BAB II
LANDASAN TEORI
2.1 Sistem Kontrol
Dalam proses industri, sering dibutuhkan besaran-besaran yang memerlukan kondisi atau persyaratan yang khusus, seperti ketelitian yang tinggi, harga yang konstan untuk selang waktu yang tertentu, nilai yang bervariasi dalam suatu rangkuman tertentu, perbandingan yang tetap antara 2 (dua) variabel, atau suatu besaran sebagai fungsi dari besaran lainnya. Jelas, kesemuanya itu tidak cukup dilakukan hanya dengan pengukuran saja, tetapi juga memerlukan suatu cara pengontrolan agar syarat-syarat tersebut dapat dipenuhi. Karena alasan inilah diperkenalkan suatu konsep pengontrolan yang disebut Sistem Kontrol.
Ada beberapa definisi yang harus dimengerti untuk lebih memahami Sistem Kontrol secara keseluruhan, yaitu: Sistem, Proses, Kontrol dan Sistem Kontrol. Definisi dari beberapa istilah tersebut adalah sebagai berikut:
1. Sistem
Sistem adalah kombinasi dari beberapa komponen yang bekerja bersama-sama melakukan sesuatu untuk sasaran tertentu.
2. Proses
Proses adalah perubahan yang berurutan dan berlangsung secara kontinyu dan tetap menuju keadaan akhir tertentu.
3. Kontrol
Kontrol adalah suatu kerja untuk mengawasi, mengendalikan, mengatur dan menguasai sesuatu.
4. Sistem Kontrol (Control System)
Sistem Kontrol adalah proses pengaturan atau pengendalian terhadap satu atau beberapa besaran (variable atau parameter) sehingga berada pada suatu harga atau range tertentu. Contoh variabel atau parameter fisik,
adalah: tekanan (pressure), aliran (flow), suhu (temperature), ketinggian (level), pH, kepadatan (viscosity), kecepatan (velocity), dan lain-lain.
Hubungan sebuah sistem dan proses dapat diilustrasikan seperti terlihat pada Gambar 2.1 di bawah ini.
Gambar 2.1 Blok Diagram Sistem.
2.1.1 Prinsip Sistem Kontrol
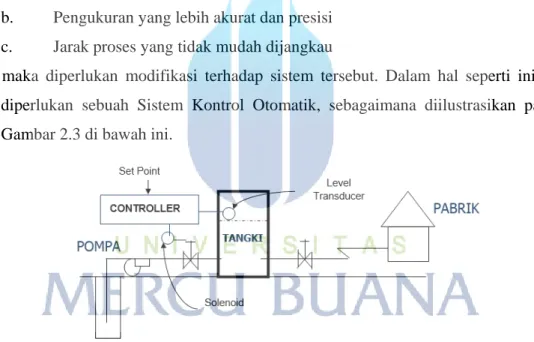
Sebuah contoh Sistem Kontrol akan diceritakan di bawah ini. Seorang operator sedang menjaga ketinggian (level) suatu tangki yang akan digunakan untuk sebuah proses kimia. Jika, ketinggian tangki kurang dari yang semestinya, operator akan lebih membuka keran masukan (valve), dan sebaliknya, jika ketinggian melebihi dari yang semestinya, operator akan mengurangi bukan keran (valve), dan seterusnya. Gambar 2.2 mengilustrasikan cerita sistem kontrol tersebut.
Gambar 2.2 Contoh sistem kontrol.
Dari kejadian ini, dapat dinyatakan bahwa sebenarnya yang terjadi adalah “pengukuran” terhadap tinggi cairan di dalam tangki, kemudian “membandingkannya” terhadap harga tertentu dari tinggi cairan yang
dikehendaki, lalu melakukan “koreksi” yakni dengan mengatur bukaan keran masukan cairan ke dalam tangki.
Dapat disimpulkan bahwa sebuah sistem kontrol, melakukan urutan kerja sebagai berikut:
1. Pengukuran (Measuring) 2. Perbandingan (Comparison) 3. Perbaikan (Correction)
Sistem tersebut dapat berjalan baik, jika dianggap sistem bekerja secara ideal dan sederhana. Namun, masalah akan timbul jika diteliti lebih lanjut, seperti:
a. Keadaan proses yang lebih kompleks dan sulit b. Pengukuran yang lebih akurat dan presisi c. Jarak proses yang tidak mudah dijangkau
maka diperlukan modifikasi terhadap sistem tersebut. Dalam hal seperti inilah diperlukan sebuah Sistem Kontrol Otomatik, sebagaimana diilustrasikan pada Gambar 2.3 di bawah ini.
Gambar 2.3 Contoh sistem kontrol otomatik.
Terdapat beberapa manfaat pada penggunaan Sistem Kontrol Otomatik pada sebuah proses, yaitu:
• Kelancaran Proses • Keamanan
• Ekonomis • Kualitas
Gambar 2.4 Sebuah Master Control Room untuk mengontrol Sistem Proses Jarak Jauh.
