BAB 2
LANDASAN TEORI
2.1 Proses Press
Secara umum, proses pembuatan sheet metal menjadi sebuah produk, dibutuhkan 2 proses besar, yaitu proses pembentukan (bending), dan proses pemotongan (cutting). Dikarenakan bentuk kontur produk sheet metal tidaklah sederhana, maka kedua proses tersebut mutlak dibutuhkan dalam suatu proses produksi sheet metal. Sama halnya dengan jalur 5A Line Press Machine sebagai jalur pabrik pembuatan panel mobil, tentunya untuk menghasilkan panel mobil yang berkualitas dan fungsional sesuai tuntutan pasar mobil, detail-detail khusus mutlak harus terpenuhi. Untuk mencapai tuntutan pasar mobil yang sedemikian rumitnya tentunya hal tersebut tidak dapat dicapai dengan proses dan metode yang sederhana melainkan dibutuhkan proses dan metode yang sebanding dengan hasil yang ingin dicapai. Proses pengerjaan sheet metal dengan beragam jenis pengerjaan ditemukan di jalur 5A Line Press Machine, proses-proses ini ada sebagai kompensasi pencapaian tujuan penghasilan produk sheet metal yang unggul baik secara fungsional maupun secara ekonomis.
Pada Jalur 5A Press Machine memiliki empat sub-proses secara maksimal yang dapat digunakan untuk menghasilkan produk-produk sheet metal. Produk-produk tersebut diproses melalui rangkaian proses yang ada di dalam jalur 5A Press Machine dari bentuk raw material hingga menjadi produk sheet metal berupa panel-panel mobil. Sub-proses ini memiliki fungsi pembentukan (drawing)
dan pemotongan (cutting) yang berbeda-beda pada setiap tahap proses. Penentuan jenis sub-proses ditentukan berdasarkan keperluan bentuk yang diisyaratkan oleh gambar kerja (drawing) pada tiap jenis produk yang menentukan bentuk secara umum dari produk yang bersangkutan. Secara umum tahap proses yang dilewati produk-produk 5A Line Press Machine dari raw material hingga menjadi sebuah produk sheet metal berupa panel mobil digambarkan dalam flow proses sebagai berikut:
Press No. #1 (1000T) Press No. #2 (800T) Press No. #3 (600T) Press No. #4 (600T)
Proses Drawing Trimming Bending/Pierching Pierching
Raw Material Finish Part
Gambar 2.1 Alur Proses Jalur 5A-Line Press Machine
2.1.1 Drawing
Proses drawing adalah proses awal dari keseluruhan rangkaian proses yang ada di jalur 5A Line Press Machine. Pada proses ini, raw material yang masih berupa lembaran diproses untuk mendapatkan bentuk produk secara umum. Keseluruhan dari proses ini adalah proses pembengkokan (bending) tanpa disertai proses pemotongan (cutting), sehingga pada proses ini tidak dihasilkan sampah scrap hasil proses.
2.1.2 Trimming
Setelah sheet metal mendapatkan bentuk umum produk, sisi-sisi dari sheet metal tersebut dipotong untuk mendapatkan bentuk sisi yang sesuai dengan tuntutan gambar produk. Pada proses ini tidak lagi ditemukan adanya proses pembengkokan (bending), keseluruhan proses adalah proses pemotongan (cutting). Pada proses ini terjadi pemotongan skala besar (rough cutting) pada produk. Bagian sisi dan bagian dalam produk yang harus dibentuk dengan proses pemotongan sesuai bentuk drawing dilakukan pada tahap ini. Scrap yang dihasilkan memiliki ukuran yang besar dan memiliki intensitas terbanyak diantara tahap proses lain di jalur 5A Line Press Machine.
