J T M
JURNAL TEKNIK MESIN
J T M JOURNAL OF MECHANICAL ENGINEERING
ISSN 2549 - 2888
J T M
JURNAL TEKNIK MESIN
Jurnal Penelitian, Karsa Cipta, Penerapan dan Kebijakan Teknologi
Volume 06, Nomor 1, Februari 2017
1 PENGEMBANGAN FORMULA COMPOUND RUBBER DALAM PEMBUATAN SOL SEPATU Suliknyo
2 PERENCANAAN DAN ANALISA SISTEM SPRINKLER OTOMATIS DAN KEBUTUHAN AIR PEMADAMAN FIRE FIGHTING HOTEL XX
Rahesa Dwi Putri
3 DESAIN DAN PERANCANGAN ALAT PENGEPRES GERAM SAMPAH MESIN PERKAKAS Nur Indah, Mus Baehaqi
4 STUDI BANDING PELAPISAN MATERIAL SKD11 DENGAN METODE PHYSICAL VAPOUR DEPOSITION DAN THERMAL DIFUSION PADA KOMPONEN INSERT DIES MESIN STAMPING PRESS
Robertus Suryo Bisono
5 PEMBUATAN DAN KARAKTERISASI KERAMIK MAGNESIUM ALUMINA SILIKA DARI ABU VULKANIK GUNUNG SINABUNG
Tri Exaudi Sidabutar
6 STUDI KARAKTERISASI LAJU KOROSI LOGAM ALUMINIUM DAN PELAPISAN DENGAN MENGGUNAKAN MEMBRAN SELLULOSA ASETAT
Andarany Kartika Sari
7 ANALISIS PENGARUH PERUBAHAN SUDUT PIPA SIPHON TERHADAP PERFORMASI TURBIN HYDROCOIL DENGAN MENGGUNAKAN METODE COMPUTATIONAL FLUID DYNAMIC (CFD)
Alief Avicenna Luthfie
8 ANALISIS POSISI PELAT PEREDAM G ERAK LATERAL CAIRAN DI DALAM TRUK TANGKI OVAL YANG DIMODIFIKASI MENGGUNAKAN KOMPUTASI DINAMIKA FLUIDA
Iwan Kurniawan
9 PEMBUATAN PARTIKEL SELULOSA MENGGUNAKAN LARUTAN ALKALIN Edy Hermawan
KATA PENGANTAR
Kami mengucapkan syukur kepada Allah SWT karena dengan karunia dan hidayah-Nya, maka Jurnal JTM, Volume 06, Nomor 1 Bulan Februari Tahun 2017 kembali dapat diterbitkan.
Edisi jurnal kali ini menyajikan sembilan makalah hasil tulisan dosen dan mahasiswa Prodi Teknik Mesin, Fakultas Teknik, Universitas Mercu Buana. Dalam makalahnya, beberapa mahasiwa mempresentasikan judul yang erat kaitannya dengan hasil ekperimen, analisis proses, desain dan perancangan. Beberapa judul yang disajikan antara lain: Pengembangan forumula compound rubber dalam pembuatan sol sepatu, Desain dan perancangan alat pengepres geram sampah mesin perkakas, Studi banding pelapisan material SKD11 dengan metode physical vapour deposition dan thermal diffusion pada komponen insert dies mesin stamping press, dan Studi karakterikasi laju korosi logam aluminium dan pelapisan dengan menggunakan membrane sellulosa asetat, Analisis pengaruh perubahan sudut pipa siphon terhadap performasi turbin hydrocoil dengan menggunakan metoda computational fluid dynamic (CFD) dan Pembuatan partikel selulosa menggunakan larutan alkalin.
Kami mengucapkan penghargaan dan ucapan terima kasih kepada seluruh anggota Dewan Redaksi, Redaktur Pelaksana serta semua pihak yang telah memberikan kontribusinya selama proses penyiapan, penyusunan sampai penerbitan. Semoga keberadaan Jurnal Teknik Mesin ini dapat dimanfaatkan sebaik-baiknya oleh civitas akademika secara umum dan semua kolega di Universitas Mercu Buana secara khususnya.
Jakarta, Februari 2017
Prof. (Em.) Dr.-Ing. Ir. Darwin Sebayang Pemimpin Redaksi
ISSN 2549 - 2888
J T M
JURNAL TEKNIK MESIN
Jurnal Penelitian, Karsa Cipta, Penerapan dan Kebijakan Teknologi
Pemimpin Redaksi : Prof. (Em.) Dr.-Ing. Ir. Darwin Sebayang (UMB) Dewan Redaksi : Prof. Dr. Ir. Chandrasa Soekardi (UMB)
: Dr. Kontan Tarigan (UMB) : Dr. Nurdin Ali (Unsyiah)
: Dr. Poempida Hidayatullah (UMB)
: Prof. Dr. Bambang Suharno (Universitas Indonesia) : Dr.-Ing. Ir. Nasruddin, M.Eng. (Universitas Indonesia) : Dr.-Ing. Pudji Untoro (Universitas Surya)
: Dr.-Ing. Ir. Kusnanto (Universitas Gadjah Mada) : Dr. Sagir Alva (UMB)
: Ir. Yuriadi Kusuma (UMB)
: Dr. Sulistyo (Universitas Diponegoro) : Dr. Abdul Hamid (UMB)
Redaktur Pelaksana : Ir. Haris Wahyudi, M.Sc (UMB) : Nur Indah, S. ST. MT (UMB)
: Swandya Eka Pratiwi, ST, M.Sc (UMB) : Edijon Nopian (UMB)
Alamat Redaksi : Program Studi Teknik Mesin, Fakultas Teknik, Kampus Menara Bhakti, Universitas Mercu Buana
Jl. Meruya Selatan No. 01, Kembangan, Jakarta Barat 11650, Indonesia
Email: [email protected] Telp/Fax: +62 21 5871335
Jurnal Teknik Mesin (JTM) adalah Peer-reviewed Jurnal tentang hasil Penelitian, Karsa Cipta, Penerapan dan Kebijakan Teknologi. JTM tersedia dalam dua versi yaitu cetak (p-ISSN: 2089- 7235) dan online (e-ISSN: 2549-2888), diterbitkan 3 (tiga) kali dalam setahun pada bulan Februari, Juni dan Oktober. Redaksi menerima artikel ilmiah dalam bidang Teknik Mesin dan yang berkaitan melalui halaman web berikut: http://publikasi.mercubuana.ac.id/index.php/jtm.
ISSN 2549 - 2888
ISSN 2549 - 2888
J T M
JURNAL TEKNIK MESIN
Jurnal Penelitian, Karsa Cipta, Penerapan dan Kebijakan Teknologi
Volume 06, Nomor 1, Februari 2017
DAFTAR ISI
1 PENGEMBANGAN FORMULA COMPOUND RUBBER DALAM PEMBUATAN SOL SEPATU
1-5
Suliknyo
2 PERENCANAAN DAN ANALISA SISTEM SPRINKLER OTOMATIS DAN KEBUTUHAN AIR PEMADAMAN FIRE FIGHTING HOTEL XX
6-12
Rahesa Dwi Putri
3 DESAIN DAN PERANCANGAN ALAT PENGEPRES GERAM SAMPAH MESIN PERKAKAS
13-20
Nur Indah, Mus Baehaqi
4 STUDI BANDING PELAPISAN MATERIAL SKD11 DENGAN METODE PHYSICAL VAPOUR DEPOSITION DAN THERMAL DIFUSION PADA KOMPONEN INSERT DIES MESIN STAMPING PRESS
21-27
Robertus Suryo Bisono
5 PEMBUATAN DAN KARAKTERISASI KERAMIK MAGNESIUM ALUMINA SILIKA DARI ABU VULKANIK GUNUNG SINABUNG
28-35
Tri Exaudi Sidabutar
6 STUDI KARAKTERISASI LAJU KOROSI LOGAM ALUMINIUM DAN PELAPISAN DENGAN MENGGUNAKAN MEMBRAN SELLULOSA ASETAT
36-40
Andarany Kartika Sari
7 ANALISIS PENGARUH PERUBAHAN SUDUT PIPA SIPHON TERHADAP PERFORMASI TURBIN HYDROCOIL DENGAN MENGGUNAKAN METODE COMPUTATIONAL FLUID DYNAMIC (CFD)
41-47
Alief Avicenna Luthfie
8 ANALISIS POSISI PELAT PEREDAM G ERAK LATERAL CAIRAN DI DALAM TRUK TANGKI OVAL YANG DIMODIFIKASI MENGGUNAKAN KOMPUTASI DINAMIKA FLUIDA
48-55
Iwan Kurniawan
9 PEMBUATAN PARTIKEL SELULOSA MENGGUNAKAN LARUTAN ALKALIN 56-61 Edy Hermawan
PENGEMBANGAN FORMULA COMPOUND RUBBER DALAM PEMBUATAN SOL SEPATU
Suliknyo
Program Studi Teknik Mesin, Fakultas Teknik, Universitas Mercu Buana Jakarta E-mail: [email protected]
Abstrak -- Sol sepatu adalah bagian terbawah dari bagian sepatu yang kontak langsung dengan tanah.