2.1.2 Klasifikasi Sistem Kontrol
Secara umum, sistem kontrol dapat diklasifikasikan sebagai berikut: a. Sistem Kontrol Manual dan Otomatik
b. Sistem Lingkar Terbuka (Open Loop) dan Lingkar Tertutup (Closed Loop)
c. Sistem Kontrol Kontinyu dan Diskrit
d. Menurut sumber penggerak: Elektrik, Mekanik, Pneumatik, dan Hidraulik
Penjelasan singkat dari jenis-jenis sistem kontrol diatas akan dibahas berikut ini.
Sistem Kontrol Manual adalah pengontrolan yang dilakukan oleh manusia yang bertindak sebagai operator, seperti tampak pada Gambar 2.2. Sedangkan Sistem Kontrol Otomatik adalah pengontrolan yang dilakukan oleh peralatan yang bekerja secara otomatis dan operasinya dibawah pengawasan manusia, sebagaimana terlihat pada Gambar 2.3. Sistem Kontrol Manual banyak
ditemukan dalam kehidupan sehari-hari seperti pada pengaturan suara radio, televissi, cahaya layer televise, pengaturan aliran air melalui keran, pengendalian kecepatan kendaraan, dan lain-lain. Sedangkan Sistem Kontrol Otomatik banyak ditemui dalam proses industri (baik industri proses kimia dan proses otomotif), pengendalian pesawat, pembangkit tenaga listrik dan lain-lain.
Sistem Kontrol Lingkar Terbuka (Open Loop) adalah sistem pengontrolan di mana besaran keluaran tidak memberikan efek terhadap besaran masukan, sehingga variable yang dikontrol tidak dapat dibandingkan terhadap harga yang diinginkan. Sedangkan Sistem Kontrol Lingkar Tertutup (Closed Loop) adalah sistem pengontrolan dimana besaran keluaran memberikan efek terhadap besaran masukan, sehingga besaran yang dikontrol dapat dibandingkan terhadap harga yang diinginkan. Selanjutnya, perbedaan harga yang terjadi antara besaran yang dikontrol dengan harga yang diinginkan digunakan sebagai koreksi yang merupakan sasaran pengontrolan.
Open Loop Control System memiliki karakteristik sebagai berikut: a. Tidak terdapat proses pengukuran
b. Variabel yang dikontrol tidak mempengaruhi aksi pengontrolan c. Banyak didasari oleh waktu atau urutan proses
d. Kurang akurat, lebih stabil, murah
Sedangkan Closed Loop Control System mempunyai karakteristik sebagai berikut:
a. Terdapat proses pengukuran
b. Variabel yang dikontrol mempengaruhi aksi pengontrolan (feed back) c. Lebih akurat, dapat terjadi ketidakstabilan
d. Mahal
Gambar 2.5 di bawah ini, mengilustrasikan blok diagram Open Loop
Control System dan Closed Loop Control System. Selanjutnya, sebagian besar
pembahasan Sistem Kontrol adalah berdasarkan kepada Closed Loop Control System atau lebih dikenal dengan Sistem Kontrol Umpan Balik (Feedback Control System).
Gambar 2.5 Sistem Kontrol Lingkar Terbuka dan Tertutup.
Sementara itu, Sistem Kontrol Kontinyu adalah sistem yang memanfaatkan pengendali (controller) berbasis nilai kontinyu, seperti:
Proportional (P), Integrator (I), dan Differensiator (D), atau kombinasi dari
ketiganya (PI, PD, atau PID). Sedangkan Sistem Kontrol Diskrit adalah sistem yang menggunakan pengontrol (controller) dengan nilai diskrit, seperti pengendali ON-OFF atau pengendali posisi ganda (switch selector).
Gambar 2.6 PID Controller
2.1.3 Karakteristik Sistem Kontrol Otomatik
Beberapa karakteristik penting dari Sistem Kontrol Otomatik adalah sebagai berikut:
a. Sistem Kontrol Otomatik merupakan sistem dinamik yang dapat berbentuk linear maupun non-linear.
b. Bersifat menerima informasi, memprosesnya, mengolahnya dan kemudian mengembangkannya.
c. Komponen atau unit yang membentuk sistem kontrol ini akan saling mempengaruhi.
d. Bersifat mengembalikan sinyal ke bagian masukan (feedback) dan ini digunakan untuk memperbaiki sifat sistem.
e. Karena adanya pengembalian sinyal ini, maka pada sistem kontrol otomatik selalu terjadi masalah stabilitas.
2.1.4 Aplikasi Sistem Kontrol
Pemakaian Sistem Kontrol Otomatik banyak ditemui dalam kehidupan sehari-hari, baik dalam pemakaian langsung maupun tidak langsung. Pemakaian dari Sistem Kontrol dapat dikelompokkan sebagai berikut:
1. Sistem Kontrol Proses: seperti temperature, aliran, tinggi permukaan cairan, viskositas, dan lain-lain. Misalnya pada industri kimia, makanan, tekstil, pengilangan, dan lain-lain.