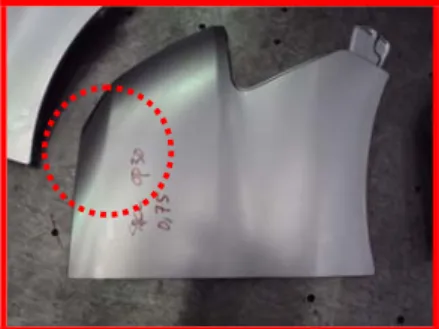
Gambar 2.3Hasil Proses Trimming
2.1.3 Bending
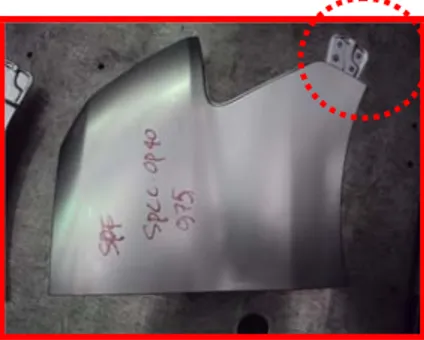
Setelah produk melewati proses trimming, untuk kelengkapan profil produk sheet metal, dilakukanlah proses bending. Proses bending ini dilakukan untuk menghasilkan bentuk permukaan produk yang lebih detail. Sesuai dengan nama prosesnya, pada jalur 5A Line Press Machine pun proses bending merupakan proses pembengkokan material tanpa adanya proses pemotongan (cutting). Karena tidak ditemukannya proses pemotongan (cutting), pada tahap proses ini tidak ditemukan scrap. Namun pada beberapa jenis produk, ditemukan
adanya penggabungan proses antara proses bending dengan proses piercing sekaligus. Hal ini dilakukan sebagai improvement guna penghematan proses, sehingga proses ke-4 (empat) dapat dieliminasi. Penggabungan proses ini menyebabkan dihasilkannya scrap pada tahap ini, namun intensitasnya tidak besar dan memiliki ukuran yang relatif kecil jika dibandingkan dengan scrap hasil proses triming.
Gambar 2.4Hasil Proses Bending
2.1.4 Piercing
Dalam sebuah produk sheet metal tentunya bentukan dari produk tidak hanya berupa bentukan karena hasil proses pembengkokan saja, tapi bentuk-bentuk berupa lubang juga diperlukan untuk mencapai nilai fungsi suatu produk sheet metal. Untuk mendapatkan bentukan-bentukan lubang pada produk sheet metal, proses piercing menjadi salah satu tahap proses di jalur 5A Line Press Machine yang dilewati produk.
Pada proses piercing perlakuan utama proses adalah proses pemotongan (cutting), tanpa adanya fungsi proses pembengkokan (bending). Pemotongan yang terjadi adalah pemotongan detail profil produk untuk menghasilkan lubang-lubang yang detail, yang secara fungsional keberadaannya dibutuhkan pada saat proses
assembling dilakukan sebagai titik penyambung dengan bagian lain dengan pengikat berupa baut.
Pada proses ini dihasilkan sampah hasil produksi berupa scrap, tapi jumlahnya tidak sebanyak proses trimming dan memiliki ukuran yang kecil sesuai bentuk profil detail produk yang dikenai proses piercing.
Gambar 2.4Hasil Proses Piercing
2.2 Standard Kerja 2.2.1 Definisi
Pada awal proses kerja dibutuhkan suatu standard kerja, dimana tertera keterangan hal-hal mengenai proses kerja yang dilakukan, sehingga proses kerja dapat dilakukan secara tepat, aman dan sesuai standard yang telah ditetapkan. Tanpa adanya standard, peluang perbaikan menjadi sangat terbatas, karena terbatasnya pengetahuan tentang proses yang dilakukan. Banyak hal akan kembali menjadi rancu, sehingga lambat laun akan mengganggu proses kerja itu sendiri. Dengan adanya penerapan standard kerja, maka proses kerja dapat dilakukan dengan efisien meskipun dilakukan oleh pihak yang berbeda. Manfaat ini menjadi sangat penting terutama bila kita ingin memproduksi barang produksi dan dilakukan oleh pekerja multi fungsi melalui rotasi kerja.
Pada dasarnya, kebutuhan pasar selalu berkembang, sehingga dibutuhkan produk yang innovative untuk dapat mengikuti perkembangan pasar. Produk yang innovative akan membutuhkan mesin produksi yang innovative pula dan mengalami perubahan dari mesin produksi sebelumnya. Perubahan pada mesin produksi akan menyebabkan perubahan pada standard kerja proses tersebut. Oleh karena itu, orientasi perbaikan lebih ditekankan dari sekedar penerapan standard kerja yang statis. Diperlukan adanya pengembangan standarisasi yang dapat diterapkan dengan mudah oleh segenap elemen kerja.
Standard kerja merupakan suatu lembar petunjuk yang berupa instruksi atau cara kerja yang wajib dilakukan oleh semua yang terlibat dalam pelaksanaan proses tersebut agar proses yang dilakukan serta hasil kerja yang dihasilkan sesuai dengan standard yang diharapkan.
Tujuan dari standard kerja ini adalah :
• Petunjuk atau panduan kerja bagi pelaksana proses.
• Menghindari terjadinya penyimpangan proses serta menjaga agar proses tetap sama walau dilakukan oleh operator yang berbeda.
• Sebagai sarana untuk mendapatkan problem dan melakukan perubahan. • Sebagai visual kontrol terhadap proses yang dilakukan.