Sol ini harus memiliki sifat fisik yang baik seperti tegangan putus, perpanjangan putus, Modulus, kekerasan, dan ketahanan. Sifat fisik barang jadi karet sangat dipengaruhi oleh perancangan awal formula kompon karet sol sepatu. Tujuan dari penelitian ini adalah untuk mempelajari pengaruh pemakaian IR 2200 dan KNB 40H sebanyak 10, 10.25, 10.5 phr terhadap sifat mekanik. Bahan digiling menggunakan dua rol terbuka, sedangkan pencetakan digunakan mesin hydraulic press. Hasil uji menunjukan bahwa vulkanisat karet dengan hasil terbaik diperoleh dengan pemakaian IR 2200 dan KNB 40H sebanyak 10.5 phr dengan nilai tegangan putus 13.42 MPa, perpanjangan putus 713,86%, kekerasan 67.8 shore A, ketahanan sobek 16.34 MPa, dan abrasi 0.22 cc. Hasil uji tersebut memenuhi persyaratan Nike Test Method.
Kata kunci: formula, compound rubber, sol sepatu
1. PENDAHULUAN
Sol sepatu adalah salah satu bagian bawahan sepatu yang merupakan unsur penentu kualitas sepatu. Kualitas sol karet sebagai komponen bawahan sepatu atau alas kaki yang sangat ditentukan oleh sifat –sifat fisisnya, antara lain:
tegangan putus, perpanjangan putus, kekerasan, pampatan tetap, bobot jenis, dan ketahanan retak lentur (Rahmawati, 2009). Ikatan utama dari karet adalah ikatan tidak jenuh (ikatan rangkap) sehingga menyebabkan tidak tahan terhadap oksigen, ozon, cahaya, dan panas. Karet alam tidak tahan terhadap minyak, asam pengoksidasi dan memiliki ketahanan terbatas terhadap asam mineral serta akan mengembang jika terkena senyawa hidrokarbon aromatik, alifatik dan hidrokarbon halogen. Namun, karet alam tahan terhadap beberapa bahan kimia anorganik selain bahan tersebut. Karet alam dapat dibuat ikatan silang (vulkanisasi) dengan menggunakan metode sulfur, sistem donor sulfur, peroksida, vulkanisasi dan radiasi isosianat, tetapi sulfur adalah yang paling banyak digunakan. Dalam proses pembuatan barang jadi karet, karet alam harus dibuat menjadi kompon terlebih dahulu (compounding). Kompon karet adalah karet alam padat yang ditambah dengan berbagai bahan kimia untuk memberikan sifat barang jadi karet yang diinginkan (Barlow, 1993).
2. METODOLOGI PENELITIAN
Metode pengambilan sampel untuk di uji laboratorium dilakukan dengan cara mengikuti kajian Nike Test Method yaitu:
a) Nike G76 Tensile, Elongation dan Modulus b) Nike G9 untuk uji abrasi
c) Nike G45 untuk uji kekerasan
d) ASTM D-624 untuk uji kekuatan sobek Tabel 2.1 Standar pengujian Nike
Untuk mendapatkan hasil fisik vulkanisat karet perlu diperhitungkan perbandingan formula pada kompon. Komposisi kompon berupa phr (per hundred rubber).
3. HASIL DAN PEMBAHASAN 3.1 Pembuatan Sampel
Setelah bahan-bahan yang dibutuhkan diperoleh kemudian dilakukan penimbangan dengan menggunakan timbangan sesuai dengan formulasi masing-masing sampel yaitu sampel I, sampel II dan sampel III. Sampel I menggunakan data original produksi, sampel II menambah polymer IR2200 + KNB 40H sebanyak 0,25 phr dan sampel III penambahan sebanyak 0,5 phr dari data formula original. Satuan yang biasa digunakan Phr yaitu per hundred rubber, dimana untuk penimbangan dikonversi kedalam berat bagian komponen penyusun kompon.
Tabel 3.1 Formula sampel I, Sampel II dan Sampel III
Untuk proses pencampuran bahan-bahan penyusun kompon dicampur menggunakan mesin 2 rol terbuka dengan baik. Setelah bahan tercampur semua dan menjadi lembaran kompon kemudian bahan didinginkan minimal 4 jam. Untuk proses pencampuran karet pada mesin dua rol dapat dilihat pada Gambar 3.1
Gambar 3.1 Proses pencampuran pada mesin 2 rol terbuka
3.2 Pengujian Rheometer
Dari ketiga formula kompon karet yang sudah dicampur menggunakan mesin rol terbuka, karet kemudian di uji hasil kematangannya menggunakan rheometer untuk mengetahui kecepatan vulkanisasi karet. Proses pengujian dengan rheometer ODR2000 dapat dilihat pada Gambar 3.2.
Gambar 3.2 Pengujian kompon menggunakan mesin Rheometer ODR2000
Hasil pengujian sampel I dapat dilihat pada Gambar 3.3, sampel II pada Gambar 3.4 dan sampel III pada Gambar 3.5.
Pada Gambar 3.3 pengujian kematangan kompon sampel I menggunakan mesin rheometer dengan temperatur 150˚C didapat Time considering atau Tc10 2 menit 22 detik dan Tc90 3 menit 50 detik. Waktu kematangan pada Tc90 atau kematangan 90% sebagai acuan produksi yaitu 3 menit 50 detik.
Gambar 3.3 Grafik hasil uji rheometer formula original produksi
Gambar 3.4 Grafik hasil uji rheometer formula sampel II
Pada Gambar 3.4 pengujian kematangan kompon menggunakan mesin rheometer dengan temperatur 150˚C didapat Time considering atau Tc10 2 menit 26 detik dan Tc90 3 menit 41 detik.
Waktu kematangan pada Tc90 atau kematangan 90% sebagai acuan produksi yaitu 3 menit 41 detik.
Gambar 3.5 Grafik hasil uji rheometer sample III
Pada Gambar 3.5 pengujian kematangan kompon menggunakan mesin rheometer dengan temperatur 150˚C didapat Time considering atau Tc10 2 menit 26 detik dan Tc90 3 menit 41 detik.
Waktu kematangan pada Tc90 atau kematangan 90% sebagai acuan produksi yaitu 3 menit 41 detik.
Dari hasil pengukuran rheometer pada sampel I, sampel II dan sampel III didapat data seperti pada Tabel 3.2
Tabel 3.2 Hasil tes rheometer
Pada Tabel 3.2 sampel I didapat tingkat kematangan 90% selama 3 menit 50 detik lebih lama dibandingkan pada sampel II dan sampel III.
Sampel II hasil penambahan IR200 dan KNB 40H sebanyak 0,25 phr (per hundred rubber) dengan jumlah phr bahan pengisi lainya sama dengan jumlah phr formula original didapatkan hasil kematangan lebih cepat 9 detik dari sampel I.
Pada sampel III dengan menambahakan IR200 dan KNB 40H sebanyak 0,5 phr dari jumlah phr bahan pengisi lainya sama dengan jumlah phr formula original didapatkan hasil kematangan lebih cepat 45 detik dari sampel I.
3.3 Pemberian Bentuk (Molding)
Proses vulkanisasi kompon ini dilakukan menggunakan alat hot press dengan membentuknya serperti lembaran flat. Kompon dibentuk lembaran dan dipotong seperti ukuran cetakan (mold). Mesin hot press diset pada suhu 150˚C. Untuk proses vulkanisasi kompon karet dapat dilihat pada Gambar 3.6
Gambar 3.6 Pemasukan kompon kedalam cetakan
Sampel kompon yang berada didalam cetakan kemudian di press dengan tekanan 100 kgf/cm² selama 7 menit. Sampel yang telah terbentuk merupakan kompon yang telah mengalami vulkanisasi (karet vulkanisat). Untuk proses vulkanisasi kompon dapat dilihat pada Gambar 3.7
Gambar 3.7 Pemasukan cetakan kompon ke mesin hot press
Proses pemasakan kompon menggunakan mesin hot press dengan temparatur 150˚C selama 7 menit. Dilakukan 7 menit karena dalam
pembuatan sol sepatu terdapat 2 warna karet sehingga dilakukan pembetukan warna pertama kemudian cetakan dibuka untuk membersihkan batas warna, setelah bersih warna kedua dimasukan kedalam cetakan kemudian cetakan masuk ke mesin hot press.
3.4 Pengujian Sifat Mekanik (Pengujian Tensile Strength, Strain dan Modulus elastic) a) Sampel I (Formula original produksi)
Tabel 3.3 Hasil uji tensile, strain dan modulus elastic sampel 1
Berdasarkan Tabel 3.3 dengan pengujian tiga kali tarikan didapat nilai uji tarik yang kedua sangat tinggi nilainya karena pada saat proses buffing/dibuka pori-pori menggunakan gerinda batu kurang rata. Pada formula original produksi ini didapat tegangan rata-rata 57,60 kgf/cm², regangan rata-rata 580.61% dan modulus rata- rata 28.13 kgf/cm².
b) Sampel 2 (penambahan polymer IR2200 dan KNB 40H 0,25 phr)
Tabel 3.4 Hasil uji tensile, strain dan modulus elastic sampel II
Berdasarkan Tabel 3.4 menggunakan komposisi formula sampel II didapat tegangan rata-rata 133.15 kgf/cm², regangan rata-rata 743.51% dan modulus rata-rata 40.79 kgf/cm² lebih baik nilainya dibandingkan pada sampel I.
c) Sampel 3 (penambahan polymer IR2200 dan KNB 40H 0,5 phr)
Tabel 3.5 Hasil pengujian sampel III
Berdasarkan Tabel 3.5 menggunakan komposisi formula sampel III didapat tegangan rata-rata 136.89 kgf/cm², regangan rata-rata 713.86% dan
modulus rata-rata 43.33 kgf/cm² lebih baik nilai tegangan dan modulusnya dibanding sampel I dan sampel II.
