terpenting adalah kualitas produk yang merupakan elemen penting, supaya produk tetap diminati konsumen karena memiliki kualitas yang baik. PT JAMAFAC adalah sebuah pabrik yang berlokasi di Padalarang, Bandung, perusahaan ini memproduksi korek api. Perusahaan menginginkan agar jumlah cacat dapat dikendalikan untuk meminimasi jumlah cacat, karena adanya produk cacat ini menyebabkan kerugian bagi perusahaan. Selain itu, perlu dilakukan penghematan waktu, biaya, dan tenaga kerja yang digunakan. Oleh karena itu, penulis melakukan penelitian untuk dapat membantu permasalahan yang dihadapi, yaitu dengan penerapan alat yang digunakan dalam metode Six Sigma DMAIC.
Penelitian ini dilakukan dengan tujuan, yaitu mengetahui jenis cacat yang menjadi prioritas penanganan perbaikan, menganalisis faktor-faktor yang menyebabkan terjadinya cacat produk, serta memberikan usulan perbaikan untuk cacat yang terjadi. Alat yang digunakan untuk penelitian adalah stratifikasi untuk mengelompokkan cacat berdasarkan karakteristik keseriusan cacat, diagram pareto untuk mengetahui jenis-jenis cacat yang merupakan prioritas penanganan, peta
kendali X , s, np dan c untuk mengetahui apakah proses masih dalam batas
kendali, peta demerit untuk mengetahui cacat dengan karakteristik cacat masih dalam batas kendali, DPMO dan nilai sigma proses untuk mengetahui tingkat kemampuan kinerja perusahaan, Fault Tree Analysis (FTA) untuk mengetahui akar-akar penyebab cacat, dan Failure Mode and Effect Analysis (FMEA) untuk mengidentifikasi, serta mencegah terjadinya cacat yang potensial.
Data yang dibutuhkan untuk penelitian ini diperoleh dari perusahaan. Data cacat yang dikumpulkan adalah data cacat pada bulan Januari 2006 dengan CTQ yang terdiri dari cacat batang patah, batang tidak rapih, batang kasar, pentul retak, bentuk pentul tidak rapih dan lapisan tidak rapih.
Berdasarkan diagram pareto, jenis cacat yang menjadi prioritas penanganan perbaikan sebesar kumulatif 97%. Dari perhitungan DPMO dan nilai sigma proses diperoleh pada Pemeriksaan I-1 dengan DPMO sebesar 33.333 dan nilai sigma sebesar 3.38, Pemeriksaan I-4 dengan DPMO sebesar 25.000 dan nilai sigma sebesar 3.45, Pemeriksaan I-5 dengan DPMO sebesar 26.389 dan nilai sigma sebesar 3.46. Pada penggunaan peta kendali X dan σ dilakukan revisi dan juga menghasilkan kapabilitas proses yang belum mampu memenuhi spesifikasi, sedangkan hasil peta kendali np dan c, cacat masih berada dalam batas normal, tetapi perlu dilakukan pengendalian kualitas. Usulan yang diberikan untuk perusahaan adalah usulan berdasarkan FTA, perbaikan dan pengendalian kualitas dalam penerapan metode DMAIC yang berkesinambungan beserta pembentukan tim kerja dan agenda kerja yang harus dilakukan oleh masing-masing tim kerja.
viii
DAFTAR ISI
LEMBAR PENGESAHAN ……….. ii
PERNYATAAN HASIL KARYA PRIBADI ………... iii
KATA PENGANTAR DAN UCAPAN TERIMA KASIH... iv
ABSTRAK ... v
DAFTAR ISI ... vii
DAFTAR TABEL ... viv
DAFTAR GAMBAR ... xvi
DAFTAR LAMPIRAN ... xviii
BAB 1 PENDAHULUAN
1.7. Sistematika Penulisan ... 1 - 9
BAB 2 TINJAUAN PUSTAKA
2.1 Kualitas ... 2 – 1
2.1.1 Pengertian Kualitas ... 2 – 1
2.1.2 Pengendalian Kualitas ... 2 – 1
2.1.3 Tujuan dan Maksud Pengendalian Kualitas ... 2 – 1
2.1.4 Tahapan Pengendalian Kualitas ... 2 – 2
2.1.5 Faktor-faktor yang mempengaruhi Pengendalian Kualitas ... 2 – 3
2.1.6 Peralatan dalam Pengendalian Kualitas ... 2 – 4
2.1.7 Klarifikasi Karakteristik Kualitas dan Cacat ... 2 – 4
2.1.8 Aspek-aspek Kualitas ... 2 – 5
2.1.8.1 Kualitas terhadap Desain ... 2 – 5
2.1.8.2 Kualitas terhadap Kesesuaian ... 2 – 6
2.2.1 Pengertian Six Sigma ... 2 – 6
2.4.4.4 Penyebab timbulnya variasi dalam produksi ... 2 – 15
2.4.4.5 Jenis-jenis Peta Kendali ... 2 – 17
3.1.3 Mengidentifikasikan Masalah ………. 3 – 4
x
3.2. DEFINE ………... 3 – 5
3.2.1 Penetapan Perumusan Masalah ………3 – 5
3.2.2 Penetapan Tujuan Penelitian ………3 – 5