2.2.2 Menjaga dan meningkatkan standard kerja
Standarisasi merupakan tugas yang melekat dan tidak dapat dipisahkan dari pekerjaan semua orang. Seperti akan dijelaskan kemudian, standard adalah cara terbaik guna menjamin kualitas dan cara terhemat namun (cost effective) dalam melaksanakan tugas. Standard memiliki ciri-ciri sebagai berikut :
• Memberikan cara terbaik dalam melestarikan pengetahuan dan penguasaan kemampuan.
• Merupakan cara yang terbaik, termudah dan paling aman dalam melakukan suatu pekerjaan.
• Sebagai cara terbaik untuk mengukur kinerja. • Menunjukkan kaitan antara sebab dan akibat.
• Menjadi dasar untuk memelihara dan memperbaiki proses. • Memberikan arah sasaran tugas dan petunjuk sasaran latihan. • Merupakan dasar untuk pelatihan.
• Dasar untuk audit dan diagnosis.
• Standard sebagai sarana untuk mencegah pengulangan kesalahan dan memperkecil variabilitas.
Dengan demikian, jelaslah bahwa standarisasi adalah bagian yang tak terpisahkan dari jaminan kualitas, dan tanpa standard tak mungkin dibangun suatu sistem yang terkendali dan terpercaya.
2.2.3 Tabel Standard Kerja ( TSK )
Merupakan instruksi kerja yang menggambarkan gerakan manusia dengan layout dalam satu cycle. Dengan adanya TSK ini, maka dapat ditentukan layout tools, peralatan dan material yang akan dipergunakan dalam proses.
2.2.4 Tabel Standard Kerja Kombinasi ( TSKK )
2.2.4.1 Definisi
Merupakan tabel yang berisi instruksi kerja yang menggambarkan dan mencatat kombinasi gerakan manusia dengan mesin dalam kurun waktu tertentu (satu cycle kerja). Tabel standard kerja kombinasi digunakan untuk menentukan standard waktu yang akan digunakan untuk proses maupun penggantian peralatan. Dengan menggunakan Tabel Standard Kerja Kombinasi, maka akan mempermudah penggunaan standard kerja serta menjaga agar peralatan yang digunakan sesuai yang diharapkan.
2.2.4.2 Simbol dalam Tabel Standard Kerja Kombinasi
Dalam pembuatan Tabel Standard Kerja Kombinasi, digunakan beberapa simbol, diantaranya adalah :
a. Proses kerja manusia, digambarkan dengan garis tebal lurus, panjang garis merupakan skala waktu yang digunakan.
Gambar proses manusia yang bekerja manual.
b. Proses kerja mesin, digambarkan dengan garis putus-putus, panjang garis merupakan skala waktu mesin bekerja.
Gambar proses mesin automatis
c. Langkah, digambarkan dengan gelombang, untuk menghubungkan proses satu dengan yang lainnya, jumlah skala yang digunakan merupakan gambaran waktu yang digunakan.
Gambar gerak manusia antara satu proses dengan proses selanjutnya d. Waktu menunggu, digambarkan dengan balok panah, untuk menggambarkan berapa lama proses tersebut menunggu.
: Waktu Menunggu
2.2.4.3 Tahapan dalam pembuatan Tabel Standard Kerja Kombinasi Langkah-langkah dalam pembuatan TSKK diantaranya adalah :
• Pengamatan lingkungan kerja.
• Pengamatan urutan kerja, minimal dilakukan 3 x percobaan. • Lay out barang serta gerakan operator.
• Mencatat waktu kerja per elemen, minimal dilakukan 3 x percobaan. • Menggambarkan garis waktu.
Pada umumnya, didalam TSKK terdapat :
- No : Nomor urut administrasi tiap sheet, tujuannya adalah untuk mempermudah identifikasi tiap lembarnya.
- Tanggal : Merupakan tanggal TSKK ini diterbitkan, tujuannya adalah untuk mempermudah pelacakan apabila terdapat masalah.
- Revisi ke : Memberi informasi bahwa TSKK ini sudah beberapa kali direvisi, tujuannya untuk mengetahui dokumen terkini yang digunakan. - Halaman : Jumlah halaman pada TSKK tersebut.
- Line : Nama Line / Lokasi proses dimana TSKK ini digunakan. - Takt time : Merupakan waktu untuk proses tersebut.
- Cycletime : Merupakan waktu yang telah ditentukan untuk membuat produk.
2.3 Proses Produksi
Proses produksi didefinisikan sebagai suatu kegiatan melakukan proses terhadap material bahan baku, guna menghasilkan produk hasil proses yang memiliki nilai tambah, dengan melibatkan faktor manusia, bahan serta peralatan produksi. Dalam proses press, terdapat beberapa istilah yang digunakan dalam proses tersebut, diantaranya adalah :
- Working Time : adalah waktu kerja normal yang ditentukan oleh perusahaan (sesuai keputusan Depnaker).
