1
ANALISIS EFISIENSI KINERJA OPERATOR DALAM
PERMINTAAN SALES YANG DINAMIS
(STUDI KASUS DI PT SHARP SEMICONDUCTOR
INDONESIA)
Budi Basuki Rochmad1, Hery Hamdi Azwir2
Fakultas Teknik, Program Studi Teknik Industri, Universitas Presiden Jl. Ki Hajar Dewantara
Kota Jababeka, Cikarang, Bekasi-Indonesia 17550 Email: [email protected], [email protected]
PT Sharp Semiconductor Indonesia Karawang-Indonesia 41361
ABSTRAK
Penelitian ini membahas mengenai cara meningkatkan efisiensi proses dengan menurunkan waktu
menganggur operator. Tujuan Penelitian ini adalah untuk meminimalkan waktu menganggur operator pada proses, dengan sales yang fluktuatif dan membandingkan penerapan sistem kerja spesialisasi
operator dengan sistem kerja MFO (Multi Fungsi Operator) dalam hal peningkatan efisiensi ini. Hasil penelitian menunjukkan bahwa sistem kerja MFO (Multi Fungsi Operator) jauh lebih efisien
dibandingkan dengan sistem kerja spesialisasi jika digunakan pada sales yang fluktuatif. Selain menggunakan sistem MFO penulis juga menerapkan leveling kuantiti untuk membantu
mempermudah dan memperjelas kebutuhan Operator yang dibutuhkan dalam proses produksi. Dengan menggunakan sistem kerja MFO (Multi Fungsi Operator) dan leveling kuantiti kerugian waktu yang dapat ditekan yaitu sebesar $ 3936.12. Sistem kerja MFO (Multi Fungsi Operator) dapat
berjalan dengan baik segaris dengan sistem training (OJT) yang baik, dengan jangka waktu yang sudah ditentukan (maks 45 hari). Dengan kata lain keberhasilan sistem kerja MFO (Multi Fungsi
Operator) sangat bergantung juga dengan kompetensi operator yang ada. Dengan meningkatnya kompetensi operator akan memudahkan untuk mengalihkan statusnya dari operator yayasan menjadi
karyawan perusahaan.
Kata Kunci :
2
1.
PendahuluanDi dalam suatu perusahaan yang termasuk kategori perusahaan yang besar, pasti mempunyai sistem manajemen yang sangat baik dan komplek. Didalam sistem manajemen tersebut terdapat banyak bagian yang mempunyai tugas masing-masing. Bagian yang berhubungan langsung dengan produk
adalah bagian produksi. Di dalam bagian ini selalu berhubungan dengan apa yang dinamakan efisiensi, terutama efisiensi operator. Efisiensi adalah penggunaan sumber daya secara minimum
untuk menghasilkan produk secara maksimum. Efisiensi menganggap bahwa tujuan–tujuan yang benar sudah ditentukkan dan berusaha mencari cara-cara untuk mencapai tujuan tersebut. Di bagian
produksi efisiensi harus selalu diterapkan pada waktu melakukan proses produksi, sehingga walaupun dengan jumlah operator yang terbatas, output yang didapatkan tetap maksimal. Pada proses produksi
pasti memerlukan suatu perangkat kerja, baik itu berupa peralatan, mesin, material, dan sumber daya manusia yang berfungsi untuk mengoperasikan mesin atau melakukan proses inspeksi secara visual.
SSI (Sharp Semiconduktor Indonesia) merupakan suatu perusahaan yang bergerak dibidang
manufaktur, yaitu melakukan proses produksi dengan produk berupa semiconduktor. Perusahaan ini adalah suatu perusahaan yang murni dimiliki seratus persen oleh perusahaan asing yaitu perusahaan
Japan. Perusahaan ini secara umum membagi bagian produksinya menjadi tiga Deparment yaitu Deparment Opto, Compound, dan LED. Untuk kondisi sekarang produk yang sedang dikembangkan yaitu produk-produk yang berasal dari Deparment LED, seperti BL LED dan Lighting LED dan
Deparment LED menjadi produk andalan yang ada di SSI ini.
