JMI Vol. 41 No.
2,
Desember2019 METAL INDONESIA
Jou
rnal Homepage:
http://www.jurnalmetal.or.id/index.php/jmi p-issn: 0126-3463
e-issn: 2548-673X
METODE KESEIMBANGAN BIDANG TUNGGAL PADA PROSES BALANCING KOMPONEN BOILER FEED PUMP ROTOR
SINGLE PLANE BALANCE METHOD OF BALANCING PROCESS FOR ROTOR BOILER FEED PUMP COMPONENT
Sony Harbintoro
Balai Besar Logam dan Mesin, Jalan Sangkuriang Nomor 12 Bandung [email protected]
Abstrak
Proses balancing pada komponen berputar dilakukan untuk mengurangi getaran pada saat proses operasi. Getaran disebabkan oleh ketidakseimbangan massa yang terjadi jika sumbu utama inersia rotor tidak satu sumbu dengan sumbu geometrisnya.Proses balancing pada rotor umumnya banyak terdapat dalam sistem mekanis pada mesin turbo industri, mesin pembangkit listrik, alat pemesinan, dan mesin turbin gas pesawat terbang. ISO 1940-1 : 2003 Mechanical Vibration-Balance Quality Requirements for Rotor in a Constant (Rigid) State mendefinisikan kualitas keseimbangan untuk berbagai aplikasi dengan mendefinisikan sejumlah nilai kualitas keseimbangan untuk berbagai jenis rotor. Ketidakseimbangan residual untuk rotor didefinisikan dalam standar ini dalam notasi G. Penelitian ini bertujuan untuk melakukan balancing pada komponen boiler feed pump rotor dengan menggunakan dua grade (G) yang berbeda sesuai ISO 1940-1 : 2003. Pada penelitian ini digunakan metode balancing off line dengan kategori bidang tunggal pada komponen boiler feed pump rotor yang terdapat pada mesin pembangkit listrik. Berdasarkan hasil pengumpulan data, pada proses balancing dengan metode keseimbangan bidang tunggal pada komponen boiler feed pump rotor maka tingkat kualitas keseimbangan (G) yang dipilih akan sangat berpengaruh terhadap toleransi massa berat maksimum ketidakseimbangan yang diijinkan pada komponen boiler feed pump rotor. Dengan menggunakan balance quality grade G 6.3 massa berat maksimum ketidakseimbangan yang diijinkan yaitu 16.8 gram dan dengan menggunakan balance quality grade G 0.4 massa berat maksimum ketidakseimbangan yang diijinkan yaitu 1.064 gram.
Kata kunci: balancing, keseimbangan bidang tunggal, boiler feed pump rotor,tingkat kualitas keseimbangan
Abstract
The balancing process on rotating components is done to reduce vibration during the operation process.
Vibration is caused by a mass unbalance that occurs if the main axis of the rotor inertia is not one axis with its geometric axis. The process of balancing the rotor is commonly found in mechanical systems in industrial turbo engines, power generation machines, machining tools, and aircraft gas turbine engines.
ISO 1940-1: 2003 Mechanical Vibration-Balance Quality Requirements for Rotor in a Constant (Rigid) State defines the quality of rotor balance for various applications by defining a number of balance quality values for various types of rotors. The residual unbalance for the rotor is defined in this standard in G notation. This study aims to balance the components of the boiler feed pump rotor using two different grades (G) according to ISO 1940-1: 2003. In this study the off line balancing method was used with single plane balance on the components of the boiler feed pump rotor aplicated in the power
METAL INDONE SIA
plant. Based on the results of data collection, in the balancing process with a single plane balance method on the boiler feed pump rotor component, the level of quality of balance (G) chosen will greatly affect the tolerance of the maximum mass permissible unbalance in the boiler feed pump rotor component. By using balance quality grades G 6.3 the maximum mass permissible unbalance is 16.8 grams and by using balance quality grades G 0.4 the maximum mass permissible unbalance is 1.064 grams.
