11
Universitas Kristen Petra
4. PERANCANGAN
4.1 Supermarket PT Philips Indonesia
Supermarket PT Philips merupakan tempat penyimpanan material sementara sebelum menuju proses produksi yang memiliki cara kerja seperti supermarket pada umumnya. Supermarket PT Philips hanya terdapat di depan line unit B Group. Supermarket ini dianggap sebagai pilot project atau proyek percobaan untuk tempat penyimpanan material sementara. Bila supermarket tersebut dapat berjalan dengan baik maka tempat penyimpanan material di line unit lainnya yaitu line unit A Group dan Barca juga akan diubah menjadi supermarket.
Pada supermarket terdapat 3 jenis material yaitu cap, flare, dan exhaust tube. Pemesanan ketiga material ini berada di bawah tanggung jawab petugas Supply Area (SA) dan JIT (merupakan nama panggilan untuk petugas flare dan exhaust tube). Petugas SA bertanggung jawab atas pemesanan material cap, sedangkan petugas JIT bertanggung jawab atas pemesanan material flare dan exhaust tube. Dari ketiga material ini, dibuat suatu rancangan perbaikan terhadap pemesenan cap, flare, dan exhaust tube pada supermarket. Berikut merupakan gambar dari material cap, flare dan exhaust tube:
Gambar 4.1 Material Cap, Flare, dan Exhaust Tube
4.2 Kondisi Awal Supermarket
Pada supermarket kondisi awal petugas SA dan JIT melakukan pemesanan material berdasarkan asumsi yang mereka tetapkan sendiri. Petugas SA dan JIT hanya melakukan perkiraan dalam menentukan jumlah pemesanan materialnya.
12
Universitas Kristen Petra
4.2.1 Pemesanan Cap
Pada pemesanan material cap, perhitungan jumlah pemesanan dijelaskan secara satu kesatuan dengan instruki kerjanya. Berikut merupakan instruksi kerja pemesanan cap pada supermarket kondisi awal:
a. Petugas SA menyesuaikan tipe cap yang akan dipesan dengan yang akan diproduksi di unit. Tipe cap dapat berubah mengikuti tipe lampu yang akan dibuat.
b. Setelah tipe cap diketahui, petugas SA melakukan perhitungan kebutuhan cap pada setiap unit/mesin selama 1 shift. Perhitungan kebutuhan cap ini berdasarkan kecepatan mesin yang telah diperkirakan oleh petugas SA.
Berikut merupakan perhitungan kebutuhan cap:
KC = KM x 8 jam Keterangan:
KC = kebutuhan cap selama 1 shift atau 8 jam KM = kecepatan mesin per jam
Kebutuhan cap tersebut yang akan digunakan petugas SA sebagai acuan dalam memesan cap. Kecepatan mesin ini diperkirakan oleh petugas SA sebesar 3.000-4.000 pcs/jam.
c. Petugas SA mencari total kebutuhan setiap tipe cap. Berikut merupakan perhitungan total kebutuhan setiap tipe cap:
TKC’ = (TKC + JCD)/Qty cap Keterangan:
TKC’ = total kebutuhan cap yang dilebihkan TKC = total kebutuhan cap
JCD = jumlah cap yang dilebihkan
Total kebutuhan cap (TKC) didapat dengan menjumlahkan kebutuhan cap (KC) di setiap unit berdasarkan tipenya. Total kebutuhan cap (TKC) perlu ditambah dengan jumlah cap yang dilebihkan (JCD) untuk memberikan persediaan lebih terhadap reject material yang terjadi. Jumlah cap yang dilebihkan tersebut berdasarkan perkiraan dari petugas SA karena petugas SA tidak mengetahui reject material cap. Lalu hasil perhitungan tersebut dikonversikan ke dalam satuan box.
