56 4.1 Data Umum Perusahaan
PT. X merupakan perusahaan manufaktur komersial yang mengolah bijih plastik. Produk yang dihasilkan oleh perusahaan ini adalah kemasan tube, botol, peralatan otomotif dan kemasan plastik. Kemasan tube merupakan produk yang tinggi permintaan untuk di perusahaan ini. Berdiri sejak tahun 1993 di Jalan Berbek Industri V/10 Sidoarjo 61256 Jawa Timur, merupakan perusahaan kecil yang memproduksi kemasan plastik.
Untuk pengembangan perusahaan maka pada tahun 2009 pabrik ini membangun pabrik di Jl. Jababeka XVII B Blok U No. 19 L-M Cikarang Utara , Kabupaten Bekasi, Jawa Barat, dengan tujuan untuk mendekatkan diri ke customer.
Lebih dari 20 tahun yang lalu PT. X. sebagai produsen kemasan plastik yang telah membangun teknologi yang bermutu serta mandiri dalam meningkatkan kemampuannya. Itulah sebabnya didalam mewujudkan keinginannya beberapa upaya khusus telah dilakukan oleh manajemen dan masih berlanjut sampai saat ini.
Berawal dari kerjasama dengan perusahaan induk pada tahun 1996,
PT. X. mengembangkan produksi kemasan plastik, peralatan kesehatan,
peralatan otomotif dan ikut serta dalam inovasi untuk customer. Dan untuk
meningkatkan teknologi pengolahan plastik terutama dalam hal desain,
proses serta mutu, maka pada tahun 2003 membentuk departemen inovasi
yang diberi nama Inovation and Mold Center Department sehingga terjadi
kerjasama antara customer untuk mengembangkan inovasi produk.
Pada tahun 2002 PT. X. mendapatkan pengakuan pangsa pasar di
dunia internasional dengan diraihnya sertifikat ISO 9000 untuk sistem
manajemen kualitas dan pada tahun 2013 mendapatkan sertifikat BRC
mengenai keamanan dalam penanganan kemasan makanan dan kosmetik.
Dan untuk setiap tahunnya PT. X. mendapatkan serfitikat kelayakan dari
customer global.
Pada saat ini perusahaan mengoperasikan empat pabrik plastik
dibawah naungan perusahaan induk untuk memproduksi sekaligus
memberikan inovasi produk plastic untuk dalam negeri dan luar negeri.
4.2 Produk Kemasan Plastik
Pada penulisan Tugas Akhir ini penulis memilih meneliti Tube Pond’s
Gambar 4.1 Tube Pond’s all varians 24x100gr
Tube Pond’s 24x100gr terdapat printing dan menggunakan sleeve
(badan tube warna putih). Untuk mengenai capnya menggunakan cap snap.
Gambar 4.2 Surface Print dan Cap Snap
Varian Tube Pond’s 24x100gr yang akan dipilih adalah varian Tube
Pond’s WB Pinkish FF 24x100gr berdasarkan permintaan produksi di PT. X
Gambar 4.3 Tube Pond’s WB Pinkish FF 24x100gr
4.3 Tahapan Proses Produksi Produk Kemasan Plastik
Berikut proses produksi yang terjadi pada produk plastic dengan
diagram SIPOC untuk mengidentifikasi CTQ (Critical to Quality)
pelanggan :
Gambar 4.4 Diagram SIPOC
Suppliers Inputs Process Customers
Bagian produksi
Gudang raw material
Operator produksi Step 1: Persiapan komposisi material Outputs Step 2: Material ditampung di penampung otomatis Step 3: Proses pembuatan sleeve (badan tube) Step 4: Proses Printing dengan metode offset dan screen Tube Reject Tube Pass on QA/QC inspection Bagian Produksi Bagian gudang sementara Step 5: Proses decorationde ngan metode hot stamping atau lablleing Tube reject Regrind Virgin Material
Setting suhu barell
Setting kecepatan putaran barell
Setting tekanan udara blowbin
Setting posisi kern-duse
Step 6: Proses Heading dengan metode compression mold dalam bentuk round dan oval Step 7: Proses Capping memasang cap snap atau ulir Step 8: Proses Finishing Step 9: QA inspection sampling atau 100% In Line Clearance Production Report
4.4 Proses produksi di line finishing di PT. X
Gambar 4.5 Tahapan Proses Finishing
Tahapan produksi di line proses finishing adalah sebagai berikut :