Keywords: balancing, single plane balance, boiler feed pump rotor, balance quality grades
PENDAHULUAN
Komponen mesin yang berputar umumnya banyak terdapat dalam sistem mekanik pada mesin turbo industri, mesin pembangkit listrik, alat pemesinan, dan mesin turbin gas pesawat terbang. Getaran yang disebabkan oleh ketidakseimbangan massa adalah masalah yang sering ditemui.
Ketidakseimbangan terjadi jika sumbu utama inersia rotor tidak satu sumbu dengan sumbu putar geometriknya. Pada kecepatan putar yang lebih tinggi akan menyebabkan gaya ketidakseimbangan sentrifugal yang jauh lebih besar (Hadmoko et al. 2016). Perkembangan teknologi pada sistem peralatan yang berputar, bertendensi menuju pada kecepatan operasional yang lebih tinggi. Oleh karena itu, pengontrolan getaran yang diakibatkan oleh ketidakseimbangan massa sangat penting demi memperpanjang masa pakai bearing, spindle, dan tool sehingga mengurangi jumlah shutdown yang tidak terjadwal. Dengan melakukan proses balancing pada komponen yang berputar akan berdampak penghematan biaya yang besar seperti pada pompa putaran tinggi, turbin, kompresor, dan mesin turbo lainnya yang digunakan dalam industri.
Penyebab ketidakseimbangan pada rotor dapat bervariasi dengan penyebab aktual bergantung pada metode dan prosedur pembuatan, proses perbaikan, serta perubahan kondisi keseimbangan selama operasi. Beberapa penyebab operasional dari ketidakseimbangan pada rotor diantaranya adalah kotoran atau karat yang menempel pada rotor, rotor yang bengkok karena pemanasan yang tidak merata atau kerusakan poros, hilangnya sebagian bahan rotor sebagai akibat dari gesekan, atau penyebab lainnya (Zachwieja 2014).
Balancing didefinisikan sebagai proses penambahan atau pemindahan massa dalam sebuah bidang pada rotor untuk menggeserkan pusat gravitasi ke arah sumbu rotasi. Pada proses penyeimbangan mensyaratkan adanya bahan yang ditambahkan atau dihilangkan dari elemen yang berputar untuk mencapai tingkat
keseimbangan yang dapat diterima (Kalmegh and Bhaskar 2012). Pada proses penyeimbangan rotor, perlu diketahui jumlah ketidakseimbangan beserta toleransi ketidakseimbangan yang disyaratkan sehingga dapat diketahui jumlah massa yang harus dihilangkan atau ditambahkan pada rotor.
Teknik balancing rotor dapat diklasifikasikan menjadi dua metode, yaitu:
▪ Metode balancing online
▪ Metode balancing offline
Metode balancing rotor offline banyak digunakan dalam aplikasi industri. Pada metode ini, rotor dimodelkan sebagai poros kaku yang tidak memiliki deformasi elastis selama operasi.Dalam metode ini, setiap distribusi ketidakseimbangan dalam rotor dapat diseimbangkan dalam dua kategori yaitu pada bidang tunggal dan pada multi bidang. Pada penelitian ini digunakan metode balancingoff line dengan kategori bidang tunggal pada boiler feed pumprotor.
Boiler feed pumprotor berfungsi untuk mengalirkan air baku ke boiler yang terdiri atas sejumlah komponen seperti impeller disc, cakram penyeimbang, keyways, poros, dll., yang masing-masing memiliki tingkat ketidakseimbangan selama proses pembuatan dan perakitannya (Yoshikawa 2016).
