Kebisingan Pabrik 4-20
4.18 Lokasi Pengambilan Data Temperatur dan
Kelembaban Kantor Bagian Produksi 4-22
4.19 Lokasi Pengambilan Data Temperatur dan
xviii Universitas Kristen Maranatha
Gambar Nama Gambar Hal
4.20 APAR 4-28
4.21 Hydrant 4-29
4.22 Foto Operator Pada Saat Mengangkat Dus Hasil Packing 4-31
4.23 Foto Operator Pada Saat Berjalan Untuk Memindahkan Dus
Hasil Packing 4-31
4.24 Foto Operator Pada Saat Menyimpan Dus Hasil Packing
Tumpukan Pertama 4-32
4.25 Foto Operator Pada Saat Menyimpan Dus Hasil Packing
Tumpukan Kedua 4-32
4.26 Foto Operator Pada Saat Menyimpan Dus Hasil Packing
Tumpukan Ketiga 4-33
4.27 Foto Operator Pada Saat Menyimpan Dus Hasil Packing
Tumpukan Keempat 4-33
4.28 Foto Operator Pada Saat Menyimpan Dus Hasil Packing
Tumpukan Kelima 4-34
5.1 Hubungan Temperatur dan Kelembaban Kantor Bagian
Produksi 5-19
5.2 Hubungan Temperatur dan Kelembaban Area Penyimpanan
Bobbin 5-20
5.3 Hubungan Temperatur dan Kelembaban Area Twisting 5-21
5.4 Hubungan Temperatur dan Kelembaban Area Kniting 5-21
5.5 Hubungan Temperatur dan Kelembaban Area Dyeing &
Judging 5-22
5.6 Hubungan Temperatur dan Kelembaban Area Packing 5-22 5.7 Hubungan Temperatur dan Kelembaban Area Pallet 5-23
5.8 Grafik χ 5-28
5.9 Grafik Keseragaman Data 5-30
5.10 Layout Stasiun Packing 5-33
5.11 Fishbone Kecelakaan Kaki Operator Tergilas Trolley 5-44 5.12 Fishbone Kecelakaan Kecelakaan Operator tertimpa dus hasil
xix Universitas Kristen Maranatha
Gambar Nama Gambar Hal
5.13 Fishbone Kecelakaan Kebakaran 5-47
5.14 Fishbone Kecelakaan Terjatuh Dari Tangga Penyangga 5-48
5.15 Fishbone Kecelakaan Tertabrak Forklift 5-49
5.16 Analisis Postur Menggunakan Metode REBA(Mengangkat
Dus Packing) 5-52
5.17 Analisis Postur Menggunakan Metode REBA (Berjalan
Memindahkan Dus Packing) 5-55
5.18 Analisis Postur Menggunakan Metode REBA (Menaruh
Dus Hasil Packing di Tumpukan Pertama) 5-58
5.19 Analisis Postur Menggunakan Metode REBA (Menaruh
Dus Hasil Packing di Tumpukan Kedua) 5-61
5.20 Analisis Postur Menggunakan Metode REBA (Menaruh
Dus Hasil Packing di Tumpukan Ketiga) 5-64
5.21 Analisis Postur Menggunakan Metode REBA (Menaruh
Dus Hasil Packing di Tumpukan Keempat) 5-67
5.22 Analisis Postur Menggunakan Metode REBA (Menaruh
Dus Hasil Packing di Tumpukan Kelima) 5-70
6.1 Usulan Meja Packing Alternatif 1 (3D) 6-1
6.2 Usulan Meja Packing Alternatif 1 (2D) 6-2
6.3 Usulan Meja Packing Alternatif 2 (3D) 6-6
6.4 Usulan Meja Packing Alternatif 2 (2D) 6-7
6.5 Usulan Meja Packing Alternatif 3 (3D) 6-12
6.6 Usulan Meja Packing Alternatif 3 (2D) 6-13
6.7 Lampu Philips 36 Watt 6-26
