BAB IV
PENGUMPULAN DAN PENGOLAHAN DATA
4.1 Profil Perusahaan
PT. Tembaga Mulia Semanan, Tbk. didirikan sejak tahun 1977 di wilayah Jakarta Barat. Perusahaan ini didirikan berdasarkan Akta Notaris Kartini Muljadi, S.H., No. 31 tanggal 3 Februari 1977 yang diubah dengan Akta Notaris No. 48 tanggal 6 Juli 1977 dari notaris yang sama. Akta pendirian ini disahkan oleh Menteri Kehakiman Republik Indonesia dalam Surat Keputusan No. 2993 dan No. 2994 tanggal 19 Juli 1977 serta diumumkan dalam Berita Negara No. 78, Tambahan No.
587 tanggal 30 September 1977. Anggaran dasar Perusahaan telah mengalami beberapa kali perubahan, terakhir dengan Akta Notaris Ny. Poerbaningsih Adi Warsito, S.H. No. 51 tanggal 18 Juni 2001 tentang peningkatan modal dasar Perusahaan. Perubahan tersebut telah disetujui oleh Menteri Kehakiman dan Hak Asasi Manusia dalam Surat Keputusan No. C-07164.HT.01.04.TH.2001 tanggal 31 Agustus 2001 serta diumumkan dalam Berita Negara No. 6 tanggal 18 Januari 2002.
Sesuai dengan pasal 3 Anggaran Dasar Perusahaan, ruang lingkup kegiatan Perusahaan saat ini adalah memproduksi batangan dan kawat tembaga, batangan
dan berlokasi di Jalan Daan Mogot Km. 16, Semanan, Jakarta Barat, sedangkan pabrik-pabriknya berlokasi di Daan Mogot, Jakarta Barat.
Perusahaan memulai produksi komersial batangan dan kawat tembaga pada bulan Desember 1979, kawat dan kabel elektronik pada tahun 1993 dan batangan aluminium pada bulan April 2001. Moto perusahaan ini adalah “ TMS MEANS QUALITY / TMS BERARTI KUALITAS “ dan sasaran utamanya adalah “ Kepuasan Pelanggan “. PT. Tembaga Mulia Semanan, Tbk. telah berusaha memproduksi batangan Tembaga dan Kawat Tembaga yang berkualitas, pengiriman tepat waktu kepada pelanggan di seluruh Indonesia dan pasar Luar Negeri melalui versi ISO 9001-2000. PT. Tembaga Mulia Semanan, Tbk. selalu memperhatikan keinginan para pelanggan. PT. Tembaga Mulia Semanan, Tbk. bangga bahwa usaha- usaha yang berkesinambungan tersebut telah membantu kita keluar dari situasi yang sulit selama krisis ekonomi tahun 1997-1998.
Pada akhir tahun 2006, PT Tembaga Mulia Semanan telah berhasil mengoperasikan satu unit Mesin Pengelola Limbah. Limbah yang di kelola merupakan limbah cair yang berasal dari “ Soluble Oil “. Soluble oil adalah campuran oli khusus dengan air yang berfungsi sebagai pendingin pada Rolling Mill.
Dan diharapkan akan segera dapat Sertifikat ISO 14000.
4.1.1 Sejarah Singkat Perusahaan
Adapun perkembangan atau sejarah singkat PT. Tembaga Mulia Semanan, Tbk secara singkat terdapat pada tabel berikut :
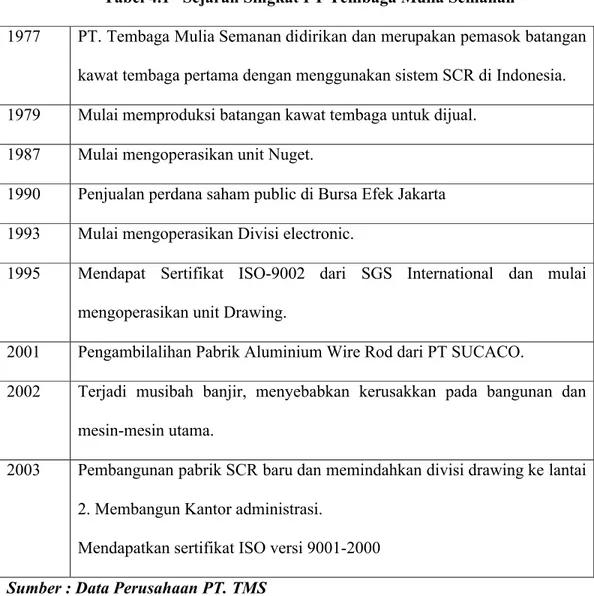
Tabel 4.1 Sejarah Singkat PT Tembaga Mulia Semanan
1977 PT. Tembaga Mulia Semanan didirikan dan merupakan pemasok batangan kawat tembaga pertama dengan menggunakan sistem SCR di Indonesia.