3.2.3 Data Umum Perusahaan ………3 – 5
3.2.4 Pengamatan Proses Produksi ………3 – 6
3.2.5 Identifikasi Jumlah Cacat yang terjadi ………..3 - 6
3.3. MEASURE ………. .3 – 6
3.3.1 Penentuan CTQ ………..3 – 6
3.3.2 Pembuatan Stratifikasi ……….3 – 8
3.3.3 Pembuatan Peta Kendali ……….3 – 9
3.3.5 Perhitungan DPMO dan Nilai Sigma Proses ………..3 – 11
3.3.6 Pembuatan Diagram Pareto ………3 – 11
3.4. ANALYZE ……….. 3 – 12
3.4.7 Pembuatan FTA dan Analisis FTA...3 – 14
3.4.8 Pembuatan FMEA dan Analisis FMEA ……… 3 – 14
3.5. IMPROVEMENT ……….3 – 14
3.5.1 Membuat Usulan berdasarkan FTA ………... 3 – 14
3.5.2 Membuat Usulan berdasarkan 5W-1H ………3 – 15
3.6. CONTROL ………..3 – 15
3.6.1 Membuat Rekomendasi untuk mengendalikan proses yang
berkesinambungan ………..3 – 15
4.1.4 Struktur Organisasi………..4 - 3
4.2. Uraian Tentang Produk………..4 – 12
4.2.1 Bahan Baku Pembuatan Korek Api ………... 4 – 12
4.2.2 Proses Produksi Korek Api ……… 4 - 14
4.3. Data Jenis Cacat dan Jumlah Cacat ... 4 - 21
4.4. Prosedur Pengendalian Kualitas Sekarang ... 4 - 33
BAB 5 PENGOLAHAN DATA DAN ANALISIS
xii
5.6 Perhitungan DPMO dan Nilai Sigma Proses ... 5 – 53
5.6.1 Perhitungan DPMO dan Nilai Sigma data Variabel ... 5 – 53
5.6.2 Perhitungan DPMO dan Nilai Sigma data Atribut ... 5 – 58
5.6.2.1 Perhitungan DPMO dan Nilai Sigma pada
Pemeriksaan I-1... 5 – 58
5.6.2.2 Perhitungan DPMO dan Nilai Sigma pada
Pemeriksaan I-4... 5 – 61
5.6.2.3 Perhitungan DPMO dan Nilai Sigma pada
Pemeriksaan I-5... 5 – 63
5.6.2.4 Perhitungan DPMO dan Nilai Sigma pada
5.7.2.9 Analisis Peta Kendali c Batang Kasar ... 5 – 73
5.7.2.10 Analisis Peta Kendali c Pentul Retak ... 5 – 73
5.7.2.11 Analisis Peta Kendali c Bentuk Pentul tidak rapih ... 5 – 74
5.7.2.12 Analisis Peta Kendali c Lapisan tidak rapih ... 5 – 74
5.7.3 Analisis Peta Demerit ... 5 – 74
5.7.3.1 Analisis Peta Demerit Pemeriksaan I-1 ... 5 – 75
5.7.3.2 Analisis Peta Demerit Pemeriksaan I-4 ... 5 – 75
5.7.3.3 Analisis Peta Demerit Pemeriksaan I-5 ... 5 – 76
5.7.4 Analisa DPMO dan Nilai Sigma ... 5 – 76
5.7.5 FTA ... 5 – 78
5.7.5.1 FTA Batang Patah ... 5 – 78
5.7.5.2 FTA Batang tidak rapih ... 5 – 80
5.7.5.3 FTA Batang Kasar ... 5 – 82
5.7.5.4 FTA Pentul Retak ... 5 – 84
5.7.5.5 FTA Bentuk Pentul tidak rapih ... 5 – 86
5.7.5.6 FTA Lapisan tidak rapih ... 5 – 88
5.7.6 FMEA ... 5 – 90
5.8 IMPROVE ... 5 – 112
5.8.1 Usulan berdasarkan FTA ... 5 – 112
5.8.1.1 Usulan Jenis Cacat Batang Patah ... 5 – 112
5.8.1.2 Usulan Jenis Cacat Batang tidak rapih ... 5 – 113
5.8.1.3 Usulan Jenis Cacat Batang Kasar ... 5 – 114
5.8.1.4 Usulan Jenis Cacat Pentul Retak ... 5 – 114
5.8.1.5 Usulan Jenis Cacat Bentuk Pentul tidak rapih ... 5 – 115
5.8.1.6 Usulan Jenis Cacat Lapisan tidak rapih ... 5 – 116
5.8.2 Usulan Pengendalian Kualitas ... 5 – 117
5.8.3 Usulan Perbaikan Kualitas ... 5 – 119
5.8.4 Rencana Tindakan berdasarkan 5W-1H ... 5 – 124
xiv
BAB 6 KESIMPULAN DAN SARAN
6.1 Kesimpulan ... 6 - 1
6.2 Saran ... 6 - 2
DAFTAR PUSTAKA
LAMPIRAN
KOMENTAR DOSEN PENGUJI
1.1 Data Jumlah Cacat pada Pemeriksaan I-1 1 – 3
1.2 Data Jumlah Cacat pada Pemeriksaan I-2 1 – 4
1.3 Data Jumlah Cacat pada Pemeriksaan I-3 1 – 4
1.4 Data Jumlah Cacat pada Pemeriksaan I-4 1 – 5
1.5 Data Jumlah Cacat pada Pemeriksaan I -5 1 – 6
1.6 Data Produk Cacat Pemeriksaan I-5 1 – 7
2.1 Tabel Konversi Sigma Sederhana 2 - 10
4.1 Data Waktu Kerja Perusahaan 4 - 2
4.2 Data Jenis dan Jumlah Cacat Pemeriksaan I-1 4 –24
4.3 Data Jenis dan Jumlah Cacat Pemeriksaan I-4 4 – 26
4.4 Data Jenis dan Jumlah Cacat Pemeriksaan I-5 4 – 29
4.5 Data Produk Cacat 4 – 31
5.1 Stratifikasi Cacat 5 – 1
5.2 Tabel Diagram Pareto Pemeriksaan I-1 5 – 4
5.3 Tabel Diagram Pareto Pemeriksaan I-4 5 – 5
5.4 Tabel Diagram Pareto Pemeriksaan I-5 5 - 6
5.5 Tabel Pembuatan Peta Kendali X dan σ 5 – 8
5.6 Pembuatan Revisi Peta X 5 – 13
5.7 Pembuatan Revisi Peta σ 5 – 16
5.8 Pembuatan Peta np 5 – 21
5.9 Tabel Peta Kendali c Batang Patah 5 – 23