3.5 Pengujian Sobek (ASTM D624)
Ketahanan sobek adalah parameter untuk mengetahui ketahanan vulkanisat terhadap robekan atau sobekan. Ketahanan sobek merupakan salah satu faktor penting dalam parameter uji sol sepatu. Katahanan sobek yang tinggi menghasilkan vulkanisat sol sepatu yang semakin baik sehingga waktu pakai produk semakin lama. Hasil analisa penambahan polymer IR2200 dan KNB 40H terhadap ketahanan sobek dapat dilihat pada Tabel 3.6 sampel I, Tabel 3.7 sampel II dan Tabel 3.8 sampel III.
a) Pengujian sobek sampel I
Tabel 3.6 Hasil pengujian sobek sampel I spesimen 1-3
Hasil uji sampel I didapat kekuatan sobek rata- rata 31.59 kgf/cm² dengan maksimum beban 6.8 kgf kurang dari standar ASTM D624 yaitu minimal 35 kgf/cm².
b) Pengujian sobek sampel II
Tabel 3.7 Hasil pengujian sobek sampel II spesimen 1-3
Hasil uji sampel II didapat kekuatan sobek rata- rata 63.39 kgf/cm² lebih baik karena melebihi standar ASTM D624 yaitu minimal 35 kgf/cm².
c) Pengujian sobek sampel III
Tabel 3.8 Hasil pengujian sobek sampel III spesimen 1-3
Hasil uji sampel III didapat kekuatan sobek rata- rata 166.8 kgf/cm² dengan maksimum beban 34.19 kgf lebih baik dari standar ASTM D624 yaitu minimal 35 kgf/cm².
3.6 Pengujian Hardness (kekerasan)
Kekerasan merupakan ukuran kekakuan dari kompon karet. Semakin lentur produk karet maka semakin rendah kekerasan produk tersebut.
Untuk mengukur kekerasan karet yang sudah di vulkanisasi digunakan alat Durometer Shore A.
Pada pengukuran kekerasan karet dilakukan 5 kali pengukuran pada tempat yang berbeda.
Untuk hasil pengukuran kekerasan dapat dilihat pada Tabel 3.9.
Tabel 3.9 Hasil pengujian kekerasan sampel I, II dan III.
Dari Tabel 3.9 didapat hasil sampel II dan III dengan penambahan polymer IR2200 dan KNB 40H sebanyak 0,25 dan 0,5 phr menambah nilai kekerasan pada karet.
3.7 Pengujian Berat Jenis atau Specific Gravity
Pengujian ini dilakukan untuk mengetahui nilai ketahanan kikis pada karet vukanisat karena nilai pembagi hasil abrasinya adalah berat jenis.
Berikut adalah hasil nilai berat jenis sampel I sampai dengan sampel III.
Tabel 3.10 Hasil pengujian berat jenis Model Specify Gravity Nike G43
1,14-1,18 (g/cc) Avg Sampel I 1,17 1,17 1,17 1,17 Sampel II 1,11 1,11 1,11 1,11 Sampel III 1,11 1,11 1,11 1,11 3.8 Pengujian Abrasi
Ketahanan kikis merupakan kemampuan produk jadi karet untuk menahan abrasi akibat adanya gaya gerak. Berikut adalah hasil dari pengujian ketahanan kikis karet vulkanisat.
Tabel 3.11 Hasil ketahanan abrasi Model Ketahanan Abrasi Nike G9
Max 0.35 (cc loss) Avg Sampel I 0,31 0,32 0,33 0,32 Sampel II 0,26 0,25 0,25 0,25 Sampel III 0,22 0,21 0,23 0,22
4. KESIMPULAN DAN SARAN 4.1 Kesimpulan
Dari hasil analisa pengembangan formula compound rubber dalam pembuatan sol sepatu di peroleh kesimpulan, yaitu:
Penambahan polymer IR2200 dan KNB 40H sebanyak 0,5 phr memperbaiki nilai tensile strength 136.89 kgf/cm², elongation at break 713,86 % dan modulus elastic 43.33 kgf/cm² pada sampel III.
Pengaruh pengembangan formula terhadap kekuatan sobek menjadi lebih baik yaitu 166.8 kgf/cm² pada sampel III. Pengaruh pengembangan formula sampel III terhadap kekerasan menjadi lebih baik yaitu 67,8 shore A sehingga semakin tinggi nilai kekerasan maka nilai abrasi semakin kecil yaitu 0.22 cc.
4.2 Saran
Berdasarkan penelitian yang telah dilakukan pada formula yang sudah ada (sampel I) memiliki sifat mekanik yang lebih rendah. Untuk meningkatkan
sifat mekanik maka disarankan untuk menggunakan formula yang sudah ditambahkan polymer IR2200 dan KNB 40H sebesar 0,5 phr.
DAFTAR PUSTAKA
[1]. Barlow, F.W. (1993). Rubber Compounding.
New York : Marcel Dekker Inc.
[2]. Callister Jr.,William D. 1997. Materials Science and Engineering an Introduction 4th Edition. Canada : John Willey & Sons, Inc.
[3]. Heinisch, K. F. (1994). "Vulcanisation"
Dictionary of Rubber, Applied Science Publisher Ltd.
[4]. Rahmawati. (2009). Pengaruh Komposisi Arang Cangkang Kelapa Sawit dan Hitam Arang (Carbon Black) Terhadap Kualitas Kompon Karet Sol Sepatu. Universitas Sumatera Utara. Medan.
[5]. Rodgers, Brendan. (2004). Rubber Compounding, Chemistry and Applications.
New York Marcel Dekker, Inc.
[6]. Sommer, John G. (2009). Engineered Rubber Product, Introduction to Design, Manufacture and Testing. German: Hanser Publications.
PERENCANAAN DAN ANALISA SISTEM SPRINKLER OTOMATIS DAN KEBUTUHAN AIR PEMADAMAN FIRE FIGHTING HOTEL XX
Rahesa Dwi Putri
Program Studi Teknik Mesin, Fakultas Teknik, Universitas Mercu Buana, Jakarta E-mail: [email protected]
Abstrak -- Dalam pembangunan sebuah gedung terdapat suatu utilitas keamanan salah satunya adalah sistem instalasi sprinkler yang dirancang sesuai dengan standar proteksi kebakaran yang disiapkan untuk mencegah, memadamkan dan menanggulangi kebakaran dalam bangunan gedung. Pada perencanaan sistem sprinkler ini bertujuan untuk memahami dan melakukan perhitungan pada kecepatan aliran dan tekanan serta merencanakan kebutuhan air pada pemadaman fire fighting gedung hotel. Penulis melakukan penganalisaan dan perhitungan dengan menentukan discharge coefficient of the sprinkler k-factor pada kecepatan aliran fluida, selanjutnya menggunakan presure loss dari Hazen- Williams dan dilakukan kebutuhan air dengan mengacu pada Azas Bernoulli, yang penulis sebut dengan metode Step by Step. Dari hasil perhitungan ini didapat bahwa hubungan antara kecepatan aliran pada sprinkler otomatis ini dengan pressure loss yang terjadi dipengaruhi oleh area yang direncanakan, diameter pipa yang digunakan serta panjang pipa. Dimana perencanaan ini mengacu pada standar yang berlaku seperti Standar Nasional Indonesia (SNI) dan National Fire Protection Association (NFPA) yang harus dipakai dalam perencanaan siste sprinkler otomatis pada sebuah gedung.
Kata kunci: sprinkler, fire fighting, discharge, pressure loss, National Fire Protection Association 1. PENDAHULUAN
Dalam pembangunan terdapat suatu utilitas atau perlengkapan yang ada didalam gedung yang digunakan untuk menunjang tercapainya unsur- unsur kenyamanan, kesehatan, keselamatan dalam sebuah gedung itu sendiri. Salah satunya adalah adanya sistem instalasi pemadam kebakaran (fire fighting), dimana instalasi ini dirancang untuk mencegah dan menanggulangi terjadinya kebakaran pada bangunan gedung.
Salah satu alat atau sistem instalasi untuk memadamkan api adalah sistem instalasi sprinkler. Dimana sistem instalasi sprinkler ini merupakan suatu sistem instalasi pemadam kebakaran yang dipasang secara tetap/permanen didalam bangunan yang dapat memadamkan kebakaran secara otomatis dengan menyemprotkan air di tempat mula terjadi kebakaran (NFPA 13, 2002). Sistem sprinkler ini dirancang sesuai dengan rekayasa standar proteksi kebakaran dimana sistem ini biasanya aktif oleh panas yang bersumber dari api.