1979 Mulai memproduksi batangan kawat tembaga untuk dijual.
1987 Mulai mengoperasikan unit Nuget.
1990 Penjualan perdana saham public di Bursa Efek Jakarta 1993 Mulai mengoperasikan Divisi electronic.
1995 Mendapat Sertifikat ISO-9002 dari SGS International dan mulai mengoperasikan unit Drawing.
2001 Pengambilalihan Pabrik Aluminium Wire Rod dari PT SUCACO.
2002 Terjadi musibah banjir, menyebabkan kerusakkan pada bangunan dan mesin-mesin utama.
2003 Pembangunan pabrik SCR baru dan memindahkan divisi drawing ke lantai 2. Membangun Kantor administrasi.
Mendapatkan sertifikat ISO versi 9001-2000 Sumber : Data Perusahaan PT. TMS
4.1.2 Visi, Misi dan Moto Perusahaan a. Visi
Menjadi Perusahaan Manufacturing dengan KINERJA HAKIKI Terbaik.
( To be the best essential performance of manufacturing company )
b. Misi
Kita persembahkan pelayanan pribadi prima terbaik kita untuk meraih perkenanan setiap pelanggan.
( Let’s devotes our best personal total service for highest customers delight )
c. Moto
MEANS QUALITY / TMS BERARTI KUALITAS dan sasaran utamanya adalah “Kepuasan Pelanggan”
4.1.3 Kegiatan Perusahaan
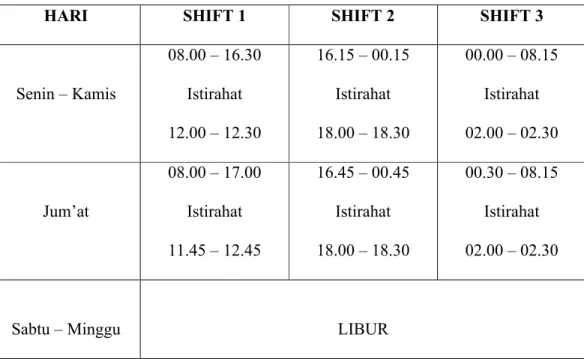
Saat ini PT. Tembaga Mulia Semanan, Tbk. mempunyai karyawan ± 1200 orang. Jam kerja pada perusahaan ini terdapat pada tabel berikut :
Tabel 4.2 Jam Kerja Line Produksi
HARI SHIFT 1 SHIFT 2 SHIFT 3
Senin – Kamis
08.00 – 16.30 Istirahat 12.00 – 12.30
16.15 – 00.15 Istirahat 18.00 – 18.30
00.00 – 08.15 Istirahat 02.00 – 02.30
Jum’at
08.00 – 17.00 Istirahat 11.45 – 12.45
16.45 – 00.45 Istirahat 18.00 – 18.30
00.30 – 08.15 Istirahat 02.00 – 02.30
Sabtu – Minggu LIBUR
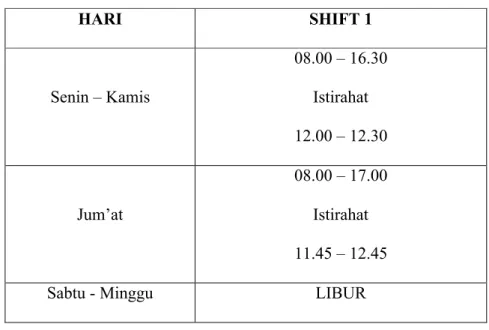
Tabel 4.3 Jam Kerja Kantor dan Administrasi
HARI SHIFT 1
Senin – Kamis
08.00 – 16.30 Istirahat 12.00 – 12.30
Jum’at
08.00 – 17.00 Istirahat 11.45 – 12.45
Sabtu - Minggu LIBUR
Hal-hal yang menyangkut personalia diatur dalam Kesepakan Kerja Bersama (KKB) yang mulai berlaku pada tahun 2005. KKB tersebut mencakup tata tertib, sistem upah, jaminan sosial dan ketentuan-ketentuan hukum/peraturan-peraturan.
