KONTROL MESIN PEMISAH BARANG DENGAN KOMPONEN ELECTROPNEUMATIC BERBASIS PROGRAMMABLE LOGIC
CONTROLLER
SKRIPSI
Diajukan Untuk Memenuhi Sebagian Dari Memperoleh Gelar Sarjana Teknik Elektro Pada Program Studi Teknik Elektro
Disusun Oleh :
Yanharruddin Zahri
E.5051.0801376
PROGRAM STUDI TEKNIK ELEKTRO S-I
DEPARTEMEN PENDIDIKAN TEKNIK ELEKTRO
FAKULTAS PENDIDIKAN TEKNOLOGI DAN KEJURUAN
UNIVERSITAS PENDIDIKAN INDONESIA
BANDUNG
KONTROL MESIN PEMISAH BARANG DENGAN KOMPONEN ELECTROPNEUMATIC BERBASIS PROGRAMMABLE LOGIC
CONTROLLER
LEMBAR HAK CIPTA
Oleh : Yanharruddin Zahri
Sebuah skripsi yang diajukan untuk memenuhi salah satu syarat memperoleh gelar sarjana pada fakultas pendidikan teknik dan kejuruan
© Yanharruddin Zahri 2015 Universitas Pendidikan Indonesia
Mei 2015
Hak cipta dilindungi undang-undang.
LEMBAR PENGESAHAN SKRIPSI
Yanharruddin Zahri E.5051.0801376
Departemen Pendidikan Teknik Elektro Program Studi Teknik Elektro S-1
KONTROL MESIN PEMISAH BARANG DENGAN KOMPONEN
ELECTROPNEUMATIC BERBASIS PROGRAMMABLE LOGIC CONTROLLER
Menyetujui,
Pembimbing I Pembimbing II
Dr. Jaja Kustija, M.Sc Dr. Hasbullah, S.Pd, MT
NIP. 19591231 198503 1 022 NIP.19740716 200112 1 003
Ketua Departemen PendidikanTeknik Elektro Fakultas Pendidikan Teknologi dan Kejuruan
Universitas Pendidikan Indonesia
Yanharruddin Zahri, 2015
Kontrol Mesin Pemisah Barang Dengan Komponen Electropneumatic Berbasis Programmable Logic Controller
Universitas Pendidikan Indonesia | repository.upi.edu | perpustakaan.upi.edu i
ABSTRAK
Kontrol mesin pemisah barang merupakan alat yang dapat mensortir barang dari satu tempat ke tempat lainnya. Dimana alat kontrol mesin pemisah barang sering digunakan di dunia industri. Penelitian bertujuan untuk merancang sebuah trainer Programmable Logic Controller (PLC) dengan contoh aplikasi kontrol mesin pemisah barang
menggunakan komponen Electropneumatic. Metode yang dilakukan dalam perancangan alat ini adalah metode rancang bangun yang dilakukan dengan eksperimen. Sistem kendali yang digunakan adalah PLC Omron tipe CP1L dengan program ladder diagram yang dirancang dengan aplikasi komputer Cx-Programmer. Berdasarkan hasil uji kinerja, alat mesin pemisah barang dapat bekerja sesuai dengan deskripsi kerja yang ditetapkan. Diharapkan perancangan trainer kontrol mesin pemisah barang mampu memberikan kemudahan dalam mempelajari sistem otomasi industri berbasis PLC dan sistem kontrol berbasis Electropneumatic.
Yanharruddin Zahri, 2015
Kontrol Mesin Pemisah Barang Dengan Komponen Electropneumatic Berbasis Programmable Logic Controller
Universitas Pendidikan Indonesia | repository.upi.edu | perpustakaan.upi.edu ii
Abstract
Machine control separator item is the tool can sort the staff from one place to other place. Machine control Separator item tool is used in the industrial field. This research aims to design a trainer Programmable logic controller (PLC) with the application of machine control separator item use the Electropneumatic component as an example. The methodology was used in this research is structure design method and this research is experimental design. The control system used in this study is CP1L of PLC Omron and Ladder diagram program and computer Cx-Programmer application was used to design. Based on the experience of this study, the work of machine control separator item tool consistent with the description of operation designed. It was hoped that the designing of machine control separator item can give learn industrial automation PLC base and control system Electropneumatic base.