1. Operator mengambil bahan dari proses mesin sebelum finishing.
2. Operator menyemprot secara manual udara anti statik ke arah tube agar debu dan kontaminasi hilang.
3. Asisten operator menutupi tube dengan plastik layer.
4. Operator QC inline mengecek dengan metode sampling, untuk mengecek debu yang ada di produk
5. Marking QC pass dan Delivery
Dalam proses produksi tube terdiri dari beberapa rangkaian proses
baik yang dilakukan oleh mesin maupun oleh manusia (operator). Pada
Tugas Akhir ini penulis hanya menjelaskan rangkaian proses di Line
Finishing. Proses Finishing adalah proses yang terjadi setelah melalui proses
dijelaskan pada BAB 2. Berikut ini adalah gambar rangkaian proses
finishing good secara umum yaitu sebelum dilakukan improvement :
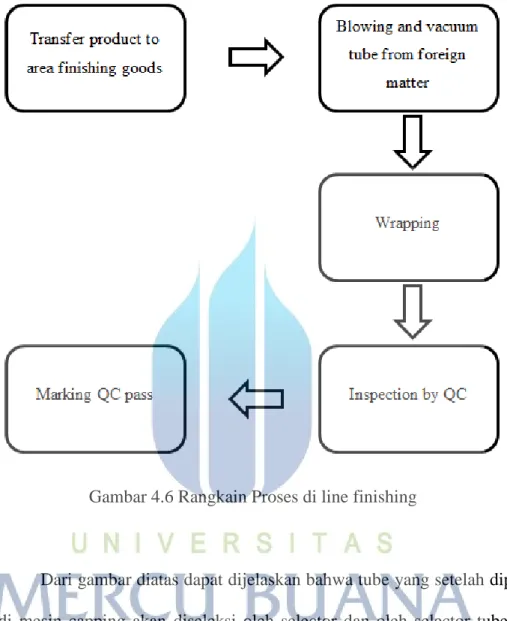
Gambar 4.6 Rangkain Proses di line finishing
Dari gambar diatas dapat dijelaskan bahwa tube yang setelah diproses
di mesin capping akan diseleksi oleh selector dan oleh selector tube yang
telah dipacking di karton diteruskan secara manual atau dibawa manual
meneju ke area finishing untuk disemprot agar tube tidak kotor dalam.
Kotor dalam adalah salah satu penyumbang reject terbesar di proses ini.
Peringkat defect ini menempati urutan pertama setiap bulannya dalam
laporan five big losse defect. Selain itu defect kotor juga penyumbang
Gambar 4.7 Alur tube dari mesin capping menuju line finishing
Proses terakhir dari sebuah manufaktur atau industri
kemasan plastik tube adalah finishing, seperti terlihat pada gambar
rangkaian proses diatas, 5 tahap proses harus terlaksana dengan sempurna
agar dapat dihasilkan tube yang berkualitas siap diisi dengan liquid atau
cairan kimia yang sudah siap pakai.
1. Transfer product to area finishing adalah tube yang telah selesai dari
proses pemasangan cap diteruskan secara manual atau selector
membawa tube yang dikemas di kardus dibawa ke area finishing.
B lo w in g a n d V a c uu m
2. Blowing and vacuum tube from kotor dalam adalah proses operator
menyemprot secara manual udara ke arah tube agar debu dan
kontaminasi hilang.