- Productive Time : adalah waktu kerja normal yang digunakan untuk
- Total Production : adalah waktu kerja secara keseluruhan yang dibutuhkan untuk menghasilkan atau membuat suatu produk. - Press Time : adalah waktu proses murni yang menghasilkan atau
membuat suatu produk.
- Die Change Time : adalah waktu yang digunakan untuk mengganti dies. - Material Change : adalah waktu yang digunakan untuk mengganti material
baik spek material yang sama maupun spek berbeda. - Punch Change Time : adalah waktu yang digunakan untuk mengganti punch
pada die sehingga menghasilkan produk variant nya.
- Inspection Part : adalah waktu yang digunakan untuk melakukan pemeriksaan kualitas terhadap part yang akan diproses. - Die Cleaning : adalah waktu yang digunakan untuk membersihkan dies. - Cycle Time : adalah waktu yang dibutuhkan untuk menjalankan 1 siklus proses press.
- Stroke : adalah 1 langkah proses (press) untuk membuat suatu
2.4 Kapasitas Produksi
2.4.1 Pengertian Kapasitas Produksi
Kapasitas produksi merupakan salah satu hal yang perlu diperhatikan sehubungan dengan upaya meningkatkan laba perusahaan, disamping usaha-usaha seperti pemilihan material yang ekonomis, kontrol kualitas, promosi guna menambah permintaan pasar. Kapasitas produksi dapat menggambarkan kemampuan perusahaan dalam memenuhi permintaan pasar. Semakin tinggi
kapasitas produksi yang dapat diusahakan, maka akan semakin banyak pula produk yang mampu dihasilkan setiap jam , setiap hari, setiap bulan, bahkan setiap tahunnya. Peningkatan kapasitas produksi berhubungan dengan tingkat investasi dan investasi berhubungan dengan tingkat tabungan masyarakat, sedangkan tingkat tabungan masyarakat berhubungan dengan tingkat pendapatan dan konsumsinya. Jadi, apabila kapasitas produksi ingin ditingkatkan maka tabungan haruslah ditingkatkan agar investasi dapat pula meningkat.
Kapasitas merupakan kemampuan pembatas dari unit produksi untuk dapat berproduksi dalam waktu tertentu. Yang dimaksud dengan unit produksi adalah tenaga kerja, mesin, unit stasiun kerja, proses produksi, perencanaan produksi, dan organisasi produksi. Manfaat dari perhitungan kapasitas produksi ini diantaranya adalah :
• Dapat meminimalkan keterlambatan pengiriman produk karena kesalahan perhitungan kapasitas produksi.
• Memperlihatkan kemampuan produksi terhadap permintaan pasar. • Dapat meminimalkan biaya produksi dan harga pokok penjualan
unit produk.
Kapasitas adalah daya tampung, daya serap serta suatu tingkat keluaran, dalam arti kuantitas keluaran dalam suatu periode tertentu. Dapat diartikan pula sebagai jumlah output maksimum yang dihasilkan oleh suatu fasilitas maupun proses produksi selama periode / selang waktu tertentu, biasanya dinyatakan dalam unit produk yang dihasilkan dalam periode waktu tertentu. Perencanaan dalam kapasitas merupakan suatu proses penentuan
dan rencana penerapan strategi untuk mencapai sasaran keluaran tertentu. Pengendalian kualitas merupakan suatu metode pemantauan dengan memanfaatkan fasilitas produksi terhadap keluaran yang dihasilkan, serta membandingkannya dengan rencana penentuan tidakan selanjutnya. Dalam kaitannya dengan definisi diatas maka perencanaan kapasitas berusaha untuk mengintegrasikan faktor-faktor produksi untuk meminimalisasi ongkos fasilitas produksi. Dengan kata lain, keputusan-keputusan yang menyangkut kapsitas produksi harus mempertimbangkan faktor-faktor ekonomis fasilitas produksi tersebut, termasuk didalamnya efisiensi dan penggunaanya. Adapun faktor-faktor yang mempengaruhi pembentukan kapasitas efektif ialah rancangan produk, kualitas bahan yang digunakan, sikap dan motivasi tenaga kerja, perawatan mesin/fasilitas, serta rancangan pekerjaan. Perusahaan biasanya menggunakan tingkat kapasitas nyata atau kapasitas pengoperasian yang ditentukan dari laporan-laporan atau catatan-catatan pusat kerja. Hal ini dapat dilihat dari Check Sheet Harian produksi maupun Lembar Kerja Harian dari jalur produksi.