13
Universitas Kristen Petra
d. Petugas SA mengecek sisa stock cap yang ada di area supermarket.
e. Setelah mengetahui sisa stock, petugas SA menghitung jumlah pemesanan cap/order quantity. Berikut merupakan perhitungan jumlah pemesanan/reorder quantity cap:
JPC = TKC’ – SSC Keterangan:
JPC = jumlah pemesanan cap
TKC’ = total kebutuhan cap yang dilebihkan SSC = sisa stock cap
Setelah menentukan jumlah pemesanan cap, petugas SA melakukan pembulatan ke atas. Pembulatan ini dilakukan karena pemesanan cap harus dalam satuan box.
f. Petugas SA menulis jumlah pemesanan cap/order quantity pada Material Requirement Slip (MRS). Lalu MRS diberikan ke petugas substore untuk diantar ke Raw Material Warehouse.
g. Batas pemesanan kembali untuk cap dapat dilakukan di akhir shift/awal shift selanjutnya. Batas pemesanan ini tidak diketahui dengan pasti hanya berdasarkan perkiraan petugas SA.
4.2.2 Pemesanan Flare dan Exhaust Tube
Dalam pemesanan material flare dan exhaust tube, petugas JIT memesan material flare terlebih dahulu. Petugas JIT tidak memakai kecepatan mesin dalam memesan flare melainkan memakai kapasitas rak material flare. Sedangkan untuk pemesanan material exhaust tube disamakan dengan jumlah pemesanan flare karena petugas JIT menganggap isi box kedua material tersebut sama. Kapasitas rak material flare dapat menampung 60 box dimana 50 box untuk flare normal dan 10 box untuk flare small. Pada pemesanan material flare dan exhaust tube.
Perhitungan jumlah pemesanan juga dijelaskan secara satu kesatuan dengan instruksi kerjanya. Berikut merupakan instruksi kerja pemesanan flare dan exhaust tube pada supermarket kondisi awal:
a. Petugas JIT mengecek sisa stock flare yang ada pada rak supermarket.
14
Universitas Kristen Petra
b. Setelah sisa stock diketahui, petugas JIT melakukan pemesanan flare dengan cara mengurangi batas maksimum rak dengan sisa stock. Rak kosong inilah yang menjadi order quantity dari material flare. Berikut merupakan perhitungan jumlah pemesanan/order quantity flare:
JPF = BMS – SSF Keterangan:
JPF = jumlah pemesanan flare BMS = batas maksimum supermarket SSF = sisa stock flare
Jumlah pemesanan flare tersebut akan dijadikan acuan oleh petugas JIT dalam memesan exhaust tube.
c. Petugas JIT memesan exhaust tube dengan jumlah yang sama dengan material flare. Jumlah pemesanan exhaust tube normal sama dengan flare normal dan jumlah pemesanan exhaust tube small sama dengan flare small.
d. Jumlah pemesanan/order quantity material flare dan exhaust tube ditulis pada Material Requirement Slip (MRS). Lalu MRS diberikan ke Data Entry Lamp Component Factory.
e. Petugas JIT melakukan pemesanan material kembali sekitar 4 jam setelah pemesanan pertama. Dalam 1 shift dilakukan 2x pemesanan karena mengingat kapasitas rak flare yang tidak begitu besar. Jeda pemesanan selama 4 jam tersebut ditentukan berdasarkan perkiraan saja.
4.3 Evaluasi Supermarket Kondisi Awal
Sebelum membuat rancangan perbaikan pada supermarket, perlu melakukan evaluasi terlebih dahulu untuk melihat kelemahan yang terdapat pada supermarket kondisi awal. Kelemahan tersebut akan dijadikan sebagai acuan dalam membuat rancangan perbaikan.
4.3.1 Kelemahan Supermarket Kondisi Awal
Pemesanan flare, exhaust tube, dan cap memiliki kelemahan dalam pemesanan material yang berdasarkan perkiraan saja. Seharusnya pemesanan
15
Universitas Kristen Petra
material harus berdasarkan kebutuhan unit sesungguhnya. Berikut merupakan penjelasan kelemahan pemesanan cap pada supermarket kondisi awal:
a. Petugas Supply Area dalam menentukan total kebutuhan cap memakai kecepatan mesin yang diperkirakan. Kecepatan mesin yang diperkirakan lebih besar daripada kenyataannya. Hal ini dapat menyebabkan material yang dipesan menjadi berlebihan dan tidak sesuai dengan kebutuhan.
b. Pertimbangan petugas Supply Area dalam melebihkan total kebutuhan cap untuk permasalahan reject, hanya dengan perkiraan saja. Sehingga jumlah yang dilebihkan tidak sesuai dengan jumlah yang dibutuhkan.
c. Batas pemesanan kembali yang dilakukan di akhir/awal shift selanjutnya hanya berdasarkan perkiraan saja. Tidak ada kepastian dalam melakukan pemesanan kembali, membuat petugas SA harus melakukan pengecekan secara berulang.