2. Sistem Kontrol Energi: seperti pada pengendalian pembangkit tenaga listrik dan pendistribusian tenaga.
3. Sistem Kontrol Numerik: seperti pengontrolan operasi yang membutuhkan ketelitian tinggi dalam proses yang berulang-ulang. Misalnya pada proses pengeboran, pembuatan lubang, pengelasan dan kerja-kerja otomotif. 4. Sistem Kontrol Transportasi: seperti elevator, escalator, pesawat terbang,
kereta api, conveyor, dan lain-lain.
5. Sistem Kontrol Servomekanis: sistem yang berhubungan dengan posisi, kecepatan dan pergerakan.
2.2 Programmable Logic Controller (PLC) Sebagai Sistem Kontrol di Industri
Sistem kontrol industri pada awalnya mengandalkan relay elektromekanik. Relay ini bekerja bedasarkan prinsip kemagnetan. Sistem kendali ini memiliki beberapa kelemahan, diantaranya:
1. Membutuhkan ruang kontrol yang besar. 2. Perawatan relatif susah.
3. Kesulitan dalam pengembangan sistem.
4. Membutuhkan waktu yang relatif lama untuk membangun, memelihara, memperbaiki dan mengembangkan sistem kendali dengan relay elektromekanik.
Seiring dengan tuntutaan sistem kontrol yang efektif dan efisien, sistem kontrol berbasis relay elektromekanik yang merupakan sistem wired-logic mulai ditinggalkan dan berlaih menjadi sistem programmed-logic. Dimana pengkabelan secara fisik sudah jauh berkurang dan digantikan oleh pengkabelan secara program (software).
Pada masa berkembangnya sistem kontrol berbasis programmed-logic dikenal perangkat PLC (Programmable Logic Controller) yang merupakan perangkat pengontrol yang berbasiskan fungsi rangkaian logika. Berikut adalah Definisi PLC menurut Capiel (1982).
Sistem elektronik yang beroperasi secara digital dan didesain untuk pemakaian di lingkungan industri, dimana sistem ini menggunakan memori
yang dapat diprogram untuk penyimpanan secara internal instruksi-instruksi yang mengimplementasikan fungsi-fungsi spesifik seperti logika, urutan, perwaktuan, pencacahan dan operasi aritmatik untuk mengontrol mesin atau proses melalui modul-modul I/O digital maupun analog .
2.2.1 Struktur PLC
Pada umumnya komponen atau struktur penyusun dari suatu PLC adalah sebagai berikut :
1. Processor
Prosesor adalah bagian yang mengontrol supaya informasi tetap jalan dari bagian yang satu ke bagian yang lain, bagian ini berisi rangkaian clock, sehingga masing-masing transfer informasi ke tempat lain tepat sampai pada waktunya 2. MemorySystem
Sistem memori PLC dibagi berdasarkan tugas yang diberikan:
a. Executive Memory adalah lokasi memori untuk menyimpan kumpulan
program secara permanen yang merupakan instruksi software, yaitu relay instruction, block transfer, dan math instruction. Lokasi memori ini tidak tersedia bagi pemakai tetapi memori ini yang menjalankan sistem.
b. Application Memory adalah lokasi memori untuk menyimpan kumpulan
user program (program pemakai), yaitu area yang menyimpan ladder diagrams, timers, dan data-data yang telah terkumpul.
3. PowerSupply
Power supply mengubah suplai masukan listrik menjadi suplai listrik yang sesuai dengan CPU dan seluruh bagian kontroler.
4. Sistem InputOutput
Input merupakan bagian yang menerima sinyal elektrik dari sensor atau komponen lain dan sinyal itu dialirkan ke PLC untuk diproses. Ada banyak jenis modul input yang dapat dipilih dan jenisnya tergantung dari input yang akan digunakan. Jika input adalah switches dan push button dapat dipilih modul input digital. Modul input analog adalah kartu input khusus yang menggunakan ADC (Analog to Digital Conversion) dimana modul ini digunakan untuk input yang berupa variable seperti temperature, kecepatan, tekanan dan posisi. Pada umumnya ada 4-32 input point setiap modul inputnya. Setiap point akan ditandai sebagai alamat yang unik oleh prosesor.
Output adalah bagian PLC yang menyalurkan sinyal elektrik hasil pemrosesan PLC ke peralatan output. Besaran informasi / sinyal elektrik itu dinyatakan dengan tegangan listrik antara 5 – 15 volt DC dengan informasi diluar sistem tegangan yang bervariasi antara 24 – 240 volt DC mapun AC. Kartu output biasanya mempunyai 6-32 output point dalam sebuah single module. Kartu output analog adalah tipe khusus dari modul output yang menggunakan DAC (Digital to Analog Conversion). Modul output analog dapat mengambil nilai dalam 12/13 bit dan mengubahnya ke dalam sinyal analog. Biasanya sinyal ini 0-10 volt DC atau 4-20 mA. Sinyal analog biasanya digunakan pada peralatan seperti motor yang mengoperasikan katup dan pneumatic position control devices.