Pada tulisan ini akan dilakukan perencanaan dan analisa sistem sprinkler otomatis dan kebutuhan air pemadaman fire fighting yang digunakan pada Proyek Hotel XX. Dengan perencanaan yang mengacu pada standar- standar yang berlaku di Indonesia bahkan internasional, seperti: Standar Nasional Indonesia (SNI) dan National Fire Protection Association (NFPA).
1.1 Rumusan Masalah
Dalam perencanaan sistem sprinkler otomatis fire fighting ini permasalahan utama yang dihadapi adalah:
1) Melakukan penganalisaan dan perhitungan dengan menentukan faktor k (discharge coefficient of the sprinkler k-factor) dan aliran fluida yang diperlukan dari sprinkler pertama.
2) Menggunakan formula prssure loss dari Hazen williams untuk menghitung pressure drop pipa diantara sprinkler.
3) Merencanakan kebutuhan air yang digunakan untuk pemadaman fire fighting Proyek Hotel XX.
4) Melakukan perencanaan sesuai standar- standar yang berlaku dalam perencanaan sistem sprinkler fire fighting.
1.2 Tujuan Penelitian
Tujuan penulisan tugas akhir ini adalah:
1) Memahami perencanaan dalam instalasi sistem sprinkler otomatis Hotel XX.
2) Melakukan analisa dari tekanan pada sistem sprinkler otomatis fire fighting Hotel XX.
3) Merencanakan kebutuhan air pemadaman fire fighting Hotel XX.
1.3 Batasan Masalah
Adapun batasan masalah dalam penulisan Tugas Akhir “Perencanaan Dan Analisa Sistem Sprinkler Otomatis Dan Kebutuhan Air Pemadaman Fire Fighting Hotel XX” adalah:
1) Perhitungan pada perencanaan Hotel XX ini hanya dilakukan untuk 10 lantai yang pada gambar perencanaan itu terdiri dari 13 lantai.
2) Tidak dilakukan perhitungan pada konstruksi pompa yang digunakan pada perencanaan instalasi sistem sprinkler ini.
2. TINJAUAN PUSTAKA
2.1 Sistem Sprinkler Otomatis
Sistem sprinkler adalah suatu sistem yang bekerja secara otomatis dengan memancarkan air bertekanan ke segala arah untuk memadamkan kebakaran atau setidak-tidaknya mencegah meluasnya kebakaran (NFPA 13, 1999). Instalasi sprinkler ini dipasang secara tetap/permanen di dalam bangunan yang dapat memadamkan kebakaran secara otomatis dengan menyemprotkan air di tempat mula terjadi kebakaran.
Sistem sprinkler secara otomatis dianggap cara yang paling efektif dan ekonomis untuk manerapkan air bagi pemadaman api. Sistem sprinkler ini akan bekerja bila segelnya pecah akibat adanya panas dari api kebakaran. Sistem sprinkler terdiri dari beberapa jenis, yaitu (NFPA 13, 1999):
1) Sistem basah (wet pipe system) 2) Sistem kering (dry pipe system) 3) Sistem curah (deluge system) 4) Sistem pra aksi (preaction system) 5) Sistem kombinasi (combined system) Sebelum penulis menganalisa secara keseluruhan sistem pemadam kebakaran fire fighting ini terlebih dahulu penulis mengkaji sistem sprinkler sederhana pada 3 batang pipa dengan 3 head sprinkler dengan metoda “Step By Step”
seperti terlihat pada sistem sprinkler gambar 2.6 panjang l dan diamter pipa Ø masing-masing.
Serta posisi sprinkler head masing-masing diperlihatkan pada gambar 2.6 Pada posisi gambar diambil posisi area 1 yang penulis asumsikan sebagai area yang sangat terpencil (Most Remote Area), sedangkan posisi sprinkler n terletak di ujung pipa yang sangat terpencil (Most Remote Head) atau penulis definisikan sebgai MRH.
Gambar 2.1 Sistem Sprinkler
Bila design density dan head area (area per sprinkler) telah diketahui mengacu pada NFPA 13.
Maka kecepatan aliran fluida yang dibutuhkan di posisi MRH node n dapat dihitung dengan persamaan seperti dibawah ini:
= ( ) ( )
= (1)
Dimana:
= Kecepatan aliaran fluida/ debit aliran (liter/menit)
= design density (mm/min)
= head area (area per sprinkler) (m2) Selanjutnya hasil perhitungan kecepatan aliran fluida pada Persamaan 1 diatas dibandingkan dengan kebutuhan kecepatan minimum aliran fluida hasil perhitungan dengan menggunakan K faktor dan minimum pressure head pada Persamaan 2 seperti di bawah ini.
= . (2)
Dimana:
= Kecepatan aliaran fluida / debit aliran (liter/menit)
k = k-factor koefisien discharge sprinkler
= tekanan yang dibutuhkan atau required pressure (N/m2)
Hasil perhitungan dari Persamaan 1 dan Persamaan 2 diambil dimana dari kedua persamaan tersebut mempunyai hasil nilai yang tertinggi. Bagaimanapun asumsi tekanan p (required pressure) pada Persamaan 2 di atas masih perlu dikaji ulang lagi dengan membandingkan hasil dari Persamaan 3 di bawah ini:
= ( ) (3)
Dimana:
= kecepatan aliran fluida dengan nilai tertinggi dari kajian pers. 2.19 dan 2.20 (l/min)
k = k-faktor koefisien discharge sprinkler Dengan didapatkannya hasil perhitungan aliran minimum pressure dan aliran (flow) di posisi sprinkler head MRH head n, maka perlu dikaji atau dihitung pressure drop dalam pipa antara node (n) dan node (n-1), dengan menggunakan persamaan pressure loss Hazen-Williams seperti yang tertulis dibawah ini:
= 6.05 . .
∅. 10 (4)
Dimana:
= Kehilangan tekanan dalam 10-3 bar/m panjang pipa.
= kecepatan aliran fluida dengan nilai tertinggi dari Persamaan 1 dan 2 (liter/min)
Ø = diameter pipa (mm) C = koefisien friction loss
Tabel 2.1 Hazen Williams C values
Pipe or Tube C Value
Unlined cast or ductile iron 100 Black steel (dry systems including
preaction) 100
Black steel (wet systems including
deluge) 120
Galvanized (all) 120
Plastic (listed) all 150
Cement-lined cast or ductile iron 140 Copper tube or stainless steel 150
Asbestos cement 140
Concrete 140
Tabel 2.2 Equivalent panjang pipa for C=120
Dengan menambahkan pressure loss pipa (Persamaan 4) dengan tekanan dari sprinkler head pada node n Persamaan 3 maka dapat ditentukan tekanan pada node n-1.
Langkah berikutnya adalah menetukan aliran dari sprinkler head pada node (n-1), untuk melakukan hal ini penulis menggunakan rumus K- faktor yang diturunkan dari persamaan sebagai berikut:
= . (5)
Semua format perhitungan dari MRH node (n) sampai dengan aliran fluida dalam pipa antara node (n-1) dan node (n-2) diilustrasikan seperti pada Gambar 2.2.
Gambar 2.2 Ilustrasi format perhitungan system sprinkler dari MRH node (n) sampai pipa (n-1) Untuk menghitung pressure di node (n-2) digunakan Persamaan 4 yang ditambahkan dengan tekanan di node (n-1) seperti yang terilustrasi pada Gambar 2.3.
Gambar 2.3 Ilustrasi format perhitungan tekanan di node (n-2)
Kemudian aliran (flow) di pipa (n-2) didapat dengan menambahkan hasil hitungan dari persamaan 2.23 dari sprinkler head (n-2) oleh aliran antara node (n-1) dan node (n-2) seperti yang terilustrasi pada gambar 2.9.
Gambar 2.4 Ilustrasi format perhitungan tekanan dan flow pada pipa antara node (n-2)
dan node (n-3)
Langkah terakhir adalah menetukan pressure loss dalam pipa ketiga antara node (n-2) dan node (n-3) yaitu dengan menggunakan pressure loss formula Hazen Williams, Persamaan 4.
Kajian dengan metoda “Step By Step” di atas tersebut dapat disusun sebagai berikut:
1) Hitunglah aliran minimum dari MRH (Most Remote Head) dengan tekanan minimum sprinkler dan k-faktor.
2) Hitunglah aliran minimum pada sistim dengan density design dan head sprinkler area yang diberikan.
3) Jika perhitungan pada langkah 2 didapat dan adalah permintaan aliran tertinggi, kemudian hitunglah head pressure yang diperlukan, jika tidak didapat menggunakan tekanan sprinkler minimum pada langkah 1.
4) Hitunglah pressure loss di pipa.
5) Tambahkan head pressure ke pressure loss pada langkah 4 untuk menentukan tekanan pada sprinkler berikutnya.
6) Gunakan rumus k-faktor untuk menentukan aliran dari head sprinkler.
Ulangi langkah 4 sampai 6 sampai tidak ada lagi sprinkler ataupun pipa yang tersisa.
3. METODOLOGI PENELITIAN
Metodologi penelitian merupakan tahapan- tahapan langkah kerja yang terstruktur dan sistematis untuk menyelesaikan permasalahan-
permasalahan yang terdapat dalam penelitian ini.
Adanya pembuatan kerangka pemikiran dan pola kerja ini diharapkan akan dapat memberikan hasil yang maksimal.