5.10 Tabel Peta Kendali c Batang Tidak Rapih 5 - 26
5.11 Tabel Peta Kendali c Batang Kasar 5 – 28
5.12 Tabel Peta Kendali c Pentul Retak 5 – 30
5.13 Tabel Peta Kendali c Bentuk Pentul Tidak Rapih 5 – 32
5.14 Tabel Peta Kendali c Lapisan Tidak Rapih 5 - 34
xv
5.15 Data Total Jenis Karakteristik Cacat Pemeriksaan I-1 5 – 37
5.16 Rata-Rata Nilai Do Pemeriksaan I-1 5 – 38
5.17 Tabel Pembuatan Peta Demerit Pemeriksaan I-1 5 – 39
5.18 Data Total Jenis Karakteristik Cacat Pemeriksaan I-4 5 – 42
5.19 Rata-Rata Nilai Do Pemeriksaan I-4 5 – 44
5.20 Tabel Pembuatan Peta Demerit Pemeriksaan I-4 5 – 45
5.21 Data Total Jenis Karakteristik Cacat Pemeriksaan I-5 5 – 48
5.22 Rata-Rata Nilai Do Pemeriksaan I-5 5 – 49
5.23 Tabel Pembuatan Peta Demerit Pemeriksaan I-5 5 – 50
5.24 Perhitungan DPMO dan Nilai sigma data Variabel 5 – 53
5.25 Perhitungan DPMO dan Nilai sigma data Pemeriksaan I-1 5 – 58
5.26 Perhitungan DPMO dan Nilai sigma data Pemeriksaan I-4 5 – 61
5.27 Perhitungan DPMO dan Nilai sigma data Pemeriksaan I-5 5 – 63
5.28 Perhitungan DPMO dan Nilai sigma Produk Cacat 5 – 65
5.29 Tabel Analisa DPMO dan Nilai Sigma 5 – 76
5.30 Tabel FMEA 5 – 91
Gambar Judul Halaman
2.1 Penyebab Variasi Produk 2 – 17
2.2 Simbol FTA 2 – 25
2.3 FMEA Proses 2 – 28
2.4 Tabel FMEA 2 - 29
3.1 Sistematika Penelitian 3 - 1
4.1 Struktur Organisasi PT JAMAFAC, Padalarang 4 - 4
4.2 Peta Proses Operasi Pembuatan Korek Api 4 – 19
4.3 Ukuran Batang yang Salah 4 – 21
4.4 Batang Patah 4 – 22
4.5 Pentul Retak 4 – 23
4.6 Bentuk Pentul yang salah 4 – 23
4.7 Lapisan Sisi yang cacat 4 – 24
5.1 Diagram Pareto Pemeriksaan I-1 5 – 5
5.2 Diagram Pareto Pemeriksaan I-4 5 – 6
5.3 Grafik Peta X 5 – 11
5.4 Peta Kendali σ 5 – 12
5.5 Grafik Peta Kendali Revisi X 5 – 16
5.6 Grafik Revisi Peta σ 5 - 19
5.7 Peta Kendali np 5 – 23
5.8 Grafik Peta Kendali c Batang Patah 5 – 25
5.9 Grafik Peta Kendali c Batang Tidak Rapih 5 – 27
5.10 Grafik Peta Kendali c Batang Kasar 5 – 30
5.11 Grafik Peta Kendali c Pentul Retak 5 – 32
5.12 Grafik Peta Kendali c Bentuk Pentul Tidak Rapih 5 – 34
xvii
5.13 Grafik Peta Kendali c Lapisan Tidak Rapih 5 – 36
5.14 Diagram Peta Demerit Pemeriksaan I-1 5 – 42
5.15 Diagram Peta Demerit Pemeriksaan I-4 5 – 48
5.16 Diagram Peta Demerit Pemeriksaan I-5 5 – 52
5.17 FTA Batang Patah 5 – 78
5.18 FTA Batang tidak rapih 5 – 80
5.19 FTA Batang Kasar 5 – 82
5.20 FTA Pentul Retak 5 – 84
5.21 FTA Bentuk Pentul tidak rapih 5 – 86
Lampiran 1 Tabel FMEA dan Tabel B L1.1
L1.1 Definisi FMEA Dampak Kegagalan (Severity) L1.2
L1.2 Definisi FMEA Kemungkinan Kegagalan (Occurence) L1.3
L1.3 Definisi FMEA Kemudahan Mendeteksi (Detectability) L1.4
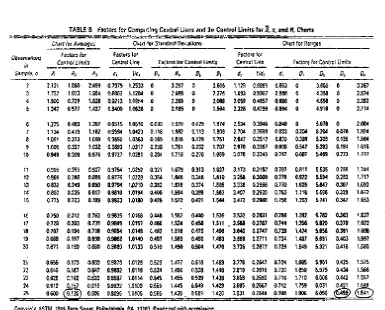
L1.4 Tabel B L1.5
Lampiran 2 Data Cacat Tahun 2005 L2.1
L2.1 Data Cacat Pemeriksaan I-1 Bulan Oktober 2005 L2.2
L2.2 Data Cacat Pemeriksaan I-1 Bulan November 2005 L2.3
L2.3 Data Cacat Pemeriksaan I-1 Bulan Desember 2005 L2.4
L2.4 Data Cacat Pemeriksaan I-2 Bulan Oktober 2005 L2.5
L2.5 Data Cacat Pemeriksaan I-2 Bulan November 2005 L2.6
L2.6 Data Cacat Pemeriksaan I-2 Bulan Desember 2005 L2.7
L2.7 Data Cacat Pemeriksaan I-3 Bulan Oktober 2005 L2.8
L2.8 Data Cacat Pemeriksaan I-3 Bulan November 2005 L2.9
L2.9 Data Cacat Pemeriksaan I-3 Bulan Desember 2005 L2.10
L2.10 Data Cacat Pemeriksaan I-4 Bulan Oktober 2005 L2.11
L2.11 Data Cacat Pemeriksaan I-4 Bulan November 2005 L2.12
L2.12 Data Cacat Pemeriksaan I-4 Bulan Desember 2005 L2.13
L2.13 Data Cacat Pemeriksaan I-5 Bulan Oktober 2005 L2.14
L2.14 Data Cacat Pemeriksaan I-5 Bulan November 2005 L2.15
L2.15 Data Cacat Pemeriksaan I-5 Bulan Desember 2005 L2.16
Lampiran 3 Data Hasil Pengukuran L3.1
Lampiran 4 Gambar Mesin L4.1
L3.1 Data Pengukuran Batang Korek L4.2
L4.1 Match Dipping Machine L4.3
xix
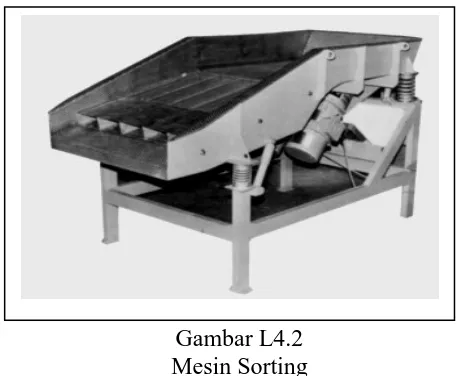
L4.2 Mesin Sorting L4.4
Lampiran 1 L1 - 2
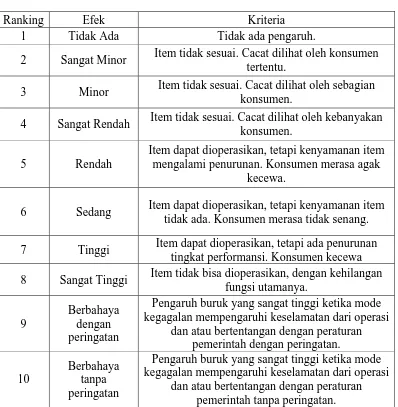
Tabel L1.1
Definisi FMEA Dampak Kegagalan (Severity)