6.8 Lampu TL Berdampingan 6-27
6.9 Lampu Belajar Untuk Stasiun Packing 6-29
6.10 AC Panasonic CS-PC18PKP 6-30
6.11 Exhaust Fan Usulan 6-31
6.12 Ear Plug Usulan 6-33
6.13 Layout Stasiun Packing 6-34
xx Universitas Kristen Maranatha
Gambar Nama Gambar Hal
6.15 Lemari Untuk Menyimpan Sepatu 6-46
6.16 Tangga Penyangga 6-46
6.17 Tata Cara Penggunaan APAR 6-48
6.18 Alarm Kebakaran 6-49
6.19 Kotak P3K 6-50
6.20 Hand Stacker Usulan 6-50
6.21 Hand Stacker Tampak Samping 6-51
6.22 Hand Stacker Tampak Atas 6-52
6.23 Proses Memompa Hidrolik 6-55
6.24 Proses Menurunkan Beban Atau Garpu Pada Hand Stacker 6-55
6.25 Usulan Postur Tubuh Mengangkat Dus Hasil Packing
(Persentil 5) 6-56
6.26 Analisis Postur Usulan Mengangkat Dus Packing
(Persentil 5) 6-57
6.27 Usulan Postur Tubuh Mengangkat Dus Hasil Packing
(Persentil 95) 6-60
6.28 Analisis Postur Usulan Mengangkat Dus Packing
(Persentil 95) 6-61
6.29 Usulan Postur Tubuh Meletakkan Dus Hasil Packing di
Hand Stacker Pada Tumpukan Pertama (Persentil 5) 6-64 6.30 Usulan Postur Tubuh Meletakkan Dus Hasil Packing di
Hand Stacker Pada Tumpukan Kedua (Persentil 5) 6-65 6.31 Analisis Postur Usulan Meletakkan Dus Packing di
Hand Stacker (Persentil 5) 6-66
6.32 Usulan Postur Tubuh Meletakkan Dus Hasil Packing di
Hand Stacker Pada Tumpukan Pertama (Persentil 95) 6-69 6.33 Usulan Postur Tubuh Meletakkan Dus Hasil Packing di
Hand Stacker Pada Tumpukan Kedua (Persentil 95) 6-69 6.34 Analisis Postur Usulan Meletakkan Dus Packing di
xxi Universitas Kristen Maranatha
Gambar Nama Gambar Hal
6.35 Usulan Postur Tubuh Mendorong Hand Stacker ke Area
Pallet (Persentil 5) 6-73
6.36 Usulan Postur Tubuh Mendorong Hand Stacker ke Area
Pallet (Persentil 95) 6-74
6.37 Analisis Postur Usulan Mendorong Hand Pallet ke
Area Pallet (Persentil 5 dan 95) 6-75
6.38 Penempatan Dus Hasil Packing di Atas Pallet Pada
Tumpukan Pertama 6-79
6.39 Penempatan Dus Hasil Packing di Atas Pallet Pada
Tumpukan Kedua 6-79
6.40 Usulan Postur Tubuh Meletakkan Dus Hasil Packing
di Pallet Pada Tumpukan Pertama (Persentil 5) 6-80
6.41 Analisis Postur Usulan Meletakkan Dus Hasil Packing di
Pallet Pada Tumpukan Pertama (Persentil 5) 6-81 6.42 Usulan Postur Tubuh Meletakkan Dus Hasil Packing
di Pallet Pada Tumpukan Pertama (Persentil 95) 6-84
6.43 Analisis Postur Usulan Meletakkan Dus Hasil Packing di
Pallet Pada Tumpukan Pertama (Persentil 5) 6-85 6.44 Usulan Postur Tubuh Meletakkan Dus Hasil Packing
di Pallet Pada Tumpukan Kedua (Persentil 5) 6-88
6.45 Analisis Postur Usulan Meletakkan Dus Hasil Packing di
Pallet Pada Tumpukan Kedua (Persentil 5) 6-89 6.46 Usulan Postur Tubuh Meletakkan Dus Hasil Packing