Ketidakseimbangan akan terjadi kapan saja pada rotor atau komponen yang dipasang pada rotor yang memiliki pusat massa (atau pusat gravitasi, mis. Cg.) yang tidak satu sumbu dengan sumbu rotasi. Ketika ini terjadi, gaya yang dihasilkan karena rotasi poros yang ditentukan oleh persamaan berikut
𝐹𝑏𝑎𝑙𝑎𝑛𝑐𝑒 = 𝑚 × 𝑒 × 𝜔2 Dimana
𝐹𝑏𝑎𝑙𝑎𝑛𝑐𝑒 = gaya yang diakibatkan oleh ketidakseimbangan
𝑚 = berat keseimbangan eksentrisitasrotor 𝑒 = Keseimbangan eksentrisitas 𝑟𝑜𝑡𝑜𝑟 𝜔 = kecepatan poros, 𝑟𝑎𝑑 / sec = 2πN
60
𝑁 = kecepatan poros, 𝑅𝑃𝑀
Saat mesin beroperasi, kondisi keseimbangan rotor atau komponen pada rotor dapat dievaluasi dengan mengukur dan menilai karakteristik getaran mesin.
Namun perlu diperhatikan,banyak kerusakan mesin lainnya yang dapat berdampak menimbulkan getaran seperti ketidaksejajaran bantalan atau poros, komponen longgar, atau sumber kerusakanlain.(Siemens AG 2014).
Keseimbangan eksentrisitas, atau ketidakseimbangan spesifik residu yang diizinkan dijelaskan dalam ISO 1940-1 : 2003.
Keseimbangan eksentrisitas atau ketidakseimbangan spesifik residu ditentukan oleh jumlah ketidakseimbangan yang ada dibagi dengan massa rotor atau komponen.
Persamaan teoritis yang digunakan pada proses balancing sebagai berikut:
𝑒 = 𝑈
𝑀= 𝑇𝐼𝑅
2 (1)
Dimana :
𝑈 = ketidakseimbangan komponen (gr-mm) 𝑀 = berat komponen (kg)
𝑒 = Keseimbangan eksentrisitas 𝑇𝐼𝑅 = 𝑇𝑜𝑡𝑎𝑙𝑅𝑢𝑛𝑜𝑢𝑡 yang terindikasi
𝑒 = 10 . 𝐺𝑛 1000
(2) Dimana :
e = residual eccentricity (µm) G = grade sesuai ISO 1940 n= putaran kerja rotor (rpm) 𝑝 =𝑃 . 𝑒
𝑟 (3)
Dimana :
p = maksimum unbalance yang diijinkan (gram)
P = Berat rotor (kg) r= jari-jari disc rotor (mm)
Secara terperinci, keseimbangan komponen dapat didefinisikan baik oleh massa komponen dan jumlah ketidakseimbangan (M dan U), atau oleh massa dan eksentrisitas (M dan e).
ISO 1940-1 : 2003 Mechanical Vibration-Balance Quality Requirements for Rotor in a Constant (Rigid) State mendefinisikan kualitas keseimbangan rotor untuk berbagai aplikasi dengan mendefinisikan sejumlah nilai kualitas keseimbangan untuk berbagai jenis rotor. Ketidakseimbangan residual untuk rotor
didefinisikan dalam standar ini dalam notasi G (0.4, 1, 2.5, 6.3, dst.)(ISO 1940-1:2003 2003).
Salah satu metode yang dapat digunakan untuk mencapai keseimbangan rotor adalah dengan menentukan keseimbangan bidang tunggal (single balance method) dengan menggunakan pendekatan grafis. Metode ini dapat diterapkan bagi sebagian besar peralatan berputar, dan metode keseimbangan bidang tunggal dapat digunakan sebagai pemeriksaan awal pada metode yang lebih komplek yaitu metode multiplane.
Pendekatan umum pada metode keseimbangan bidang tunggal adalah mengumpulkan referensi amplitudo getaran sinkron dan data fase pada rotor, menerapkan bobot rotor yang akan diseimbangkan, mengumpulkan data respons, memplot vektor getaran awal, dan menentukan bobot koreksi pada sudut phase lokasi ketidakseimbangan.
Beberapa alat yang diperlukan untuk menerapkan metode penyeimbangan grafis bidang tunggal adalah transducer getaran, tachometer, dan skala.Rotor yang akan diseimbangkan, dioperasikan pada kecepatan penuh atau skala lebih kecil. Selanjutnya data amplitudo dan fase getaran sinkron diukur dan direkam (Kumenko 2015).