Yanharruddin Zahri, 2015
Kontrol Mesin Pemisah Barang Dengan Komponen Electropneumatic Berbasis Programmable Logic Controller
Universitas Pendidikan Indonesia | repository.upi.edu | perpustakaan.upi.edu
Yanharruddin Zahri, 2015
Kontrol Mesin Pemisah Barang Dengan Komponen Electropneumatic Berbasis Programmable Logic Controller
Universitas Pendidikan Indonesia | repository.upi.edu | perpustakaan.upi.edu
vi
BAB III PERANCANGAN DAN APLIKASI KONTROL MESIN PEMISAH BARANG
A. Diagram Blok Sistem ... 24
B. Deskripsi Kerja Alat ... 24
C. Metode Perancangan ... .... 26
D. Tahap Perancangan Trainer ... 28
1. Perancangan Input dan Output Device PLC Omron CP1L ... 29
a. Rangkaian Daya Input Divice Terhadap Terminal Input PLC ... 29
b. Rangkaian Daya Output Divice Terhadap Terminal Output PLC ... 30
2. Perancangan Rangkaian Sensor Optocoupler ... 31
3. Perancangan Intalasi Electropneumatic ... 32
4. Perancangan Conveyor ... 33
E. Perancangan Ladder Diagram ... 35
F. Material dan Sfesifikasi Trainer ... 38
BAB IV HASIL DAN PEMBAHASAN A. Hasil Perancangan Keseluruhan ... 40
B. Hasil dan Pengujian Alat ... 40
1. Pengujian Sensor Optocoupler ... 40
2. Pengujian Keseluruhan Kontrol Mesin Pemisah Barang ... 42
BAB V KESIMPULAN DAN SARAN A. Kesimpulan ... 47
Yanharruddin Zahri, 2015
Kontrol Mesin Pemisah Barang Dengan Komponen Electropneumatic Berbasis Programmable Logic Controller
Universitas Pendidikan Indonesia | repository.upi.edu | perpustakaan.upi.edu
vii
DAFTAR TABEL
Halaman
Tabel 2.1 Datasheet PLC Omron CP1L ... 9
Tabel 3.1 Peralatan dan bahan yang digunakan dalam perakitan... 41
Tabel 4.1 Hasil Pengujian Sensor Optocoupler... 44
Tabel 4.2 Hasil Pengujian Secara Berurutan... 48
Yanharruddin Zahri, 2015
Kontrol Mesin Pemisah Barang Dengan Komponen Electropneumatic Berbasis Programmable Logic Controller
Universitas Pendidikan Indonesia | repository.upi.edu | perpustakaan.upi.edu
viii
Gambar 3.3 Diagram Alir Perancangan Trainer Kontrol Mesin Pemisah Barang ... 27
Gambar 3.4 Rangkaian Keseluruhan Kontrol Mesin Pemisah Barang ... 28
Gambar 3.5 Wiring Diagram Input PLC ... 29
Gambar 3.6 Wiring Diagram Output PLC ... 30
Gambar 3.7 Rangkaian Sensor Optocaoupler ... 31
Yanharruddin Zahri, 2015
Kontrol Mesin Pemisah Barang Dengan Komponen Electropneumatic Berbasis Programmable Logic Controller
Universitas Pendidikan Indonesia | repository.upi.edu | perpustakaan.upi.edu
ix
Gambar 3.9 Intalasi Pneumatic ... 32
Gambar 3.10 Desaign Conveyor ... 33
Gambar 3.11 Real Conveyor ... 35
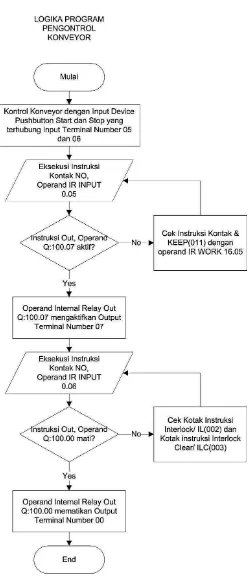
Gambar 3.12 Diagram Alir Program Kontrol Conveyor ... 36
Gambar 3.13 Diagram Alir Program Kontrol Sortir Barang Demensi Kecil ... 37
Gambar 3.14 Diagram Alir Program Kontrol Sortir Barang Demensi Sedang ... 38
Gambar 3.15 Diagram Alir Program Kontrol Sortir Barang Demensi Besar ... 39
Gambar 3.16 Diagram Alir Program Perhitungan Jumlah Barang ... 40
Gambar 4.1 Hasil Perancangan Kontrol Mesin Pemisah Barang ... 43
Gambar 4.2 Pengujian Dalam Kondisi 1 ... 45
Gambar 4.3 Pengujian Dalam Kondisi 2 ... 46
Gambar 4.4 Pengujian Dalam Kondisi 3 ... 46
Gambar 4.5 Pengujian Dalam Kondisi 4 ... 47
Yanharruddin Zahri, 2015
Kontrol Mesin Pemisah Barang Dengan Komponen Electropneumatic Berbasis Programmable Logic Controller
Universitas Pendidikan Indonesia | repository.upi.edu | perpustakaan.upi.edu
x
DAFTAR LAMPIRAN
Halaman
Datasheet Motor Gear 24 VDC... 51
Datasheet Phototransistor... 52
Datasheet Relay 24 VDC... 54
1
Yanharruddin Zahri, 2015
Kontrol Mesin Pemisah Barang Dengan Komponen Electropneumatic Berbasis Programmable Logic Controller
Universitas Pendidikan Indonesia | repository.upi.edu | perpustakaan.upi.edu BAB 1
PENDAHULUAN
A. Latar Belakang Masalah
Pada saat ini kebutuhan industri semakin meningkat seiring dengan perkembangan teknologi, kebutuhan sistem kendali, keamanan untuk produk dan keselamatan untuk pekerja serta kualitas produk sangatlah diperhatikan untuk meningkatkan kualitas produk itu sendiri. Sistem kendali terdiri dari sekumpulan piranti-piranti dan peralatan-peralatan elektronik yang mampu menangani kestabilan,akurasi, dan mengeliminasi transisi status yang dalam berbahaya dalam proses produksi. (Putra : 2007).