di Pallet Pada Tumpukan Kedua (Persentil 95) 6-92 6.47 Analisis Postur Usulan Meletakkan Dus Hasil Packing di
Pallet Pada Tumpukan Kedua (Persentil 5) 6-93 6.48 Usulan Postur Tubuh Meletakkan Dus Hasil Packing
di Pallet Pada Tumpukan Ketiga (Persentil 5) 6-96
6.49 Analisis Postur Usulan Meletakkan Dus Hasil Packing di
xxii Universitas Kristen Maranatha
Gambar Nama Gambar Hal
6.50 Usulan Postur Tubuh Meletakkan Dus Hasil Packing
di Pallet Pada Tumpukan Ketiga (Persentil 95) 6-100
6.51 Analisis Postur Usulan Meletakkan Dus Hasil Packing di
Pallet Pada Tumpukan Ketiga (Persentil 5) 6-101 6.52 Usulan Postur Tubuh Meletakkan Dus Hasil Packing
di Pallet Pada Tumpukan Keempat (Persentil 5) 6-104
6.53 Analisis Postur Usulan Meletakkan Dus Hasil Packing di
Pallet Pada Tumpukan Keempat (Persentil 5) 6-105 6.54 Usulan Postur Tubuh Meletakkan Dus Hasil Packing
di Pallet Pada Tumpukan Keempat (Persentil 95) 6-108
6.55 Analisis Postur Usulan Meletakkan Dus Hasil Packing di
Pallet Pada Tumpukan Keempat (Persentil 5) 6-109 6.56 Usulan Postur Tubuh Meletakkan Dus Hasil Packing
di Pallet Pada Tumpukan Kelima (Persentil 5) 6-112
6.57 Analisis Postur Usulan Meletakkan Dus Hasil Packing di
Pallet Pada Tumpukan Kelima (Persentil 5) 6-113 6.58 Usulan Postur Tubuh Meletakkan Dus Hasil Packing
di Pallet Pada Tumpukan Kelima (Persentil 95) 6-116
6.59 Analisis Postur Usulan Meletakkan Dus Hasil Packing di
Pallet Pada Tumpukan Kelima (Persentil 5) 6-117 6.60 Usulan Penempatan Lampu dan AC di Ruang Kantor
Produksi 6-120
6.61 Usulan Penempatan Lampu, Exhaust Fan, Lemari Sepatu
xxv Universitas Kristen Maranatha
DAFTAR LAMPIRAN
Faktor penyesuaian Westinghouse Faktor kelonggaran
1-1 Universitas Kristen Maranatha
BAB I
PENDAHULUAN
1.1 Latar Belakang
Perkembangan teknologi saat ini menyebabkan perkembangan
pada sektor industri suatu negara, tidak terkecuali di Negara Indonesia.
Salah satu sektor industri yang berkembang pesat adalah industri
manufaktur. Industri manufaktur adalah industri yang memproses bahan
mentah menjadi barang jadi, baik secara manual ataupun menggunakan
peralatan, yang hasilnya (barang jadi) dapat dimanfaatkan oleh masyarakat
atau konsumen. Jenis industri yang termasuk industri manufaktur adalah
industri tekstil, industri besi baja, industri minuman dan lain-lain.
Industri tekstil merupakan salah satu jenis industri manufaktur yang
mendominasi di negara Indonesia. PT. Panasia Indo Resources merupakan
salah satu perusahaan yang bergerak dalam bidang industri tekstil, yaitu
pembuatan benang DTY.