Kecepatan mesin yang diasumsikan terlampau besar dari kenyataannya. Petugas SA mengasumsikan kecepatan mesin sebesar 3000-4000 pcs/jam (hasil ini didapat dengan menanyakan kepada petugas SA). Selain asumsi yang terlalu besar, material untuk reject juga diberikan berdasarkan perkiraan. Kedua hal ini yang menyebabkan penumpukan cap di area supermarket.
Berikut merupakan penjelasan kelemahan instruksi kerja pemesanan flare dan exhaust tube pada supermarket kondisi awal:
a. Dalam menentukan total kebutuhan material flare dan exhaust tube, petugas JIT tidak memperhitungkan kecepatan mesin, hanya melihat isi rak flare yang kosong saja. Hal ini membuat petugas JIT memesan flare dan exhaust tube tidak berdasarkan jumlah material yang dibutuhkan oleh unit.
b. Tidak adanya total kebutuhan flare dan exhaust tube yang dilebihkan berdasarkan tingkat reject yang terjadi.
c. Jumlah pemesanan/order quantity exhaust tube disamakan dengan flare. Hal tersebut menyebabkan kelebihan pada material exhaust tube karena isi box exhaust tube lebih banyak dari flare.
Pemesanan material exhaust tube yang disamakan dengan flare menyebabkan terjadinya penumpukan pada area supermarket exhaust tube. Exhaust tube memiliki jumlah box yang lebih banyak dari flare. Penumpukan yang terjadi tidak
16
Universitas Kristen Petra
begitu kelihatan bila dalam 1 shift saja karena selisih isi box flare dan exhaust tube tidak terlalu besar. Tetapi bila setelah beberapa hari maka penumpukan material exhaust tube akan kelihatan. Sedangkan pada material flare penumpukan tidak bisa terjadi karena rak yang tersedia hanya dapat menampung 60 box. Pada material flare pemesanan tidak berdasarkan kebutuhan melainkan hanya melihat dari isi rak kosong saja.
4.3.2 Perbaikan yang Diharapkan
Rancangan perbaikan dibuat dengan tujuan agar material yang dipesan sesuai dengan jumlah yang dibutuhkan oleh unit. Pada kondisi awal supermarket pemesanan cap memiliki instruksi kerja yang berbeda dengan pemesanan flare dan exhaust tube. Pada rancangan perbaikan, kedua pemesanan tersebut tidak lagi berbeda dan disamakan karena terdapat kesamaan instruksi kerja dalam menentukan order quantity. Berikut merupakan perbaikan yang diharapkan pada pemesanan cap, flare, dan exhaust tube:
17
Universitas Kristen Petra
Tabel 4.1 Perbaikan pada Pemesanan Cap, Flare, dan Exhaust Tube Deskripsi Kondisi Awal Perbaikan yang Diharapkan Total kebutuhan
material setiap unit untuk menentukan order quantity
Untuk cap memakai kecepatan mesin yang diperkirakan
Untuk flare melihat kapasitas dari rak flare sedangkan exhaust tube disamakan dengan flare
Total kebutuhan material memakai data kecepatan mesin yang tepat dan hours efficiency mesin
Order quantity menggunakan metode periodic review Kebutuhan
material yang dilebihkan untuk menutupi reject
Untuk cap hanya diperkirakan
Untuk flare dan exhaust tube tidak diperhatikan
Memasukkan data reject material dalam perhitungan total kebutuhan material
Batas pemesanan
Tidak ada kepastian untuk batas pemesanan cap yaitu pada akhir shift/awal shift selanjutnya
Batas pemesanan setiap 4 jam sekali mengikuti batas
pemesanan flare dan exhaust tube yang telah ditetapkan oleh perusahaan
Berikut merupakan keterangan pada perbaikan pemesanan cap, flare, dan exhaust tube:
a. Total kebutuhan material setiap unit untuk menentukan order quantity
Total kebutuhan material dilihat dari kecepatan mesin yang merakit material tersebut. Pada material cap, melihat kecepatan dari mesin sealing, sedangkan flare dan exhaust tube melihat kecepatan mesin stem. Dalam menentukan total kebutuhan material, perlu memakai pertimbangan hours efficiency mesin. Hour efficiency mesin dipakai dalam perhitungan karena mesin tidak selalu berproduksi selama 8 jam. Bila terjadi kerusakan maka mesin harus berhenti berproduksi sehingga total kebutuhan material dapat berkurang.
