62 VII. PEMBAHASAN
A. Aspek Umum (Membuat Usulan Perbaikan pada Sistem On The Job
Development pada Pelatihan GL’s Role)
Visi PT. TMMIN adalah untuk mencapai Jiritsuka 2012, yaitu kemandirian dalam produksinya pada tahun 2012. Karena selama ini PT. TMMIN masih bergantung pada Toyota Motor Corporation, namun dengan semakin banyaknya afiliasi di beberapa negara, TMC tidak akan mampu mendukung semua afiliasi, maka PT. TMMIN mempunyai visi untuk mencapai kemandirian pada produksinya. Untuk mencapai Jiritsuka, PT. TMMIN ingin memastikan untuk memperkuat prestasi di lantai produksinya hingga mencapai Jiritsuka level 4, sementara ini PT. TMMIN masih berada pada level 2. Level 1 berarti produksi tidak stabil karena tidak dapat mencapai target dengan kondisi normal, sedangkan level 2 berarti produksi sudah mulai stabil dalam kondisi normal, namun ketika keadaan mulai abnormal, produksi menjadi tidak stabil. Level 3 berarti produksi sudah dapat stabil bahkan dalam kondisi abnormal. Sedangkan kondisi 4 berarti produksi sudah stabil dalam kondisi abnormal dan dapat mengidentifikasi keadaan abnormal sehingga keadaan abnormal dapat dihindari. Kontribusi yang diberikan oleh departemen Toyota Training Center untuk mencapai level 4 tersebut adalah meningkatkan performance lantai produksinya dengan cara meningkatkan kemampuan pekerja dengan cara pelatihan.
Permasalahan jangka pendek yang menjadi target untuk diselesaikan dalam mencapai visi Toyota untuk tahun 2012 adalah produksi yang tidak stabil berdasarkan kedatangan anggota baru (operator baru). Karena menurut data yang ada, penurunan kualitas terjadi di lapangan justru ketika jumlah operator meningkat. Hal ini terjadi karena operator yang ada belum dilengkapi dengan on the job training. Parmasalahan jangka panjang yang berusaha untuk diselesaikan adalah perubahan struktur yang ada pada line yang membuat line head dan group head tidak mengerti peranannya untuk menjalankan line.
63
Sebelum tahun 2000, pimpinan tertinggi di line produksi adalah seorang section head. Setelah tahun 2000, pimpinan tertinggi di line berganti menjadi seorang line head. Namun perubahan struktur itu tidak diikuti dengan sistem pengembangan sumber daya manusia untuk memperkuat peranan pimpinan tersebut.
Pelatihan gl’s role adalah pelatihan yang ditujukan khususnya untuk line head agar mereka tahu, mengerti, menjalankan dan dapat melakukan perbaikan-perbaikan terkait perannya sebagai seorang line head. Situasi yang ideal bagi seorang line head adalah apabila line head sangat memahami standar kerja yang ada dan memahami kemampuan dasar (fundamental skill) anggota kelompok sendiri, dan dapat mengatur kelompok mereka dengan lancar melalui identifikasi abnormalitas berdasarkan observasi.
OJD adalah suatu cara untuk mengembangkan anggota-anggota dalam suatu tim agar dapat melewati pekerjaanya dengan mudah. Cara ini dilakukan setelah peserta menerima pelatihan dalam kelas dengan materi-materi untuk menunjang OJD ini. Pelatihan yang diberikan bertujuan agar peserta mengetahui ilmu, sedangkan OJD adalah alat untuk menerapkan ilmu tersebut langsung di lapangan, sehingga dalam masa yang akan lewat, peserta dapat dengan mudah melewati kesulitan-kesulitan yang ada karena sudah terbiasa untuk melakukan pemecahan masalah.
Tujuan dari OJD adalah untuk menciptakan tempat kerja yang nyaman dan aman untuk bekerja sehingga bawahan (subordinat) akan merasa nyaman sehingga dapat melakukan pekerjaannya dengan baik tanpa membuat produk cacat. OJD perlu dilakukan karena dianggap lebih efisien daripada hanya memberikan materi-materi yang biasa di dalam kelas (Off-JT).