Pada perusahaan ini ada beberapa stasiun kerja, yaitu stasiun
twisting, knitting, dyeing, judging dan packing. Stasiun twisting, knitting, dan dyeing merupakan stasiun kerja yang sudah beroperasi menggunakan
mesin otomatis, sedangkan stasiun judging dan packing merupakan stasiun
kerja yang beroperasi secara manual. Pada perusahaan ini masih terdapat
beberapa kekurangan, yaitu operator packing bekerja lambat dalam menyelesaikan pekerjaannya yang menyebabkan penumpukan barang
yang akan masuk ke stasiun packing dan menyebabkan penurunan kualitas
benang karena benang akan lembab jika tidak segera dipacking. Selain itu,
kondisi lingkungan kerja di area kantor bagian produksi dan di area pabrik
(seluruh stasiun kerja) yang tidak nyaman menyebabkan kesehatan
operator terganggu dan operator menjadi cepat lelah. Perusahaan juga
belum memperhatikan keselamatan dan kesehatan kerja bagi seluruh
Bab 1 Pendahuluan 1-2
Laporan Tugas Akhir Universitas Kristen Maranatha dengan kecelakaan kerja yang sering terjadi, seperti tergilas trolley dan
tertimpa dus hasil packing. Selain itu, metode pengerjaan pengangkatan
dus hasil packing (pasca packing) yang beresiko bagi operator dapat
menimbulkan rasa sakit bagi operator jika pekerjaan tersebut terus
dilakukan dalam jangka waktu yang panjang.
Oleh sebab itu, peneliti ingin membantu perusahaan untuk
menyelesaikan masalah yang ada dengan cara menganalisis apakah sistem
kerja yang ada sudah baik atau belum baik. Jika belum baik, maka peneliti
akan membantu perusahaan untuk memperbaiki sistem kerja yang ada.
1.2 Identifikasi Masalah
Berdasarkan latar belakang masalah di atas, maka dapat diidentifikasikan
faktor-faktor penyebab terjadinya masalah di PT Panasia Indo Resources
adalah :
1. Kondisi lingkungan fisik yang panas dan bising sehingga karyawan
kantor dan operator pabrik tidak nyaman pada saat bekerja.
2. Perusahaan belum mempunyai waktu standar pada stasiun packing,
sehingga operator cenderung lambat dalam menyelesaikan
pekerjaannya.
3. Perusahaan belum menerapkan sistem pencegahan dan
penanggulangan untuk keselamatan dan kesehatan kerja. 4. Perusahaan belum memperhatikan resiko kerja bagi operator.
1.3 Batasan dan Asumsi
Diperlukan beberapa batasan karena keterbatasan sumber daya yang ada,
serta agar penelitian yang dilakukan juga dapat terfokus pada
permasalahan :
1. Penelitian hanya dilakukan di area kantor bagian produksi dan area
pabrik yang meliputi stasiun twisting, knitting, dyeing, judging, dan
Bab 1 Pendahuluan 1-3
Laporan Tugas Akhir Universitas Kristen Maranatha 2. Analisis fasilitas fisik, perancangan fasilitas fisik, analisis gerakan
kerja, dan perhitungan waktu baku hanya dilakukan di stasiun
packing.
3. Pengukuran resiko kerja dan usuluan alat bantu hanya dilakukan
untuk operator angkut hasil packing (pasca packing).
4. Faktor psikologis dan sosiologis operator pada saat bekerja tidak
ikut diteliti.
5. Pengambilan data waktu siklus stasiun packing dilakukan sebanyak
36 data.
6. Penentuan faktor penyesuaian menggunakan metode Westinghouse.
7. Metode yang digunakan dalam pengukuran waktu baku secara
tidak langsung adalah MTM-1.
8. Data anthropometri yang digunakan diambil dari buku “Konsep
Dasar dan Aplikasinya”, karangan Eko Nurmianto Ir, M. Eng.
9. Panjang adalah jarak yang diukur secara horisontal sejajar lurus
dengan dada dilihat dari depan.
10.Lebar adalah jarak yang diukur secara horisontal tegak lurus
dengan dada dilihat dari depan.
11.Tinggi adalah jarak yang diukur secara vertikal dengan bidang
yang diamati dilihat dari depan.
12.Lingkungan fisik yang diamati terdiri dari pencahayaan, temperatur, kelembaban udara dan kebisingan.