Selain itu, jumlah pemesanan exhaust tube tidak dapat disamakan dengan flare karena memiliki kuantitas box yang berbeda. Untuk menentukan order quanity menggunakan metode periodic review.
18
Universitas Kristen Petra
b. Kebutuhan yang dilebihkan untuk menutupi reject
Untuk mengatasi reject yang terjadi dengan cara menambahkan data reject material dalam perhitungan total kebutuhan material. Data reject material ini diperlukan agar material yang dipesan sudah termasuk dengan persediaan reject sehingga target produksi dapat tetap terpenuhi.
c. Batas pemesanan
Batas pemesanan yang benar dapat mempermudah petugas SA dan JIT dalam memesan material kembali. Batas pemesanan material cap mengikuti batas pemesanan material flare dan exhaust tube yang telah ditetapkan oleh perusahaan yaitu setiap 4 jam sekali.
4.4 Rancangan Perbaikan pada Supermarket
Rancangan perbaikan yang dibuat dibagi menjadi dua pemesanan berdasarkan petugas yang bertanggung jawab yaitu pemesanan cap dan pemesanan flare dan exhaust tube. Pada rancangan perbaikan ini, terdapat perbaikan pada perhitungan jumlah material yang dipesan. Setelah itu hasil perhitungan dimasukkan dalam instruksi kerja yang baru pada pemesanan material.
4.4.1 Rancangan Perbaikan pada Pemesanan Cap
Pada rancangan perbaikan, jumlah pemesanan cap yang dipesan mengikuti metode periodic review agar pemesanan material cap dilakukan secara periodik.
Sehingga petugas Supply Area tidak perlu melakukan pengecekan berulang.
Setelah jumlah pemesanan cap dihitung, selanjutnya membuat instruksi kerja yang baru untuk pemesanan material cap.
4.4.1.1 Perhitungan Periodic Review Cap
Dalam menentukan jumlah pemesanan cap harus mengetahui maximum inventory level pada setiap material cap. Maximum inventory level (M) dihitung menggunakan metode periodic review. Sebelum menghitung M menggunakan periodic review, ada 4 komponen yang perlu dicari terlebih dahulu adalah sebagai berikut:
19
Universitas Kristen Petra
a. Demand (D)
Demand dalam hal ini adalah kebutuhan material cap per jam, dimana kebutuhan cap didapatkan dari perkalian kecepatan mesin sealing dengan data hours efficiency dan reject material. Berikut merupakan perhitungan kebutuhan cap per jam:
Tabel 4.2 Perhitungan Kebutuhan Cap
Unit Tipe Cap KMS (pcs/jam) HE (%) KC (pcs/jam)
B1 E27 Big 3.307 87,87 3.192
B2 E27 Big 3.305 85,17 3.092
B3 B22 4.171 84,10 3.854
B4 E27 Small 4.184 86,40 3.972
B5 E27 Small 3.686 85,39 3.458
B6 E27 Small 4.104 88,13 3.974
BM1 E26 3.458 88,23 3.352
BM2 E26 3.100 80,99 2.758
KC = KMS x HE x 109,87%
Keterangan:
KC = kebutuhan capatau demand cap per jam KMS = kecepatan mesin sealing
HE = hours efficiency
Berikut merupakan penjelasan data pada perhitungan kebutuhan capper jam:
109,87% merupakan material cap harus dilebihkan menjadi 109,87%
untuk menutupi reject cap sebesar 9,87%, dimana didapat dari perhitungan 100% + 9,87%. Hal ini bertujuan untuk menutupi reject agar target produksi tetap terpenuhi.