Alat kendali untuk proses produksi sangatlah penting untuk dunia industri, masih jarangnya fasilitas yang berkaitan dengan otomasi industri ini sangat berpengaruh karena akan menunjang didunia industri yang sangat memerlukan keahlian dibidang kendali. Banyak kelebihan penggunaan alat kendali ini dibandingkan dengan sistem kendali proses konvesional, diantaranya jumlah kabel yang dibutuhkan bisa berkurang, mengkonsumsi daya yang lebih rendah, bisa dengan cepat mendeteksi kesalahan, dan material yang dibutuhkan tidak banyak. (Setiawan : 2005).
PLC (Programmable Logic Controllers) adalah komputer elektronik yang mudah digunakan (user friendly) yang memiliki fungsi kendali untuk berbagai tipe dan tingkat kesulitan yang beraneka ragam. Menurut Capiel (1982), PLC adalah sistem elektronik yang beroperasi secara digital dan didesain untuk pemakaian dilingkungan industri, dimana sistem ini mengunakan memori yang dapat diprogram untuk penyimpanan secara internal instruksi-instruksi yang mengimplemenstasikan fungsi-fungsi spesifik seperti logika, urutan, perwaktuan, pencacahan dan operasi aritmatik untuk mengontrol mesin atau proses melalui modul-modul I/O digital maupun analog.
2
Yanharruddin Zahri, 2015
Kontrol Mesin Pemisah Barang Dengan Komponen Electropneumatic Berbasis Programmable Logic Controller
Universitas Pendidikan Indonesia | repository.upi.edu | perpustakaan.upi.edu
tidak mengalami kendala. Seperti halnya dalam memahami prinsip kerjanya, struktur dasar dan simbol-simbol leader diagram yang berlaku pada PLC itu sendiri, kemudian bagaimana konfigurasi dari simbol-simbol tersebut agar tersusun menjadi sebuah program yang nantinya disimpan dalam memori PLC dan guna diaplikasikan pada sebuah sistem alat yang akan dikendalikan secara otomatis.
Rancang bangun kontol mesin pemisah barang dengan komponen elektro pneumatik ini dirancang untuk memudahkan dan meminimalisir pengguna secara otomatis dengan menggunakan PLC sebagai alat pengendalinya.
Bertitik tolak dari keadaan tersebut maka pada Skripsi ini akan mengambil judul, “ Kontrol Mesin Pemisah Barang Dengan Komponen Electropneumatic Berbasis Programmable Logic Controller ”.
B. Rumusan Masalah
Berdasarkan uraian diatas, untuk tujuan hendak dicapai dalam skripsi ini, maka permasalahannya dapat dirumuskan sebagai berikut:
1. Bagaimana merancang trainer mesin pemisah barang dengan komponen electropneumatic berbasis PLC ?
2. Bagaimana cara kerja alat mesin pemisah barang berdasarkan ukuran dan dimensi ?
3. Bagaimana merancang program diagram ladder PLC OMRON CP1L sebagai pengontrol mesin pemisah barang ?
C. Tujuan Penelitian
Adapun tujuan yang ingin dicapai dari penulisan Skripsi ini antara lain: 1. Merancang sebuah alat trainer mesin pemisah barang dengan
menggunakan electropnematic berbasis PLC.
2. Mengetahui cara kerja trainer mesin pemisah barang dengan menggunakan electropnematic berbasis PLC.
3
Yanharruddin Zahri, 2015
Kontrol Mesin Pemisah Barang Dengan Komponen Electropneumatic Berbasis Programmable Logic Controller
Universitas Pendidikan Indonesia | repository.upi.edu | perpustakaan.upi.edu D. Batasan Masalah
Skripsi ini hanya menyangkut masalah yang berkaitan dengan kontol mesin pemisah barang dengan menggunakan electropneumatic berbasis PLC, Untuk membatasi ruang lingkup skripsi sehingga lebih terarah dan tercapai tujuan yang diinginkan, maka masalah dibatasi pada :
1. Perancangan trainer mesin pemisah barang menggunakan electropneumatic berbasis PLC.
2. Perancangan mesin pemisah barang yaitu dengan menggunakan sistem electropneumatic, yang berfungsi sebatas demensi dan ukuran.
3. Perancangan program diagram ladder PLC sebagai kontrol mesin pemisah barang.
E. Manfaat Penelitian
Penyusunan skripsi ini secara umum bermanfaat dalam menambah dan meningkatkan pengetahuan dibidang teknik elektro. Dijadikan sarana untuk mengimplementasikan ilmu pengetahuan dan teknologi yang dapatkan selama mengikuti perkuliahan di DPTE FPTK UPI ke dalam dunia nyata.
Selain itu menambah ilmu dan wawasan mengenai kontrol mesin pemisah barang dengan komponen electropneumatic berbasis programmable logic controller. Secara keseluruhan diharapkan hasil perancangan dan penelitian ini
dapat memberikan sumbangan yang berarti bagi pengembangan bidang sistem peralatan industri serta masyarakat luas.
F. Stuktur Organisasi Skripsi
4
Yanharruddin Zahri, 2015
Kontrol Mesin Pemisah Barang Dengan Komponen Electropneumatic Berbasis Programmable Logic Controller
Universitas Pendidikan Indonesia | repository.upi.edu | perpustakaan.upi.edu BAB I. PENDAHULUAN
Bab ini menjelaskan tentang latar belakang masalah, perumusan masalah, tujuan penelitian, metode penelitian, pembatasan masalah dan sistematika penulisan.
BAB II. LANDASAN TEORI
Bab ini berisi mengenai teori-teori yang mendukung dalam perancangan skripsi ini.