3. Wrapping adalah proses pemberian layer plastik di atas kemasan tube
plastik. Proses ini bertujuan agar tube tidak terkontaminasi oleh
serbuk karton dari tutup kardus embalage.
4. Inspection by QC adalah proses dimana tube yang telah selesai
disemprot lalu diinspeksi dan dicek ulang 100% oleh Pengontrol
Kualitas (QC) untuk menghindari kelolosan produk yang keluar dari
spesifikasi.
5. Marking QC pass adalah proses penempelan tanda pass oleh QC yang
selanjutnya dikirim ke warehouse untuk proses pengiriman ke
customer.
4.5 Pengumpulan Data Produksi sebelum perbaikan
Data produksi sebelum perbaikan di line finishing untuk varian tube Pond’s
Ta be l 4.1 P roduk si m esin B lowing and V ac uum s ebe lum pe rba ikan v aria n t ube P ond’s W B P inki sh F F 24x100gr (pc s)
Data diatas pada tabel 4.1 merupakan data produksi pada bulan
Januari – Oktober 2014 yang pada bulan tersebut belum dilakukan
improvement. Data tersebut di ambil dari SAP dan monthly report dari
sebuah mesin pada minggu yang ditentukan. Dari tabel diatas dapat dilihat
Output, Netto, Reject dan Defect Reject Berikut merupakan data reject yang
sudah dikelompokan sesuai jenis reject.
Data defect reject pada tabel 4.1 menunjukan bahwa kotor dalam,
Scratch, warna cap, cap pecah dan header cacat menjadi five big losse.
Peringkat teratas untuk penyumbang reject terbanyak adalah kotor dalam
dengan jumlah reject terbanyak yaitu 572167 buah.
4.6 Pengumpulan Data Produksi sesudah perbaikan
Data produksi sesudah perbaikan yaitu dimana mesin yang
diinvestasikan sudah berjalan untuk menggantikan proses manual di line
finishing. Pengambilan data ini sebagai pertimbangan atas perbaikan
keseluruhan yang di lakukan dalam pelaksanaan peningkatan produktifitas
output netto, secara khusus produktifitas di line finishing.
Setelah pelaksanaan improvement dan dilakukan analisa tes produksi
pertama, apabila hasil produksi tidak mengindikasikan peningkatan
produktifitas yang berarti, maka improvement ini dianggap gagal. Pada saat
uji bulan pertama ini team berkesinambungan terhadap mesin blowing and
vacuum selama kurun waktu kurang lebih 5 minggu sampai hasilnya layak
memvalidasinya secara permanen. Pada bulan ini menunjukan kenaikan
produktivitas dari sebelum improvement.
Data produktifitas ini juga digunakan sebagai pembuktian atas hasil
perbaikan. Dengan melihat ini akan terlihat mengenai hal kenaikan ataupun
penurunan nilai dari bulan sebelum dan bulan sesudah perbaikan Berikut
data produksi sebelum perbaikan di line finishing untuk varian tube Pond’s
WB Pinkish FF 24x100gr bulan Januari – Februari 2015 di halaman
selanjutnya adalah sebagai berikut :
Tabel 4.2 Produksi sesudah perbaikan mesin Blowing and Vacuum varian tube Pond’s WB Pinkish FF 24x100gr (pcs)
2015 Januari Februari Jumlah
Rata-Rata Persentase Gross 1.683.593 1.385.219 3.068.812 1.534.406 Netto 1.658.900 1.375.050 3.033.950 1.516.975 Reject 24.693 10.169 34.862 17.431 1.14% kotor dalam 13.828 5.695 19.523 9.761 55.90% Scratch 7.902 3.254 11.156 5.578 32.3% warna cap 988 407 1.394 697 3.80% cap pecah 790 325 1.116 558 3.10% Header cacat 691 285 976 488 2.90% cap terbalik 296 122 418 209 1.10% penyok 198 81 279 139 0.90%
Data diatas pada tabel 4.2 merupakan data produksi pada bulan
Januari 2015 yang pada bulan tersebut sudah dilakukan improvement atau
dengan kata lain bahwa mesin dan supporting sudah diinvestasikan.