Pada saat penulis melakukan magang di PT. Toyota Motor Manufacturing Indonesia, sudah ada 106 orang line head yang mengikuti pelatihan ini. 58 orang diantaranya adalah line head yang berasal dari divisi produksi, sedangkan 48 orang lainnya adalah line head yang berasal dari divisi non-produksi. Sebenarnya, pelatihan ini diutamakan untuk line head dari divisi produksi saja, karena
peran-64
peran yang berada dalam materi pelatihan ini lebih tepat untuk diaplikasikan di divisi produksi. Namun, peserta dari divisi non-produksi dipilih untuk menghindari terjadinya line stop karena orang untuk memulai produksi kurang dari jumlah yang diperlukan.
Dari 58 orang line head produksi yang telah mengikuti pelatihan, baru 12 orang yang telah menerapkan pelatihan ini di lapangan. OJD dimulai dengan mengobservasi keadaan di lapangan dan membandingkannya dengan keadaan standar, setelah terlihat perbedaan dari keadaan sebenarnya dengan keadaan standar, line head membuat daftar prioritas perbaikan yang akan dikerjakan. Setelah itu, line head diharapkan membuat proposal perbaikan agar diketahui oleh atasannya (superior) untuk diberikan dukungan. Proposal perbaikan tersebut dilengkapi dengan rencana aktivitas untuk menjalankan perbaikan tersebut. Setelah semua kegiatan perbaikan dan observasi setelah perbaikan dilakukan, diharapkan line head membuat laporannya. Laporan hasil kegiatan diperlukan untuk menjadi standar apabila terjadi hal yang sama, maka langkah untuk penyelesaiannya sudah menjadi standar.
12 orang yang telah menerapkan peran mereka di lapangan hingga pembuatan laporan adalah para line head yang berasal dari FMDS model line. FMDS adalah Floor Management Development System, yaitu suatu salah satu sistem yang digunakan untuk mencapai Jiritsuka (kemandirian). Pelatihan peranan line head merupakan dasar dari aktivitas FMDS ini. Aktivitas ini melibatkan enam line yang dianggap siap dan dijadikan model agar setelahnya dapat menjadi standar bagi line lainnya. Shop yang terlibat adalah welding, toso painting, assembly, quality inspection, engine dan stamping.
Ada tiga hal yang diperhatikan dalam FMDS, disebut three moving items, yaitu tiga hal yang terus bergerak. Tiga hal tersebut adalah benda-benda fisik, manusia, dan manajemen informasi. Dikatakan terus bergerak karena tiga hal tersebut sangat mudah berubah tergantung manusia yang menjalankannya. 4S adalah yang menjadi fokus dalam benda fisik, standar kerja adalah yang mudah berubah dari asspek manusia, sedangkan papan manajemen line head diangap hal yang mudah berubah dari manajemen informasi. Tiga hal tersebut merupakan
hal-65
hal yang harus dijaga oleh seorang line head agar tidak mudah berubah sehingga tidak menimbulkan abnormalitas.
Salah satu aktivitas dari FMDS adalah penilaian shop floor berdasarkan tiga hal yang bergerak tersebut. Penilaian dilakukan tiga kali, yang pertama ketika rangkaian kegiatan FMDS ini baru dimulai, untuk menilai berapa nilai shop floor sebelum mengikuti kegiatan ini. Penilaian kedua adalah penilaian oleh orang-orang yang terlibat dalam shop floor tersebut (self assessment). Penilaian ketiga dilakukan pada saat kegiatan ini hampir berakhir, untuk mengetahui berapa peningkatan yang terjadi selama kegiatan berlangsung. Kegiatan FMDS dilakukan selama satu tahun, dari tahun 2009 hingga tahun 2010. Setelah kegiatan ini selesai, diharapkan para model line membantu line lainnya dengan ilmu dan pengalaman yang telah didapat selama kegiatan ini berlangsung.