BAB III. PERANCANGAN DAN REALISASI
Pada bab ini membahas tentang material atau bahan-bahan yang dibutuhkan dalam perancangan trainer, kemudian metode perancangan alat mulai dari pembuatan program PLC dengan Cx-Programmer lalu perancangan kontrol mesin pemisah barang dengan komponen electropneumatic.
BAB IV. HASIL DAN PEMBAHASAN
Bab ini membahas mengenai hasil perancangan serta pembahasan dari hasil pengujian trainer yang telah dibuat.
BAB V. KESIMPULAN DAN SARAN
24
Yanharruddin Zahri, 2015
Kontrol Mesin Pemisah Barang Dengan Komponen Electropneumatic Berbasis Programmable Logic Controller
Universitas Pendidikan Indonesia | repository.upi.edu | perpustakaan.upi.edu BAB III
PERANCANGAN DAN APLIKASI KONTROL MESIN PEMISAH BARANG
Bab ini membahas mengenai perancangan trainer yang berupa input dan output device PLC OMRON CP1L, rangkaian sensor optocoupler, Instalasi
Electropnuematic, conveyor, dan ladder diagram PLC.
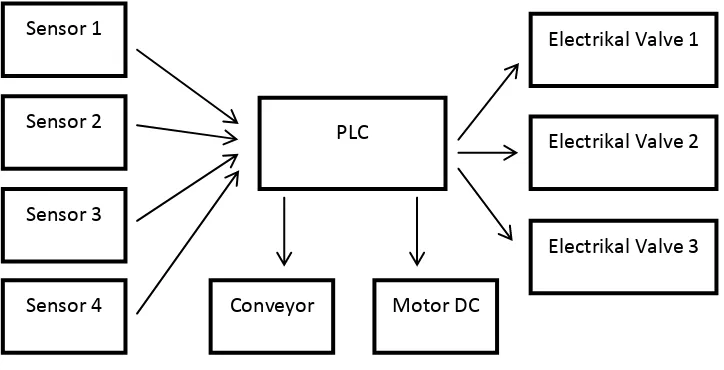
A. Diagram Blok Sistem
Diagram blok sistem dapat digambarkan sebagai berikut :
Gambar 3.1 Diagram Blok Sistem B. Deskripsi Kerja Alat
25
Yanharruddin Zahri, 2015
Kontrol Mesin Pemisah Barang Dengan Komponen Electropneumatic Berbasis Programmable Logic Controller
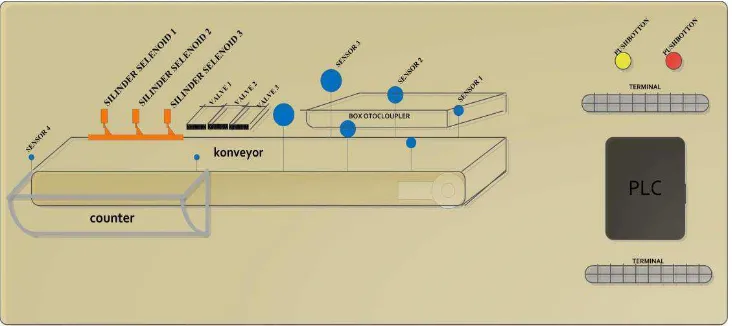
Universitas Pendidikan Indonesia | repository.upi.edu | perpustakaan.upi.edu Gambar 3.2 Sketsa Kontrol Mesin Pemisah Barang
Dari gambar 3.2 dapat dijelaskan tahapan kerja dari sistem kontrol mesin pemisah barang sebagai berikut :
1. Ketika PLC menyala maka semua komponen yang terintergrasi dengan PLC berfungsi.
2. Push botton merah diaktifkan maka conveyor berjalan.
3. Benda yang berukuran kecil berjalan diatas conveyor maka sensor optocoupler 1 akan mendektesi dengan memberikan perintah ke pada
PLC, untuk memberikan tegangan ke electrical valve 1 sehingga silinder selenoid 1 mendorong benda ukuran pendek menyentuh sensor optocoupler 4 dan masuk pada tempat pengumpul benda.
4. Benda yang berukuran sedang berjalan diatas conveyor maka sensor optocoupler 2 akan mendektesi dengan memberikan perintah ke pada
PLC, untuk memberikan tegangan ke electrical valve 2 sehingga silinder selenoid 2 mendorong benda ukuran sedang menyentuh sensor optocoupler 4 dan masuk pada tempat pengumpul benda.
5. Benda yang berukuran besar berjalan diatas conveyor maka sensor optocoupler 3 akan mendektesi dengan memberikan perintah ke pada
26
Yanharruddin Zahri, 2015
Kontrol Mesin Pemisah Barang Dengan Komponen Electropneumatic Berbasis Programmable Logic Controller
Universitas Pendidikan Indonesia | repository.upi.edu | perpustakaan.upi.edu
6. Setelah benda masuk ke tempat pengumpulan benda sebanyak 5 buah sensor optocoupler 4 akan memberikan perintah kepada PLC untuk mengcounter sehingga motor DC bekerja dan menjatuhkan benda-benda tersebut, dan keadaan tersebut terus berulangkali sampe batas waktu yang di tentukan.
C. Metode Perancangan
Metode yang digunakan dalam perancangan trainer adalah metode rancang bangun yang dilakukan dengan eksperimen. Hasil dari perancangan berupa simulator kontrol mesin pemisah barang dengan komponen electropneumatic berbasis programmable logic controller.