Ranking Efek Kriteria
1 Tidak Ada Tidak ada pengaruh.
2 Sangat Minor Item tidak sesuai. Cacat dilihat oleh konsumen
tertentu.
3 Minor Item tidak sesuai. Cacat dilihat oleh sebagian
konsumen.
4 Sangat Rendah Item tidak sesuai. Cacat dilihat oleh kebanyakan
konsumen.
5 Rendah
Item dapat dioperasikan, tetapi kenyamanan item mengalami penurunan. Konsumen merasa agak
kecewa.
6 Sedang Item dapat dioperasikan, tetapi kenyamanan item
tidak ada. Konsumen merasa tidak senang.
7 Tinggi Item dapat dioperasikan, tetapi ada penurunan
tingkat performansi. Konsumen kecewa
8 Sangat Tinggi Item tidak bisa dioperasikan, dengan kehilangan
fungsi utamanya.
9
Berbahaya dengan peringatan
Pengaruh buruk yang sangat tinggi ketika mode kegagalan mempengaruhi keselamatan dari operasi
dan atau bertentangan dengan peraturan pemerintah dengan peringatan.
10
Berbahaya tanpa peringatan
Pengaruh buruk yang sangat tinggi ketika mode kegagalan mempengaruhi keselamatan dari operasi
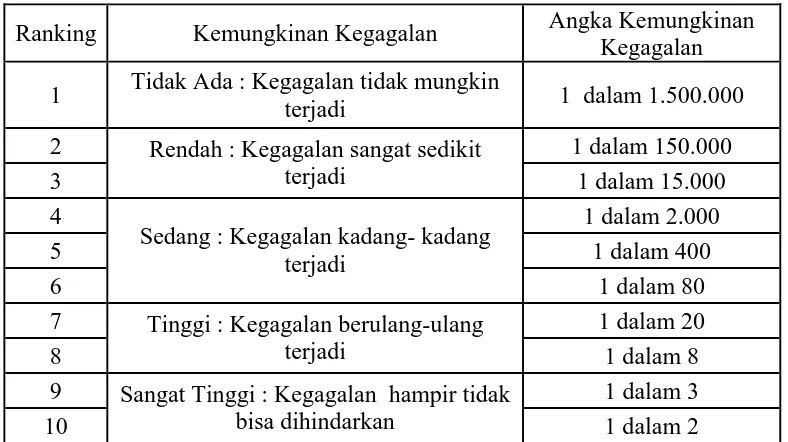
Tabel L1.2
Definisi FMEA Kemungkinan Kegagalan (Occurrence)
Ranking Kemungkinan Kegagalan Angka Kemungkinan
Kegagalan
1 Tidak Ada : Kegagalan tidak mungkin
terjadi 1 dalam 1.500.000
2 1 dalam 150.000
3
Rendah : Kegagalan sangat sedikit
terjadi 1 dalam 15.000
4 1 dalam 2.000
5 1 dalam 400
6
Sedang : Kegagalan kadang- kadang terjadi
1 dalam 80
7 1 dalam 20
8
Tinggi : Kegagalan berulang-ulang
terjadi 1 dalam 8
9 1 dalam 3
10
Sangat Tinggi : Kegagalan hampir tidak
Lampiran 1 L1 - 3
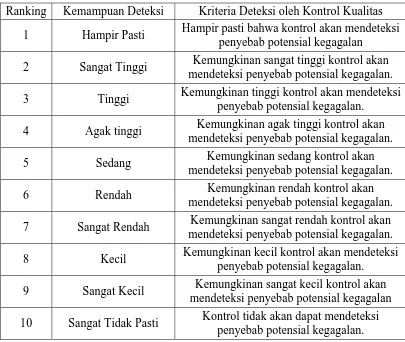
Tabel L1.3
Definisi FMEA Untuk Rating Detectability
Ranking Kemampuan Deteksi Kriteria Deteksi oleh Kontrol Kualitas
1 Hampir Pasti Hampir pasti bahwa kontrol akan mendeteksi
penyebab potensial kegagalan
2 Sangat Tinggi Kemungkinan sangat tinggi kontrol akan
mendeteksi penyebab potensial kegagalan.
3 Tinggi Kemungkinan tinggi kontrol akan mendeteksi
penyebab potensial kegagalan.
4 Agak tinggi Kemungkinan agak tinggi kontrol akan
mendeteksi penyebab potensial kegagalan.
5 Sedang Kemungkinan sedang kontrol akan
mendeteksi penyebab potensial kegagalan.
6 Rendah Kemungkinan rendah kontrol akan
mendeteksi penyebab potensial kegagalan.
7 Sangat Rendah Kemungkinan sangat rendah kontrol akan
mendeteksi penyebab potensial kegagalan.
8 Kecil Kemungkinan kecil kontrol akan mendeteksi
penyebab potensial kegagalan.