Dari tiga kali penilaian yang dilakukan, line dengan nilai terendah adalah pada assembly shop. Maka untuk aplikasi sistem OJD, penulis menjadikan assembly shop sebagai prioritas. Line head pada shop ini ada 16 orang dan baru dua orang yang mengimplementasikan OJD pada gl’s role dari pengambilan tema hingga pembuatan laporan.
Untuk implementasi OJD ini, dipilih dua orang dari shift merah, satu orang dari line Trimming 2, dan satu orang lagi dari line Chassis. Keduanya memilih tema persiapan sebelum produksi dimulai. Namun, line head dari Chassis memilih untuk persiapan manusia, dengan membuat lembar pemeriksaan kesehatan satu lembar untuk satu orang untuk diisi selama satu bulan. Dengan adanya lembar ini, pemeriksaan kesehatan operator akan lebih mudah karena lebih detail. Contoh lembar pemeriksaan kesehatan dapat dilihat pada Lampiran 10.
Sedangkan, line head dari Trimming 2 memilih pesriapan material untuk menjadi prioritas. Hal ini dikarenakan line tersebut pernah terjadi stop karena alat yang dibutuhkan tidak ada. Maka tema yang dipilih adalah untuk persiapan peralatan sebelum produksi dimulai. Laporan dari tema yang diambil ini dapat dilihat di Lampiran 11. Kedua implementasi tersebut dilakukan untuk pada line head yang sudah pernah diikutsertakan pada pelatihan, namun belum melakukan
66
implementasi OJD. Diharapkan setelah ini, kedua line head tersebut akan melakukan implementasi pada line lainnya.
Analisa untuk mencari akar penyebab dari permasalahan tidak adanya line head yang mengimplementasikan pelatihan yang telah mereka dapatkan di lapangan adalah karena line head tidak mengerti metode dalam menjalankan OJD tersebut. Penyebab lainnya adalah karena atasan dari line head tersebut tidak terlibat dalam implementasi OJD para line head.
Penaggulangan untuk akar penyebab tersebut adalah diadakannya program penjelasan metode OJD dan diadakannya pelatihan gl’s role yang diberikan pada tingkat section head hingga department head. Pelatihan gl’s role yang diberikan pada atasan dimaksudkan agar atasan dapat tahu dan mengerti peranan yang ada dan memberikan penugasan yang sesuai dengan peran yang ada. Sedangkan sistem OJD yang akan diterapkan pada line head yang belum diikutsertakan pada pelatihan ini, dapat dilihat dalam Lampiran 12.
B. Aspek Khusus (Analisis Time and Motion Study dengan Menggunakan
Toyota Production System)
Salah satu pelatihan di PT. Toyota Motor Manufacturing Indonesia adalah pelatihan mengenai Toyota Production System. Pelatihan Toyota Production System adalah pelatihan yang bertujuan untuk menghasilkan kendaraan dengan kualitas yang lebih baik, lebih murah, lebih tepat waktu, kepada lebih banyak orang. Lebih murah karena mengusahakan untuk mengurangi biaya produksi ditempuh perusahaan melalui penghilangan muda secara menyeluruh.
Salah satu alat kontrol dalam Toyota Production System untuk mengontrol adanya muda adalah standar kerja. Ada 3 komponen utama dalam standar kerja, yaitu takt time, urutan kerja dan jumlah stok standar dalam proses. Pengendalian muda mutlak diperlukan. Pengendalian tersebut dapat dilakukan secara teknis maupun administratif. Pengendalian secara teknis meliputi pengawasan oleh group head dan line head terhadap standar kerja. Sedangkan pengandalian secara
67
administratif fokus pada manajemen, misalnya perubahan grafik yamazumi untuk mendapatkan standar kerja yang baik dan tidak menimbulkan muda, mura, dan muri.
Analisis studi gerakan dan waktu dengan Menggunakan Toyota Production System dilakukan di assembly shop, pada line Trimming 1, proses persiapan booster, karena pada proses tersebut sering terjadi keterlambatan pekerjaan sehingga ada orang lain yang mem-back-up pekerjaan operator yang bekerja di proses tersebut. Tujuan dari analisis ini adalah untuk menemukan muda dan membuat saran perbaikan di proses tersebut.