13.Pengamatan lingkungan fisik dilakukan selama 3 hari. Asumsi yang digunakan dalam penelitian ini adalah :
1. Operator dalam kondisi baik dan siap pada saat bekerja.
2. Tingkat kepercayaan yang digunakan adalah 95%.
3. Tingkat ketelitian yang digunakan adalah 10%.
4. Kelonggaran tak terhindarkan (timbangan rusak) adalah 0.1%.
5. Data anthropometri yang diambil dari buku “Konsep Dasar dan
Aplikasinya”, karangan Eko Nurmianto Ir, M. Eng mewakili data
Bab 1 Pendahuluan 1-4
Laporan Tugas Akhir Universitas Kristen Maranatha 6. Tinggi hak sepatu yang digunakan operator adalah 1 cm.
1.4 Perumusan Masalah
Berdasarkan identifikasi masalah dan pembatasan masalah serta
asumsi yang ada maka dapat dirumuskan sebagai berikut :
1. Bagaimana ukuran meja packing yang digunakan saat ini jika
dibandingkan dengan data anthropometri yang ada? Jika ukuran
meja tidak sesuai, bagaimana ukuran meja yang sesuai dengan data
anthropometri yang ada?
2. Bagaimana gerakan kerja operator di stasiun packing saat ini
berdasarkan prinsip ekonomi gerakan? Jika kondisi gerakan kerja
operator belum baik, bagaimana usulan gerakan kerja operator
yang baik?
3. Bagaimana kondisi lingkungan fisik kerja area kantor bagian
produksi dan area pabrik saat ini? Jika kondisi lingkungan fisik saat
ini belum baik, bagaimana usulan kondisi lingkungan fisik kerja
yang baik?
4. Berapa besar waktu baku yang dihasilkan operator packing dalam
menyelesaikan pekerjaannya saat ini?
5. Berapa besar penghematan waktu baku yang dihasilkan operator
packing dengan usulan yang diberikan?
6. Bagaimana kondisi keselamatan dan kesehatan kerja yang
diterapkan oleh perusahaan saat ini? Jika kondisi keselamatan dan kesehatan kerja yang diterapkan perusahaan saat ini belum baik,
bagaimana usulan kondisi keselamatan dan kesehatan kerja yang
baik?
7. Bagaimana kondisi postur kerja operator yang mengangkut hasil
packing saat ini? Jika kondisi postur kerja operator saat ini belum baik, bagaimana usulan kondisi postur kerja operator yang baik?
8. Berapa besar penurunan resiko kerja yang dihasilkan operator yang
Bab 1 Pendahuluan 1-5
Laporan Tugas Akhir Universitas Kristen Maranatha
1.5 Tujuan Penelitian
Tujuan penelitian adalah sebagai berikut :
1. Menganalisis ukuran meja packing yang digunakan saat ini jika
dibandingkan dengan data anthropometri yang ada dan
mengusulkan ukuran meja yang sesuai dengan ukuran anthropometri operator jika meja yang digunakan saat ini masih
belum sesuai dengan data anthropometri operator.
2. Menganalisis gerakan kerja operator pada stasiun packing saat ini
berdasarkan prinsip ekonomi gerakan dan mengusulkan gerakan
kerja yang lebih baik apabila metode saat ini belum baik.
3. Menganalisis lingkungan fisik kerja area kantor bagian produksi
dan area pabrik saat ini dan mengusulkan lingkungan fisik yang
lebih baik apabila lingkungan fisik kerja saat ini belum baik.
4. Menganalisis waktu baku yang dihasilkan operator packing dalam
menyelesaikan pekerjaannya saat ini.
5. Menganalisis penghematan waktu baku yang dihasilkan operator
packing dengan usulan yang diberikan.
6. Menganalisis kondisi keselamatan dan kesehatan kerja yang
diterapkan oleh perusahaan saat ini dan mengusulkan kondisi
keselamatan dan kesehatan kerja yang lebih baik apabila kondisi
keselamatan dan kesehatan kerja saat ini belum baik.
7. Menganalisis postur kerja operator yang mengangkut hasil packing
saat ini dan mengusulkan postur kerja operator yang lebih baik apabila postur kerja operator saat ini belum baik.
8. Menganalisis besar penurunan resiko kerja yang dihasilkan
operator yang mengangkut hasil packing dengan usulan yang
diberikan?