Tempat perancangan dilaksanakan di Laboratorium Elektronika Dasar Jurusan Pendidikan Teknik Elektro, FPTK, UPI. Penelitian difokuskan pada proses desain, perakitan dan uji coba. Prosedur pembuatan trainer dapat dijelaskan sebagai berikut :
1. Studi Literatur terkait perancangan kontrol mesin pemisah barang dengan komponen electropneumatic berbasis programmable logic controller sebagai referensi dalam perancangan alat.
2. Tahap perancangan dilakukan dengan melakukan proses desain alat menggunakan perangkat lunak komputer seperti microsoft visio, adobe photoshop, festo fluitsim, altium dan perangkat lunak sejenis lainnya,
kemudian perakitan alat dengan komponen dan bahan sesuai perencanaan dan deskripsi kerja alat.
3. Tahap perancangan program ladder diagram menggunakan perangkat lunak Cxone-Programmer. Pembuatan program ladder diagram mengacu pada deskripsi kerja kontrol mesin pemisah barang dengan komponen electropneumatic.
4. Tahap pengujian kinerja alat mengacu pada tahapan-tahapan kerja pada deskripsi kerja alat.
27
Yanharruddin Zahri, 2015
Kontrol Mesin Pemisah Barang Dengan Komponen Electropneumatic Berbasis Programmable Logic Controller
Universitas Pendidikan Indonesia | repository.upi.edu | perpustakaan.upi.edu
28
Yanharruddin Zahri, 2015
Kontrol Mesin Pemisah Barang Dengan Komponen Electropneumatic Berbasis Programmable Logic Controller
Universitas Pendidikan Indonesia | repository.upi.edu | perpustakaan.upi.edu D. Tahap Perancangan Trainer
Secara umum alat kontrol mesin pemisah barang bekerja dengan cara memisahkan barang berdasarkan ukuran. Agar alat bekerja secara otomatis maka seluruh system pada mesin pemisah barang diintegrasikan dengan perangkat kendali yaitu PLC. Langkah pertama yang dilakukan dalam perancangan adalah mendesain rangkaian keseluruhan kemudian mengidentifikasi peralatan dan bahan yang digunakan. Perancangan keseluruhan dimaksudkan untuk memperjelas dari tujuan akhir perancangan menjadi sebuah kontrol mesin pemisah barang. Berikut skema rangkaian keseluruhan:
29
Yanharruddin Zahri, 2015
Kontrol Mesin Pemisah Barang Dengan Komponen Electropneumatic Berbasis Programmable Logic Controller
Universitas Pendidikan Indonesia | repository.upi.edu | perpustakaan.upi.edu
Setelah pembuatan desain perancangan keseluruhan kemudian dibuatlah desain perancangan masing-masing komponen utama. Berikut desain dan penjelasan setiap komponen, yaitu:
1. Perancangan Input dan Output Device PLC Omron CP1L
Pada PLC Omron CP1L perancangan trainer PLC masing-masing komponen dihubungkan ke tiap terminal input-output PLC sehingga terlihat input-output yang tersedia pada PLC. Berikut gambar rangkaian yang
terhubung ke terminal input-output PLC :
a. Rangkaian Daya Input Divice Terhadap Terminal Input PLC
Gambar 3.5 Wiring Diagram Input PLC
Dari gambar 3.5 dapat dijelaskan bahwa pada terminal input yang digunakan adalah terminal input number 00 sampai ke input number 05, input number 00 dihubungkan ke input divice Push Button sebagai
trigger untuk mematikan seluruh sistem kerja alat, untuk terminal input number 01 dihubungkan dengan sensor optocoupler 1 yang berfungsi mendekteksi demensi barang yang berukuran kecil, selanjutnya terminal input number 02 dihubungkan dengan sensor optocoupler 2 yang
30
Yanharruddin Zahri, 2015
Kontrol Mesin Pemisah Barang Dengan Komponen Electropneumatic Berbasis Programmable Logic Controller
Universitas Pendidikan Indonesia | repository.upi.edu | perpustakaan.upi.edu
kemudian untuk terminal input number 03 berfungsi untuk mendekteksi dimensi barang yang berukuran besar, dan terminal input number 04 dihubungkan dengan sensor optocoupler 4 yang berfungsi untuk menghitung jumlah barang yang sudah disortir dan juga sebagai trigger untuk menghidupkan motor dc, lalu yang terakhir adalah terminal input number 05 dihubungkan dengan input divice push botton sebagai trigger
untuk menghidupkan motor dc (conveyor).
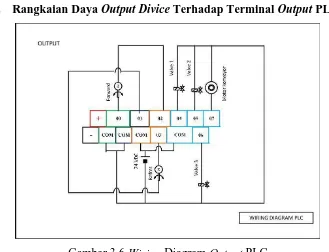
b. Rangkaian Daya Output Divice Terhadap Terminal Output PLC
Gambar 3.6 Wiring Diagram Output PLC
Dari gambar 3.6 dapat dijelaskan bahwa pada terminal output yang digunakan adalah terminal output number 00 sampai ke output number 07, dimana pada output number 00 dan 01 dihubungkan ke output divice motor dc dengan arah putaran motor forward, lalu pada output number
31
Yanharruddin Zahri, 2015
Kontrol Mesin Pemisah Barang Dengan Komponen Electropneumatic Berbasis Programmable Logic Controller
Universitas Pendidikan Indonesia | repository.upi.edu | perpustakaan.upi.edu
kemudian untuk output number 06 dihubungkan ke output divice electrical valve 3 sebagai keran untuk membuka dan menutup saluran
udara yang masuk ke silinder 3, dan yang terakhir adalah terminal output number 07 dihubungkan dengan output divice motor dc sebagai conveyor
pada mesin sortir barang.