Data defect reject pada tabel 4.2 menunjukan bahwa kotor dalam,
Scratch, warna cap, cap pecah dan header cacat masih menjadi five big losse
di bulan ini. Peringkat teratas untuk penyumbang reject terbanyak adalah
kotor dalam dengan jumlah reject terbanyak yaitu 34862 buah.
4.7 Pengumpulan Data Produk Cacat Atribut
Pengambilan sampel ini diambil selama bulan Januari – Oktober 2014 dimana tiap awal jalan atau change over produk tube Pond’s WB Pinkish FF
24x100gr. Berikut data produk cacat yang diperoleh:
Tabel 4.3 Data produk cacat atribut pada bulan Januari – Oktober 2015 mesin Blowing and Vacuum varian tube Pond’s WB Pinkish FF 24x100gr
No. Jumlah Sample Jumlah Produk Cacat No. Jumlah Sample Jumlah Produk Cacat 1 50 11 11 50 16 2 50 8 12 50 9 3 50 7 13 50 7 4 50 9 14 50 8 5 50 6 15 50 10 6 50 10 16 50 9 7 50 13 17 50 8 8 50 10 18 50 13 9 50 9 19 50 11 10 50 13 20 50 12
No. Jumlah Sample Jumlah Produk Cacat No. Jumlah Sample Jumlah Produk Cacat 21 50 7 31 50 11 22 50 8 32 50 12 23 50 10 33 50 9 24 50 13 34 50 8 25 50 14 35 50 13 26 50 16 36 50 5 27 50 5 37 50 12 28 50 4 38 50 7 29 50 8 39 50 8 30 50 13 40 50 14
4.8 Data Penyebab Cacat
4.8.1 Brainstorming Faktor Penyebab Cacat Produk
Berdasarkan data hasil produksi yang didapat dari hasil
brainstorming dengan pihak operator dan kepala seksi tentang
klasifikasi cacat produk di area Finishing adalah sebagai berikut :
1.1 Kotor dalam , yang disebabkan oleh :
a. Kardus Embalage
Keadaan aktual yang ada karton dari supplyer terdapat
serpihan kardus bekas potongan pola kardus sehingga
b. Manusia (operator)
Operator tidak menggunakan sarung tangan saat bekerja.
Keadaaan ini terjadi pada saat operator selesai seting mesin
sehingga tangan terkontaminasi oli dan debu. Dari keadaan
seperti ini operator ikut serta dalam inspeksi produk sehingga
dari tangan operator yang terkontaminasi memegang produk.
Produk kemungkinan terkontaminasi dengan kotoran tangan
operator.
c. Lingkungan (area)
Area proses finishing masih terbuka tanpa adanya ruang
khusus. Bagian dalam tube kotor debu dari lingkungan sekitar.
Area finishing belum dipisahkan dari warehouse sehingga
dimungkinkan debu masuk kedalam tube.
1.2 Scratch, yang disebabkan oleh :
a. Conveyor
Scratch terjadi pada saat tube atau secara khusus permukaan
luar tube yang terdiri dari layout dekorasi bergesekan dengan
permukaan konveyor yang terbuat dari karet maupun roll besi
dan nilon.
b. Loading and Unloading Pusher
Tube bergesekan dengan star wheel saat didorong piston
loading dan unloading. Piston yang berkecepatan tinggi dan
1.3 Problem cap, yang disebabkan oleh :
a. Warna Cap
Warna cap yang berbeda dengan spesifikasi yang diinginkan.