Data hours efficiency di atas merupakan hasil rata-rata dari data hours efficiency 2010. Data hours efficiency yang diambil hanya 1 tahun terakhir saja karena dianggap paling mewakili keadaan mesin saat ini.
20
Universitas Kristen Petra
b. Review period duration (r)
Pemesanan material cap dilakukan setiap 4 jam sekali mengikuti ketentuan awal perusahaan.
c. Lead time (LT)
Lead time untuk material cap yaitu dari dilakukannya pemesanan hingga material tiba di supermarket. Data lead time yang akan digunakan sudah lolos uji kenormalan, keseragaman, dan kecukupan. Data lead time pengiriman cap disajikan pada Lampiran 3 sedangkan hasil ketiga uji disajikan pada Lampiran 4.
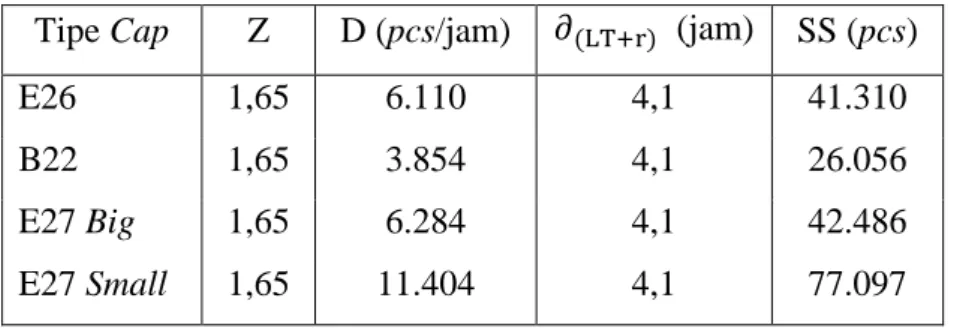
d. Safety stock (SS)
Safety stock dalam pemesanan material cap ini memiliki demand yang konstan dan lead time yang berubah. Berikut merupakan perhitungan safety stock pada material cap:
Tabel 4.3 Perhitungan Safety Stock Cap
Tipe Cap Z D (pcs/jam) (jam) SS (pcs)
E26 1,65 6.110 4,1 41.310
B22 1,65 3.854 4,1 26.056
E27 Big 1,65 6.284 4,1 42.486
E27 Small 1,65 11.404 4,1 77.097
SS = Z x D x Keterangan:
SS = safety stock
Z = nilai dari tabel distribusi Normal untuk probabilitas tersedianya bahan baku selama lead time, dengan α = 0,05
D = demand
= standar deviasi lead time dan review period duration Berikut merupakan penjelasan pada perhitungan safety stock:
Demand pada safety stock menggunakan menggunakan kebutuhan cap per jam, yang sudah dihitung pada poin a.
didapatkan dari data lead time pada Lampiran 3.
21
Universitas Kristen Petra
Nilai Z didapatkan dari tabel distribusi normal dengan probabilitas ketersediaan barang selama lead time sebesar 95%.
Keempat komponen yang telah dicari dan dihitung akan menjadi input dalam perhitungan periodic review. Berikut merupakan perhitungan maximum inventory level dengan periodic review:
Tabel 4.4 Perhitungan Maximum Inventory Level Cap Tipe Cap Qty cap per box R (jam) LT (jam) M (box)
E26 2.400 4 1,87 32,2
B22 1.450 4 1,87 33,6
E27 big 2.000 4 1,87 39,7
E27 small 2.000 4 1,87 72
M = ((D x (R + LT)) + SS)/Qty cap per box Keterangan:
M = maximum inventory level R = review period duration LT = lead time
SS = safety stock
Hasil maximum inventory level ini akan menjadi acuan petugas SA dalam mencari jumlah cap yang dipesan, dengan cara mengurangkan maximum inventory level dengan sisa stock cap yang ada di supermarket.
4.4.1.2 Instruksi Kerja Pemesanan Cap
Intruksi kerja pemesanan cap ini tidak diubah seluruhnya melainkan hanya diperbaiki pada penentuan order quantity saja. Perbedaan instruksi kerja pada rancangan perbaikan dengan kondisi awal adalah perhitungan jumlah material yang dipesan lebih akurat, karena menggunakan data dan metode yang tepat.