2. Perancangan Rangkaian Sensor Optocoupler
Gambar 3.7 Rangkaian Sensor Optocoupler
Rangkaian sensor optocoupler merupakan piranti elektronika yang berfungsi sebagai pemisah antara rangkaian power dengan kontrol. Optocloupler merupakan satu jenis komponen yang memanfaatkan sinar
sebagai pemicu ON/OFF nya. Opto berarti optik dan coupler berarti pemicu. Sehingga bisa diartikan bahwa optocoupler merupakan suatu komponen yang bekerja berdasarkan pemicu cahaya optik opto-coupler termasuk dalam sensor, dimana terdiri dari dua bagian yaitu : transmitter (infrared) dan receiver (phototransistor). Dasar rangkaian dapat ditunjukan seperti pada
gambar 3.7. Pada rangkaian sensor optocaupler terdapat 4 sensor optopcoupler dalam satu rangkaian PCB. Berikut lay out PCB sensor
32
Yanharruddin Zahri, 2015
Kontrol Mesin Pemisah Barang Dengan Komponen Electropneumatic Berbasis Programmable Logic Controller
Universitas Pendidikan Indonesia | repository.upi.edu | perpustakaan.upi.edu Gambar 3.8 Layout PCB Sensor Optocoupler
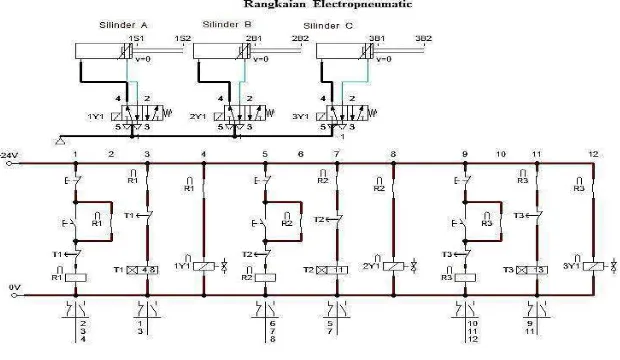
3. Perancangan Intalasi Electropneumatic
Komponen electropneumatic dalam rangkaian berfungsi sebagai alat mengsortir barang berdasarkan ukuran dengan silinder yang dikontrol oleh PLC OMRON CP1L melalui saluran electrical valve. Berikut design instalasi kontrol electropneumatic yang menjadi bagian dalam perancangan alat kontrol mesin pemisah barang :
Gambar 3.9 Intalasi Pneumatic
33
Yanharruddin Zahri, 2015
Kontrol Mesin Pemisah Barang Dengan Komponen Electropneumatic Berbasis Programmable Logic Controller
Universitas Pendidikan Indonesia | repository.upi.edu | perpustakaan.upi.edu
yang dikontrol oleh PLC selanjutnya komponen pendukung lainnya kompresor dan regulator.
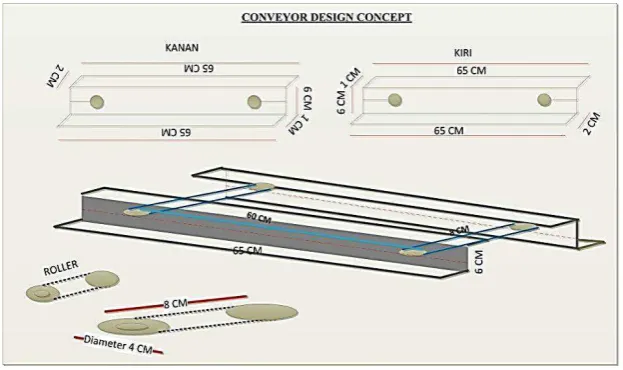
4. Perancangan Conveyor
Komponen alat conveyor adalah salah satu jenis alat yang berfungsi untuk mengangkut atau memindahkan barang yang berbentuk padat dengan ukuran yang berbeda. Conveyor terdiri dari belt berbentuk bulat menyerupai sabuk yang diputar oleh motor. Perancangan trainer memilih menggunakan conveyor sabuk sebagai alat pengangkut karena lebih mudah dibuat dan lebih
hemat. Berikut gambar perancangan alat conveyor
Gambar 3.10 Desaign conveyor
Dalam perancangan conveyor dimana belt conveyor memiliki Panjang: 120 cm, Lebar: 8 cm, dan Roll conveyor: Diameter 4 cm. Kerangka box panjang 65cm, lebar 8 cm, tinggi 6 cm. Pada perancangan conveyor digunakan motor 24 VDC, 56 rpm, sehingga dapat dihitung kecepatan conveyor dengan rumus sebagai berikut :
Keterangan,
34
Yanharruddin Zahri, 2015
Kontrol Mesin Pemisah Barang Dengan Komponen Electropneumatic Berbasis Programmable Logic Controller
Universitas Pendidikan Indonesia | repository.upi.edu | perpustakaan.upi.edu D : Diameter roll conveyor (cm)
t : Waktu satu putaran motor (detik) Sehingga kecepatan putaran conveyor adalah :
Dari hasil perhitungan kecepatan putaran conveyor maka akan mengetahui hasil waktu yang dibutuhkan, dimana jarak sensor 1 ke silinder pneumatic 1 adalah 25 cm, jarak sensor 2 ke silinder pneumatic 2 adalah 28
cm, dan jarak sensor 3 ke silinder pneumatic 3 adalah 30 cm dengan rumus sebagai berikut :
a. Perhitungan lamanya waktu dideteksi oleh sensor 1 ke silinder pneumatic 1 dengan jarak 25 cm :
b. Perhitungan lamanya waktu dideteksi oleh sensor 2 ke silinder pneumatic 2 dengan jarak 28 cm :
c. Perhitungan lamanya waktu dideteksi oleh sensor 3 ke silinder pneumatic 3 dengan jarak 30 cm :
Hasil dari perhitungan nantinya akan disetting dalam fungsi timer pada program ladder diagram PLC.