2.2.2 Konsep Pemrograman PLC
Sebuah PLC bekerja secar kontinyu dengan cara men-scan program. Ibaratnya kita dapat mengilustrasikan sebuah siklus scan ini menjadi 3 langkah
atau 3 tahap. Umumnya lebih dari 3 tetapi secara garis besarnya ada 3 tahap tersebut, sebagimana ditunjukkan pada gambar 2.7.
Gambar 2.7 Proses Scaning Program Dalam PLC Keterangan :
1. Periksa Status Masukan, pertama PLC akan melihat masing-masing status keluaran apakah kondisinya sedang ON atau OFF. Dengan kata lain, apakah sensor yang terhubung dengan masukan pertama ON?. Bagaimana dengan yang terhubung pada masukan yang kedua?. Demikian seterusnya, hasilnya disimpan kedalam memori yang terkait dan akan digunakan pada langkah berikutnya.
2. Eksekusi Program, berikutnya PLC akan mengerjakan atau mengeksekusi program Anda (diagram tangga) per instruksi. Mungkin program Anda mengatakn bahwa jika masukan pertama ON maka keluaran pertama akan di- ON-kan. Karena PLC sudah tahu masukan yang mana saja yang ON atau OFF, dari langkah pertama dapat ditentukan apakah memang keluaran pertama harus di-ON-kan atau tidak (berdasar status masukan pertama). Kemudian akan menyimpan hasil eksekusi untuk digunakan kemudian.
3. Perbaharui Status Keluaran, akhirnya PLC akan memperbaharui atau meng-update status keluaran. Pembaharuan keluaran ini bergantung pada masukan mana yang ON selama langkah 1 dan hasil dari eksekusi program dilangkah 2. jika masukan pertama statusnya ON, maka dari langkah 2, eksekusi program akan menghasilkan keluaran pertama ON, sehingga pada langkah 3 ini keluaran pertama akan diperbaharui menjadi ON.
2.2.3 Cara Penyambungan dan Logika Ladder
Gambar 2.8 Cara penyambungan perangkat Input, Output, PLC dan Catu daya
Pada gambar di atas apabila dibuat program dengan menggunakan diagram ladder sebagai berikut :
Maka kerja dari rangkaian tersebut adalah jika input saklar ditekan maka
output berupa lampu akan menyala, Tetapi jika saklar dilepas maka lampu juga
akan mati.
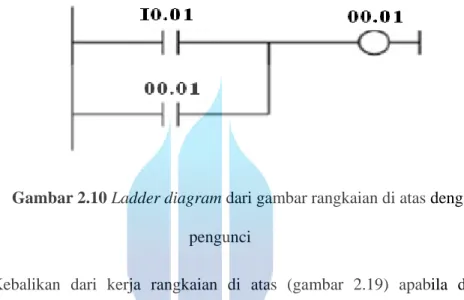
Apabila dikehendaki lampu tetap menyala meskipun saklar hanya sekali tekan maka perlu ditambahi dengan pengunci sebagai berikut :
Gambar 2.10 Ladder diagram dari gambar rangkaian di atas dengan pengunci
Kebalikan dari kerja rangkaian di atas (gambar 2.19) apabila dibuat program dengan menggunakan diagram ladder sebagai berikut :
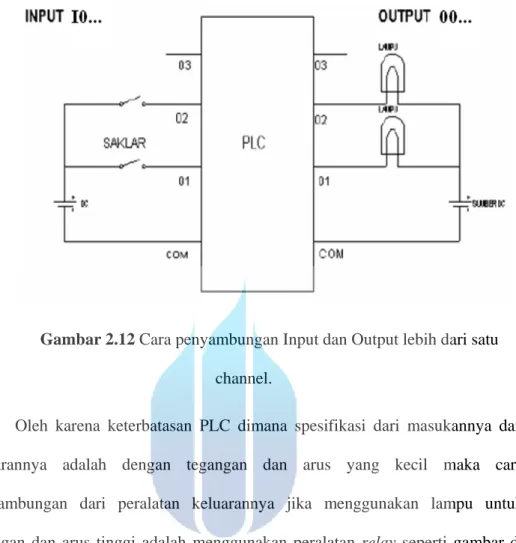
Gambar 2.11 Ladder diagram kebalikan dari kerja rangkaian di atas Maka kerja dari rangkaian tersebut adalah jika input saklar tidak ditekan maka output berupa lampu akan menyala. Jika input saklar ditekan maka output berupa lampu akan mati . Untuk penyambungan yang lebih dari satu channel maka cara penyambungan adalah sebagai berikut :
Gambar 2.12 Cara penyambungan Input dan Output lebih dari satu channel.