Perusahaan selalu berusaha meningkatkan kesejahteraan dan kesehatan karyawan sesuai dengan kemampuannya. Salah satunya adalah dengan menyediakan fasilitas poliklinik dengan dua dokter perusahaan serta perawatannya di kawasan pabrik. Jasa pelayanan dan pemberian obat di poliklinik tersebut gratis untuk karyawan beserta keluarganya. Biaya pengobatan, perawatan di rumah sakit dan biaya pembelian obat di apotek diluar poliklinik hal ini juga ditanggung perusahaan hingga jumlah tertentu.
Yaitu yang terdiri dari karyawan yang dirawat di rumah sakit berikut istri dan tiga orang anak, diberi batas maksimum dua belas bulan upah pertahun dengan cuma- cuma. Khusus pelayanan kesehatan yang berhubungan kecelakaan baik pada saat
bekerja atau dalam perjalanan ke pabrik dilibatkan dengan ASTEK (Asuransi Tenaga Kerja).
Perusahaan juga memperhatikan keselamatan kerja yaitu peraturan perusahaan telah memasukan kewajiban untuk memakai alat-alat pengaman kerja sesuai dengan pekerjaan dan kebutuhan karyawan. Selain itu, perusahaan memberikan pengetahuan kepada karyawan langkah-langkah pertolongan pertama pada kecelakaan (P3K). Dalam aktifitas sehari-hari perusahaan membudayakan Panca R atau 5 R (Ringkas, Rapi, Resik, Rawat, Rajin). Perusahaan juga menerapkan Gugus Kendali Mutu (GKM) dan Sumbang saran (SS) agar produk yang dihasilkan sesuai dengan standar yang diinginkan terutama dari segi kualitas. Sumbang Saran adalah suatu metode dimana seorang karyawan dapat menyampaikan suatu saran yang berguna untuk meningkatkan kualitas produk maupun kemajuan perusahaan atau keinginan yang lainnya terhadap perusahaan yang hal ini terdapat sebuah tim khusus yang menanganinya untuk mengevaluasi saran tersebut, jika saran tersebut bermanfaat bagi kemajuan perusahaan dan perusahaan mengaplikasikannya atau menerapkan dari saran yang diajukan maka bagi penyumbang saran mendapatkan bonus (reward).
4.1.4 Produk Perusahaan
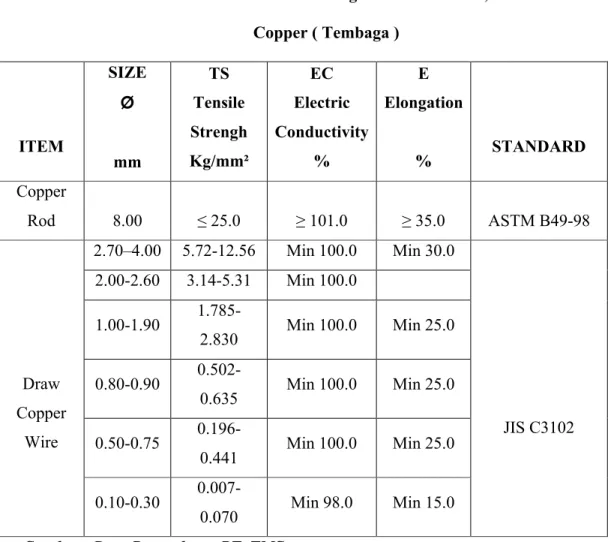
PT Tembaga Mulia Semanan, Tbk. mempunyai banyak sekali produk yang dikirim ke pelanggannya. Macam-macam produk yang dihasilkan PT Tembaga Mulia Semanan, Tbk. dapat dilihat pada tabel berikut ini :
Tabel 4.4 Produk PT. Tembaga Mulia Semanan, Tbk Copper ( Tembaga )
ITEM