Sales yang ada atau dikirimkan ke SSI dari Production Control Japan berupa Master Plan untuk LED
yang kondisinya sangat fluktuatif, sehingga sangat menyulitkan di dalam pengaturan man power pada saat melakukan proses produksi setiap bulannya. Dengan kondisi sales yang fluktuatif, maka akan
menyebabkan tingkat turn over (keluar masuk) untuk operator yang sangat tinggi. Sehingga produktifitas untuk operator akan tidak stabil atau cenderung menurun, dikarenakan pada saat sales
naik, maka permintaan kebutuhan operator juga bertambah. Penambahan operator otomatis diambil dari perekrutan operator yang baru, sehingga operator tersebut akan melakukan training terlebih
dahulu di proses yang membutuhkan. Dengan adanya operator yang baru, maka akan menyebabkan terjadinya pemborosan waktu atau efisiensi proses akan menurun.
Ada beberapa faktor yang dapat menyebabkan waktu menganggur tersebut terjadi yaitu adanya kerusakan mesin atau perbaikan error mesin, adanya keterlambatan kedatangan material (bahan baku)
atau peralatan yang dibutuhkan, ketidaksuaian antara kapasitas mesin dengan target produksi yang disebabkan permintaan produk yang fluktuatif, Tingkat turn over yang tinggi, sehingga akan terdapat
3
dan keempat yaitu permintaan yang fluktuatif dan tingkat turn over yang tinggi untuk operator setiap
bulannya, sehingga menimbulkan kesulitan didalam pengaturan sumber daya manusianya.
Di SSI (Sharp Semiconductor Indonesia) pengaturan manpower (sumber daya manusia) untuk proses
produksi menggunakan sistem spesialisasi yaitu setiap manpower hanya menguasai satu proses saja, hal ini bertujuan untuk memfokuskan pekerjaannya hanya pada satu proses saja. Penerapan sistem
spesialisasi ini bermula kondisi permintaan customer sangat stabil. Tetapi kondisi sekarang sangatlah berbeda, permintaan customer sangat fluktuatif. Hal ini kemungkinan dipengaruhi oleh persaingan
pasar yang sangat ketat dan banyak perusahaan-perusahaan yang mulai beralih ke bisnis ini.
2.
Literatur2.1 Penentuan Jumlah Pengamatan (Sampling)
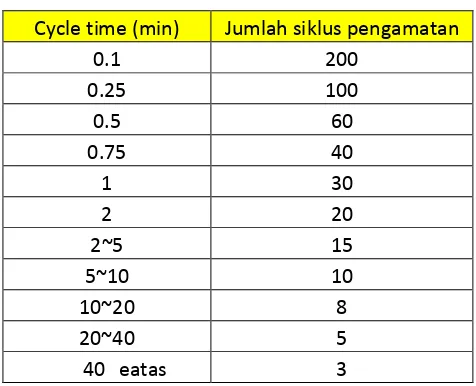
Dalam melakukan pengamatan, ada panduan yang dapat dijadikan sebagai acuan untuk menentukkan jumlah siklus yang digunakan dalam pengamatan waktu langsung dengan menggunakan stopwatch.
Data ini dapat dijadikan dasar pengamatan, dikarenakan didapatkan dari sumber yang sudah terpercaya yaitu (Tabel 10.2 Time Study Manual from the Erie Works of the General Electric
Company).
Tabel 2.1 Jumlah Siklus dari Observasi
Cycle time (min) Jumlah siklus pengamatan
0.1 200
0.25 100
0.5 60
0.75 40
1 30
2 20
2~5 15
5~10 10
10~20 8
20~40 5
40 eatas 3
2.2 Penentuan jumlah pengamatan secara manual (sampling)
4
Berikut ini rumusan yang digunakan sebagai acuan:
Dengan menggunakan sampel mean, standar deviasi, distribusi normal.
n
Kapasitas adalah kemampuan pembatas dari unit produksi untuk dapat berproduksi dan biasanya
dinyatakan dalam bentuk keluaran (output) per satuan waktu. Yang disebut dengan unit produksi adalah tenaga kerja, mesin, unit stasiun kerja, proses produksi, perencanaan produksi, dan organisasi
produksi.