1.6 Sistematika Penulisan
Sistematika penulisan secara keseluruhan untuk penelitian adalah sebagai
Bab 1 Pendahuluan 1-6
Laporan Tugas Akhir Universitas Kristen Maranatha
BAB 1 Pendahuluan
Berisi tentang latar belakang, identifikasi masalah, batasan dan
asumsi, perumusan masalah, tujuan penelitian dan sistematika penulisan.
BAB 2 Studi Literatur
Berisi tentang landasan teori-teori yang diperlukan dan digunakan
untuk penelitian.
BAB 3 Metodologi Penelitian
Berisi tentang langkah-langkah dalam melakukan penelitian selama
penyusunan laporan. Dilengkapi dengan keterangan masing-masing
langkah.
BAB 4 Pengumpulan Data
Berisi tentang data-data yang digunakan dalam penelitian yaitu data
umum perusahaan, dan data-data yang penulis dapatkan dari hasil
wawancara dan hasil pengambilan data di perusahaan.
BAB 5 Pengolahan Data dan Analisis
Berisi tentang hasil pengolahan data yang disertai dengan analisis dari
hasil pengolahan data tersebut.
BAB 6 Usulan
Berisi tentang usulan dari penulis untuk perusahaan yang bertujuan
untuk membantu masalah yang ada di perusahaan tersebut.
BAB 7 Kesimpulan dan Saran
Bab ini berisikan kesimpulan dan saran dari hasil penelitian yang
7-1 Universitas Kristen Maranatha
BAB VII
KESIMPULAN DAN SARAN
7.1 Kesimpulan
Berikut ini adalah kesimpulan dari penelitian yang dilakukan oleh
peneliti :
1. Meja packing yang digunakan oleh operator pada saat bekerja masih tidak
sesuai fungsi dan ukurannya jika dianalisis berdasarkan data
anthropometri, sehingga peneliti melakukan perancangan ulang meja packing berdasarkan data anthropometri. Perancangan ulang meja packing
dilakukan agar operator lebih nyaman dan mudah pada saat menyelesaikan
pekerjaannya. Meja yang diusulkan peneliti mempunyai ukuran panjang
permukaan meja 85 cm, lebar permukaan meja 61 cm dan tinggi
permukaan meja 78 cm. Meja ini mempunyai atap yang digunakan untuk
meletakkan lampu agar operator bisa mendapatkan pencahayaan yang
cukup dalam proses pengecekan benang. Tinggi atap/sandaran meja adalah
88 cm diukur dari permukaan meja. Pada sandaran meja terdapat
gantungan yang terbuat dari besi untuk menggantung plastik sehingga
operator dapat lebih mudah untuk mengambil plastik yang akan digunakan
untuk membungkus bobbin dan terdapat tempat botol tinta dan lem
sehingga operator dapat bekerja dengan lebih mudah. Selain itu, terdapat
pijakan kaki di dekat operator berdiri pada saat bekerja sehingga operator
dapat menaikan sebelah kaki ke pijakan tersebut. Hal ini dapat mengurangi
beban statis yang dirasakan operator pada waktu berdiri dalam waktu yang
cukup lama.
2. Berdasarkan analisis gerakan kerja aktual operator packing yang dilakukan
peneliti, operator masih belum sepenuhnya menerapkan prinsip-prinsip ekonomi gerakan dalam menyelesaikan pekerjaannya, dimana operator
belum menghemat gerakan tangan dan badan pada saat bekerja, bahan dan
Bab 7 Kesimpulan dan Saran 7-2
Laporan Tugas Akhir Universitas Kristen Maranatha
berada di tempat yang mudah, cepat, dan enak untuk dicapai. Berdasarkan
masalah di atas, peneliti memberikan usulan rancangan meja packing.
Peralatan yang digunakan dalam proses packing diletakan di tempat yang
tetap, mudah, cepat dan enak untuk dicapai. Selain itu, peneliti melakukan
perbaikan gerakan kerja, sehingga operator dapat menerapkan prinsip-prinsip ekonomi gerakan dalam menyelesaikan pekerjaannya.