SIZE Ø
mm
TS Tensile Strengh Kg/mm²
EC Electric Conductivity
%
E Elongation
% STANDARD
Copper
Rod 8.00 ≤ 25.0 ≥ 101.0 ≥ 35.0 ASTM B49-98
Draw Copper
Wire
2.70–4.00 5.72-12.56 Min 100.0 Min 30.0
JIS C3102 2.00-2.60 3.14-5.31 Min 100.0
1.00-1.90 1.785-
2.830 Min 100.0 Min 25.0
0.80-0.90 0.502-
0.635 Min 100.0 Min 25.0
0.50-0.75 0.196-
0.441 Min 100.0 Min 25.0
0.10-0.30 0.007-
0.070 Min 98.0 Min 15.0
Sumber : Data Perusahaan PT. TMS
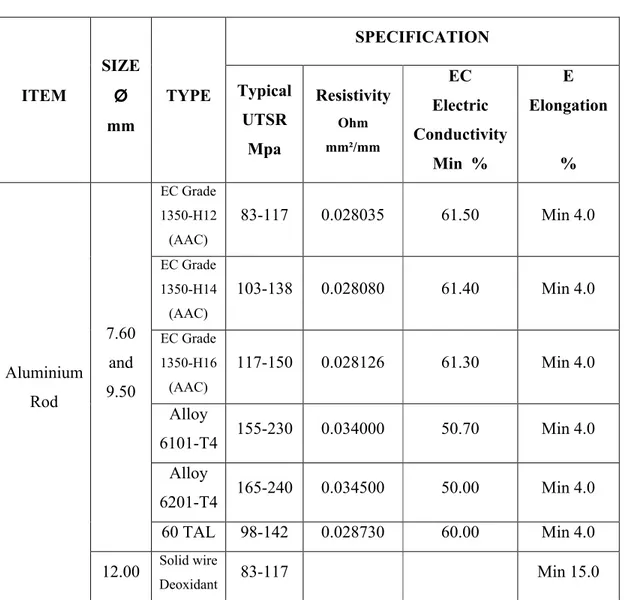
Tabel 4.5 Produk PT Tembaga Mulia Semanan, Tbk ( Divisi Aluminium )
ITEM
SIZE Ø mm
TYPE
SPECIFICATION
Typical UTSR
Mpa
Resistivity Ohm mm²/mm
EC Electric Conductivity
Min %
E Elongation
%
Aluminium Rod
7.60 and 9.50
EC Grade 1350-H12 (AAC)
83-117 0.028035 61.50 Min 4.0
EC Grade 1350-H14 (AAC)
103-138 0.028080 61.40 Min 4.0
EC Grade 1350-H16 (AAC)
117-150 0.028126 61.30 Min 4.0
Alloy
6101-T4 155-230 0.034000 50.70 Min 4.0
Alloy
6201-T4 165-240 0.034500 50.00 Min 4.0
60 TAL 98-142 0.028730 60.00 Min 4.0
12.00 Solid wire
Deoxidant 83-117 Min 15.0
Sumber : Data Perusahaan PT. TMS
4.1.5 Struktur Oganisasi Perusahaan
PT. Tembaga Mulia Semanan, Tbk. dipimpin oleh seorang President Director yaitu Kunio Ino, dibantu oleh dua wakilnya yaitu T. Kamimura sebagai Technical Director dan Naoki Hirokawa sebagai Finance Director. Technical Director dibantu
oleh Ir. Budi Yuwono, MBA sebagai Executive Director dibantu oleh Kabul W, BE sebagai Manager Copper Plant, Dwiyono L sebagai Manager Aluminium Plant, dan B Daliyo sebagai Manager Drawing. Finance Director dibantu oleh Asep Sutarman, SE, MBA sebagai senior manager HRD (Human Resources Development) & ADM division, dan Drs. Jeremia S sebagai Manager Accounting. Ir. Herry Setyono, MBA sebagai Executive Director Marketing, dibantu oleh Drs. Y Harsono sebagai Manager Sales & Delivery, Susno S, Bsc Sebagai Manager Reclaiming, dan Tan Man Lie sebagai Manager Sales & Delivery Aluminium. Adapun struktur organisasi perusahaan secara lengkap adalah sebagai berikut terlampir :
4.2 Proses Pembuatan Aluminium Wire Rod
Dalam pembuatan Aluminium Wire Rod memerlukan proses yang dimulai dari peleburan bahan baku aluminium yang berupa ingot sampai menjadi barang jadi yang berupa Aluminium Rod (coil).