Selain itu, instruksi kerja pada rancangan perbaikan lebih sederhana karena pemesanan berdasarkan maximum inventory level yang sudah dihitung. Berikut merupakan rancangan perbaikan pada instruksi kerja pemesanan cap:
22
Universitas Kristen Petra
a. Petugas SA menyesuaikan tipe cap yang akan dipesan dengan yang akan diproduksi di unit. Tipe cap dapat berubah mengikuti tipe lampu yang akan dibuat.
b. Petugas SA melihat tabel maximum inventory level yang telah dihitungkan.
Berikut merupakan tabel maximum inventory level untuk material cap:
Tabel 4.5 Maximum Inventory Level Cap Tipe Cap M (box) Pembulatan (box)
E26 32,2 33
B22 33,6 34
E27 big 39,7 40
E27 small 72 72
Maximum inventory level yang dilihat adalah hasil pembulatan karena material harus dalam satuan box. Pembulatan dilakukan ke atas agar tidak mengurangi batas maximum inventory level yang telah ditentukan.
c. Petugas SA menentukan order quanity cap dengan cara sebagai berikut:
Q = M – I
Q = jumlah material cap yang dipesan M = maximum inventory level
I = sisa stock cap di supermarket
Pemesanan material berdasarkan maksimum level inventori yang telah ditetapkan dan sisa stock yang ada di supermarket
d. Petugas SA menulis order quantity cap pada Material Requirement Slip (MRS). Lalu MRS diberikan ke petugas substore yang berada di Material Control untuk diantar ke Raw Material Warehouse.
e. Pemesanan kembali untuk cap dilakukan setiap 4 jam sekali mengikuti ketentuan yang telah ditetapkan oleh perusahaan.
Secara ringkas instruksi kerja pemesanan cap dapat dilihat dalam Lampiran 6 yang mengikuti template dari NASA USA.
23
Universitas Kristen Petra
4.4.2 Rancangan Perbaikan pada Pemesanan Flare dan Exhaust Tube Pada rancangan perbaikan, jumlah pemesanan flare dan exhaust tube yang dipesan mengikuti metode periodic review agar pemesanan material flare dan exhaust tube dilakukan secara periodik. Sehingga petugas JIT tidak perlu melakukan pengecekan berulang. Setelah jumlah pemesanan flare dan exhaust tube dihitung, selanjutnya membuat instruksi kerja yang baru untuk pemesanan flare dan exhaust tube.
4.4.2.1 Perhitungan Periodic Review Flare dan Exhaust Tube
Dalam menentukan jumlah pemesanan flare dan exhaust tube harus mengetahui maximum inventory level pada setiap material flare dan exhaust tube.
Maximum inventory level (M) dihitung menggunakan metode periodic review.
Sebelum menghitung M menggunakan periodic review ada 4 komponen yang perlu dicari terlebih dahulu adalah sebagai berikut:
e. Demand (D)
Demand dalam hal ini adalah kebutuhan material flare dan exhaust tube per jam, dimana kebutuhan flare dan exhaust tube ini didapatkan dari perkalian kecepatan mesin stem dengan data hours efficiency dan reject material.
Berikut merupakan perhitungan kebutuhan flare dan exhaust tube per jam:
Tabel 4.6 Perhitungan Kebutuhan Flare dan Exhaust Tube Unit Tipe Flare dan
Exhaust Tube KMT (pcs/jam) HE (%) KFE (pcs/jam)
B1 Normal 3.694 87,87 3.803
B2 Normal 3.805 85,17 3.797
B3 Normal 4.402 84,10 4.338
B4 Normal 4.393 86,40 4.447
B5 Small 4.071 85,39 4.073
B6 Normal 4.448 88,13 4.593
BM1 Normal 3.699 88,23 3.824
BM2 Normal 3.399 80,99 3.226
24
Universitas Kristen Petra
KFE = KMT x HE x 117,17%
Keterangan:
KFE = kebutuhan flare dan exhaust tube atau demand flare dan exhaust tube per jam
KMT = kecepatan mesin stem HE = hours efficiency
Berikut merupakan penjelasan data pada perhitungan kebutuhan flare dan exhaust tube per jam:
117,17% merupakan material flare dan exhaust tube harus dilebihkan menjadi 117,17% untuk menutupi reject flare dan exhaust tube sebesar 17,17%, dimana didapat dari perhitungan 100% + 17,17%. Hal ini bertujuan untuk menutupi reject agar target produksi tetap terpenuhi.