2.4.2 Simulasi Produksi
Simulasi merupakan bentuk imitasi dari semua bentuk operasi yang terjadi pada dunia nyata dan permasalahan yang ada. Dengan adanya simulasi, akan membawa banyak keuntungan khususnya pada dunia industri, karena akan memperlihatkan gambaran awal serta semua kemungkinan yang terjadi dalam rencana penyelesaian suatu permasalahan.
Oleh sebab itu, simulasi banyak digunakan untuk berbagai tujuan dan maksud dalam menghadapi permasalahan yang ada.
Simulasi dapat digunakan untuk berbagai tujuan, diantaranya adalah sebagai berikut :
• Simulasi memungkinkan untuk dilakukannya proses pembelajaran dan percobaan terhadap sistem-sistem yang kompleks sekalipun.
• Aliran informasi, struktur organisasi dan perubahan lingkungan dapat disimulasikan sehingga dapat dilakukan observasi terhadap ketiga efek tersebut.
• Dengan adanya simulasi, dapat memberikan masukan-masukan yang mengarah pada pengembangan sistem yang sudah ada.
• Dengan adanya simulasi dapat diketahui hubungan yang terjadi antara variabel-variabel yang ada dalam suatu sistem.
Model simulasi dibagi atas model simulasi statis dan dinamis. Pada model statis, waktu tidak memegang peranan penting, menyatakan sistem hanya pada waktu tertentu saja. Sedangkan dalam model dinamis, waktu merupakan pemegang peranan utama, menyatakan kinerja sistem sebagai fungsi dari waktu.
Keuntungan dari simulasi diantaranya adalah :
• Dapat mempelajari suatu study atau percobaan dengan interaksi internal.
• Menyelidiki akibat yang mungkin terjadi dari suatu perubahan. • Percobaan dari suatu desain yang baru dan mempelajari serta
Kerugian yang mungkin ditimbulkan dari simulasi diantaranya adalah : • Untuk membangun sebuah model, diperlukan pelatihan khusus
yang tidak mudah dan murah.
• Hasil dari simulasi sulit untuk diinterpretasikan.
2.4.3 Perhitungan Kapasitas
Dalam pelaksanaan produksi, tentu saja memiliki batasan tertentu dalam keadaan sebenarnya, sehingga apabila permintaan pasar yang ada melebihi kapasitas produksi, maka akan terjadi masa tunggu (indent) dalam pemenuhan kebutuhan pasar. Hal ini akan memberikan citra negatif terhadap perusahaan dimata pasar. Untuk itu, harus dilakukan adanya peningkatan kapasitas produksi didalam upaya pemenuhan kebutuhan pasar. Dalam upaya peningkatan kapasitas produksi, dapat dilakukan dengan sub kontrak apabila memungkinkan, yaitu mengubah kebijakan mengenai optimalisasi peralatan. Sumber kapasitas ini dapat memberikan manajemen keleluasaan dalam menyusun perencanaan kapasitas, tentunya disertai dengan perhitungan biaya investasi, biaya produksi, perhitungan tenaga kerja dan mesin, sebagai efek dari perubahan kapasitas serta penyesuaiannya dengan permintaan pasar.
Proses untuk mendapatkan kapasitas produk, diantaranya adalah :
• Menganalisa produk dan aliran aliran proses produksinya. Untuk mengetahui kedua hal tersebut dapat dilihat dari Operation Process Chart (OPC).
• Melakukan pengukuran waktu kerja. Pengukuran waktu kerja dilakukan untuk menentukan waktu standard, yaitu waktu yang dibutuhkan oleh seorang operator dengan kemampuan rata-rata dan pada kecepatan kerja normal untuk melakukan tugas khusus. Dari pengukuran waktu kerja ini didapatkan waktu standard yang salah satu kegunaannya dapat dipakai untuk menentukan kapasitas produksi.
• Pengamatan pendahuluan. Waktu pengamatan pendahuluan tiap operasi diperoleh dengan cara mengamati secara langsung aktivitas para operator dilantai produksi .
Dalam dunia otomotif, khususnya industri pembuatan press part diperlukan perhitungan perbandingan kapasitas dan beban produksi. Sehingga, tidak terjadi kesalahan yang menyebabkan produktifitas terganggu akbat dari kapasitas yang telalu tinggi atau yang terlalu rendah sehingga mesin tidak dapat digunakan sebagaimana mestinya.
Berdasarkan Standard Operation Prosedure (SOP) PT. Astra Daihatsu Motor – Press Plant, maka perhitungan kapasitas produksi di industri press part biasa di sebut dengan GSPH (Gross Stroke Per Hour). Hal ini diartikan sebagai kemampuan mesin press dalam rangka menghasilkan part selama satu jam. Kapasitas produksi/GSPH ini sangat dipengaruhi oleh :
• Kecepatan Produksi (Cycle Time).