Gambar 3.1 Diagram alir perencanaan 3.1 Pengolahan Data
Pada perencanaan dirancang sebagai bangunan gedung perhotelan dan berdasarkan NFPA-13 dan SNI 03-1745-2000, area tersebut termasuk dalam klasifikasi Ordinary Hazard dengan luasan seperti Tabel 3.
a) Penentuan jumlah kepala sprinker
Untuk menghitung jumlah kepala sprinkler (head Sprinkler) terlebih dahulu menentukan klasifikasi dari bangunan tersebut apakah termasuk bahaya kebakaran ringan (light hazard) atau bahaya kebakaran sedang (ordinary hazard).dimana untuk luasan maksimum luas pengaman per head sprinkler bahaya kebakaran ringan (ordinary hazard) adalah sebesar 12.1 m2. Untuk perhitungan jumlah head sprinkler secara gross dapat dilakukan dengan cara membagi antara luasan gedung masing-masing lantai tersebut dibagi dengan luasan maksimum luas pengaman per head sprinkler sedangkan untuk menghitung
jumlah detail sebenarnya dapat dilakukan pada gambar denah dengan mengikuti aturan jarak sprinkler dengan acuan tidak lebih dari jumlah yang dihitung secara gross tersebut.
Tabel 3.1 Jumlah Sprinkler Lantai Luas (m²) Jumlah Sprinkler
Lantai 1 576 47
Lantai 2 1168 97
Lantai 3 1360 93
Lantai 4 1360 93
Lantai 5 1360 93
Lantai 6 1360 93
Lantai 7 1360 93
Lantai 8 1360 93
Lantai 9 1360 93
Lantai 10 1360 93
Jumlah 12624 889
b) Penentuan kecepatan aliran
Untuk menentukan kecepatan aliran pada kepala sprinkler terjauh node MRH dapat dihitung dengan menggunakan persamaan:
Qp = Density x area coverage by sprinkler Nilai density didapat berdasarkan grafik area/density curves pada NFPA-13 yang mana bangunan gedung Hotel XX ini termasuk kedalam ordinary hazard yang memiliki nilai 0.15 gm/ft2 = 6.1 L/min/m2.
Gambar 3.2 Density curve (Area)
Untuk kecepatan aliran pada node selanjutnya dilakukan perhitungan dengan persamaan:
qs = k x (p)0.5
Nilai k = 80 didapat pada Tabel 2 Konstanta “K”
dengan ukuran nominal lubang kepala sprinkler 15 mm.
c) Penentuan pressure loss
Setelah kecepatan aliran sudah didapat maka selanjutnya dilakukan perhitungan pada tekanan dengan menggunakan persamaan dari Hazen Williams:
xL C x
pf 1Q.85 4.87 5
85 . 1
10 05
.
6
Untuk nilai C didapat pada Tabel 2.1 Hazen Williams, dimana pipa yang digunakan yaitu Black steel dengan C value = 120.
d) Menentukan kebutuhan air
Sebelum menentukan kebutahan air, kita harus mengetahui sumber air yang dizinkan berdasarkan SNI 03-1475-2000, yaitu:
1) Suatu sistem pengairan umum yang tekanan dan laju alirannya mencukupi.
2) Pompa air otomatis yang dihubungkan dengan sumber air yang telah disetujui sesuai standar yang diisyaratkan.
3) Pompa pemadam api manual yang dapat dioperasikan dengan peralatan kendali jarak jauh.
4) Tangki-tangki grafitasi yang dipasang sesuai standar.
Pada gedung ini sumber air diambil dari PDAM dan dari Sumur Dalam yang terlebih dahulu ditampung pada tangki khusus untuk pemadaman kebakaran (Ground water tank). Kapasitas ground water tank ditentukan oleh debit terbesar yang diperlukan untuk sistem proteksi kebakaran yang ada pada bangunan dan waktu menunggu kedatangan pasukan pemadam kebakaran.
Waktu menunggu adalah 60 menit. Secara jelas, rumus yang digunakan: Kapasitas = lpm x waktu.
Maka untuk menentukan kebutuhan air tiap lantai yaitu:
V = Q x T Dimana:
Q = Q tiap sprinkler (liter/menit) x jumlah sprinkler yang pecah
T = Waktu operasi 4. HASIL DAN PEMBAHASAN 4.1 Perhitungan Sprinkler Otomatis 1) Lantai 1
Data perencanaan:
Required Data : Ref to NFPA 13-10 : 4.1
Hazard classification : Ordinary Hazard Group 1
Area coverage by Sprinkler : 12.1 m²
Density : 6.1 L/min/m²
Total area protection : 576 m²
K Factor : 80
Number of Sprinkler : 47
Flow rate per Sprinkler : 73.81 L/min
Pipe material : Galvanized Steel
Hazen-Williams C Values : 120 a) Node [1] MRH
Kecepatan aliran pada posis MRH node 1:
Qp = Density x Area coverage by sprinkler
= 6.1 L/min/m² x 12.1 m²
= 73.81 L/min qs= Qp
Diameter = 25 mm Panjang = 3.6 m
Kehilangan Tekanan (Persamaan 2.21):
Bar p
p K p Q
t t t
8512 . 0
80 81 .
73 2
2
Pressure loss Hazen Williams:
Bar p
m x m Bar p
xL x p
xL C x
p Q
f f f f
1379 . 0
6 . 3 / 0383 . 0
25 10 120
81 . 05 73 . 6
10 05
. 6
5 87 . 4 85 . 1
85 . 1
5 87 . 4 85 . 1
85 . 1
Jumlah tekanan Pt = 0.8512 Bar + 0.1379 Bar = 0.9892 Bar
b) Node [2]
Kecepatan aliran pada head sprinkler (Persamaan 2):
qs = 80 x (Pt)0.5 = 80 x (0.9892)0.5 = 79.56 L/min
Qp = 73.81 L/min + 79.56 L/min = 153.37 L/min
Diameter = 25 mm Panjang = 3.7 m
Pressure loss Hazen Williams:
Bar p
m x m Bar p
xL x p
xL C x
p Q
f f f f
8153 . 0
7 . 3 / 1482 . 0
25 10 120
37 . 05 153 . 6
10 05
. 6
5 87 . 4 85 . 1
85 . 1
5 87 . 4 85 . 1
85 . 1
Jumlah tekanan Pt = 0.9892 Bar + 0.8153 Bar = 1.8044 Bar
c) Node [3]
qs = 79.56 L/min Qp = 153.37 L/min
Diameter = 25 mm Panjang = 3.4 m
Pressure loss Hazen Williams:
Bar p
m x m Bar p
xL x p
xL C x
p Q
f f f f
5040 . 0
4 . 3 / 1482 . 0
25 10 120
37 . 05 153 . 6
10 05
. 6
5 87 . 4 85 . 1
85 . 1
5 87 . 4 85 . 1
85 . 1
Jumlah tekanan Pt =1.8044 Bar - 0.5040 Bar = 1.3004 Bar
Gambar 4.1 Grafik hydrolik hubungan antara pressure (bar) dengan waterflow (Lpm) pada
lantai 1 2) Lantai 2
Data Perencanaan:
Required Data: Ref to NFPA 13-10 : 4.1
Hazard classification: Ordinary Hazard Group 1
Area coverage by Sprinkler : 12.1 m²
Density : 6.1 L/min/m²
Total area protection : 1168 m²
K Factor : 80
Number of Sprinkler : 97
Flow rate per Sprinkler : 73.81 L/min
Pipe material : Galvanized Steel
Hazen-Williams C Values : 120
Gambar 4.2 Grafik hydrolik hubungan antara pressure (bar) dengan waterflow (Lpm) pada
lantai 2
3) Lantai 3-10 Data perencanaan:
Required Data: Ref to NFPA 13-10 : 4.1
Hazard clasification: Ordinary Hazard Group 1
Area coverage by Sprinkler : 12.1 m²
Density : 6.1 L/min/m²
Total area protection : 1360 m²
K Factor : 80
Number of Sprinkler : 9
Flow rate per Sprinkler : 73.81 L/min
Pipe material : Galvanized Steel
Hazen-Williams C Values : 120
Gambar 4.3 Grafik hydrolik hubungan antara pressure (bar) dengan waterflow (Lpm) pada
lantai 3-10
4.1 Perencanaan Persediaan Air Sprinkler Pada gedung ini sumber air diambil dari PDAM dan dari Sumur Dalam yang terlebih dahulu ditampung pada tangki khusus untuk pemadaman kebakaran (Ground water tank). Kapasitas ground water tank ditentukan oleh debit terbesar yang diperlukan untuk sistem proteksi kebakaran yang ada pada bangunan dan waktu menunggu kedatangan pasukan pemadam kebakaran.
Waktu menunggu adalah 60 menit. Secara jelas, rumus yang digunakan : Kapasitas = lpm x waktu.
Bak penampungan air sistem hidran kebakaran tersebut, bila diperlukan pengisiannya bisa dibantu dari tangki penyimpanan air atau mobil tangki pemadam kebakaran atau melalui sambungan dinas pemadam kebakaran. Bak penampungan direncanakan dengan kapasitas 171 m3 untuk menangani gedung dengan 10 lantai.