Hal ini terjadi karena terkontaminasi benda asing, yaitu material
plastik yang bukan dari jenis yang dipakai sehingga tidak bisa
homogen dan dari masterbatch yang berbeda jenis (misalnya
material HDPE tercampur PP akibat pada waktu pencucian
mesin giling tidak bersih)
b. Cap pecah
Cap yang sudah deformasi yang membuat tampilan tidak
bagus. Cap pecah akibat dari terguncangnya saat delivery
maupun handling. Selain itu dikarenakan piston penekan cap ke
arah tube mempunyai tekanan yang terlalu besar.
1.4 Header cacat, yang disebabkan oleh :
a. Mandrel
Mandrel yang mempunyai sisi luar yang tajam membuat
permukaan header cacat. Mandrel adalah penyangga tube pada
saat proses capping
4.8.2 Hubungan Hasil Brainstorming dengan Klasifikasi dan Faktor Penyebab Cacat
Berikut digambarkan hubungan hasil brainstorming dengan
area Finishing dan faktor penyebab cacat akan dijelaskan di halaman
berikut :
Tabel 4.4 hubungan hasil brainstorming tentang klasifikasi cacat produk dan
faktor penyebab cacat
No. Jenis Cacat
Faktor Penyebab Cacat
Packaging Material Man Power Machine (Part/Tools) Environ ment Additional Component 1 Kotor dalam 2 Scratch
(appearance not ok)
3
Problem Cap
(warna cap)
4
Problem Cap (cap
pecah)
5 Problem Header
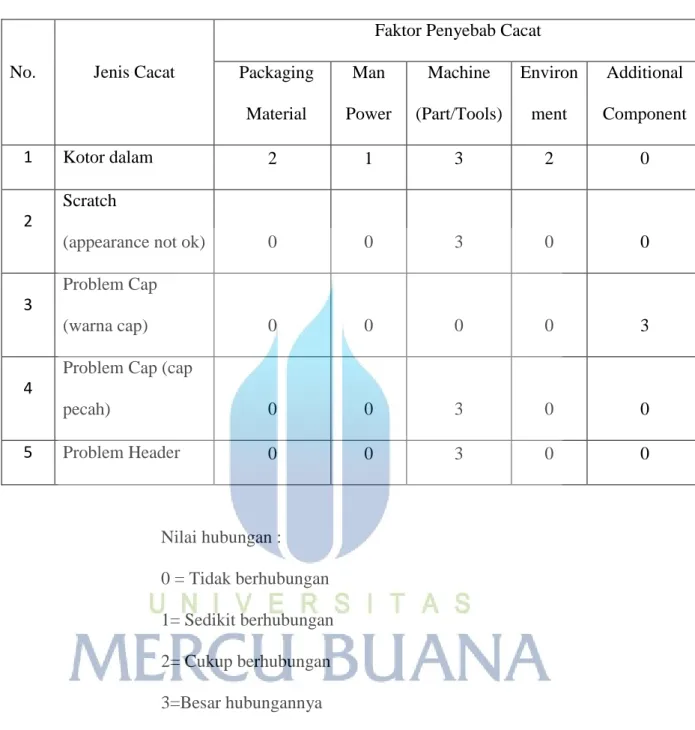
4.8.3 Matriks Prioritas
Berikut penilaian menggunakan Matriks Prioritas agar dapat
diketahui faktor penyebab cacat berada di dalam proses produksi yang
Tabel 4.5 Matriks Proritas
No. Jenis Cacat
Faktor Penyebab Cacat
Packaging Material Man Power Machine (Part/Tools) Environ ment Additional Component 1 Kotor dalam 2 1 3 2 0 2 Scratch
(appearance not ok) 0 0 3 0 0
3
Problem Cap
(warna cap) 0 0 0 0 3
4
Problem Cap (cap
pecah) 0 0 3 0 0 5 Problem Header 0 0 3 0 0 Nilai hubungan : 0 = Tidak berhubungan 1= Sedikit berhubungan 2= Cukup berhubungan 3=Besar hubungannya
Dilihat dari matriks prioritas atas hubungan penyebab cacat
tersebut yang paling besar menyebabkan cacat adalah dikarenakan
karena adanya masalah pada proses Proses Extruder. Berikut Urutan
Tabel 4.6 Urutan Presentase Matriks Prioritas
No. Jenis Cacat Nilai Hubungan Persentase
1 Kotor dalam 8 35%
2 Scratch (appearance not ok) 5 22%
3 Problem Cap (warna cap) 3 13%
4 Problem Cap (cap pecah) 3 13%
5 Problem Header 4 17%
TOTAL 23 100%
Diketahui bahwa defect yang paling dominan adalah defect
Kotor dalam, maka penulis mempersempit penyebab defect berikut
pembahasan tentang 4M (Mesin , Manusia, Material, Metode) dan
Lingkungan untuk permasalahan defect Kotor dalam :
3.1 Mesin
- Permasalahannya mesin tidak dibersihkan secara berkala
o Kondisi mesin dengan proses masih sangat manual dan tidak
terawat yang jarang dibersihkan dari debu sekitar. Operator
jarang membersihkan karena akan membuat downtime pada
laporan produksinya.