Adapun rumus perhitungan GSPH adalah sebagai berikut : GSPH = DC IP PCT MCT DCT DT PressTime ke RepairStro troke TotalGoodS + + + + + + + x 60 Keterangan :
- GSPH = Kapasitas Produksi dalam satu Jam (Stroke/menit). - Stroke = Jumlah part yang diproduksi (pcs).
- Total Good = Jumlah part tanpa cacat (pcs).
- Total Repair = Jumlah part cacat/butuh perbaikan (pcs).
- DT = Down Time/Kerugian waktu saat produksi (menit). - DCT = Die Change Time/Waktu yang digunakan untuk
penggantian dies (menit).
- MCT = Machine Change Time/Waktu yang digunakan untuk setting mesin. (menit).
- PCT = Punch Change Time/Waktu yang digunakan untuk penggantian dies (menit).
- IP = Inspection Part/Waktu yang digunakan untuk melakukan inspeksi terhadap part (menit).
- DC = Die Cleaning/Waktu yang digunakan untuk membersihkan dies (menit).
Adapun rumus perhitungan PressTime adalah sebagai berikut : PressTime = 60 ke) RepairStro roke CTx(GoodSt + Keterangan :
- PressTime = Waktu melakukan proses Press (menit). - CT = Cycle Time/Kecepatan Produksi (menit).
2.4.4 Efisiensi
Efisiensi merupakan suatu ukuran keberhasilan yang dinilai dari segi besarnya sumber/biaya untuk mencapai hasil dari kegiatan yang dijalankan.
Pengertian efisiensi menurut Mulyamah (1987;3) yaitu: “Efisiensi merupakan suatu ukuran dalam membandingkan rencana penggunaan masukan dengan penggunaan yang direalisasikan atau perkataam lain penggunaan yangsebenarnya.”
Dan menurut Soekartawi (1989:29), mengemukakan bahwa efisiensi pemasaran akan terjadi jika :
1. Biaya pemasaran bisa ditekan sehingga ada keuntungan 2. Pemasaran dapat lebih tinggi
3. Prosentase perbedaan harga yang dibayarkan konsumen dan produsen tidak terlalu tinggi.
Sedangkan pengertian efisiensi menurut SP.Hasibuan (1984;233-4) yang mengutip pernyataan H. Emerson, efisiensi adalah perbandingan yang terbaik antara input (masukan) dan output (hasil antara keuntungan dengan sumber-sumber yang dipergunakan), seperti halnya juga hasil optimal yang dicapai dengan penggunaan sumber yang terbatas. Dengan kata lain hubungan antara apa yang telah diselesaikan.”
Pada PT. Astra Daihatsu Motor – Press Plant, efisiensi didefinisikan sebagai perbandingan antara Output actual produksi dengan Output yang telah ditetapkan management suatu perusahaan, dengan satuan ukur persentase (%). Secara umum, efisiensi dijabarkan dalam aturan sebagai berikut :
Efisiensi = l InputAktua t InputTarge x 100 % Apabila :
• Input yang ditargetkan berbanding input aktual lebih besar atau sama dengan 1 (satu), maka akan terjadi efisiensi.
• Input yang ditargetkan berbanding input aktual kurang daripada 1 (satu), maka efisiensi tidak tercapai.
Adapun rumus perhitungan Effisiensi jalur adalah sebagai berikut :
Efisiensi = ctionTime TotalProdu ke) RepairStro roke CTx(GoodSt + x 100 % Keterangan :
2.5Pengukuran Kerja
Pengukuran kerja (work measurement) merupakan penaksiran waktu yang akan dipergunakan dalam suatu pekerjaan. Terdapat beberapa teknik untuk memperlakukan pengukuran kerja yaitu ;
1. Teknik pendekatan langsung.
Teknik ini dilakukan dengan cara melakukan observasi langsung terhadap para pekerja yang terdiri dari time study dan sampling activity.
2. Teknik pendekatan tidak langsung.
Teknik ini dilaksanakan dengan melakukan estimasi terhadap waktu sintesis, waktu yang diterapkan terlebih dahulu.
Dari kedua metode diatas yang sering digunakan adalah metode pendekatan langsung, karena lebih praktis dan tidak memerlukan waktu yang terlalu lama untuk melakukan estimasi gerakan.
2.5.1 Time Study
Time Study merupakan teknik observasi secara langsung terhadap pekerja dengan mengamati pekerja, mencatat waktu dari setiap apa yang dikerjakan, dan menentukan nilai perkerjaan tersebut. Waktu observasi (observed time) adalah waktu yang diperoleh dengan mengukur waktu kerja suatu pekerjaan tanpa memperhatikan kemampuan pekerja dan kelonggaran (allowance). Kemampuan pekerja ditentukan dengan membandingkan pekerja tersebut dengan pekerja yang memenuhi syarat dan bekerja dengan prestasi standart. Dasar penilaian pekerja
(rating scale) berbeda-beda untuk pekerjaan yang berbeda. Penilaian tersebut didasarkan pada penilaian rata-rata, dimana perkerja yang memenuhi syarat bekerja secara wajar, yaitu cukup terdidik dan diberi motivasi.