Penentuan kapasitas produksi harus disesuaikan dengan jumlah kerja yang telah ditentukan pada masing-masing perusahaan yang bersangkutan, sebagai contoh jam kerja 5 hari dalam 1 minggu
(NSA) yaitu sistem kerja pada kondisi normal, jam kerja 6 hari dalam 1 minggu (3S4G) yaitu sistem kerja dengan sistem shift. Masing-masing jam kerja diatas mempunyai perbedaan yaitu untuk jam kerja NSA masih dimungkinkan dengan penambahan kapasitas produksi dengan penambahan waktu
kerja (kerja lembur) sedangkan untuk jam kerja 3S4G yaitu kapasitas produksi yang dihitung merupakan kapasitas maksimum proses.
(2-1)
(2-2)
(2-3)
(2-4)
5
2.4 Penentuan Kebutuhan Peralatan/ Man powerPenentuan kebutuhan peralatan dan tenaga kerja yang diperlukan untuk mengoperasikan suatu sistem pabrik dilakukan setelah kita menentukkan ukuran kapasitas pabrik yang optimal.
Untuk mengkonversi suatu ukuran kapasitas ke dalam kebutuhan peralatan/ Man power, maka
diperlukan data-data sbb :
1. Perkiraan permintaan untuk setiap periode peramalan
Data ini dinyatakan sebagai jumlah unit barang yang dibutuhkan per periode dan didapatkan dari
peramalan permintaan yang rinci.
P = Tingkat produksi dari stasiun kerja (unit output/ periode)
T = Waktu Pemrosesan/ Unit (menit)
D = Durasi Periode Operasi (jam),dimana 1 shift 8 jam
E = Efisiensi Peralatan
N = Jumlah/Mesin (Man power) yang dibutuhkan
Efisiensi suatu unit atau hasil produksi manpower dapat ditentukan sbb :
E =
Qc = Hasil Produksi yang sudah ditentukkan
Qe = Hasil Produksi Aktual
3. Metode Penelitian
Berikut ini adalah diagram alir yang digunakan untuk penelitian:
Tahap Observasi :
- Melakukan Pengamatan awal
(2-6)
(2-7)
6
- Memilih Literatur yang sesuai sebagai acuan pembuatan tugas - Master plan Produksi
- Menentukkan Standar Time
Tahap Analisa : - - - Spesialisasi Operator
- Penentuan kebutuhan operator
- Penghitungan kapasitas produksi - Penghitungan effisiensi manhour
( Sistem Kerja spesialisasi operator )
Tahap Perbaikan :
- Penerapan sistem kerja MFO
(Multi Fungsi Operator) - Penentuan kebutuhan operator
- Effisiensi kerja dengan sistem MFO (Multi Fungsi Operator)
- OJT (Training) untuk Operator Tahap Implementasi :
7
: Tahap Simpulan & Saran : - Menarik kesimpulan dari hasil
Analisis.