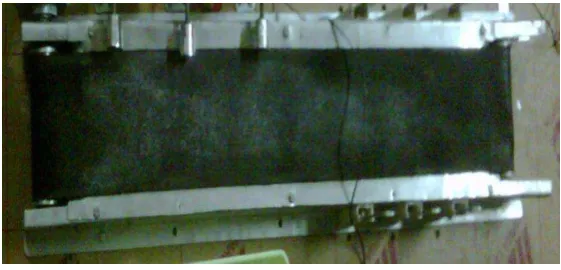
Belt conveyor menggunakan bahan khusus yang terbuat dari bahan
35
Yanharruddin Zahri, 2015
Kontrol Mesin Pemisah Barang Dengan Komponen Electropneumatic Berbasis Programmable Logic Controller
Universitas Pendidikan Indonesia | repository.upi.edu | perpustakaan.upi.edu Gambar 3.11 Real Conveyor
E. Perancangan Ladder Diagram
Ladder diagram atau diagram satu garis adalah satu cara untuk
menggambarkan proses kontrol. Diagram merepresentasikan interkoneksi antara intruksi input dengan intruksi output dan terdapat simbol-simbol kontak yang diberikan pengalamatan input seperti sensor,dan push botton. Dalam kondisi On kontak-kontak tersebut akan memberikan instruksi pada coil yang diberi pengalamatan output ke komponen electrical valve dan motor DC.
Pada program ladder juga terdapat work area dengan simbol kontak-kontak yang diberikan pengalamatan 16.00 sampai dengan 17.02. Work area berfungsi untuk mengendalikan setiap instruksi input yang diinginkan terhadap output. Kemudian pada program ladder diagram kontrol mesin pemisah barang terdapat kotak intruksi Differential down ( DIFDOWN ) sebagai trigger dalam satu siklus untuk mengaktifkan kontak intruksi KEEP, selanjutnya terdapat pula intruksi timer dan counter sebagai delay waktu dan penghitung, intruksi tambahan lainnya
adalah interlock (IL) dan interlock clear (ILC) untuk mengaktifkan program diantaranya.
36
Yanharruddin Zahri, 2015
Kontrol Mesin Pemisah Barang Dengan Komponen Electropneumatic Berbasis Programmable Logic Controller
37
Yanharruddin Zahri, 2015
Kontrol Mesin Pemisah Barang Dengan Komponen Electropneumatic Berbasis Programmable Logic Controller
Universitas Pendidikan Indonesia | repository.upi.edu | perpustakaan.upi.edu
38
Yanharruddin Zahri, 2015
Kontrol Mesin Pemisah Barang Dengan Komponen Electropneumatic Berbasis Programmable Logic Controller
Universitas Pendidikan Indonesia | repository.upi.edu | perpustakaan.upi.edu
39
Yanharruddin Zahri, 2015
Kontrol Mesin Pemisah Barang Dengan Komponen Electropneumatic Berbasis Programmable Logic Controller
Universitas Pendidikan Indonesia | repository.upi.edu | perpustakaan.upi.edu
40
Yanharruddin Zahri, 2015
Kontrol Mesin Pemisah Barang Dengan Komponen Electropneumatic Berbasis Programmable Logic Controller
Universitas Pendidikan Indonesia | repository.upi.edu | perpustakaan.upi.edu
41
Yanharruddin Zahri, 2015
Kontrol Mesin Pemisah Barang Dengan Komponen Electropneumatic Berbasis Programmable Logic Controller
Universitas Pendidikan Indonesia | repository.upi.edu | perpustakaan.upi.edu F. Material dan Spesifikasi Trainer
Berdasarkan perancangan trainer yang dibuat peneliti mengindentifikasikan bahan dan alat yang digunakan dalam perancanagan alat. Berikut daftar tabel alat dan bahan beserta spesifikasinya :
Tabel 3.1 Peralatan dan bahan yang digunakan dalam perakitan trainer Alat dan Bahan Umum
NO Nama Peralatan Spesifikasi
1 PLC CP1L 20 I/O
NO Nama Peralatan Spesifikasi
42
Yanharruddin Zahri, 2015
Kontrol Mesin Pemisah Barang Dengan Komponen Electropneumatic Berbasis Programmable Logic Controller
Universitas Pendidikan Indonesia | repository.upi.edu | perpustakaan.upi.edu 2 Sensor
Optocoupler
• Phototransistor ( 4 Buah ) • Infra Red ( 4 Buah )
• Relay 5VDC/24VDC ( 4 Buah ) • Resistor 1 kΩ ( 4 Buah )
• Dioda ( 4 buah )
• Transitor BC 547 dan BC 548 ( 4 buah ) • Potensio 20 k ( 4 Buah )
OUTPUT
NO Nama Peralatan Spesifikasi
1 Motor 24 VDC 2 Buah
2 Selenoid Valve SMC 24 VDC ( 3 Buah )
17
Yanharruddin Zahri, 2015
Kontrol Mesin Pemisah Barang Dengan Komponen Electropneumatic Berbasis Programmable Logic Controller
Universitas Pendidikan Indonesia | repository.upi.edu | perpustakaan.upi.edu BAB V
KESIMPULAN DAN SARAN A. Kesimpulan
1. Alat kontrol mesin pemisah barang tersusun dari beberapa komponen yang mendeskripsikan proses kontrol mesin pemisah barang berdasarkan ukuran. Dengan pengalamatan input/ output yang sesuai dengan program ladder diagram yang tersimpan pada memori PLC dan alat dapat bekerja
dengan baik.