Arah pancaran pada sprinkler yaitu ke bawah karena kepala sprinkler di letakkan pada atap ruangan, sprinkler yang dipakai ukuran ½ “ dengan kapasitas (Q) = 80 Liter/menit. Maka untuk menentukan kebutuhan air tiap lantai yaitu:
V = Volume kebutuhan air (m3) Q = Kapasitas air (dm3/menit)
Q = Q tiap sprinkler x jumlah sprinkler yang pecah = 80 liter/menit x 48 Sprinkler (lantai 1) = 3840 liter/menit
T = waktu operasi sistem = 30 menit 0.00
1.00 2.00 3.00
73.8 82.1 80.1 117.2 91.0 69.5 76.6
Pressure (Bar)
Waterflow (Lpm)
Hydraulic Graph Lantai 1
Nilai Data
0.00 10.00 20.00
74 73 87 74 137236
Pressure (Bar)
Waterflow (Lpm)
Hydraulic Graph Lantai 2
Nilai Data
0.00 0.20 0.40 0.60 0.80
73.856.044.319.511.2 6.8 3.1 2.4
Pressure (Bar)
Waterflow (Lpm)
Hydraulic Graph Lantai 3-10
Nilai Data
V = Q x T
= 3840 liter/menit x 30 menit = 115200 liter
= 115.2 m3 (lantai 1)
V = Q x T
= 7760 liter/menit x 30 menit = 232800 liter
= 232.8 m3 (lantai 2)
V = Q x T
= 7440 liter/menit x 30 menit = 232200liter
= 232.2 m3 (lantai 3-10) 5. KESIMPULAN DAN SARAN 5.1 Kesimpulan
1) Pada perencanaan awal dalam instalasi sistem sprinkler otomatis kita harus menetukan Hazard clasification pada bangunan. Pada bangunan hotel XX ini termasuk kedalam Ordinary Hazard Group 1, mempunyai density = 6.1 L/min/m2, K faktor = 80, Flow rate per sprinkler = 73.81 L/min, Jenis pipa yang digunakan Galvanized Steel sehingga kita dapat menentukan Hazen Williams C values = 120. Pada perencanaan ini sprinkler yang dibutuhkan berjumlah 889 buah untuk 10 lantai dengan jumlah luasan 12.624 m2.
2) Setelah data-data yang dibutuhkan sudah didapat sesuai dengan Standar Nasional Indonesia dan National Fire Protection Association maka dilakukan perhitungan untuk mendapatkan kecepatan aliran pada titik MRH node 1 sampai titik sprinkler yang dibutuhkan pada tiap lantai, selanjutnya dilakukan perhitungan untuk mendapatkan pressure loss Hazen williams. Analisa dari tekanan yang terjadi kita hubungkan dengan kecepatan aliran pada setiap titik sprinkler yang memiliki nilai yang berbeda-beda yang di sebabkan adanya perbedaan pada diameter pada pipa serta panjang pipa yang digunakan untuk menghubungan antara satu sprinkler dengan sprinkler lainnya.
3) Perencanaan air yang dibutuhkan untuk sistem sprinkler otomatis ini memiliki bak penampungan dengan kapasitas 171 m3 untuk menangani 10 lantai, utnuk sprinkler yang digunakan memiliki kecepatan pancaran 80 liter/menit.
5.2 Saran
Kepada pihak yang ingin melakukan perencanaan pada sistem sprinkler otomatis maka hal utama yang harus diperhatikan adalah penggunaan
standar dan peraturan yang berlaku sebagai acuan dalam perhitungan antara lain:
a) Standar Nasional Indonesia, pedoman teknik dan rekomendasi dari instansi yang berwenang mengenai jenis perencanaan yang akan dipakai.
SNI 03-1745-2000 tentang Tata Cara Perancangan dan Pemasangan Sistem Pipa Tegak dan Slang Untuk Pencegahan Bahaya Kebakaran Pada Bangunan.
SNI 03-3989-2000 tentang Tata Cara Perancangan dan Pemasangan Sistem Sprinkler Otomatik Untuk Pencegahan Bahaya Kebakaran Pada Bangunan.
SNI 03-6570-2001 tentang Instalasi Pompa Yang Dipasanga Tetap Untuk Proteksi Kebakaran.
b) National Fire Protection Association (NFPA) sebagai standar internasional yang digunakan antara lain:
NFPA 13-2002 tentang Standard for Fire Installation of Sprinkler System.
NFPA 14-2013 tentang Standard for the Installation of Standpipe and Hose Systems.
NFPA 20-2010 tentang Standard for Fire Installation of Stationary Pumps for Fire Protection.
Penggunaan standar ini akan mempermudah pada saat melakukan perizinan dalam perencanaan pembangunan gedung. Serta menjadikan acuan yang sangat berguna sebelum melakukan perencanaan sprinkler pada sebuah gedung.
DAFTAR PUSTAKA
[1]. Fleming, P. R. (2007). Automatic Sprinkler System Calculations. National Fire Sprinkler Association. New York, USA: Patterson [2]. Huda, S. (2011). Perancangan Instalasi
Pemadam Kebakaran Gedung Kantor Central Park. Universitas Mercu Buana. Jakarta.
[3]. Global Asset Protection. (2015). Estimating Fire Protection Water Demands. Hartford.
Connecticut 06103. USA: 100 Constitution Plaza.
[4]. Global Asset Protection. (2015). Fire Protection Hydraulics. Hartford. Connecticut 06103. USA: 100 Constitution Plaza
[5]. Global Asset Protection. (2015). Sprinkler System Hydraulics. Hartford. Connecticut 06103. USA: 100 Constitution Plaza.
[6]. Johnston, A. (2011). Principles of Hydraulic Analysis for Fire Protection Sprinkler Systems. USA: Autodesk University.
[7]. Moinuddin, K., & Thomas, I. (2013). Reliability of Sprinkler System in Australian High Rise Office Buildings. Fire Safety Journal.
DESAIN DAN PERANCANGAN ALAT PENGEPRES GERAM SAMPAH MESIN PERKAKAS
Nur Indah1, Mus Baehaqi2
1,2Program Studi Teknik Mesin, Fakultas Teknik, Universitas Mercu Buana Jakarta E-mail: 1[email protected], 2[email protected]
Abstrak -- Sayatan geram tidak beraturan diruang lingkup perusahaan jasa permesinan dapat membahayakan para operator dan karyawan yang ada diruang lingkup perusahaan jasa permesinan, peralatan yang dirancang membantu proses mengepresan geram sampah mesin perkakas sehingga geram sampah mesin perkakas setelah di press terlihat rapih, tidak perlu mennggunakan tempat luas dan memudahkan pada saat dipindahkan atau pengangkutan lebih lanjut. Perancangan ini menggunakan solidworks dengan spesifikasi Kapasitas maksimal 2 ton Perancangan alat pengepres geram ini berukuran 24,4 cm × 24,4 cm × 61,9 cm untuk blok ruang pengepresan 24,4 cm × 24,4 cm × 30 cm. Tinggi kaki penyangga atau kaki rangka 6 cm, hal ini bertujuan agar pada saat dioperasikan alat lebih kokoh tidak bergoyang. Tinngi sampah geram sebelum di pres 30 cm, maka volume awal 331,89 m3 dan tinggi sampah geram setelah di pres 13 cm, maka volume akhir menjadi 68,77 m3, Dengan penurunan sampah geram pada alat pengepres perubahan bentuk sampai 14,64 %.
Kata kunci: sampah geram bubutan, alat pengepres, hydraulic jack 1. PENDAHULUAN
Dalam rangka memenuhi kebutuhan peralatan untuk menunjang pekerjaan produksi, khususnya pada pekerjaan permesinan yang menggunakan mesin-mesin perkakas, maka perlu adanya suatu alat bantu produksi untuk mempermudah pekerjaan yang dilakukan. Pada proses pengerjaan konvensional dengan mesin perkakas meliputi proses bubut proses milling dan proses sekrap, pada proses permesinan tersebut merupakan suatu proses yang digunakan untuk mengubah bentuk suatu produk (benda kerja komponen mesin) dari logam dan pengerjaan benda kerja pada permesinan selalu akan menghasilkan geram hasil dari proses penyayatan benda kerja oleh alat potong atau pahat mesin perkakas, geram hasil sayatan ini merupakan sampah produksi yang tidak dilakukan penanganan dengan benar akan dapat menimbulkan masalah karena bentuk geram yang tidak beraturan, ada yang berbentuk serbuk, serpiah-serpiah kecil, bentuk sprial memanjang, bentuk kawat memanjang ataupun berbentuk ulir.
Untuk menangani sampah hasil pekerjaan mesin bubut, miling, sekrap perlu adanya suatu peralatan yang dapat digunakan untuk mengepres geram hasil proses permesinan tersebut, sehingga akan terlihat rapih, tidak berbahaya dan tidak menggunakan tempat luas diruang lingkup perusahaan jasa permesinan ataupun dilap proses produksi Teknik Mesin UMB.