Dalam proses pembuatan Aluminium Wire Rod faktor kualitas produk sangat diutamakan, oleh karena itu setiap barang jadi yang di hasilkan harus melalui proses pemeriksaan yang sangat ketat di bagian Lab. (QC) yang meliputi :
- Pemeriksaan diameter rod dengan toleransi ± 0,15 mm - Pemeriksaan Tensile Strength
- Pemeriksaan Elongation
Jika dalam pemeriksaan salah satu pemeriksaan tidak sesuai dengan standar yang diinginkan pelanggan, produk jadi tersebut akan di reject atau di buang dan di daur ulang kembali, maka akan merugikan perusahaan dari segi biaya. Oleh karena itu, untuk membuat produk yang berkualitas harus melewati ketiga proses pemeriksaan diatas, disini akan dibahas salah satu dari ketiga proses pemeriksaan kualitas yaitu pemeriksaan diameter rod (Roundness Rod).
4.3 Roundness Rod Aluminium Wire Rod
Pengukuran diameter rod memiliki keragaman atau bervariasi dan tidak mungkin konstan walaupun dikerjakan dengan mesin, karena terpengaruh faktor- faktor mempengaruhi hasil diameter rod seperti keadaan kondisi mesin, keadaan penunjang-penunjang proses, keadaan material dan faktor-faktor yang lainnya.
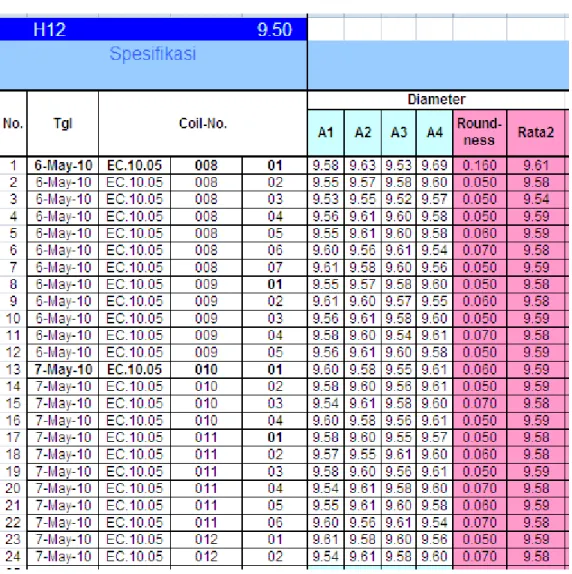
4.4 Pengumpulan Data
Pada tabel 4.6 dibawah ini akan memperlihatkan data dari pengukuran Roundness Rod yang telah dikumpulkan selama 2 hari kerja pada tanggal 6 may 2010 s/d 7 may 2010. Dalam melakukan pengumpulan data, data yang diperlukan yaitu data pengukuran roundness rod dengan 24 sampel/observasi yang setiap sampel diukur sebanyak 4 kali di 4 sisi yang berbeda.
Tabel 4.6 Data Pengukuran Diameter Rod (Roundness Rod)
4.5 Pengolahan Data
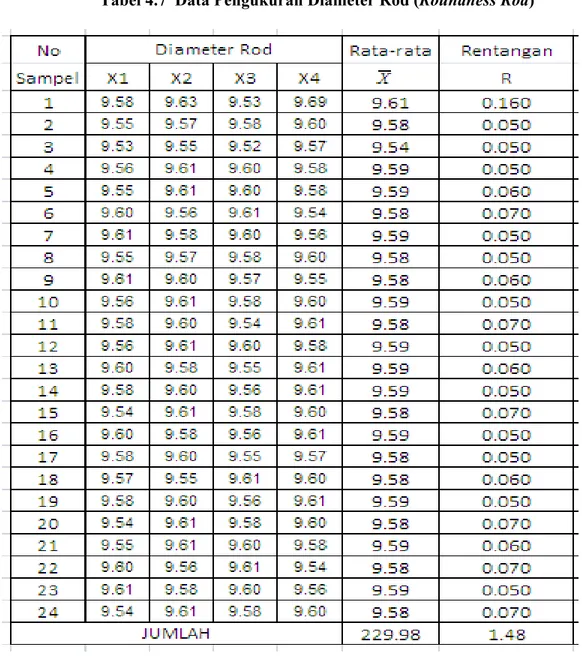
Tabel 4.7 Data Pengukuran Diameter Rod (Roundness Rod)
4.5.1 Perhitungan nilai Rata-rata (X) dan Rentangan (R)
Pada tabel 4.7 terdapat rata-rata (X) dan Rentangan (R) dari masing-masing sampel. Kedua nilai didapat dengan cara sebagai berikut :
Contoh untuk sampel no 1 :
n xi X
n
i
1 __n
X X
X
X 1 2 3 4
4
69 . 9 53 . 9 63 . 9 58 .