Selain waktu dasar diatas, yang perlu diperhatikan adalah waktu untuk istirahat (relaxation allowance). Keperluan pribadi yang sulit dihindari oleh seorang pekerja. Allowance ditentukan oleh perusahaan yang ditambahkan dengan waktu dasar.
Waktu yang disebabkan oleh adanya gangguan bahan rusak (reject), sehingga perlu diberikan kelonggaran yang bersifat kebetulan (contingency allowance). Waktu ini ditentukan oleh perusahaan yang memiliki nilai berbeda-beda setiap kasusnya dengan mempertimbangkan data-data yang terdahulu.
Dengan mempertimbangkan berbagai faktor diatas maka untuk menentukan waktu standar adalah sebagai berikut :
Waktu standart =
allowance
l
waktunorma
−
1
Waktu normal = waktu rata-rata x skala nilai
Waktu siklus rata-rata =
vasi iklusobser banyaknyas obesrvasi waktu
∑
2.5.2 Sampling Activity
Kegiatan Sampling (Sampling Activity) merupakan suatu teknik dimana sejumlah observasi berturut-turut dilakukan selama periode waktu tertentu atas suatu pekerjaan atau kelompok mesin atau proses.
2.5Metodologi Six Sigma
Merupakan suatu alat manajemen yang digunakan untuk mengganti Total Quality Management, sangat berfokus terhadap pengendalian kualitas dengan mendalami system produksi perusahaan secara keseluruhan. Six Sigma memiliki tujuan untuk menghilangkan cacat produksi, mempercepat waktu pembuatan produk, serta penghilangan biaya. Six Sigma sering kali disebut strategi, karena terfokus pada peningkatan kepuasan pelanggan, disebut disiplin ilmu karena mengikuti model formal, yaitu DMAIC (Define, Measure, Analyze, Improve, Control), dan alat bantu lainnya, seperti diagram Pareto (Pareto Chart) dan Histogram. Kesuksesan peningkatan kualitas dan kinerja bisnis, tergantung dari kemampuan untuk mengidentifikasi dan memecahkan masalah.
2.5.1 Tahapan Six Sigma
Tahapan dalam implementasi Six Sigma dapat dijabarkan dalam tahapan metodologi sebagai berikut :
- Define
Merupakan fase menentukan masalah, menetapkan persyaratan pelanggan. Mendefinisikan secara formal sasaran peningkatan proses yang konsisten dengan
permintaan atau kebutuhan pelanggan dan strategi perusahaan. Langkah-langkah yang terdapat dalam tahap ini adalah menentukan dan mengidentifikasi masalah dalam proses. Diagram SIPOC (Supplier-Input-Process-Output-Customer) digunakan untuk mengidentifikasi proses yang ada dalam perusahaan.
Kemudian peta aliran proses (Flow Process Chart) adalah untuk mengetahui proses produksi secara keseluruhan dari bahan mentah sampai menjadi barang jadi.
- Measure
Merupakan fase mengukur tingkat kecacatan pelanggan. Mengukur kinerja proses pada saat sekarang (baseline measurements) agar dapat dibandingkan dengan target yang ditetapkan. Hal ini dilakukan dengan pemetaan proses dan mengumpulkan data yang berkaitan dengan indicator kinerja kunci (Key Performance Indicators).
Data yang dikumpulkan dalam tahap Measure adalah menentukan CTQ (Critical To Quality) pada produk atau proses, menghitung kapabilitas proses, perhitungan nilai sigma, dan perhitungan biaya yang keluarkan akibat kualitas buruk (COPQ/Cost of Poor Quality).
- Analyze
Merupakan fase untuk menganalisa faktor-faktor penyebab masalah. Menganalisis hubungan sebab akibat berbagai faktor yang dipelajari untuk mengetahui faktor-faktor dominan yang perlu dikendalikan. Dalam tahap Analyze ini dilakukan dengan menggunakan diagram pareto, diagram sebab akibat (fishbone diagram).
- Improve
Merupakan fase peningkatan proses dengan menghilangkan faktor-faktor penyebab cacat. Mengoptimasikan proses dengan menggunakan analisis-analisis seperti Design of Experiments (DOE) atau Failure Modes and Effects Analysis (FMEA), untuk mengetahui dan mengendalikan kondisi optimum proses.