Maka dari itu pada tugas akhir ini sayah merencanakan membuat suatu peralatan bantu produksi yaitu “Perancangan Alat Pengepres Geram Sampah Mesin Perkakas” alat tersebut berfungsi untuk mengepres geram sampah hasil mesin-mesin, input dari alat maka sampah geram sayatan bubut bisa langsung dimasukan ke dalam
alat yang dirancang, hasil output sayatan geram bubut yang sudah dipress dengan ukuran lebar 23 cm dan tinggi 13 cm, geram yang sudah dipadatkan akan berbentuk kotak (blok) yang sederhana sehingga geram yang tidak beraturan dapat menjadi suatu bentuk, menghemat tempat, tidak berbahaya dan memudahkan dalam hal pengangkutan ke tempat pengolahan daur ulang atau peleburan sampah geram lebih lanjut.
Gambar 1.1 Sampah Geram di Ruang Lingkup Perusahaan Jasa Permesinan.
2. TINJAUAN PUSTAKA 2.1 Geram
Dalam proses pembubutan geram merupakan bagian dari material yang terbuang yang dihasilkan dari proses permesinan. Selama proses pembubutan berlangsung bahan dibuang akibat perputaran benda kerja sebagai suatu geram tunggal, tergantung pada parameter kerja mesin (Adriansyah, 2007).
a) Proses pembentukan geram
Geram yang dihasilkan berupa suatu tali berkelanjutan atau berupa potongan-potongan, dalam banyak kasus formasi geram yang menunjukkan bahwa pemotongan adalah proses
diskontinu dan gaya antara geram dan alat potong tidak Konstan (Ibnu, 2016).
Formasi geram yang dihasilkan juga dapat dilakukan dengan pendekatan model permesinan Orthogonal sebagaimana yang dikemukakan oleh Merchant, model ini mengasumsikan formasi geram dengan dua dimensi.
Teori tentang terjadinya geram dapat dilihat pada gambar. Logam yang biasanya bersifat ulet, apabila mendapat tekanan akan timbul tegangan (stress) didaerah sekitar konsentrasi gaya penekanan dari mata potong pahat, tegangan pada benda kerja tersebut mempunyai orientasi yang kompleks dan pada salah satu arah akan terjadi tegangan geser (shear stess) yang maksimum. Apabila tegangan geser itu melebihi kekuatan logam yang bersangkutan, maka akan terjadi perubahan bentuk yang menggeser dan memutuskan logam atau benda kerja diujung pahat pada suatu bidang geser. Bidang mempunyai lokasi tertentu yang membuat sudut terhadap vektor kecepatan dan dinamakan sudut gese (shear angle) (Ibnu, 2016).
Gambar 2.1 Proses Terbentuknya Geram (Sumber: Ibnu, 2016)
b) Bentuk-Bentuk Geram dan Jenis Geram 1) Geram Tidak Kontinu Atau Putus-Putus
(Discontinuous Chips)
Gambar 2.2 Discontinous Chips (Sumber: Colton, 2007) 2) Geram Kontinyu (Continuous Chips)
Gambar 2.3 Continous Chip (Sumber: Colton, 2007)
3) Geram Kontinu dengan Tepi Yang Terbangun (continous with a built up edge)
Gambar. 2.4 Gram Continous Tepi Yang Terbangun (Sumber: Ibnu, 2016) 2.2 Mesin Pres Hidrolik
Mesin press hidrolik adalah suatu mesin industri yang mempunyai sistem hidrolik yang dapat bekerja secara mandiri dengan menggunakan pompa yang terletak terpisah untuk setiap mesin (Rahmi, 2015).
Komponen utama pada Mesin Press Hidrolik ini adalah Dongkrak Hidrolik, dan didukung oleh komponen-komponen lain yaitu Tabung Pengepressan, plat penekan (Piston Pengepress), Handle, Frame dan ruang pengepressan.
1) Dongkrak Hidrolik
Merupakan suatu alat utama yang digunakan pada Mesin Press Hidrolik untuk memberikan tekanan pada bahan melalui Piston Penekan.
2) Ruang Pengepressan
Merupakan tempat untuk menampung sampah yang akan dipress.
3) Plat Penekan (Piston Pengepress)
Merupakan sumbat geser yang terpasang presisi di dalam tabung pengepressan. Plat penekan ini berfungsi untuk mengubah volume dari ruang pengepressan.
4) Handle ( Ulir )
Merupakan bagian mesin press hidrolik yang digunakan untuk mengatur batas maksimal bawah.
5) Pegas Tarik
Merupakan bagian mesin press hidrolik yang digunakan untuk menaikkan batang luncur secara otomatis dan dapat juga
digunakan untuk mengembalikan batang luncur pada posisi semula.
a) Sistem Hidrolik
Prinsip dasar kerja Sistem Hidrolik adalah suatu sistem dimana gaya dan tenaga dipindahkan melalui cairan, biasanya menggunakan minyak.
Gambar 2.5 Prinsip Hydraulic Jack (Sumber: Ahmet, 2014)
Sistem hidrolik dapat dibagi menjadi dua kelompok sistem antara lain:
1) Sistem Hidrostatik
Sistem ini merupakan sebuah sistem dimana fungsi utama dari cairan hidrolik adalah memindahkan gaya dan tenaga dengan menggunakan tekanan.Sistem hidrostatik biasanya terdiri dari dua elemen dasar yaitu:
6) Unit Pompa untuk mengubah kerja mekanis menjadi energi hidrolik
7) Unit Hidrolik untuk mengubah energi cairan menjadi kerja mekanis
Unit pompa mengoperasikan mesin press hidrolik. Kerja yang dilakukan oleh pompa digunakan untuk perpindahan minyak untuk melawan gaya yang ditimbulkan dari gerakan plunger pada mesin press hidrolik.
2) Sistem Hidrokinetik
Sistem ini biasanya terdiri dari pompa sentrifugal atau impeller yang terpasang pada tangkai pendorong atau piston (Fortek, 2013).
Berdasarkan dalam hal ini jenis mesin Press Hidrolik yang digunakan yaitu Mesin Press Hidrolik dengan menggunakan pompa manual.
Mesin Press Hidrolik ini menggunakan pompa yang digerakkan secara manual misalnya dengan menggunakan pompa dongkrak (Hydraulic Jack). Dengan menggunakan sistem diskontinyu (Fortek, 2013).
b) Cara Kerja Mesin Pres Hidrolik
Sebuah Mesin press hidrolik adalah mesin yang memiliki dudukan atau plat dimana bahan logam ditempatkan sehingga dapat dipres, dihancurkan, diluruskan atau dibentuk (Budi, 2014).
Konsep mesin pres hidrolik didasarkan pada teori Pascal, yang menyatakan bahwa ketika
tekanan diterapkan pada cairan dalam sistem tertutup, tekanan di seluruh sistem selalu tetap atau konstan. Dengan kata lain,mesin pres hidrolik adalah mesin yang memanfaatkan tekanan yang diberikan pada cairan untuk menekan, mengepres, membentuk sesuatu (Budi, 2014).
Sejak press hidrolik bekerja berdasarkan Hukum Pascal, cara kerjanya menggunakan sistem hidrolik. Sebuah mesin press hidrolik terdiri dari komponen dasar yang digunakan dalam sistem hidrolik yang mencakup silinder, piston, pipa hidrolik, dll. Prinsip kerja mesin pres ini sangat sederhana. Sistem ini terdiri dari dua silinder, cairan (biasanya minyak) dituangkan dalam silinder memiliki diameter kecil.
Piston dalam silinder ini didorong sehingga memampatkan cairan di dalamnya yang mengalir melalui pipa ke dalam silinder yang lebih besar.
Silinder yang lebih besar silinder dikenal sebagai master silinder. Tekanan yang diberikan pada silinder yang lebih besar dan piston dalam master silinder mendorong cairan kembali ke silinder asli.
Gambar 2.6 Peningkatan Kekuatan Hydraulic (Sumber: Rakesh & Suryawanshi, 2015) Gaya yang diterapkan pada cairan silinder yang lebih kecil dalam kekuatan yang lebih besar ketika mendorong master silinder. Hidrolik press banyak digunakan untuk keperluan industri dimana tekanan yang besar diperlukan untuk mengompresi logam menjadi lembaran tipis.
Sebuah press hidrolik industri menggunakan bahan yang akan bekerja atas bersama dengan bantuan pelat tekan untuk menghancurkan atau pukulan materi menjadi lembaran tipis.
c) Mesin Press Penekan Benda
penekanan ini biasanya digunakan ketika pekerjaan yang terlibat tidak bersifat tugas berat.
Menekan ini datang dalam berbagai ukuran dan spesifikasi . Tapi dibandingkan dengan penekan hidrolik lainnya , sistemtidak memampatkan sejumlah besar tekanan yang dibutuhkan untuk menghasilkan lebih banyak output. Menekan Arbor digunakan dalam proses seperti menusuk lubang ke logam , stamping , untuk meratakan logam , merobek , menandai (Budi, 2014).
d) Gaya dan Tekanan Pada Sisitem Hidrolik Salah satu sifat zat cair adalah meneruskan tekanan ke semua arah. Definisi itu juga bisa mengartikan bahwa zat cair dapat meningkatkan gaya dan tekanan. Semua itu bisa dijabarkan melalui rumus yang ditampilkan melalui gambar di bawah.