2. Cara kerja dari alat mesin pemisah barang adalah input device pada alat (Pushbutton, Sensor Optocoupler, dll) memberikan sinyal digital kepada
module input PLC sebagai triger, PLC memproses sinyal digital tersebut
dengan bahasa pemrograman yang telah disimpan pada memori PLC yaitu berupa instruksi-instruksi ladder diagram, sehingga mampu mengontrol output device (motor, electrical valve, dll) sesuai dengan tujuan dan fungsi dari mesin pemisah barang.
3. PLC Omron CP1L dapat berkomunikasi dan mengendalikan alat dengan baik sesuai dengan deskripsi kerja alat yang telah direncanakan sebelumnya. Program ladder diagram yang tersimpan dalam memori PLC menjadi kunci utama dalam mengendalikan proses kontrol mesin pemisah barang.
B. Saran
1. Sebaiknya alat trainer kontrol mesin pemisah barang diperbanyak dengan metode yang berbeda, agar lebih meningkatkan pengetahuan dan pelatihan untuk orang yang mau mempelajarinya.
Yanharruddin Zahri, 2015
Kontrol Mesin Pemisah Barang Dengan Komponen Electropneumatic Berbasis Programmable Logic Controller
Universitas Pendidikan Indonesia | repository.upi.edu | perpustakaan.upi.edu DAFTAR PUSTAKA
Agfianto, Eko Putra. (2007), PLC Konsep, Pemograman dan Aplikasi, Gramedia, Yogyakarta.
A.P. Malvino, H. Gunawan. (1995), Prinsip-prinsip Elektronik, Penerbit Erlangga, Jakarta.
Croser, P. (1994). Pneumatik. Esslingen: Festo Didactic.
D. Scholz, G. Prede. (2002). Electropneumatics Festo Didactic GmbH&Co. D-73770 Denkendorf 2002.
Handoko, Sucron. (2011). Perancangan Aplikasi PLC OMRON SYSMAC CP1L Pada Sistem Otomasi Proses Pengepresan dan Degumming Biji Jarak
Di PT. Pura Barutama Kudus. Makalah Seminar Kerja Praktek UNDIP
Semarang.
Muhib Zainuri Ach, ST. 2006. Mesin Pemindah Bahan, Edisi Pertama. CV.Andi Ofset. Yogyakarta.
Rusmandi, Dedy.(2001). Mengenal Komponen Elektronika, Penerbit: Pionir Jaya, Bandung.
Setiawan, Iwan. (2006). Programmable Logic Controller (PLC) dan Teknik Perancangan Sistem Kontrol. -Ed.I-. Yogyakarta
Sisjono. (2002). Paket Pembelajaran & Penilaian Elektro Pneumatik. Bandung: Direktorat Jendral Pendidikan Dasar Dan Menengah
Sumbodo,Wirawan.(2008). Teknik Mesin Industri, Jilid III, Jakarta: Direktorat Pembinaan Sekolah Menengah Kejuruan, Direktorat Jenderal Manajemen Pendidikan Dasar dan Menengah, Departemen Pendidikan Nasional, 2008.
Syaiful, A, (2013). Rancang Bangun Sistem Kontrol Kecepatan Pada Autopilot Model Kapal Tanker. Tugas Akhir ITS Surabaya.
Yanharruddin Zahri, 2015
Kontrol Mesin Pemisah Barang Dengan Komponen Electropneumatic Berbasis Programmable Logic Controller
Universitas Pendidikan Indonesia | repository.upi.edu | perpustakaan.upi.edu Menggunakan Programming Console. Semarang : Universitas Diponegoro.
Zainuri, A. (2010). Elemen Mesin II. Jurusan Teknik Mesin, Universitas Mataram.
( www.zomel.open.hr/pdf_indust/P20E-EN-01+CP1L+Datasheet.pdf ) Diakses pada tanggal 17 oktober 2014.
( http://www.theonlinetutorials.com/what-is-a-phototransistor-and-how-it-works.html )Diakses pada tanggal 8 Maret 2015.
( http://www.anaheimautomation.com/products/brush/dc-gearmotors-list.php?cID=46 ) Diakses pada tanggal 8 Maret 2015.