Analisis ini dimulai dengan pengambilan video pada proses persiapan booster dan pemasangannya ke body mobil jenis Innova deluxe. Pengambilan video dimaksudkan untuk mengetahui waktu yang dibutuhkan untuk mengerjakan satu proses tersebut. Selain itu juga untuk mengetahui waktu yang dibutuhkan untuk mengerjakan elemen-elemen kerja. Seharusnya analisis ini dapat dilakukan di line langsung, tetapi dengan video bisa didapatkan waktu yang lebih tepat dan dapat dilihat dengan teliti untuk menemukan muda dalam pekerjaan tersebut. Video diambil 10 kali pada hari yang sama, kemudian dicatat elemen kerjanya. Setelah itu, dihitung waktunya dengan menggunakan stop watch.
Pada saat pengambilan video pertama, perusahaan memakai takt time 2,5 menit. Kemudian, pada saat pengambilan data kedua, perusahaan sudah mulai mengubah takt time menjadi 2,1 menit. Perubahan takt time dilakukan karena adanya peningkatan jumlah produksi. Maka setelah dilakukan penyesuaian pada elemen kerja, diberlakukanlah standar kerja yang baru dengan takt time 2,1 menit. Sehingga pengambilan video dan data waktu diulang sesuai dengan takt time yang berlaku pada saat itu. Takt time 2,1 menit berarti operator harus dapat melakukan proses dengan elemen kerja yang telah ditentukan selama 126 detik. Grafik yamazumi dari line ini dapat dilihat pada Lampiran 5.
Namun setelah dianalisis, ternyata waktu yang dibutuhkan untuk mengerjakan proses tersebut lebih dari 126 detik. Data hasil pengukuran waktu dapat dilihat di Lampiran 7. Setelah didapat data hasil pengukuran, dilakukan
68
analisis untuk mendapatkan nilai yang sering muncul, nilai terkecil dan nilai terendah untuk memperoleh angka ketidakteraturan dari setiap pekerjaan dalam setiap perhitungan. Setelah diperoleh waktu yang sering keluar, dibuat tabel standar kerja kombinasi untuk memberikan visualisasi dari data. Lalu, dicatat temuan muda dari pekerjaan operator yang sudah direkam. Dari temuan muda itu, dibuat saran perbaikan untuk mengurangi waktu yang melebihi dari takt time dan dibuat saran tabel standar kerja kombinasi yang baru, yang memungkinkan untuk menjadi tabel standar kerja kombinasi yang baru. Tabel standar kerja kombinasi dapat dilihat pada Lampiran 8. Sedangkan tabel standar kerja dapat dilihat pada Lampiran 9. Data nilai terendah, tertinggi, nilai yang sering keluar dan waktu usulan kaizen dapat dilihat pada Tabel 7.1. Daftar temuan muda dapat dilihat pada Tabel 7.2.