9 Sangat Kecil Kemungkinan sangat kecil kontrol akan
mendeteksi penyebab potensial kegagalan
10 Sangat Tidak Pasti Kontrol tidak akan dapat mendeteksi
penyebab potensial kegagalan.
Tabel L1.4 Tabel B
Lampiran 2 L2 - 1
Lampiran 2.1
Data Cacat Pemeriksaan I-1 Bulan Oktober 2005
Cacat
Lampiran 2 L2 - 3
Lampiran 2.2
Data Cacat Pemeriksaan I-1 Bulan November 2005
Cacat Yg Diperiksa
Lampiran 2.3
Data Cacat Pemeriksaan I-1 Bulan Desember 2005
Cacat Yg Diperiksa
Lampiran 2 L2 - 5
Lampiran 2.4
Data Pemeriksaan I-2 Bulan Oktober 2005
Lampiran 2.5
Data Pemeriksaan I-2 Bulan November 2005
Lampiran 2 L2 - 7
Lampiran 2.6
Data Pemeriksaan I-2 Bulan Desember 2005
Lampiran 2.7
Data Pemeriksaan I-3 Bulan Oktober 2005
Tanggal Cacat Yg Diperiksa
Lampiran 2 L2 - 9
Lampiran 2.8
Data Pemeriksaan I-3 Bulan November 2005
Cacat
Lampiran 2.9
Data Pemeriksaan I-3 Bulan Desember 2005
Cacat
Lampiran 2 L2 - 11
Lampiran 2.10
Data Pemeriksaan I-4 Bulan Oktober 2005
Cacat Yg Diperiksa
Lampiran 2.11
Data Pemeriksaan I-4 Bulan November 2005
Cacat Yg Diperiksa
Lampiran 2 L2 - 13
Lampiran 2.12
Data Pemeriksaan I-4 Bulan Desember 2005
Cacat Yg Diperiksa
Lampiran 2.13
Data Pemeriksaan I-5 Bulan Oktober 2005
Cacat
Lampiran 2 L2 - 15
Lampiran 2.14
Data Pemeriksaan I-5 Bulan November 2005
Cacat Yg Diperiksa
Lampiran 2.15
Data Pemeriksaan I-5 Bulan Desember 2005
Cacat Yg Diperiksa
Lampiran 3 L3 - 1
LAMPIRAN 3
Lampiran 4 L4 - 2
Gambar L4.1
Match Dipping Machine
Keterangan:
Mesin ini digunakan untuk memberikan pentul pada splint (batang) yang dapat
dijalankan secara otomatis. Yang selanjutnya dapat digabungkan dengan filling
machine (pengisian batang korek) secara semi automatic.
Gambar L4.2 Mesin Sorting
Keterangan:
Mesin Sorting yaitu mesin yang digunakan untuk menyeleksi batang korek yang
tidak memenuhi syarat karena patah, penyeleksian dilakukan langsung dari hasil
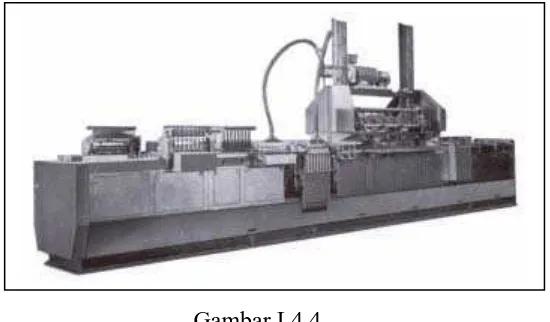
Gambar L4.4 Mesin otomatis filling
Keterangan:
Mesin otomatis ini dapat mengisikan batang-batang korek api ke dalam box secara
Bab 1 Pendahuluan
BAB 1
PENDAHULUAN
1.1 Latar Belakang Masalah
Kualitas produk yang baik dapat menjadi salah satu daya tarik bagi
konsumen untuk membeli suatu produk tersebut. Karena itu, kualitas produk harus
selalu dijaga oleh perusahaan agar produknya bisa tetap diminati konsumen,
dimana kualitas adalah salah satu yang menjadi kunci utama sukses suatu
perusahaan untuk mempromosikan produknya ke pasaran. Selain itu pula, kualitas
menjadi daya saing yang cukup ketat antar tiap perusahaan. Hal ini terlihat dari
masyarakat yang semakin selektif ketika membeli produk.
Salah satu pencapaian kualitas adalah Six Sigma. Dimana Six Sigma
merupakan suatu usaha yang dilakukan perusahaan untuk meningkatkan
kepuasaan pelanggan, profitabilitas dan daya saing yang besar. (Pande, Peter S.
The Sigma Way). Six Sigma merupakan sistem yang fleksibel untuk mencapai dan
mempertahankan profit perusahaan, dimana dengan menggunakan Six Sigma
diharapkan dapat menghasilkan produk yang berkualitas tinggi dengan
mengurangi hal-hal yang menyebabkan defect, rework dan scrap.
PT JAMAFAC adalah perusahaan yang bergerak di bidang pembuatan
korek api yang memasarkan produknya ke seluruh wilayah di Indonesia. PT
JAMAFAC berlokasi di Padalarang, Bandung. Dimana jumlah produksi korek api
dalam sehari mencapai 5.000 bal/hari (1bal = 600 kotak korek api). Pengendalian
yang dilakukan perusahaan pada bagian proses produksi yaitu dengan
pengendalian cacat sebesar 97%.
Untuk meningkatkan kualitas, pihak perusahaan menginginkan adanya
pengendalian jumlah cacat untuk dapat mengurangi tingkat cacat produksi
menjadi 1%. Tetapi, karena belum ada tindakan lebih lanjut agar cacat-cacat
tersebut dapat dicegah dan dikurangi pada saat ini, dimana perusahaan belum
menerapkan suatu prosedur yang sistematis untuk mengendalikan kualitas produk,
maka cacat yang terjadi masih sulit diketahui dengan pasti penyebabnya.
menimbulkan banyak kerugian karena banyaknya bahan yang terbuang, seperti
kayu dan karton, sedangkan harga-harga tersebut terus meningkat, belum lagi
adanya persaingan yang semakin ketat menyebabkan perusahaan harus bertindak
cepat untuk mengatasi masalah jumlah cacat produksi, seperti upaya untuk
perbaikan dan pengendalian kualitas dengan meminimasi cacat, sehingga dapat
meningkatkan profit. Oleh karena itu, penulis mencoba untuk membantu masalah
perusahaan dalam upaya perbaikan kualitas untuk meminimasi cacat dengan
menerapkan alat yang digunakan untuk metode Six Sigma DMAIC.