o Selain itu udara yang dipakai belum terbebas secara baik dari
oli, hal itu dikarenakan compressor belum dilengkapi filter
oli. Hal ini juga berpotensi debu menempel dan melekat pada
oli.
3.2 Manusia :
- Permasalahannya operator tidak menjalankan SOP dengan baik
o Hal itu disebabkan karena operator terlalu sibuk sehingga
sering menunda pekerjaan dan dikejar waktu produksi
sehingga pada saat memegang produk tube tidak
menggunakan sarung tangan.
o Operator tidak mengontrol kelayakan part secara berkala
karena pembagian tugas yang belum jelas dan part pengganti
belum ada.
3.3 Material :
- Material Supply yaitu box (kardus) masih mengandung serpihan
kardus bekas proses cutting dari supplyer.
3.4 Metode:
- Permasalahannya prosedur perawatan mesin kurang lengkap,
waktu perawatan relative lama dan perlu menghentikan produksi
selama perawatan
- Tidak ada Work Instruction untuk perawatan mesin
- Pengenalan contoh cacat kurang lengkap
3.5 Lingkungan :
- Permasalahannya ruangan kurang bersih karena belum dipartisi
dengan area warehouse dan area mesin yang lain. Pendingin
udara juga masih menggunakan pendingin yang biasa belum
4.8.4 5W + 1H untuk proporsi cacat terbesar yaitu kotor dalam What : Tingginya persentase reject yang mayoritas
disebabkan adanya kotor dalam atau kotor dalam.
When : Penelitian yang difokuskan bulan Januari – Oktober
2014 sebagai data sebelum perbaikan dan bulan
Januari-Februari 2015 sebagai data sesudah
perbaikan.
Where : Masalah ini terjadi pada proses produksi secara
khusus diarea finishing.
Who : Adanya material lain atau asing yang
mengkontaminasi tube.
Why : Berikut penyebab terjadinya cacat kotor dalam atau
bintik hitam :
a. Lingkungan
Area finishing masih terbuka atau belum
dipisahakan dengan area lain warehouse dan
mesin lain. Sehingga berpotensi terkena debu atau
material lain dari lingkungan sekitar.
b. Mesin
Mesin yang digunakan masih manual, udara yang
dipakai belum bersih selain itu operator
memegang produk tube sehingga berpotensi
How : Varian tube Pond’s WB Pinkish FF 24x100gr 7.65%
dari total cacat adalah cacat kotor dalam atau bintik
hitam
4.8.5 Jadwal Tindakan Perbaikan Kualitas Cacat Dominan
Dari hasil brainstorming diketahui penyebab cacat dan tindakan
yang harus dilakukan untuk perbaikan, maka untuk memudahkan
pengerjaan tindakan agar sesuai target perusahaan membuat timeline
yang disesuaikan dengan prioritas pengerjaan perbaikan untuk cacat
kotor dalam sebagai berikut :