- Memberikan saran
Gambar 3.1 : Flow Chart Proses Penelitian
4. Hasil dan Pembahasan
4.1 Pengumpulan Data
Tabel 4.1 Master Plan Produksi
Bulan
Jan Feb March April
GM5BW96382A 76,000 100,000 GM5SAE27P0A 60,000 20,000 30,000 GM5SAE50P0A 100,000 GM5SAE65P0A 40,000
GM5SAE65P2A 100,000 100,000 100,000 100,000 GM5SDE40P1A 14,000
GM5SDE50P1A 250,000 400,000 1,000,000 1,000,000
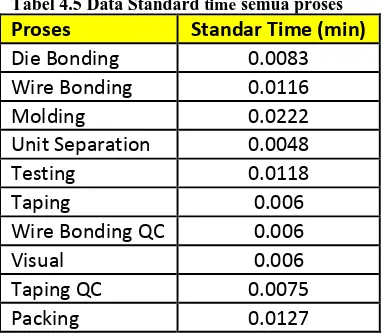
Tabel 4.5 Data Standard time semua proses
Proses Standar Time (min)
Die Bonding 0.0083 Wire Bonding 0.0116
Molding 0.0222
Unit Separation 0.0048
Testing 0.0118
Taping 0.006
Wire Bonding QC 0.006
Visual 0.006
Taping QC 0.0075
Packing 0.0127
4.2 Spesialisasi Operator
Sistem kerja dimana jumlah operator sebanding dengan jumlah proses yang ada, sehingga operator akan mempunyai hanya satu keahlian saja.
8
4.2.1 Penentuan Jumlah Operator
Berikut ini adalah perhitungan untuk menentukkan berapa jumlah operator yang dibutuhkan untuk
melakukan proses produksi dalam suatu device.
N=
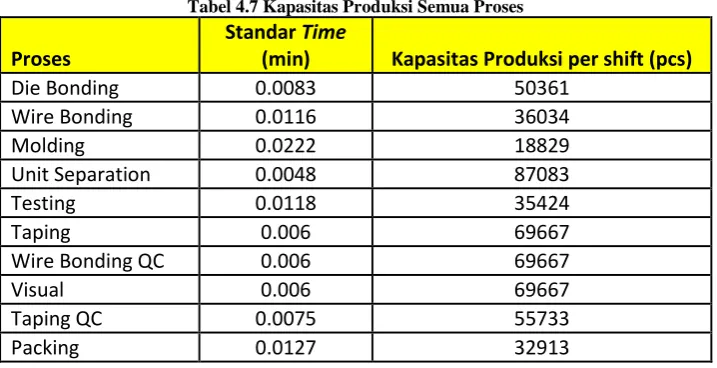
Kapasitas adalah kemampuan pembatas dari unit produksi untuk dapat berproduksi dan biasanya dinyatakan dalam bentuk keluaran (output) per satuan waktu.
Tabel 4.7 Kapasitas Produksi Semua Proses
Proses
Standar Time
(min) Kapasitas Produksi per shift (pcs)
Die Bonding 0.0083 50361
Wire Bonding 0.0116 36034
Molding 0.0222 18829
Unit Separation 0.0048 87083
9
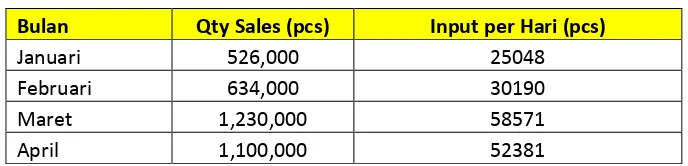
4.2.3 Efisiensi Kerja Operator
Tabel 4.8 Target harian proses
Bulan Qty Sales (pcs) Input per Hari (pcs)
Januari 526,000 25048
Februari 634,000 30190
Maret 1,230,000 58571
April 1,100,000 52381
Perhitungan Efisiensinya yaitu
Sampel perhitungan diambil pada bulan Januari pada proses visual.