1.2 Identifikasi Masalah
Fokus utama permasalahan di perusahaan adalah jumlah cacat yang
harus dapat dikendalikan, dengan tingginya jumlah cacat yang diperoleh.
Pengendalian yang dilakukan perusahaan pada bagian proses produksi adalah
pengendalian cacat dengan pemeriksaan tidak 100%.
Masalah yang terjadi dalam perusahaan adalah produk korek api
mempunyai persentase cacat yang besar sekitar 4% pada bulan Oktober –
Desember 2005, dari total produksi 125.000 bal/bulan (1 bal berisi 6 pak besar; 1
pak besar = 10 pak kecil; 1 pak berisi 10 kotak; 1 kotak berisi 50 pcs korek api)
yang dihasilkan. Penelitian ini difokuskan untuk mencari faktor-faktor penyebab
cacat, supaya produk cacat dapat dikendalikan, sehingga akhirnya dapat
diminimasi.
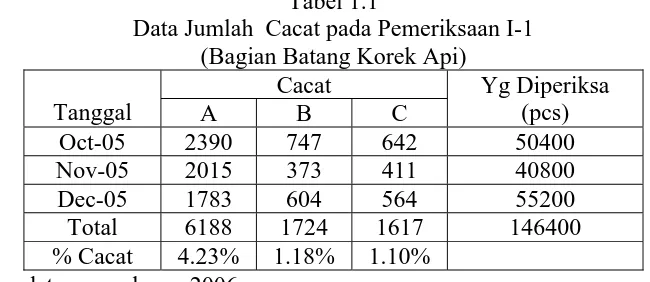
Di bawah ini (tabel 1.1) merupakan data mengenai cacat apa saja yang
terjadi di Pemeriksaan I-1 yang datanya diambil dari bulan Oktober – Desember
2005. Dimana cacat yang terjadi adalah batang patah, batang tidak rapih, dan
batang kasar. Jenis cacat yang banyak terjadi adalah batang patah, sebesar 4.23%.
Yang dimaksudkan batang patah adalah batang yang tidak memenuhi standar
batang yang baik karena batang terdapat patahan yang miring. Sedangkan yang
dimaksud dengan batang tidak rapih adalah serat-serat batang seperti serabut yang
terkadang kayunya belah bercabang. Bila batang kasar adalah bilamana batang
terlihat kasar, karena olesan parafin kurang. Cacat pada batang ini, baik batang
Bab 1 Pendahuluan 1-3
patah, batang tidak rapih dan batang kasar yang mengalami cacat, ketiganya tidak
dapat dirework, sehingga bila terjadi cacat lebih dari 4% pada waktu diperiksa
oleh bagian QC yang dilakukan setiap jam, maka korek api pada jam tersebut
akan dipisahkan untuk scrap, sehingga tidak menunggu sampai 1 shift untuk
mengoreksi produk yang cacat, tetapi dilakukan pemeriksaan pada setiap jam.
Bila terjadi banyak korek yang cacat, maka penjagaan kualitas akan lebih
diperketat. Cara pemeriksaan pada I-1 adalah pemeriksaan yang dilakukan
pengambilan sampel 100pcs/jam, dimana pemeriksaan dilakukan per piece dengan
pemeriksaan terhadap 3 jenis cacat. Bila dalam 1 piece terdapat 2 jenis cacat, yaitu
batang patah dan batang kasar, maka akan dihitung terjadi cacat batang patah 1
dan batang kasar 1. Jumlah total staff QC yang memeriksa di bagian Batang
Korek ada 2 orang, yang dibagi per shift.
Tabel 1.1
Data Jumlah Cacat pada Pemeriksaan I-1 (Bagian Batang Korek Api)
Di bawah ini (tabel 1.2) merupakan data mengenai cacat apa saja yang
terjadi di Pemeriksaan I-2 yang datanya diambil dari bulan Oktober – Desember
2005. Dalam penelitian ini, inner box sudah dianggap baik, dan pembuatannya di
tempat lain. Cacat pada inner box tidak dimasukkan dalam penelitian ini, jadi data
tabel di bawah ini hanya sebagai informasi untuk mengetahui seberapa besar
jumlah cacat pada inner box.
Keterangan: D = Inner Penyok; E = Lem Inner tidak rata
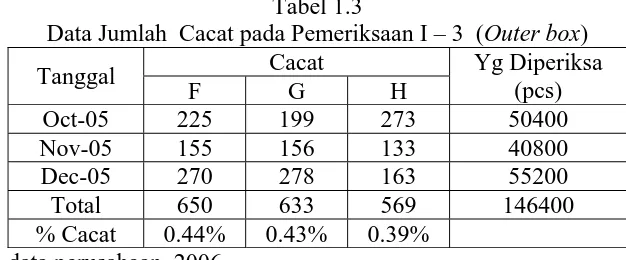
Di bawah ini (tabel 1.3) merupakan data mengenai cacat apa saja yang
terjadi di Pemeriksaan I-3 yang datanya diambil dari bulan Oktober – Desember
2005. Dalam penelitian ini, outer box sudah dianggap baik, dan pembuatannya di
tempat lain. Cacat pada outer box juga tidak dimasukkan dalam penelitian ini, jadi
data tabel di bawah ini hanya sebagai informasi untuk mengetahui seberapa besar
jumlah cacat pada outer box.
Tabel 1.3
Data Jumlah Cacat pada Pemeriksaan I – 3 (Outer box) Cacat
F = Outer Penyok; G = Lem Outer tidak rata; H = Gambar Print Outer tidak rata
Di bawah ini (tabel 1.4) merupakan data mengenai cacat apa saja yang
terjadi di Pemeriksaan I-4 yang datanya diambil dari bulan Oktober – Desember
Bab 1 Pendahuluan 1-5
2005, dimana cacat yang terjadi adalah pentul retak dan bentuk pentul tidak rapih.