9
4 43 .
38 9 . 6075 ( 9 . 61 )
mmDimana :
X = rata-rata pengukuran untuk setiap kali observasi n = banyaknya pengukuran dalam tiap sampel Xi = data pada pengukuran sampel yang diambil R = rentangan/jarak (Range)
R = X max – X min = range data sampel pada setiap kali observasi R = 9.69 – 9.53 = 0.160 mm
Untuk perhitungan rata-rata dan rentangan ini dilakukan hal yang serupa pada sampel-sampel yang lainnya sehingga didapat seperti yang tertulis pada tabel 4.7.
4.5.2 Perhitungan Peta Kendali Rata-rata (X) dan Rentangan (R)
Untuk mengetahui apakah terjadi penyimpangan Roundness Rod pada proses pembuatan aluminium wire rod maka akan dibuat suatu peta kendali yaitu peta kendali X dan peta kendali R. Dalam menentukan batas-batas kendalinya maka
a. Peta Kendali Rata-rata (X)
g x X
g
i
1g x X
g
i
124 98 .
229 9 . 5825 ( 9 . 583 )
g Ri R
g
i
1g Ri R
g
i
124 48 .
1 0 . 062
R A X X
BPA 2 .
= 9.583 + 0.729 ( 0.062 ) = 9.628
R A X X
BPB 2 .
= 9.583 - 0.729 ( 0.062 ) = 9.538
Nilai A2 didapat pada tabel 2.3
= garis pusat untuk peta pengendali rata-rata.
= garis pusat untuk peta pengendali range
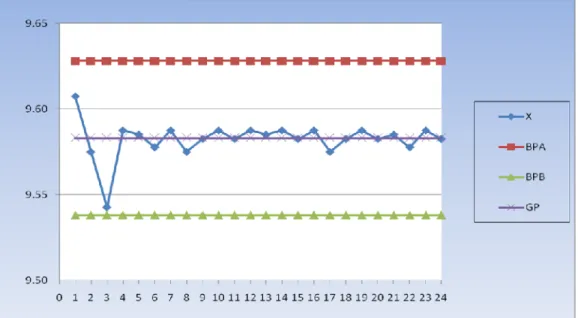
Setelah didapat nilai batas kendali rata-rata, batas kendali tersebut lalu digambarkan dengan grafik peta pengendalian, berikut gambar peta pengendalian rata-rata :
Gambar 4.2 Peta Pengendali Rata-rata
Dari gambar grafik 4.2 rata-rata roundness rod dari tiap sampel tidak ada yang melewati batas kendali atas maupun batas kendali bawah, hal ini berarti rata- rata roundness rod masih berada di dalam batas kendali yang ditentukan.
b. Peta Kendali Rentangan / range (R)
g Ri R
g
i
1 = garis pusat untuk peta pengendali rangeg Ri R
g
i
124 48 .
1 0 . 062
4 .D R BPAR
= 0.062 ( 2.282 ) = 0.141
3 .D R BPBR
= 0.062 ( 0 ) = 0
Nilia D3 dan D4 didapat pada tabel 2.3
Setelah didapat nilai batas kendali rentangan (range), batas kendali tersebut lalu digambarkan dengan grafik peta pengendalian, berikut gambar peta pengendalian rentangan (range) :
Dari gambar grafik 4.3 rentangan (range) roundness rod dari tiap sampel ada satu titik yang melewati batas kendali atas, yaitu pada sampel no 1, hal ini berarti pada sampel no 1 terjadi penyimpangan terhadap roundness rod dan selanjutnya untuk menjaga kualitas produk harus dilakukan langkah-langkah perbaikan dan langkah-langkah ini akan dibahas lebih lanjut pada bab berikutnya analisa pembahasan.