Data hours efficiency di atas merupakan hasil rata-rata dari data hours efficiency 2010. Data hours efficiency yang diambil hanya 1 tahun terakhir saja karena dianggap paling mewakili keadaan mesin saat ini.
f. Review period duration (r)
Pemesanan material flare dan exhaust tube dilakukan setiap 4 jam sekali mengikuti ketentuan awal perusahaan.
g. Lead time (LT)
Lead time untuk material flare dan exhaust tube yaitu dari dilakukannya pemesanan hingga material tiba di supermarket. Data lead time yang akan digunakan sudah lolos uji kenormalan, keseragaman, dan kecukupan. Data lead time pengiriman flare dan exhaust tube disajikan pada Lampiran 3 sedangkan hasil ketiga uji disajikan pada Lampiran 5.
h. Safety stock (SS)
Safety stock dalam pemesanan material flare dan exhaust tube ini memiliki demand yang konstan dan lead time yang berubah. Berikut merupakan perhitungan safety stock pada material flare dan exhaust tube:
25
Universitas Kristen Petra
Tabel 4.7 Perhitungan Safety Stock Flare dan Exhaust Tube Jenis Material Z D (pcs/jam) (jam) SS (pcs)
Flare Normal 1,65 28.029 4,11 189.950
Flare Small 1,65 4.073 4,11 27.602
Exhaust Tube Normal 1,65 28.029 4,11 189.950
Exhaust Tube Small 1,65 4.073 4,11 27.602
SS =Z x D x Keterangan:
SS = safety stock
Z = nilai dari tabel distribusi Normal untuk probabilitas tersedianya bahan baku selama lead time, dengan α = 0,05
D = demand
= standar deviasi lead time dan review period duration Berikut merupakan penjelasan pada perhitungan safety stock:
Demand pada safety stock menggunakan menggunakan kebutuhan flare dan exhaust tube per jam, yang sudah dihitung pada poin a.
didapatkan dari data lead time pada Lampiran 3.
Nilai Z didapatkan dari tabel distribusi normal dengan probabilitas ketersediaan barang selama lead time sebesar 95%.
Keempat komponen yang telah dicari dan dihitung akan menjadi input dalam perhitungan periodic review. Berikut merupakan perhitungan maximum inventory level dengan periodic review:
Tabel 4.8 Perhitungan Maximum Inventory Level Flare dan Exhaust Tube Jenis Material Qty material per box R (jam) LT (jam) M (box)
Flare Normal 4.500 4 0,93 72,9
Flare Small 5.390 4 0,93 8,8
Exhaust Tube
Normal 5.115 4 0,93 64,1
Exhaust Tube Small 7.000 4 0,93 6,8
26
Universitas Kristen Petra
M = ((D x (R + LT)) + SS)/Qty material per box Keterangan:
M = maximum inventory level R = review period duration LT = lead time
SS = safety stock
Hasil maximum inventory level ini akan menjadi acuan petugas JIT dalam mencari jumlah flare dan exhaust tube yang dipesan, dengan cara mengurangkan maximum inventory level dengan sisa stock flare dan exhaust tube yang ada di supermarket.
4.4.2.2 Instruksi Kerja Pemesanan Flare dan Exhaust Tube
Intruksi kerja pemesanan flare dan exhaust tube ini tidak diubah seluruhnya melainkan hanya diperbaiki pada penentuan order quantity saja.
Perbedaan instruksi kerja pada rancangan perbaikan dengan kondisi awal adalah perhitungan jumlah material yang dipesan lebih akurat, karena menggunakan data dan metode yang tepat. Selain itu, instruksi kerja pada rancangan perbaikan lebih sederhana karena pemesanan berdasarkan maximum inventory level yang sudah dihitung. Pada pemesanan material flare dan exhaust tube petugas JIT tidak perlu menyesuaikan flare dan exhaust tube terlebih dahulu, karena jenis flare dan exhaust tube jarang sekali berubah. Berikut merupakan rancangan perbaikan pada instruksi kerja pemesanan flare dan exhaust tube:
a. Petugas JIT melihat tabel maximum inventory level yang telah dihitungkan.