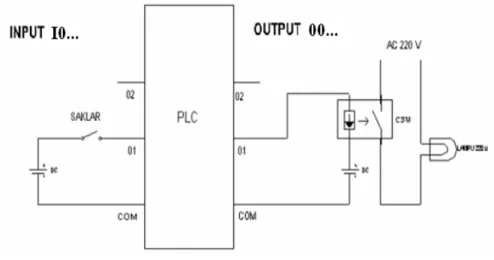
Oleh karena keterbatasan PLC dimana spesifikasi dari masukannya dan keluarannya adalah dengan tegangan dan arus yang kecil maka cara penyambungan dari peralatan keluarannya jika menggunakan lampu untuk tegangan dan arus tinggi adalah menggunakan peralatan relay seperti gambar di bawah ini. Untuk arus dan tegangan yang lebih besar dapat menggunakan
Magnetic Contactor. Tegangan yang disambungkan ke relay ataupun Magnetic
Contactor disesuaikan dengan tegangan dari relay atau Magnetic Contactor
Gambar 2.13 Penambahan relay untuk memperbesar kemampuan arus 2.2.4 Instruksi Dasar PLC
Dalam hubungannya dengan masukan dan keluaran, beberapa instruksi dasar PLC yang banyak digunakan dalam penyusunan diagram ladder antara lain :
a) LOAD (LD) dan LOAD NOT (LD NOT)
LOAD adalah sambungan langsung dari line dengan logika pensaklarannya seperti saklar NO, sedangkan LOAD NOT logika pensaklarannya seperti saklar NC. Instruksi ini dibutuhkan jika urutan kerja pada sistem kendali hanya membutuhkan satu kondisi logic saja untuk satu output. Simbol ladder diagram dari LD dan LD NOT seperti gambar di bawah ini:
b) AND dan AND NOT
Jika memasukkan logika AND maka harus ada rangkaian yang berada didepannya, karena penyambungannya seri. Logika pensklaran AND seperti saklar NO dan AND NOT seperti saklar NC. Instruksi tersebut dibutuhkan jika urutan kerja sistem kendali lebih dari satu kondisi logic yang terpenuhi semuanya untuk memperoleh satu output. Simbol ladder diagram dari AND dan AND NOT seperti gambar di bawah ini:
Gambar 2.15 Simbol Logika AND dan AND NOT c) OR dan OR NOT
OR dan OR NOT dimasukkan seperti saklar posisinya paralel dengan rangkaian sebelumnya. Instruksi tersebut dibutuhkan jika urutan kerja system kendali membutuhkan salah satu saja dari beberapa kondisi logic terpasang paralel untuk mengeluarkan satu output. Logika pensaklaran OR seperti saklar NO dan logika pensaklaran OR NOT seperti saklar NC. Simbol ladder diagram dari OR dan OR NOT seperti gambar di bawah ini :
d) OUT dan OUT NOT
Digunakan untuk mengeluarkan output jika semua kondisi logika ladder diagram sudah terpenuhi. Logika pensaklaran OUT seperti saklar NO dan logika pensaklaran OUT NOT seperti saklar NC. Simbol ladder diagram dari OUT dan OUT NOT seperti gambar di bawah ini :
Gambar 2.17 Simbol Logika OUT dan OUT NOT e) AND LOAD (AND LD)
Digunakan untuk kondisi logika ladder diagram yang khusus dimaksudkan untuk mengeluarkan satu keluaran tertentu. Simbol ladder diagram dari AND LD seperti gambar di bawah ini:
Gambar 2.18 Simbol Logika AND LOAD. f) OR LOAD (OR LD)
Digunakan untuk kondisi logika ladder diagram yang khusus dimaksudkan untuk mengeluarkan satu keluaran tertentu. Simbol ladder diagram dari OR LD seperti gambar bawah ini:
Gambar 2.19 Simbol Logika OR LOAD
2.2.5 Diagram Tangga (Ladder Diagram)
Pada PLC , diagram kontrol dinamakan dengan diagram ladder / tangga. Dinamakan seperti itu karena bentuknya menyerupai tangga atau bersusun. Gambar berikut adalah contoh yang menggambarkan bentuk dari diagram ladder.
Keterangan :
A : Masukan / tombol start B : Normally Close (NC) C : Normally Open (NO) Y : Keluaran
Gambar 2.20 Contoh Diagram Ladder PLC
Pada gambar diatas adalah contoh diagram ladder yang tersusun dari beberapa simbol kontak. Gambarannya antara lain :
1. Saklar Normally Open (NO), saklar ini menandakan keadaan saklar yang normalnya pada posisi terbuka / OFF, dan akan ON jika terenergis.
2. Saklar Normally Close (NC), saklar ini menandakan keadaan saklar yang normalnya pada posisi tertutup / ON, dan akan OFF jika terenergis.