Jenis cacat yang banyak terjadi adalah pentul rapuh sebesar 2.54%.
Yang dimaksud dengan pentul retak adalah pentul tidak terbentuk
sempurna karena terdapat cacat seperti keretakan pentul dan pentul belah.
Sedangkan yang dimaksudkan dengan bentuk pentul tidak rapih adalah cacat
dimana bentuk pentul tidak lonjong bulat, tetapi bentuknya agak tidak beraturan.
Cacat pada pentul ini, baik pentul belah maupun bentuk pentul yang tidak
beraturan, keduanya tidak dapat dirework sehingga bila terjadi cacat lebih dari 4%
pada waktu diperiksa oleh bagian QC yang dilakukan setiap jam, maka korek api
pada jam tersebut akan dipisahkan dan dimasukkan menjadi barang sisa, sehingga
tidak menunggu dulu sampai 1 shift untuk mengkoreksi produk yang cacat, tetapi
dilakukan setiap jam. Bila terjadi banyak korek yang cacat maka penjagaan
kualitas akan lebih diperketat. Cara pemeriksaan pada I-4 adalah pemeriksaan
yang dilakukan pengambilan sampel 100pcs/jam, dimana pemeriksaan dilakukan
per piece dengan pemeriksaan terhadap 2 jenis cacat. Bila dalam 1 piece terdapat
2 jenis cacat, yaitu pentul retak dan bentuk pentul tidak rapih, maka akan dihitung
terjadi cacat pentul retak 1 dan bentuk pentul tidak rapih 1. Jumlah total staff QC
yang memeriksa di bagian Pembuatan Pentul ada 2 orang per shift.
Tabel 1.4
Data Jumlah Cacat pada Pemeriksaan I – 4 (Pembuatan Pentul & Pengemasan)
I = Pentul Retak; J = Bentuk Pentul tidak rapih
terjadi di Pemeriksaan I-5 yang datanya diambil dari bulan Oktober – Desember
2005, dimana cacat yang terjadi adalah lapisan tidak rapih, atau biasa disebut
bagian side coating.
Yang dimaksud lapisan tidak rapih adalah cacat di bagian sisi-sisi kotak,
dimana pada bagian sisi (fospor) terdapat bercak-bercak putih, cacat pada bagian
side coating ini,yang disebabkan oleh pemberian obat fospor yang kurang
sempurna. Bila cacat lebih dari 4% pada waktu diperiksa oleh bagian QC yang
dilakukan setiap jam, maka dapat dirework atau dilakukan pengerjaan ulang, yang
dilakukan dengan mengumpulkan dahulu berapa kotak yang akan dirework, lalu
dikumpulkan per shift untuk memudahkan dan menghemat waktu pengerjaan.
Jumlah total staff QC yang memeriksa di bagian Batang Korek ada 2 orang per
shift.
Di bawah ini (tabel 1.5) merupakan data mengenai produk cacat yang
terjadi di Pemeriksaan I-5 yang datanya diambil dari bulan Oktober – Desember
2005, dimana dapat diketahui jumlah produk cacat yang terjadi sehingga dapat
dikendalikan agar kualitas produk terhadap cacat dapat ditingkatkan. Cara
pemeriksaan produk cacat adalah dengan pemeriksaan 1200pcs/jam kotak korek
api oleh 6 orang QC. Produk dikatakan cacat bila jumlah batang korek dalam 1
Bab 1 Pendahuluan 1-7
kotak (50pcs) terdapat cacat kritis lebih dari 6% (3 pcs) dari jumlah total batang
korek atau terdapat cacat mayor lebih dari 10% (5 pcs) dan cacat minor lebih dari
50% (25 pcs).
Tabel 1.6
Data Produk Cacat Pemeriksaan I – 5 (Pemeriksaan Akhir)
Sumber Data: PT JAMAFAC, 2006
1.3 Pembatasan Masalah dan Asumsi
Permasalahan yang ada dalam perusahaan korek api sangatlah kompleks.
Mengingat adanya keterbatasan waktu, biaya dan tenaga maka yang diteliti
terbatas pada jenis karakateristik cacat, oleh karena itu penulis memberikan
pembatasan masalah sebagai berikut:
1. Penelitian penerapan metode Six Sigma DMAIC difokuskan pada
Pemeriksaan I-1 (Bagian Batang Korek), Pemeriksaan I-4 (Pembuatan
pentul&Pengemasan) dan Pemeriksaan I-5(Pemeriksaan Akhir).
2. Tidak membahas aspek perbaikan tata letak pabrik, dan biaya kerugian
akibat cacat.
Asumsi yang penulis berikan terhadap masalah yang dikaji adalah sebagai
berikut:
1. Keadaan Inner box dan Outer box dalam keadaan baik ketika diterima di
bagian produksi, karena sudah dilakukan pemeriksaan.
permintaan pesanan
1.4 Perumusan Masalah
Perumusan Masalah ini dibuat untuk membantu penelitian ini, mengenai
penggunaan metode yang akan diterapkan diperusahaan untuk menuju target yang
akan dicapai. Dalam penelitian ini, penulis membuat perumusan masalah sebagai
berikut:
1. Karakteristik cacat apa yang paling berpengaruh (perlu penanganan
prioritas cacat) pada kualitas produk?
2. Bagaimana nilai sigma perusahaan berdasarkan penelitian yang dilakukan?
3. Apakah hal-hal yang merupakan penyebab cacat pada korek api?
4. Bagaimana usulan yang tepat untuk memperbaiki kualitas korek api dan
meminimasi cacat yang terjadi?
1.5 Tujuan Penelitian
Tujuan penelitian yang dilakukan penulis, didasarkan pada perumusan
masalah yang telah ditetapkan. Adapun tujuan penelitian yang penulis lakukan
yaitu:
1. Untuk mengetahui karakteristik cacat yang paling berpengaruh terhadap
kualitas produk
2. Untuk mengetahui penyebab terjadinya produk cacat sehingga dapat
mengetahui cara penanggulangannya
3. Usulan perbaikan dengan metode DMAIC untuk dapat meminimasi jumlah
cacat.