Berikut merupakan tabel maximum inventory level untuk material flare dan exhaust tube:
Tabel 4.9 Maximum Inventory Level Flare dan Exhaust Tube Jenis M (box) Pembulatan (box)
Flare Normal 72,9 73
Flare Small 8,8 9
Exhaust Tube Normal 64,1 65
Exhaust Tube Small 6,8 7
27
Universitas Kristen Petra
Maximum inventory level yang dilihat adalah hasil pembulatan karena material harus dalam satuan box. Pembulatan dilakukan ke atas agar tidak mengurangi batas maximum inventory level yang telah ditentukan.
b. Petugas JIT menentukan order quanity flare dan exhaust tube dengan cara sebagai berikut:
Q = M – I
Q = jumlah material flare dan exhaust tube yang dipesan M = maximum inventory level
I = sisa stock flare dan exhaust tubep di supermarket
Pemesanan material berdasarkan maximum inventory level yang telah ditetapkan dan sisa stock yang ada di supermarket
c. Petugas JIT menulis order quantity flare dan exhaust tube pada Material Requirement Slip (MRS). Lalu MRS diantar langsung ke Data Entry Lamp Component Factory.
d. Reorder point untuk flare dan exhaust tube dilakukan setiap 4 jam sekali mengikuti ketentuan yang telah ditetapkan oleh perusahaan.
Secara ringkas instruksi kerja pemesanan flare dan exhaust tube dapat dilihat dalam Lampiran 7 yang mengikuti template dari NASA USA.
4.5 Evaluasi pada Rancangan Perbaikan Pemesanan Material Cap, Flare, dan Exhaust Tube
Rancangan perbaikan pada supermarket memiliki kelebihan dibandingkan dengan supermarket kondisi awal. Berikut merupakan kelebihan pada rancangan perbaikan pemesanan cap, flare, dan exhaust tube:
a. Total kebutuhan material menggunakan data kecepatan mesin yang lebih akurat dan data hours efficiency. Sehingga pemesanan material sesuai dengan jumlah yang dibutuhkan oleh unit. Selain itu order quanity memakai metode periodic review sehingga memudahkan petugas SA dan JIT dalam memesan material. Dengan periodic review, instruksi kerja juga menjadi lebih sederhana karena pemesanan material berdasarkan maximum inventory level yang sudah dihitung.
28
Universitas Kristen Petra
b. Jumlah material yang dilebihkan untuk menutupi reject dapat diketahui dengan tepat dan pasti karena memakai data reject material,. Sehingga jumlah material yang dilebihkan sesuai dengan kebutuhan.
c. Batas pemesanan setiap 4 jam sekali membuat pemesanan dapat dilakukan tepat waktu dan mengurangi frekuensi petugas SA berkeliling dalam melakukan pengecekan.
Pada rancangan perbaikan ini juga mempunyai beberapa kelemahan dibandingkan dengan supermarket kondisi awal. Berikut merupakan kelemahan pada rancangan perbaikan pemesanan cap, flare, dan exhaust tube:
a. Rancangan perbaikan ini lebih cocok diterapkan untuk pemesanan material flare dan exhaust tube daripada material cap. Hal ini disebabkan karena tipe flare dan exhaust tube sudah ditetapkan pada masing-masing unit B Group (B1, B2, B3, B4, B5, B6, BM1, BM2) sehingga tipe flare dan exhaust tube tidak pernah berubah walaupun tipe lampu berubah. Sedangkan untuk tipe cap di setiap unit selalu berubah mengikuti tipe lampu yang dibuat. Bila tipe cap berubah maka perhitungan reorder point juga berubah karena quantity box setiap cap berbeda. Sehingga reorder point perlu dihitung kembali.
Data yang ada dalam perhitungan dapat berubah seketika sehingga data perlu diperbaharui terus menerus agar order quantity dapat selalu akurat. Hal ini dapat menambah pekerjaan petugas SA dan JIT untuk memperbaharui data. Data yang perlu diperbaharui secara terus menerus adalah kecepatan mesin stem dan sealing, hours efficiency, reject material, dan probalitas ketersediaan material selama lead time.