- Control
Merupakan fase mengontrol kinerja proses, serta memastikan bahwa cacat tidak kembali muncul. Melakukan pengendalian terhadap proses secara terus menerus untuk meningkatkan kapabillitas proses menuju target Six Sigma.
2.5.2 Tools Six Sigma
2.5.2.1 Lembar Periksa (Check Sheet)
Lembar Periksa (Check Sheet) adalah alat yang berupa lembar peralatan pencatatan data secara mudah dan sederhana sehingga menghindari kesalahan-kesalahan yang mungkin tejadi dalam pengumpulan data tersebut. Lembar periksa berisi pertanyaan-pertanyaan yang dibuat sedemikian rupa sehingga pencatat cukup memberikan tanda pada kolom yang telah disediakan atau cukup memberikan keterangan secukupnya.
2.5.2.2 Histogram
Merupakan diagram batang yang berfungsi untuk menggambarkan suatu distribusi sekumpulan data yang biasanya berupa karakteristik mutu. Data frekuensi yang diperoleh dari pengukuran menggambarkan puncak suatu nilai tertentu.
2.5.2.3 Pareto Diagram
Digunakan untuk melakukan prioritas terhadap masalah-masalah yang harus ditangani dengan aturan pengelompokan. Diagram Pareto dibuat untuk menemukan masalah atau penyebab yang merupakan kunci dalam penyelesaian masalah dan perbandingan terhadap keseluruhan. Dengan mengetahui penyebab-penyebab yang dominant.
Fungsi diagram pareto adalah:
- Menunjukkan persoalan utama yang dominan dan perlu segera diatasi. - Menyatakan perbandingan masing-masing persoalan yang ada dan
kumulatif secara keseluruhan.
- Menunjukkan tingkat perbaikan setelah tindakan koreksi dilakukan pada daerah terbatas.
- Menunjukkan perbandingan masing-masing persoalan sebelum dan sesudah perbaikan.
2.5.2.4 Diagram Sebab Akibat (Fishbone Diagram)
Diagram Fishbone berguna untuk menganalisa dan menemukan faktor-faktor yang berpengaruh secara signifikan didalam menentukan karakteristik kualitas output kerja. Disamping juga untuk mencari penyebab-penyebab yang sesungguhnya dari suatu masalah. Dalam hal ini metode brainstorming akan cukup efektif digunakan untuk mencari faktor-faktor penyebab terjadinya penyimpangan kerja secara detail.
Untuk mencari faktor-faktor penyebab terjadinya penyimpangan kualitas kerja, ada 4 faktor penyebab utama yang perlu diperhatikan yaitu :
- Manusia (Man)
- Metode kerja (Method)
- Mesin/peralatan kerja (Machine) - Bahan baku (Raw Material)
2.5.2.5 Stratifikasi
Stratifikasi adalah suatu usaha untuk mengelompokkan data-data berdasarkan karakteristik yang sama. Dua aspek pokok pembuatan stratifikasi adalah berdasarkan sumber dan hasil. Stratifikasi dalam pengendalian kualitas bertujuan untuk :
a. Mencari faktor-faktor penyebab utama kualitas secara mudah. b. Membantu diagram tebar.
c. Mempermudah pengambilan keputusan dalam penggunaan peta kendali.
d. Mempelajari secara menyeluruh masalah yang dihadapi.
2.5.2.6 Grafik dan Peta Kendali
Grafik adalah suatu bentuk penyajian data yang terdiri dari garis-garis yang menghubungkan dua besaran tertentu. Peta kendali adalah suatu bentuk grafik dengan batasan-batasan yang berguna dalam menetapkan pengambilan keputusan secara statistik.
2.5.2.7 Diagram Tebar (Scatter Diagram)
Diagram Tebar merupakan suatu diagram yang digunakan untuk menentukan korelasi antara penyebab yang diduga dan akibat yang timbul dari suatu masalah. Ada beberapa jenis korelasi yang ada pada diagram tebar ini :
a. Positive Correlation
Jika nilai faktor penyebab bertambah besar, nilai faktor juga bertambah besar (nilai korelasi mendekati nilai positif 1).
b. Positive correlation maybe present
Jika terdapat kecenderungan positive correlation tetapi memiliki sebaran data yang besar (nilai koefisien korelasi relatif kecil tetapi masih positif)
c. Negative Correlation
Jika nilai faktor penyebab bertambah besar, nilai faktor akibat mengecil (nilai koefisien korelasi mendekati negatif satu).
d. Negative Correlation maybe present
Jika terdapat kecenderungan Negative Correlation, memiliki sebaran data yang besar (nilai koefisien korelasi kecil dan negatif). e. No Correlation
Jika sebaran data sangat besar maka nilai koefisien korelasi mendekati akan mendekati nol.