Gambar 2.22 Simbol normaly close
3. Keluaran, dapat berupa relay yang akan mengaktifkan kontak-kontak NO dan NC.
Gambar 2.23 Simbol keluaran 2.2.6 Data PLC
Karena dibangun oleh microprosessor maka format data yang diolah dari I/O adalah sebagai berikut.
1. Boolean merupakan 1 bit informasi data. Bolean digunakan pada perintah
– perintah logic.Bit adalah lokasi di memori yang hanya dapat bernilai benar atau salah (logika 1 atau 0). Ada beberapa jenis bit yang dikenal pada programmablecontroller, seperti inputbit, outputbit dan internalbit. 2. Byte adalah format integer 8 bit data ( 128 ).
3. Word adalah format integer 16 bit data ( 327648 ) yang tersusun dari 2
data byte.
4. Doubleword adalah format integer 32 bit yang tersusun dari 4 data byte
atau 2 data word.
5. Long (64 bit) adalah format integer 64 bit yang tersusun dari 8 data byte
6. Real atau floatingpoint berupa 32 bit data yang terdiri dari mantisa dan eksponen dengan rumus umum = (tanda) x (1, mantissa) x ( 2 eksponen – 127 ). Tanda adalah nilai bit terakhir, bila high maka bilangan negative. 7. BCD adalah bilangan biner yang mengkodekan desimal yang paling
sedikit 4 bit data dalam suatu bilangan integer yaitu 0000 (0 ) ~ 1001 (9). 8. ASCII (7 bit dengan parity) digunakan untuk menampilkan alphanumeric
dengan kode 7 bitdengan signifikan paling tinggi sebagai penyimpan parity.
2.2.7 Sofware ProWORX 32
Dalam melakukan pemrograman pada system desalination ini adalah menggunakan software ProWORX32. Pada pemrograman PLC merk Modicon Quantum menggunakan bahasa pemrograman dari modicon juga yaitu proWORX 32. Untuk tampilan menu utama dari program proWORX32 adalah terlihat pada gambar berikut
Beberapa perintah program yang penting dan perlu dipahami adalah sebagai berikut:
- On Line
Merupakan perintah untuk mode komunikasi computer terhubung dengan Controller. Pada mode ini programmer dapat melakukan pekerjaan modifikasi disaat controller running.
- Off Line
Merupakan perintah untuk mode komunikasi computer tidak terhubung dengan dengan Controller. Pada mode ini melakukan pekerjaan modifikasi disaat tidak terhubung dengan controller
- Read From Controller
Merupakan perintah program untuk melakukan up load (mengambil data) dari Controller ke Komputer.
- Write to Controller
Merupakan perintah program untuk melakukan transfer / mengirim program dari Komputer ke Controller
- Save
Perintah untuk menyimpan program file apabila ada pekerjaan modifikasi sebelum kemudian ditransfer ke controller.
- Run
- Stop
Perintah untuk menghentikan program yang sedang dijalankan di PLC - Monitor
Perintah untuk melihat kondisi pada saat Controller bekerja
Penggunaan Software ProWORX32 untuk PLC Modicon Quantum adalah sebagai berikut :
a. Cara pengoperasian proWORX 32 :
Pembuatan diagram ladder (diagram tangga)
Pembuatan diagram ladder dapat dilakukan dengan cara pilih menu logic. Kemudian masukkan simbul -| |- (NO)dengan cara klik sekali, lalu lanjutkan dengan memilih juga symbol -()- (RUNG). Sebagai contoh membuat diagram ladder berikut :
Gambar 2.25 Contoh pembuatan diagram ladder Langkah pembuatan ladder dengan software sebagai berikut:
Gambar 2.26 Pembuatan diagram ladder Klik
symbol ini Klik symbol ini
Gambar 2.27 Diagram tangga untuk satu network
Gambar 2.28 Memasukkan address logic
Setelah sebuah program diagram ladder dibuat kemudian untuk menjalankannya atau memasukkannya ke dalam PLC harus melewati langkah sebagai berikut :
1) Pastikan komputer sudah tersambung dan ter-conect dengan PLC Masukkan
input address
Masukkan output address
2) Sorot menu Online
3) Pilih perintah write to controller pada program proWORX32 lalu enter 4) setelah proses transfer program ke controller selesai, jalankan perintah
berikut:
a. START untuk menjalankan program dalam controller b. STOP untuk menghentikan program
Gambar 2.29 Start / Stop controller
5) Untuk keperluan monitoring jalannya program dapat dipilih pada menu Online.
2.3 Programmable Logic Controller (PLC) Tipe modicon quantum CPU 534
Karena pada proses desalination plant PLTGU Muara karang menggunakan PLC type modicon quantum CPU-534. Maka penulis hanya akan membahas mengenai hal-hal yang berkaitan dengan PLC type tersebut.
