BAB I
PENDAHULUAN
1.1 Latar Belakang Permasalahan
Salah satu faktor yang harus diperhatikan dalam kegiatan produksi adalah keseimbangan lintasan produksi. Keseimbangan lintasan produksi adalah teknik untuk meminimalisir ketidakseimbangan antara pekerja dan beban kerja untuk mencapai tingkat yang diperlukan (H.Jay dan R.Barry,2006). Penyebab terjadinya
ketidakseimbangan lintasan produksi antara lain pengalokasian sumber daya produksi (manusia, mesin, dan peralatan) yang kurang tepat sehingga lintasan produksi menjadi tidak efisien.
1
1 Gozali, Lina. dkk. Penentuan Jumlah Tenaga Kerja dengan Metode Keseimbangan Lini Divisi
Plastic Painting PT.XYZ. 2015.
Lina Gozali dkk, melakukan penelitian dengan judul ”Penentuan Jumlah Tenaga Kerja dengan Metode Keseimbangan Lini pada Divisi Plastic Painting PT.XYZ”. Permasalahan yang timbul adalah terjadinya bottleneck pada stasiun kerja dikarenakan jumlah operator yang tidak ideal akan menyebabkan efisiensi produk rendah. Metode keseimbangan lini yang digunakan yaitu metode
Kilbridge-Wester, metode Helgeson-Birnie, metode Moodie Young, dan metode
J-Wagon. Efisiensi awal yaitu sebesar 62,27%, dengan menggunakan metode
Kilbridge-Wester, metode Helgeson-Birnie, dan metode J-Wagon didapatkan hasil
efisiensi lini yang sama yaitu sebesar 76,24%, dan efisiensi lini dengan metode
Moodie Young yaitu sebesar 80,06%. Metode Moodie Young merupakan metode
lini, balance delay, smoothness index, waktu siklus, waktu menganggur, dan jumlah stasiun kerja. Waktu siklus yang diperoleh yaitu sebesar 31 detik dengan
balance delay sebesar 19,94%, smoothness index sebesar 29,08 waktu
menganggur 86,52 detik, dan 14 stasiun kerja. 2
2
Asri, Mayang Raras, dkk. Analisis Beban Kerja untuk Menentukan Jumlah Optimal Karyawan dan Pemetaan Kompetensi Karyawan Berdasar Pada Job Description (Studi Kasus: Jurusan Teknik Industri, ITS, Surabaya). 2012
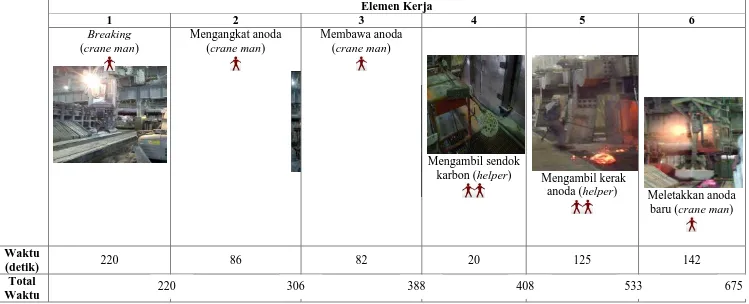
Tabel 1.1. Elemen kerja Annode Changing
Elemen Kerja
1 2 3 4 5 6
Breaking
(crane man)
Mengangkat anoda (crane man)
Membawa anoda (crane man)
Mengambil sendok
karbon (helper) Mengambil kerak
anoda (helper) Meletakkan anoda baru (crane man)
Waktu
(detik) 220 86 82 20 125 142
Total
Berdasarkan survei yang telah dilakukan terlihat pada Tabel diatas terdapat tiga operator yang mengerjakan proses annode changing. Satu pot
annode changing dapat terselesaikan selama 675 detik. Terdapat juga proses
pengukuran batch oleh leader dan pengambilan batch oleh helper (standbay), apabila proses tersebut tidak dilakukan maka dapat merusak masa pemakaian pot yang seharusnya mencapai 2500 hari menjadi 2000-1500 hari. Hal ini disebabkan kurangnya operator pada proses pengambilan batch maka helper pada proses
annode changing melakukan pengambilan batch. Penugasan operator dapat dilihat
pada Tabel 1.2.