3. Lingkungan fisik kerja (pencahayaan, temperatur, kelembaban, dan
kebisingan) area kantor bagian produksi dan pabrik masih belum
memenuhi standar yang dianjurkan, sehingga peneliti memberikan usulan
untuk memperbaiki lingkungan fisik tersebut. Peneliti mengusulkan
penambahan 19 unit lampu di area kantor bagian produksi dan 312 unit
lampu di area pabrik sehingga operator dapat bekerja dengan nyaman dan
tidak cepat merasakan lelah pada bagian mata. Peneliti juga mengusulkan
pemasangan sebuah AC 2 PK di area kantor bagian produksi dan
pemasangan 31 unit Exhaust Fan di area pabrik agar operator dapat
bekerja dengan nyaman dan tidak cepat lelah. Selain itu, peneliti
mengusulkan penggunaan ear plug untuk operator yang bekerja di lantai
produksi karena kebisingin di lantai produksi melebihi nilai ambang batas
sehingga dapat berakibat buruk bagi operator. Hal ini perlu dilakukan agar
operator dapat merasa nyaman pada saat bekerja dan terhindar dari sakit
telinga di masa yang akan datang.
4. Berdasarkan perhitungan waktu baku secara langsung, waktu baku aktual
yang dihasilkan operator packing dalam menyelesaikan pekerjaannya adalah 284.105 detik. Sedangkan, waktu baku yang dihasilkan berdasarkan
perhitungan waktu baku secara tidak langsung adalah 189.396 detik.
Masih banyak gerakan yang tidak perlu dilakukan pada saat operator
packing menyelesaikan pekerjaannya, sehingga peneliti mengusulkan gerakan yang lebih baik.
5. Peneliti memberikan usulan meja packing untuk memberikan kenyamanan
dan kemudahan kepada operator pada saat bekerja dan memperbaiki
Bab 7 Kesimpulan dan Saran 7-3
Laporan Tugas Akhir Universitas Kristen Maranatha
waktu baku usulan yang dihasilkan dari pengukuran secara langsung
adalah 199.728 detik. Jadi, persentase penghematan waktu yang
didapatkan adalah 29.70%.
6. Perusahaan masih belum serius dalam menerapkan keselamatan dan
kesehatan kerja. Hal ini dapat dilihat dari belum adanya pencegahan dan penanggulangan kecelakaan di perusahaan ini. Peneliti mengusulkan
penggunaan safety shoes tipe S1 untuk operator yang bekerja di lantai
produksi, perawatan tangga penyangga di stasiun twisting, pemberian
tanda safety sign di pabrik, pemberian panduan pemakaian APAR di setiap
APAR yang tersedia, pemasangan alarm kebakaran sebanyak 7 unit,
penyediaan 2 unit kotak P3K tipe-IA yang diletakkan di kantor bagian
produksi dan di dekat area packing, dan penyediaan 1 unit kotak P3K
tipe-IIA yang diletakkan di dekat area twisting.
7. Postur kerja operator angkut ketika mengangkat dus hasil packing untuk
dibawa ke pallet yang tersedia masih belum baik. Hal ini dapat dilihat dari
pengukuran resiko kerja dengan menggunakan metode REBA. Score
REBA aktual yang dihasilkan menunjukkan pekerjaan tersebut termasuk
ke dalam level resiko sedang sampai tinggi yang memerlukan tindakan
secepatnya. Peneliti memberikan usulan alat bantu hand stacker untuk
membantu operator angkut dalam menyelesaikan pekerjaannya. Hand
stacker digunakan untuk membawa dus hasil packing dari conveyor ke area pallet dan sebagai penyangga pallet agar proses peletakkan dus hasil
packing di atas pallet dapat dilakukan dengan lebih mudah dan dengan postur yang baik.