Tabel 7.1. Nilai Terkecil, Terbesar, Nilai yang Sering Keluar dan Nilai Usulan Perbaikan
Min Max Modus Usulan Kaizen
1 baca harigami 2 2 2 2
2 ambil tube hose to hose 3 16 9 5
3 jalan 2 4 2 2
4 Pasang tube hose to hose x dash panel 33 55 38 26
5 jalan 4 6 5 4
6 Ambil cylinder assy brake master 3 4 4 3
7 ambil gasket, brake booster bracket 1 2 1 1 8 pasang gasket, brake booster bracket 2 4 3 2 9 setting nut push rod cylinder assy brake master 8 16 10 8 10 ambil tube fr brake no 1 & way 2 7 3 3 11 pasang tube fr brake no 1 & way 25 33 28 26
12 ambil hose check valve 2 6 3 2
13 setting clip hose check valve to connector tube 5 10 7 5
14 ambil tube, clutch reservoir 3 7 3 2
15 pasang clip hose tube clutch reservoir 11 14 14 10 16 Ambil cylinder assy master L/reservoir 2 3 3 2 17 setting nut push rod cylinder assy master L/reservoir 10 13 12 10
18 Ambil gasket master cylinder 1 4 2 1
19 Pasang gasket master cylinder 2 6 3 2
20 jalan 3 8 5 4
21 setting master clutch x dash panel outdoor 2 3 3 2 22 setting cylinder assy brake master dash panel outdoor 6 12 10 9
23 jalan 4 4 4 4
174 135
Waktu (detik)
Total :
No Elemen kerja
Pada tabel tersebut, dapat dilihat bahwa terdapat ketidakteraturan dalam mengerjakan proses. Ketidak teraturan dalam pekerjaan mengambil tube hose to
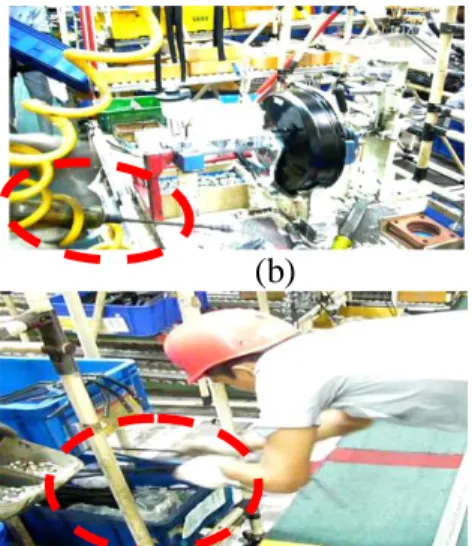
69 hose sebesar 13 detik, pada pekerjaan memasang tube hose to hose dan dash panel sebesar 22 detik, dan pada pekerjaan memasang tube fr brake no 1 dan memasang way sebesar 8 detik. Apabila ketidak keraturan itu dikurangi, dapat mengurangi waktu pengerjaan proses sebesar 43 detik. Ketidakteraturan tersebut terjadi karena operator melakukan muda dalam pekerjaannya. Muda yang dilakukan antara lain menjatuhkan part, mengambil part melebihi yang dibutuhkan, mengambil dan meletakan parelatan tidak di tempat yang sama, tidak membawa impact dan spidol sehingga harus kembali lagi untuk mengambil, dan terhalang paralatan lain ketika sedang bekerja. Pada Gambar 7.1 dapat dilihat contoh-contoh muda yang terjadi selama pengamatan. Daftar temuan muda keseluruhan dapat dilihat pada Tabel 7.2.
(a) (b)
(c) (d)
Gambar 7.1. Contoh-Contoh Muda yang Terjadi Selama Pengamatan (a) Spiral Air Hose Menghalangi Pekerjaan Operator; (b) Impact Tersangkut pada Spiral Air Hose
(c) Operator Mengambil Nut yang Terjatuh
(d) Operator sedang Mengambil Part yang Tersangkut dengan Part Lain
70
Tabel 7.2. Daftar temuan muda
No Elemen Kerja Masalah
1. Ambil tube hose to hose
Rak part terlalu bawah,
Mengambil nut lebih dari yang dibutuhkan sehingga harus mengembalikan lagi
2 Pasang tube hose to hose
Kadang-kadang spidol dan torque tidak terbawa sehingga harus kembali untuk mengambil
Mengambil dan mengembalikan impact tidak di tempat yang sama
Nut yang akan dipasang terjatuh, sehingga harus diambil kembali
3 Ambil gasket Gasket yang terambil lebih dari satu 4 Setting nut rush rod
cylinder assy brake master
5R peralatan belum baik, sehingga mengganggu pemasangan
5 Pasang way Spiral air hose menghalangi
Setelah membuat usulan kaizen, line head pada Trimming 1 yang berhak memutuskan apakah kaizen tersebut akan dilaksanakan atau tidak. Pada pengambilan data ketiga, waktu yang dibutuhkan oleh operator untuk melakukan pekerjaannya setelah terjadi perbaikan menurun, tetapi masih di atas takt time yang diberlakukan perusahaan. Data pengambilan waktu setelah kaizen dapat dilihat pada Tabel 7.3.