Tabel 1.2. Penugasan Kerja Operator
Operator Jumlah Operator Kegiatan
Leader 1 Mengukur batch dan
mengarahkan crane man
Crane man 1 Penukaran anoda
Helper 2 Membersihkan kerak
anoda yang tertinggal
Helper (standbay) 1
Mengambil batch, membuka tutup pot yang akan di changing
Pada Tabel 1.2 terlihat bahwa helper hanya melakukan kegiatan membersihkan kerak anoda yang tertinggal dan satu operator mengerjakan pengambilan batch. Kegiatan pengambilan batch dapat menghambat proses anode
changing dikarenakan helper meninggalkan pekerjaan dan melakukan proses
pengambilan batch. Hal ini menyebabkan tidak terselesaikannya proses annode
changing sesuai waktu yang telah ditentukan. Proses annode changing yang tidak
Tabel 1.3. Proses Annode Changing Pot Line 2 Stasiun 2 dalam Satu Hari
Dari Tabel 1.3 dapat dilihat ada enam proses annode changing yang tidak terselesaikan, yaitu pada pot 16, 17, 18, 19, dan 20. Oleh sebab itu dilakukan penentuan jumlah manpower pada stasiun kerja pengambilan kerak anoda (helper) dan dilakukan penyeimbangan lintasan kerja menggunakan merode moodie young sehingga proses produksi dapat terselesaikan dengan tepat waktu. 3Berdasarkan penetilian Baroto, Teguh dengan judul ”Simulasi Perbandingan Algoritma
Regionapproach, Positional Weight, dan Moodie Young dalam Efisiensi dan
Keseimbangan Lini Produksi” didapat metode Moodie Young memberikan hasil yang lebih baik dibanding algoritma Helgeson Birnie dan Kilbridge Wester.
1.2. Rumusan Masalah
Rumusan masalah pada penelitian ini adalah kurangnya operator pada proses pengambilan batch menyebabkan proses annode changing tidak selesai sehingga menyebabkan turunnya kualitas aluminium. Maka dilakukan penyeimbangan lintasan kerja untuk menentukan jumlah manpower pada masing-masing stasiun kerja.
3 Teguh Baroto. Simulasi Perbandingan Algoritma Region Approach, Positional Weight dan
1.3. Tujuan dan Manfaat
Tujuan umum dari penelitian ini adalah untuk menentukan operator pada proses pengambilan kerak anoda yang dilakukan helper.
Tujuan khusus dari penelitian ini adalah sebagai berikut : 1. Mengetahui balance delay serta efisiensi yang diperoleh. 2. Menyelesaikan proses anode changing tepat waktu .
Manfaat dalam melakukan penelitian ini adalah sebagai berikut: 1. Manfaat bagi mahasiswa
Meningkatkan kemampuan mahasiswa dalam mengaplikasikan teori yang diperoleh selama kuliah dan meningkatkan wawasan dalam menganalisis dan memecahkan masalah.
2. Manfaat bagi perusahaan.
Sebagai masukan bagi perusahaan (PT.Inalum) dalam meminimalisir waktu menganggur.
3. Bagi Departemen Teknik Industri USU
Untuk mempererat hubungan kerja sama antara perusahaan (PT.Inalum) dengan Departemen Teknik Industri USU.
1.4. Batasan Masalah dan Asumsi
Batasan-batasan masalah yang digunakan dalam penelitian ini adalah: 1. Penelitian ini dilaksanakan di departemen SRO (Smelter Reduction
Operation).
3. Kegiatan pengamatan dan pengukuran dilakukan pada jam kerja di Shift II. 4. Pengamatan dilakukan pada kegiatan penukaran anoda (Anode Changing).
Asumsi-asumsi yang digunakan dalam penelitian adalah :
1. Operator mengetahui cara pemakaian dan penggunaan Anode Changing
Cranee dengan sangat baik.
2. Jam kerja yang berlangsung normal.
3. Selama penelitian kondisi mesin dan peralatan baik. 4. Kondisi tungku peleburan stabil.
1.5. Sistematika Penulisan Laporan
Sistematika penulisan tugas sarjana dapat dilihat sebagai berikut :
Bab I Pendahuluan, menguraikan latar belakang permasalahan yang mendasari penelitian dilakukan, perumusan permasalahan, tujuan penelitian, manfaat penelitian, batasan dan asumsi yang digunakan dalam penelitian dan sistematika penulisan tugas sarjana.
Bab II Gambaran Umum, menguraikan gambaran umum perusahaan, ruang lingkup perusahaan, lokasi, struktur organisasi, tugas dan tanggung jawab, jumlah tenaga kerja dan jam kerja karyawan, dan sistem pengupahan,
Bab III Landasan Teori, menguraikan literatur yang melandasi dan mendukung penelitian serta memberikan pemahaman melalui penjelasan umum, uraian tentang metode yang digunakan.
jenis penelitian, objek penelitian, variabel penelitian, kerangka konseptual, defenisi operasional, instrumen penelitian, jenis dan sumber data, rancangan penelitian, pelaksanaan penelitian, blok diagram prosedur penelitian, analisis pemecahan masalah sampai kesimpulan dan saran.
Bab V Pengumpulan dan Pengolahan Data, berisi pengumpulan data yaitu waktu elemen kerja, jumlah pot yang tidak terselesaikan dan jumlah tenaga kerja. Pengolahan data dengan metode Moodie Young.
Bab VI Analisis Pemecahan Masalah, meliputi analisis pengolahan data, dan analisis line balancing.