Tujuan penelitian ini yaitu untuk melakukan balancing pada komponen boiler feed pump rotor dengan menggunakan dua grade (G) yang berbeda sesuai ISO 1940-1 : 2003.
Pada proses balancing, dilakukan pengumpulan data dan dianalisis untuk menentukan berat maksimum ketidakseimbaangan pada boiler feed pump rotor untuk setiap G. Metode yang digunakan untuk melakukan proses balancing komponen boiler feed pump rotor adalah menggunakan metode keseimbangan bidang tunggal (single balance method).
METODE
Penelitian dilakukan pada tahun 2018 di salah satu instansi litbang yang memiliki fasilitas mesin balancing. Mesin balancing yang digunakan dengan tipe horizontal. Mesin balancing tipe horizontal mempunyai kelebihan untuk mendeteksi ketidakseimbangan dan memudahkan pada saat penambahan atau pengurangan massa pada rotor (Shchurova 2016).Pada penelitian ini sebagai objek penelitian adalah komponen boiler feed pump rotor dengan spesifikasi yang ditunjukan pada Tabel 1.
Tabel 1.Data
boiler feed pump rotor
No Data Teknis
1 Putaran kerja rotor (n/min)
3000 2 Berat rotor (kg) 84 3 Panjang rotor (mm) 2000 3 Diameter disc rotor
(mm)
210 4 Radius disc rotor (mm) 105 Sumber : diolah peneliti
Mesin dan peralatan yang digunakan pada penelitian ini dapat dilihat pada Tabel 2.
Tabel 2. Alat yang digunakan
No Alat Spesifikasi
1 Mesin Balancing Tipe horizontal, Kap. 750 kg 2 Timbangan
digital
Kap. 200 kg 3 Dial indicator 0.01 mm 4 Gerinda tangan 4 inch 5 Hexagon keys 1,5 – 10 mm Sumber : diolah peneliti
Tahapan Penelitian
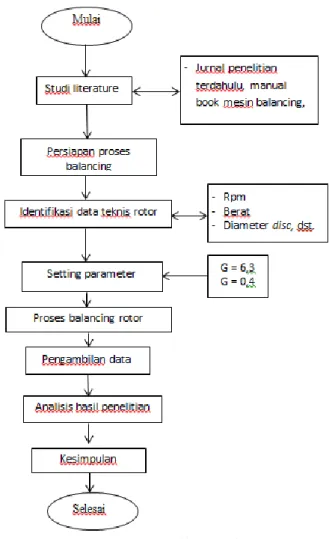
Untuk mendukung pelaksanaan kegiatan penelitian balancing untuk komponen boiler feed pump rotor dengan metode keseimbangan bidang tunggal pada Gambar 1. Ditunjukan diagram alir penelitian.
Gambar 1. Diagram alir penelitian Sumber : Diolah peneliti
Studi literatur dibutuhkan untuk mengetahui karakteristik teknis serta requirement balance dari boiler feed pump rotor, selain itu studi literature mencakup juga standar sebagai acuan proses balancing yaitu ISO 1940- 1 : 2003 Mechanical Vibration-Balance Quality Requirements for Rotor in a Constant (Rigid) State.
Persiapan proses balancing dilakukan dengan mempersiapkan boiler feed pump rotor, diantaranya yaitu : mengecek piringan impeller, keyways serta balance sleeve terpasang dengan baik pada poros rotor, seperti ditunjukan pada Gambar berikut ini.
Gambar 2. Pengukuran dan pengecekan piringan impeler
Gambar 3. Proses pemasangan piringan impeler pada poros rotor
Setelah dilakukan proses pengecekan boiler feed pump rotor, dilakukan pengukuran diameter piringan impeller dan penimbangan berat dari boiler feed pump rotor agar parameter berat benda yang akan di-balancing dapat dimasukan pada parameter mesin balancing (CEMB Balancing Machines 2015).