E=
Qc Qe x
100
E=
69667
25048
100
xE=
36%4.3 Sistem MFO dan Leveling Kuantiti
Sistem MFO (Multi Fungsi Operator) dan Leveling yaitu suatu sistem untuk meningkatkan
kompetensi operator dengan acuan penguasaan proses lebih dari satu dan leveling kuantiti bertujuan untuk menstabilkan jumlah operator yang bekerja dalam suatu proses dengan permintaan sales yang
10
4.3.1 Penentuan Jumlah Operator
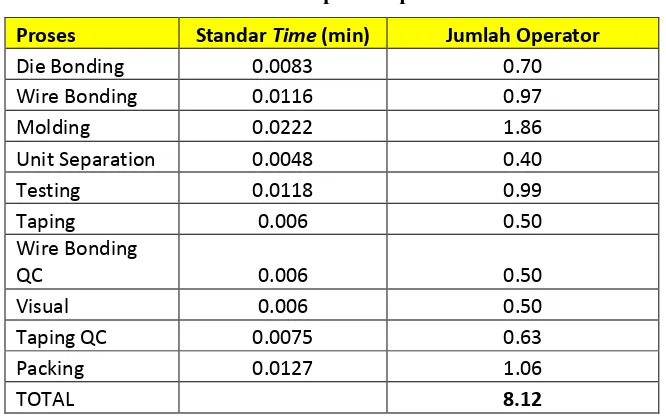
Tabel 4.12 Kebutuhan operator pada sistem MFO
Proses Standar Time (min) Jumlah Operator
Die Bonding 0.0083 0.70
Wire Bonding 0.0116 0.97
Molding 0.0222 1.86
Unit Separation 0.0048 0.40
Testing 0.0118 0.99
Taping 0.006 0.50
Wire Bonding
QC 0.006 0.50
Visual 0.006 0.50
Taping QC 0.0075 0.63
Packing 0.0127 1.06
TOTAL 8.12
Dengan dasar perhitungan yang sama dengan sistem spesialisasi operator, maka untuk system MFO
dan Leveling kuantiti hanya membutuhkan 9 operator saja.
4.3.2 Efisiensi Kerja Operator
Dengan jumlah kapasitas produksi yang sama dengan sistem spesialisasi, maka efisiensi yang
didapatkan yaitu:
Sampel perhitungan diambil pada bulan Januari pada proses visual.
E=
Qc Qe x
100
E=
69667 67036 100x
E=
96.2%11
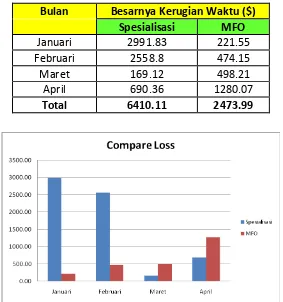
4.4 Perbandingan Besarnya Efisiensi Kerja Antara Sistem Spesialisasi Dengan Sistem MFOSetelahdikonversi dengan harga penjualan produk, maka kerugian waktu yang didapatkan yaitu:
Tabel 4.21 Perbandingan besarnya kerugian waktu antara spesialisasi dan MFO
Bulan
Besarnya Kerugian Waktu ($)
Spesialisasi
MFO
Januari
2991.83
221.55
Februari
2558.8
474.15
Maret
169.12
498.21
April
690.36
1280.07
Total
6410.11
2473.99
Gambar 4.7 Grafik perbandingan kerugian waktu antara spesialisasi dan MFO
5. Simpulan
Berdasarkan hasil penelitian yang telah dilakukan, maka didapatkan simpulan sebagai berikut ini : 1. Berdasarkan penelitian diatas, bahwa sistem spesialisasi tidak baik jika diterapkan pada
permintaan yang dinamis/ fluktuatif dikarenakan efisiensinya rendah hanya sekitar 36%, sedangkan sistem MFO dan leveling quantiti sangat baik digunakan, dikarenakan efisiensinya
lebih baik mencapai 96%.
2. Sistem MFO ( Multi Fungsi Operator ) dan leveling quantiti lebih efisien diterapkan, dikarenakan
12
ReferensiBuku
- Freivalds, Andris, Niebel’s Methods Standards, and Work Design, McGraw-Hill International Edition.
- Ir .Hakim Nasution, Arman M.Eng, 2005, Manajemen Industri, Andi Yogyakarta.
-M Pardede, Pontas, 2003, Manajemen Operasi dan Produksi, Andi Yogyakarta.
-Monden, Yasuhiro, 1995, Sistem Produksi Toyota ( Suatu ancangan terpadu
untuk penerapan JIT ), PT.Pustaka Binaman Pressindo.
Internet