2.3.1 CPS 114-20 (Controller Power Supply)
Modul ini merupakan modul power supply, berfungsi sebagai sumber energy controller dan modul I/O. Pada system PLC modular, setiap base plate biasanya disediakan satu modul power supply. Modul ini mempunyai spesifikasi sebagai berikut:
Modul : CPS114-20
Description : 115/220V AC Power Supply 10A Power Rating : 11000 mA
2.3.2 CPU-534
Modul ini merupakan modul controller, bagian utama dari pada system PLC.
Gambar 2.31 Modul Controller(tengah)
Pada dasarnya system PLC modullar mempunyai tiga bagian utama, yakni
INPUT, CONTROLLER, dan OUTPUT. Bagian input adalah peralatan-peralatan
yang memberikan masukan untuk menentukan proses kerja peralatan yang dikontrol. Bagian controller adalah melaksanakan perhitungan, pengambilan keputusan, dan pengendalian dari masukan untuk menjalankan output, dalam hal ini merupakan CPU itu sendiri. Bagian output adalah peralatan-peralatan yang dupergunakan untuk melaksanakan hasil dari suatu proses.
Gambar 2.32 Bagian-bagian modul controller modicon quantum CPU 534
Keterangan:
LED: Status indicator dari controller
Battery : Sumber energy untuk menjaga memory agar tidak hilang apabila terjadi kehilangan power utama.
Key switch : untuk start atau stop controller secara manual menggunakan kunci manual.
Modbus connector: sebagai komunikasi controller dengan perangkat luar seperti PC (programer) dan HMI (Human Machine Interface).
Slide switch: digunakan untuk memilih komunikasi parameter setting pada modbus (RS232) port
Gambar 2.33 Indikator LED controller CPU 534 quantum Tabel 2.1 Indikator LED dan deskripsi indicator pada controller CPU
534 quantum
2.3.3 Modul Input B827-032
Modul input merupakan modul yang menerima semua sinyal inputan berupa sinyal digital.
Pada modul input modicon type B827-032 mempunyai spesifikasi inputan dengan sumber tegangan 24 Vdc. Pada satu modul terdiri dari 32 inputan. Modul ini menerima dan mengkonversi sinyal input switch kebentuk logic voltage yang digunakan pada PLC. Inputan dapat berupa seperti push buttons, limit switch, level dan pressure switch, dan juga power 24 Vdc.
2.3.4 Modul Output B838-032
Modul input merupakan modul yang mengeluarkan semua sinyal outputan berupa sinyal digital.
Pada modul output ini terbagi menjadi 4 bagian, setiap bagian terdiri dari 8 output, total 32 output. Modul ini merubah sinyal logika yang dihasilkan PLC menjadi keluaran 24Vdc.
2.4 Sensor conductivity (sensor daya hantar fluida cair)
Pada dunia industri penggunaan peralatan instrumentasi merupakan hal yang sangat penting dalam proses operasi produksi suatu pabrik. Sejalan dengan kemajuan dan perkembangan ilmu pengetahuan dan teknologi yang semakin pesat pada saat ini, manusia selalu berusaha untuk menemukan atau menciptakan suatu peralatan yang dapat mempermudah pekerjaan teknik pengukuran untuk suatu proses. Untuk itu peralatan tersebut harus dapat menghasilkan pengukuran dengan optimal. Beberapa parameter yang menjadi dasar bahan pengukuran dalam jalannya proses yaitu tekanan (pressure), suhu (temperature), tinggi permukaan (level), aliran (flow) dan lain sebagainya. Salah satu aplikasi dari keempat alat instrumentasi tersebut adalah pengukuran konduktivitas listrik pada suatu fluida dengan menggunakan suatu sensor yang biasa disebut “Conductivity Sensor”. Sensor ini juga berguna untuk mendeteksi kebocoran zat kimia pada suatu proses. Data yang diperoleh dari pengukuran oleh sensor di lapangan berupa sinyal analog yaitu arus dengan nilai 4-20 mA. Sinyal ini selanjutnya dikirim ke bagian transmitter untuk dikonversikan menjadi nilai konduktivitas dari fluida yang diukur. Nilai ini selanjutnya ditampilkan pada layar yang terdapat pada bagian depan transmitter sehingga operator di lapangan dapat mengetahui besarnya konduktivitas fluida yang diukur tersebut. Dari transmitter data tersebut dikirim ke Analog input (A/D converter) di ruang PLC dan atau DCS (Distribution
Control System), sehingga data di lapangan dapat juga dibaca oleh operator yang ada pada ruang control.
Gambar 2.36 Bentuk pemasangan sensor conductivity 2.5 Pneumatik
Istilah pneumatik berasal dari bahasa Yunani, yaitu ’pneuma’ yang berarti nafas atau udara. Istilah pneumatik selalu berhubungan dengan teknik penggunaan udara bertekanan, baik tekanan diatas 1 atmosfer maupun tekanan dibawah 1 atmosfer (vacuum). Sehingga Pneumatik merupakan ilmu yang mempelajari teknik pemakaian udara bertekanan. Penggunaan udara bertekanan digunakan untuk berbagai keperluan proses produksi, misalnya untuk melakukan gerakan mekanik yang selama ini digunakan oleh tenaga manusia.