Gambar 4. Boiler feed pump rotor assy Proses selanjutnya yaitu pemasangan boiler feed pump rotor pada mesin balancing.
Pemasangan boiler feed pump rotor pada mesin balancing dilakukan dengan mengatur tumpuan poros rotor agar poros rotor dapat bertumpu dengan baik dan tidak ada ketidaklurusan antara kedua poros yang disebabkan oleh karena adanya pergeseran atau penyimpangan salah satu bagian rotor dari garis pusatnya yang akan mengakibatkan ketidaklurusan pada arah axial.
Gambar 5. Pemasangan boiler feed pump rotor pada mesin balancing
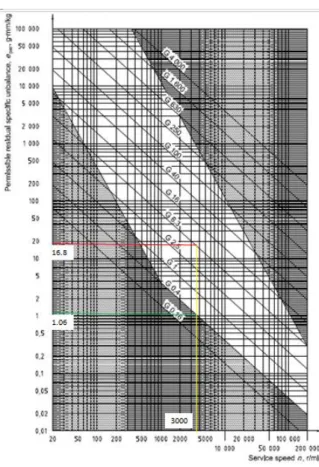
Proses balancing dilakukan setelah boiler feed pump rotor telah dipasang dengan baik pada tumpuan poros dimana boiler feed pump rotor dapat diputar dengan bebas dan tidak ada misalignment. Proses pengambilan data dilakukan dengan menggunakan parameter G 6.3 dan G 0.4. Dari hasil pengumpulan data akan dianalisis setiap berat ketidakseimbangan pada
G 6.3 dan G 0.4 yang diijinkan mengacu pada ISO 1940-1 : 2003. Pada grafik standar ISO ditunjukan specific permissible unbalance dan service speed (n) berdasarkan beberapa G seperti ditunjukan pada gambar berikut.
Gambar 6. Grafik ISO 1940-1 : 2003 HASIL DAN PEMBAHASAN
Pada metode keseimbangan bidang tunggal, massa yang tidak seimbang bisa terdapat pada piringan impeller yang memiliki pusat massa tidak bertepatan dengan pusat geometris dari poros rotor. Ketidakseimbangan dalam piringan impeller seperti itu dapat diidentifikasi, karena piringan impeller dipasang pada poros kaku yang diputar diatas tumpuan sepasang bantalan dengan gesekan rendah dan diputar ke arah tertentu. Jika tanda yang diberikan ke piringan impeller tetap di lokasi yang sama dalam rotasi yang berurutan, maka ada ketidakseimbangan pada rotor. Besar massa dan lokasi ketidakseimbangan dapat ditentukan dengan memutarkan rotor pada kecepatan konstan dan mengukur salah satu reaksi getaran di bantalan.
Proses balancing yang pertama dilaksanakan dengan menggunakan Grade sesuai ISO 1940-1 : 2003 Mechanical vibration
— Balance quality requirements for rotors in a constant (rigid) state. Balance quality grades G
yang dipilih yaitu 6.3 dimana Grade tersebut untuk grade balancing pada komponen : fly wheels, Fans, Centrifugal pumps, Fans, Gears, Machinery general, Machine-tools, Paper machines, Process plant machines, Pumps, Turbo-chargers, Water turbines
Dengan melakukan perhitungan pada G 6.3 maka :
Residual eccentricity : e = 10 . G
n 1000
e = 10 . 6,3
3000 1000
= 21 µm Maximum Permissible unbalance :
p =P . e r p =84 . 21
105 = 16.8 𝑔𝑟𝑎𝑚
Proses balancing dilakukan dengan memutarkan boiler feed pump rotor pada mesin balancing. Sensor-sensor yang terdapat pada mesin akan membaca kondisi ketidakseimbangan pada rotor. Sensor yang terdapat pada meisn balancing, diantaranya yaitu : tachometer untuk membaca kecepatan putaran rotor dan sensor vibrasi yang terpasang pada bantalan poros untuk membaca besarnya getaran. Sensor kecepatan dan vibrasi akan menginput data ke vibration analyzer sehingga akan muncul pada layar mesin. Pada layar mesin balancing akan muncul besarnya ketidakseimbangan serta sudut phase yang menunjukan lokasi ketidakseimbangan. Pada gambar berikut, dapat dilihat besaran ketidakseimbangan dan sudut phase.