Gambar 2.7 Gaya Dan Tekanan Pada Sisitem Hydraulic Jack (Sumber: Sudibjo, 2015) e) Instruksi Cara Untuk Menggunakan
Hydraulic Jack
1) Dengan sempit dan pegangan jack, dekat katup pelepasan ketat - dengan memutarnya searah jarum jam. (Fig. 1)
2) menempatkan jack dirangka segi tiga untuk penahanan poros sekrup Hydraulic Jack menggunakan bering units, jika poros sekrup Hydraulic Jack diperlukan, putar sekrup perpanjangan jack berlawanan sampai pengepresan berlanjut. (Fig. 2)
3) Masukkan jack pegangan dalam pegangan socket. Pompa pegangan untuk meneken atau pengepresan geram untuk penekenan yang diinginkan. (Fig. 3)
Gambar 2.8 Hydraulic jack (Sumber: Teknik, 2016)
2.3 Bantalan
Bantalan merupakan salah satu bagian dari elemen mesin yang memegang peranan cukup penting karena fungsi dari bantalan yaitu untuk menumpu poros berbeban, sehingga putaran atau gerakan bolak-baliknya dapat berlangsung secara halus, aman tanpa mengalami gesekan yang berlebihan. Bantalan harus mempunyai ketahanan terhadap getaran maupun hentakan.
Jika suatu sistem menggunakan konstruksi bantalan, sedangkan bantalannya tidak berfungsi dengan baik maka seluruh sistem akan menurun prestasinya dan tidak dapat bekerja secara semestinya (Putra, 2011).
Gambar 2.9 Bantalan 3. METODELOGI PELAKSANAAN
Gambar 3.1 Diagram alir pembuatan alat
3.1 Perancangan Konsep Produk
Dengan perancangan alat pengepresan geram sampah mesin perkakas dengan memanfaatkan sistem hydraulic jack merupakan rancangan sebuah alat yang sederhana dan sangat bermanfaat bagi perusahaan jasa permesinan (bengkel mesin perkakas) dengan perancangan desain yang ringan.
a) Struktur Fungsi Produk
b) Morfologi Rencana (Morphology Chart) Tabel 3.1 Morphology Chart
c) Drawing View
Gambar 3.1 Drawing View d) Exploded View dan Assembly View Gambar 3.2 dan 3.3 adalah desain dari alat pengepresan geram yang sudah disatukan seperti gambar di bawah ini:
Gambar 3.2 Exploded View
Gambar 3.3 Assembly View
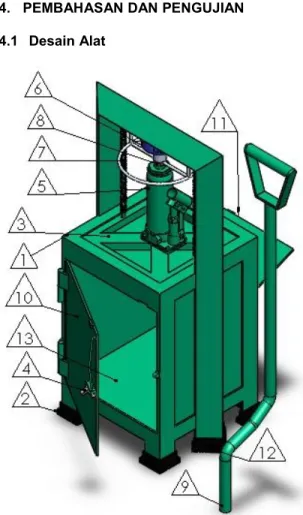
4. PEMBAHASAN DAN PENGUJIAN 4.1 Desain Alat
Gambar 4.1 Desain Alat Pengepresan Geram Sampah Mesin Perkakas
Tabel 4.1 Keterangan Part Number Desain
Desain alat pengepres geram ini berukuran 24,4 cm × 24,4 cm × 61,9 cm. Dengan blok ruang pengepresan 24,4 cm × 24,4 cm × 30 cm. Tinggi kaki penyangga atau kaki rangka 6 cm. Pada tahap penentuan blok ruang pengepresan, disepakati ruang pengepresan berukuran 24,4 cm
× 24,4 cm × 30 cm dengan menggunakan konsep awal yaitu perancangan alat pengepresan geram sampah mesin perkakas dan pemanfaatan sistem hydraulic jack untuk diaplikasikan pada lab prodiuksi teknik mesin. Penentuan tinggi rangka kaki 6 cm, hal ini bertujuan agar pada saat dioperasikan alat lebih kokoh tidak bergoyang.
4.2 Produk Alat Pengepres Geram Sampah Mesin Perkakas
Gambar 4.2 Prodak Alat Pengepresan Geram a) Spesifikasi Alat Pengepres Geram
Tabel 4.2 Spesifikasi Alat Pengepres G
b) Pengujian dan Hasil Pengujian Tabel 4.3 Pengujian dan Hasil Pengujian
4.3 Data Hasil Pengujian Alat Pengepresan Tabel 4.4 Data Hasil Pengujian Alat Pengepres
Geram Sampah Mesin Perkakas
4.4 Grafik Perbandingan Volume Sampah Awal vs Volume Sampah Akhir
5. KESIMPULAN
Dalam perancangan alat pengepres geram sampah mesin perkakas ini maka didapat beberapa kesimpulan sebagai berikut:
1) Perancangan ini menggunakan solidworks dengan dimensi alat pengepres geram ini berukuran 24,4 cm × 24,4 cm × 61,9 cm untuk blok ruang pengepresan 24,4 cm × 24,4 cm × 30 cm. Tinggi kaki penyangga atau kaki rangka 6 cm hal ini bertujuan agar pada saat dioperasikan alat lebih kokoh tidak bergoyang.
2) Perancangan ini didasarkan pada kebutuhan perusahaan jasa mesin perkakas yang mengasilkan sayatan geram.
3) Dengan penurunan sampah geram pada alat pengepres, perubahan volume sampai 14,64
%.
4) Hasil perancangan alat ini mampu menampung sampah geram mesin perkakas dengan jumlah maksimal 8,72 kg.
DAFTAR PUSTAKA
[1]. Adriansyah, J. 2007. Pengaruh Radius Pemutus Geram Pahat Bubut Hss Terhadap Panjang Geram Pada Proses Pembubutan.
Jurnal Ilmiah Poli Rekayasa Volume. (ISSN : 1858-3706), 10.
[2]. Ahmet, M. S. 2014. Design of Mechanical Hydraulic Jack. IOSR Jurnal of Engineering (IOSRJEN), 12.
[3]. Bambode, A. e. 2015. Hydraulic Jack For Heavy Vehicles . International Journal of Research In Science & Engineering , 8.
[4]. Budi, F. 2014. Cara Kerja Mesin Press Hidraulik.
http://infokitabersama123.blogspot.co.id/201 4/01/cara-kerja-mesin-pres- hidrolik.html [5]. Colton, J. S. 2007. Machinig.
http://www.me.gatech.edu/jonat han.colton/me4210/machinig.pdf.
[6]. Comporation, H. N. 2008. High Speed Hydraulic Press. US 5957046, 10.
[7]. Dharmawan, Harsokusoemo. 2006.
Pengantar Perancangan Teknik Jakarta.
Direktorat Jendral Pendidikan Tinggi.
[8]. Fortek, Pembangunan. 2013. Sitem hidrolik dan pompa hidrilik. http://fortek- pembangunan.blogspot.co.id/2013/05/sistem -hidrolilk-dan-pompa-hidrolik.html
[9]. Ginting, A. 2006. Karakteristik Pemotongan Ortogonal Kering Paduan Titanium Ti6Al4V Menggunakan Pahat Karbida. Jurnal Departemen Teknik Mesin Fak Teknik Industri, Universitas Kristen Petra. 37 – 43.
[10]. Heri, Sunaryo. 2008. Teknik Pengelasan Kapal Jilid 1. Jakarta: Direktorat Jenderal Manajemen Pendidikan Dasar dan Menengah, Direktorat Pembinaan Sekolah Menengah kejuruan, Depatemen Pendidikan Nasional.
[11]. Ibnu, A. 2016. Manufactur Mekanisme
Pembentukan Geram.
http://kedepankanpena.blogspot.co.id/2016/0 1/mekanisme-pembentukan-geram.html [12]. Pedoman Penulisan Proposal Dan Laporan
Skripsi. 2016. Fakultas Teknik Universitas Mercu Buana.
[13]. Putra, Iriansah. 2011. Bantalan dan Pengertian.
http://irianpo.blogspot.co.id/2011/04/bantalan -dan-pengertian.html
[14]. Rakesh Y. Suryawanshi, N. P. 2015. Design and Fabrication of Hydraulic jack Bearing .IJIRST –International Journal for Innovative Research in Science & Technology, 10.
[15]. Ribback, E. 2006. Hydraulic Press. US 3358493 A, 8.
[16]. Rahmi, F. 2015. mesin press mengunakan
tenaga hydraulic jack.
hhtp://mesinpressku.blogspot.co.id/2015/12/p engertian-mesin-press.html
[17]. Sebayang, Darwin. Hendi, S. 2016. Proses Desain Elemen Mesin Menggunakan SolidWorks. Jakarta: Andi, Universitas Mercu Buana.
[18]. Schneider, George. 2007. Cutting Tool Aplications. Pdf.
[19]. Sudibjo, I. 2015. Gaya dan Tekanan Pada
Sistem Hidrolik.
http://www.otopos.net/2015/03/gaya-dan- tekanan-pada-sistem-hidrolik.html
[20]. Teknik, Jaya. A. 20016. Hydraulic Jack.
Jakarta.
[21]. Varadarajan, et. al. 2008. Different mechanisms of oxidative stress and.
[22]. Wikipedia, 2007. http :// id. wikipedia.org/
neurotoxicity for Alzheimer’s Ab(1–42) and Ab(25–35).
[23]. Wahyudi, D. 2015. Komponen Gaya
Mekanisme Pembentukan Geram.
http//id.scribd.com/document/157185679/Me kanisme Pembentukan-Geram