8. Metode kerja dan alat bantu (hand stacker) yang diusulkan oleh peneliti
dapat mengatasi resiko pekerjaan yang ditimbulkan dalam pekerjaan
pengangkatan dus hasil packing ke pallet yang tersedia. Peneliti
memberikan usulan perbaikan postur tubuh operator angkut pada saat
melakukan pengangkatan dus hasil packing sampai operator meletakkannya di pallet yang tersedia. Skor REBA aktual untuk proses
Bab 7 Kesimpulan dan Saran 7-4
Laporan Tugas Akhir Universitas Kristen Maranatha
perbaikan, nilai resiko REBA menurun sebesar 6 point, menjadi 3. Skor
REBA aktual proses berjalan untuk memindahkan dus hasil packing ke
pallet usulan adalah 8. Setelah dilakukan perbaikan, nilai resiko REBA menurun sebesar 7 point, menjadi 1. Skor REBA aktual untuk proses
peletakkan dus hasil packing di pallet tumpukan pertama adalah 12. Setelah dilakukan perbaikan, nilai resiko REBA menurun sebesar 9 point,
menjadi 3. Skor REBA aktual untuk proses peletakkan dus hasil packing di
pallet tumpukan kedua adalah 10. Setelah dilakukan perbaikan, nilai resiko REBA menurun sebesar 7 point, menjadi 3. Skor REBA aktual untuk
proses peletakkan dus hasil packing di pallet tumpukan ketiga adalah 7.
Setelah dilakukan perbaikan, nilai resiko REBA menurun sebesar 4 point,
menjadi 3. Skor REBA aktual untuk proses peletakkan dus hasil packing di
pallet tumpukan keempat adalah 4. Setelah dilakukan perbaikan, nilai resiko REBA menurun sebesar 1 point, menjadi 3. Skor REBA aktual
untuk proses peletakkan dus hasil packing di pallet tumpukan kelima
adalah 7. Setelah dilakukan perbaikan, nilai resiko REBA menurun sebesar
4 point, menjadi 3.
7.2 Saran
7.2.1 Saran Bagi Perusahaan
Peneliti memberikan saran agar usulan yang diberikan dapat diterapkan di PT. Panasia Indo Resources sehingga dapat menciptakan
sistem kerja yang efektif, aman, sehat, nyaman, dan efisien.
7.2.2 Saran Bagi Penelitian Selanjutnya
Peneliti memberikan saran bagi penelitian selanjutnya untuk mempertimbangkan jarak antar pallet agar operator dapat melakukan
proses peletakkan dus hasil packing di pallet dengan lebih mudah dan
Universitas Kristen Maranatha
DAFTAR PUSTAKA
1. Anonimuous. Peralatan Energi Listrik: Pencahayaan, Pedoman Efisiensi
Energi untuk Industri di Asia-www.energyefficiencyasia.org
2. Nurmianto, Eko; 1998; Ergonomi : Konsep Dasar dan Aplikasinya, edisi
kedua, Penerbit guna Wijaya
3. Sucipto, CD; “Keselamatan dan Kesehatan Kerja”, Cetakan pertama, Gosyen
Publishing, Yogyakarta, 2014.
4. Sunaryo, Wowo K. 2014. Ergonomi dan K3. Bandung : PT Remaja Prosdakarya.
5. Sutalaksana, Anggawisastra, Tjakraatmadja, 2006, Teknik Perancangan Sistem Kerja; Institut Teknologi Bandung
6. Urlich, Karl. T dan Steven D. Eppinger, “Product Design and Develoment”, Irwin Megraw-Hill, USA, 1995
7. Weimer, Jon; 1993; Handbook of Ergonomic and Human Factor Table; PTR Prentice Hall, Englewood Cliffs, New Jersey 07632
8. Yudiantyo, Wawan; 2011. Cara Praktis Penggunaan MTM 1,2,3. Bandung
9. http://aselhudangmanagement.blogspot.com/2013/04/
analisis-resiko-postue-dengan-metode.html
10.
http://jasainstalistrik.blogspot.co.id/2011/07/cara-menghitung-jumlah-titik-lampu-pada.html#axzz3ljfKYqP0
11.
http://www.nationalelektronik.com/2014/08/cara-menghitung-kebutuhan-pemakaian-pk-ac-sesuai-ruangan/
12.