Gambar 7. Tampilan ketidakseimbangan saat proses balancing
Pada Gambar 6, dapat dilihat bahwa berat massa ketidakseimbangan pada boiler feed pump rotor yaitu sebesar 68.9 gram, dimana lokasi ketidakseimbangan berada pada sudut phase 260o. Berdasarkan hasil perhitungan yang mengacu pada ISO 1940-1 : 2003, dengan G 6,3, maksimal berat massa ketidakseimbangan yaitu 16.8 gram. Berat massa ketidakseimbangan boiler feed pump rotor lebih besar dari persyaratan toleransipada ISO 1940-1 : 2003 sehingga diperlukan penambahan atau pengurangan massa pada lokasi sudut phase 260o, agar kesimbangan boiler feed pump rotor dapat sesuai dengan toleransi yang dipersyaratkan pada G 6.3.
Untuk melakukan proses balancing, dapat dilakukan dengan menambah massa atau mengurangi massa agar memenuhi toleransi yang disyaratkan. Pada saat proses balancing dapat dilakukan pemasangan trial weight pada piringan impeller untuk memastikan lokasi dari ketidakseimbangan. Pemasangan trial weight dapat dijadikan acuan ketika melakukan penambahan berat material pada rotor yang di- balancing.
Pada kasus balancing komponen boiler feed pump rotor, tidak dimungkinkan untuk menambah massa pada piringan impeller atau bagian lain dari rotor karena akan mengakibatkan perubahan kondisi operasi.
Untuk itu maka dilakukan pengurangan massa pada piringan impeller.
Pengurangan massa pada piringan impeller dilakukan dengan mengerinda bagian piringan impeller pada lokasi ketidakseimbangan yang ditunjukan oleh display pada mesin balancing yatu 260o.Proses pengurangan massa pada piringan impeller harus dilakukan secara hati-hati sehingga tidak merusak performa dari piringan impeller maupun rotornya.
Proses pengurangan massa dilakukan sedikit demi sedikit, kemudian boiler feed pump rotor diputar kembali pada mesin agar pengurangan massa tidak berlebihan. Prosesnya ditunjukan pada gambar berikut ini.
Gambar 8. Proses pengurangan berat ketidakseimbangan pada boiler feed pump rotor
Proses balancing yang kedua dilaksanakan dengan menggunakan Grade sesuai ISO 1940-1 : 2003 Mechanical vibration
— Balance quality requirements for rotors in a constant (rigid) state. Balance quality grades G yang dipilih yaitu 0.4. Dibandingkan dengan eksperiment yang sebelumnya yang menggunakan G 6.3 maka pada G 0.4 toleransi berat ketidakseimbangan yang diijinkan semakin kecil. Hal ini berdampak pada bertambahnya tingkat kesulitan untuk melakukan proses balancing. Proses balancing dengan menggunakan nilai G 0.4 dimulai dengan proses perhitungan besaran eksentrisitas residual dan berat maksimum ketidakseimbangan yang diijinkan.
Dengan melakukan perhitungan pada G 0.4 maka :
Residual eccentricity : e = 10 . G
n 1000
e1 = 10 . 0,4
3000 1000
= 1.33 µm
Maksimum permissible unbalance : p =P . e
r p =84 . 1.33
105 = 1.064 gram
Tabel 3. Perbandingan eksentrisitas residual dan berat maksimum ketidakseimbangan yang diijinkan
G Residual eccentricity
(µm)
Maksimum permissible unbalance
(gr)
6.3 21 16.8
0.4 1.33 1.064
Tahapan dan proses balancing pada G 0.4 dilakukan sama seperti pada proses balancing G 6.3. Perbedaan yag signifikan yaitu pada proses pengurangan bobot massa pada pringan impeller dilakukan dengan lebih cermat, karena berat maksimum ketidakseimbangan yang diijinkan pada G 0.4 lebih kecil. Semakin kecil toleransi ketidakseimbangan pada rotor, maka semakin baik unjuk kerja rotor pada saat operasi (Street and Allis 2014). Waktu yang dibutuhkan pada proses balancing G 0.4 menjadi lebih lama dibandingkan waktu proses balancing G 6.3, sehingga akan berpengaruh pada ongkos proses balancing.