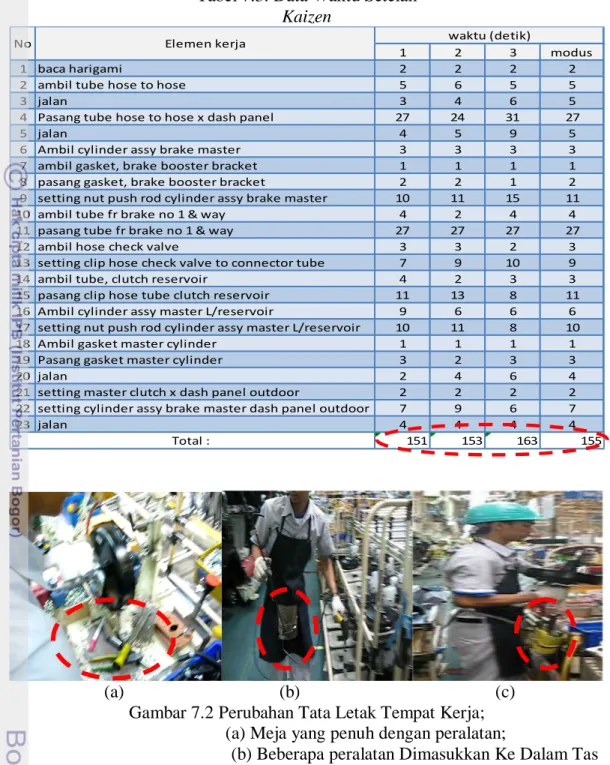
Dari data tersebut, dapat disimpulkan bahwa operator mengalami perbaikan waktu dalam mengerjakan prosesnya, namun perbaikan waktu tersebut masih nilainya masih di atas takt time. Maka, diharapkan akan ada kegiatan kaizen kembali dari pihak perusahaan agar delay dan relief work tidak terus menerus terjadi pada proses ini karena akan mengganggu pekerjaan lainnya. Beberapa perubahan tata letak ruang kerja yang dilakukan untuk perbaikan dapat dilihat di Gambar 7.2.
71
Tabel 7.3. Data Waktu Setelah Kaizen
1 2 3 modus
1 baca harigami 2 2 2 2
2 ambil tube hose to hose 5 6 5 5
3 jalan 3 4 6 5
4 Pasang tube hose to hose x dash panel 27 24 31 27
5 jalan 4 5 9 5
6 Ambil cylinder assy brake master 3 3 3 3
7 ambil gasket, brake booster bracket 1 1 1 1
8 pasang gasket, brake booster bracket 2 2 1 2
9 setting nut push rod cylinder assy brake master 10 11 15 11
10 ambil tube fr brake no 1 & way 4 2 4 4
11 pasang tube fr brake no 1 & way 27 27 27 27
12 ambil hose check valve 3 3 2 3
13 setting clip hose check valve to connector tube 7 9 10 9
14 ambil tube, clutch reservoir 4 2 3 3
15 pasang clip hose tube clutch reservoir 11 13 8 11
16 Ambil cylinder assy master L/reservoir 9 6 6 6
17 setting nut push rod cylinder assy master L/reservoir 10 11 8 10
18 Ambil gasket master cylinder 1 1 1 1
19 Pasang gasket master cylinder 3 2 3 3
20 jalan 2 4 6 4
21 setting master clutch x dash panel outdoor 2 2 2 2
22 setting cylinder assy brake master dash panel outdoor 7 9 6 7
23 jalan 4 4 4 4 151 153 163 155 Total : waktu (detik) No Elemen kerja (a) (b) (c)
Gambar 7.2 Perubahan Tata Letak Tempat Kerja; (a) Meja yang penuh dengan peralatan;
(b) Beberapa peralatan Dimasukkan Ke Dalam Tas Pinggang;