2.5.1 Kelebihan dan Kekurangan Pneumatik a. Kelebihan Pneumatik
1) Ketersediaan yang tak terbatas, udara tersedia disekitar kita tanpa batas sepanjang waktu dan tempat.
2) Aman, udara dapat dibebani lebih dengan aman tanpa menimbulkan bahaya. Berbeda dengan sistem elektrik yang dapat menimbulkan kebakaran.
3) Mudah disalurkan, udara dapat mudah disalurkan atau dipindahkan dari satu tempat ketempat yang lain melalui pipa kecil, panjang dan berliku.
4) Mudah disimpan, udara dapat disimpan melalui tabung yang diberi pengaman terhadap kelebihan tekanan udara.
5) Temperatur, udara dapat digunakan pada berbagai temperatur yang digunakan sesuai dengan peralatan yang dirancang untuk keadaan tertentu.
6) Bersih, udara yang diperlukan adalah udara bersih sehingga aman digunakan untuk industri obat-obatan, makanan dan minuman.
7) Mudah dimanfaatkan, udara dapat mudah dimanfaatkan baik secara langsung, misalnya membersihkan komponen mesin secara langsung. Maupun tidak langsung, misalnya melalui peralatan pneumatik untuk menghasilkan gerakan tertentu.
8) Kecepatan, udara dapat melaju dengan kecepatan yang diatur dari rendah maupun tinggi.
b. Kelemahan Pneumatik
1) Memerlukan instalasi peralatan penghasil udara. Udara yang digunakan untuk peralatan pneumatik harus memenuhi kriteria tertentu, misalnya kering, bersih, serta mengandung pelumas yang diperlukan untuk peralatan pneumatik. Oleh karena itu diperlukan instalasi peralatan yang relative mahal seperti kompresor, penyaring udara, tabung pelumas, pengering, regulator dll. 2) Mudah terjadi kebocoran sehingga menimbulkan kerugian energi.
3) Menimbulkan suara bising. Pneumatik menggunakan sistem terbuka, artinya udara yang telah digunakan akan dibuang keluar sistem sehingga akan menimbulkan suara bising terutama pada saluran buang.
2.5.2 Silinder Pneumatik
Silinder pneumatic pada dasarnya memiliki dua type, yaitu single acting dan double acting. Dalam pembuatan benda kerja pada tugas akhir ini adalah menggunakan silinder pneumatik penggerak ganda (single acting cylinder). Silinder pneumatik penggerak akan terdorong keluar akibat adanya tekanan udara yang disalurkan lewat lubang silinder. Pada saat tidak ada udara piston akan terdorong kedalam oleh spiral (spring). Silinder pneumatik penggerak ini terdiri dari beberapa bagian, yaitu torak, seal, batang torak, spring dan silinder. Sumber energi silinder pneumatic penggerak ganda dapat berupa signal langsung dari katup kendali (solenoid).
Gambar 2.37 Penggerak satu arah (Single acting actuator) 2.6 Solenoid Valve
Solenoid adalah katub pengatur udara penggerak yang dikendalikan oleh tenaga elektrik. Prinsip kerja solenoid adalah terdapat bagian coil yang berfungsi sebagai pengubah energy listrik menjadi energy mekanik (magnit). Tenaga magnit
inilah yang digunakan untuk menarik poros mekanik katub, sehingga katub akan membuka dan udara penggerak akan mengalir.
Gambar 2.38 Prinsip kerja solenoid valve 2.7 Coil Relay
Relay adalah saklar elektronis yang dapat dikendalikan dari rangkaian elektronik lainnya.
Relay terdiri dari 3 bagian utama, yaitu:
Gambar 2.39 Penampang sebuah relay 1. Koil : bagian lilitan dari relay
3. Kontak : terdiri dari NC dan NO
Ada beberapa cara membedakan kontak NC dengan NO:
NC (Normaly Closed) : saklar dari relay yang dalam keadaan normal (relay tidak diberi tegangan) terhubung dengan common.
NO(Normally Open) : saklar dari relay yang dalam keadaan normal (relay tidak diberi tegangan) tidak terhubung dengan common
Bagian-bagian relay dapat diketahui dengan 2 cara, yakni: dengan cara melihat isi dalam relay tersebut
dengan menggunakan multimeter (Ohm)
Cara mengetahui relay tersebut masih berfungsi atau tidak dapat dilakukan dengan cara memberikan tegangan yang sesuai dengan relay tersebut pada bagian koilnya. Jika kontaknya masih bekerja NC-->NO atau NO-->NC, maka dapat dikatakan bahwa relay tersebut masih dalam keadaan baik.