KESIMPULAN
Berdasarkan hasil pengumpulan data, pada proses balancing dengan metode keseimbangan bidang tunggal pada komponen boiler feed pump rotor maka balance quality grade (G) yang dipilih akan sangat berpengaruh terhadap toleransi massa berat maksimum ketidakseimbangan yang diijinkan pada komponen boiler feed pump rotor. Dengan menggunakan balance quality grades G 6.3 massa berat maksimum ketidakseimbangan yang diijinkan yaitu 16.8 gram dan dengan menggunakan balance quality grade G 0.4 massa berat maksimum ketidakseimbangan yang diijinkan yaitu 1.064 gram.Balance quality grades diatas yang telah dilakukan pada penelitian ini, mungkin akan berbeda pada kondisi proses balancing komponen berputar yang lain. Untuk itu disarankan perlunya penelitian lanjutan pada proses balancing menggunakan metode multi plane dengan memperhitungkan bentuk dan berat serta fungsi dari rotor yang akan di-balancing.
UCAPAN TERIMA KASIH
Ucapan terima kasih kepada Bapak Agus Suherman, Widiyono, dan Bapak Tisman Rustia dari MIDC yang telah membantu pengumpulan data dan diskusi yang bermanfaat pada penelitian ini.
DAFTAR PUSTAKA
CEMB Balancing Machines. 2015. “Horizontal Hard-Bearing Balancing Machines.”
CEMB.
Hadmoko, Try, Achmad Widodo, Djoeli Satrijo, Mahasiswa Jurusan, Teknik Mesin, Fakultas Teknik, Universitas Diponegoro, et al. 2016. “Online : Http://ejournal- s1.undip.ac.id/index.php/jtm Online :
Http://ejournal-
s1.undip.ac.id/index.php/jtm.” Jurnal Teknik Mesin S-1 4 (2): 251–57.
ISO 1940-1:2003. 2003. “INTERNATIONAL STANDARD Requirements for Rotors in a Constant.” International Standard 2003.
Kalmegh, Amit, and Santosh Bhaskar. 2012.
“Dynamic Balancing of Centrifugal Pump Impeller.” International Journal of Emerging Technology and Advanced Engineering 2 (6).
Kumenko, A I. 2015. “The Improvement Modification of Rotor Unbalance Verification Technique in Monitoring Systems and Automatic Diagnostics.”
Procedia Engineering 113. Elsevier B.V.:
324–31.
doi:10.1016/j.proeng.2015.07.273.
Shchurova, A V. 2016. “Modeling of the Turbine Rotor Journal Restoration on Horizontal Balancing Machines.” Procedia Engineering 150. The Author(s): 854–59.
doi:10.1016/j.proeng.2016.07.134.
Siemens AG. 2014. “Operating Speed Rotor Balancing.”
Siemens.com/powergeneration.
Street, West Washington, and West Allis. 2014.
“Practical Balancing of Flexible Rotors for Power Generation DETC2007-34333.” In Proceeding of the ASME 2007 International Design Enginering Technical Conferences & Computers and Information in Engineering Conference.
doi:10.1115/DETC2007-34333.
Yoshikawa, Shigeru. 2016. “Boiler Feed Pump ( BFP ).” Ebara Engineering Review, no.
251: 11–20.
Zachwieja, Janusz. 2014. “Dynamic Balancing of Rotors with Manual Balancers.”
Diagnostyka 15 (4).