4. Usulan pengendalian kualitas
Bab 1 Pendahuluan 1-9
1.6 Manfaat Penelitian
Manfaat penelitian bagi perusahaan adalah sebagai berikut:
• Pengendalian proses produksi perusahaan terhadap faktor-faktor yang
berpengaruh terhadap kualitas produk, dimana cacat hasil produksi dapat
dikendalikan dengan mengurangi jumlah cacat.
• Peningkatan keuntungan perusahaan dengan penghematan yang dapat
diperoleh
• Memberikan masukan mengenai perbaikan pengedalian kualitas dengan Six
Sigma DMAIC
Manfaat penelitian bagi penulis adalah sebagai berikut:
• Mengembangkan kemampuan penulis dalam menerapkan ilmu-ilmu yang
telah dipelajari selama waktu perkuliahan
• Mengembangkan pola pikir dengan mencoba menyelesaikan sebuah kasus
nyata yang terjadi di perusahaan sesuai dengan permasalahan yang dituju.
1.7 Sistematika Penulisan
Dalam pembuatan laporan tugas akhir mengenai pengendalian jumlah
cacat dalam produksi, agar penulisan lebih terarah maka penulis menguraikan
sistematika penulisan yang akan dipakai sebagai berikut:
BAB 1 : PENDAHULUAN
Bab ini berisi tentang latar belakang masalah, identifikasi masalah,
pembatasan masalah, perumusan masalah, maksud dan tujuan penelitian, serta
sistematika penulisan.
BAB 2 : TINJAUAN PUSTAKA
Bab ini berisi cakupan teori yang digunakan yaitu, pengertian kualitas,
pengendalian kualitas, tujuan dan maksud pengendalian kualitas, tahapan
pengendalian kualitas, faktor-faktor yang mempengaruhi pengendalian kualitas,
peralatan dalam pengendalian kualitas, klasifikasi karakteristik kualitas dan cacat,
aspek-aspek kualitas, pengertian Six Sigma, saran dalam meningkatkan kinerja Six
Sigma, proses pengukuran Six Sigma, model perbaikan Six Sigma DMAIC,
keuntungan penggunaan DMAIC, tahapan-tahapan DMAIC, alat pengolahan data,
FTA, FMEA, alasan penggunaan batas kendali sebesar 3σ, 8 langkah pemecahan
masalah.
BAB 3 : METODOLOGI PENELITIAN
Bab ini berisi susunan flowchart (diagram alir) langkah-langkah dalam
melakukan pengamatan dari awal sampai akhir penelitian.
BAB 4 : PENGUMPULAN DATA
Bab ini berisi mengenai data umum perusahaan dan data-data yang
dibutuhkan untuk pengolahan data, seperti data umum perusahaan, data proses
produksi, data jenis dan jumlah cacat, serta pengolahan data dengan metode
DMAIC.
BAB 5 : PENGOLAHAN DATA DAN ANALISIS
Bab ini berisi mengenai pengolahan data yang dilakukan oleh penulis
untuk memecahkan masalah yang ada dan juga berisi analyze, improve dan
control berdasarkan hasil pengolahan data yang telah dilakukan. BAB 6 : KESIMPULAN DAN SARAN
Bab ini berisi membuat kesimpulan dan saran dari penelitian yang
dilakukan tentang jenis cacat untuk meminimasinya.
Bab6 Kesimpulan dan Saran
BAB 6
KESIMPULAN DAN SARAN
6.1. Kesimpulan
Berdasarkan hasil pengumpulan dan pengolahan data di PT. JAMAFAC, maka
dapat ditarik beberapa kesimpulan berikut ini :
1. Karakteristik cacat yang paling berpengaruh berdasarkan FMEA, yang menjadi
prioritas penanganan perbaikan kualitas diurutkan dari nilai RPN terbesar
menuju terendah. Dimana yang perlu penanganan perbaikan terlebih dahulu
adalah cacat batang patah RPN sebesar 336, pentul retak RPN sebesar 280,
batang kasar RPN sebesar 196, bentuk pentul tidak rapih RPN sebesar 180,
batang tidak rapih RPN sebesar 175, dan lapisan tidak rapih RPN sebesar 175
2. Nilai kapabilitas perusahaan saat ini adalah berada pada level 3 Sigma dibagi
menjadi 3 bagian yaitu
¾ Hasil pengukuran dengan nilai sigma sebesar 2.14 dimana peluang
terjadinya cacat ukuran batang adalah 272492 dalam 1juta produk. Dilihat
dari nilai sigma yang ada data pengukuran harus diprioritaskan agar mesin
dapat memenuhi spesifikasi yang diinginkan.
¾ Hasil pengukuran produk cacat dengan nilai sigma sebesar 4.16 dimana,
peluang terjadinya produk cacat adalah 3980 dalam 1juta produk. Dilihat
dari nilai sigma sudah baik hanya perlu ditingkatkan.
¾ Hasil pengukuran banyaknya cacat dengan nilai sigma terbesar pada
Pemeriksaan 1-5 sebesar 3.46, dimana peluang terjadinya jenis cacat
adalah 26389 dalam 1 juta produk. Pada pemeriksaan I-4 sebesar 3.45,
dimana peluang jenis cacat yang terjadi 25000 dalam 1 juta produk. Pada
pemeriksaan I-1 sebesar 3.38, dimana peluang jenis cacat adalah 33333
dalam 1 juta produk. Dilihat dari nilai sigma sudah baik hanya perlu
ditingkatkan untuk pendekatan nilai Six Sigma.
3. Penyebab terjadinya cacat pada korek api adalah kurangnya pelatihan, pekerjaan
monoton, instruksi kerja kurang jelas, harga kayu murah, tegangan listrik tidak
stabil, tidak adanya sistem reward dan punishment yang jelas, penggunaan
sistem kontrak lahan, tidak adanya atap peneduh untuk penyimpanan bahan
baku kayu, ukuran ventilasi kecil, jumlah ventilasi kurang.
4. Usulan yang diberikan untuk memperbaiki kualitas produk korek api adalah
pembelian bahan baku secara selektif, menambah stabilizer untuk pengontrol
tegangan listrik tinggi, mengatur penyimpanan bahan baku kayu, perencanaan
pembelian bahan baku obat, pelaksanaan sistem reward dan punishment,
menjaga ruangan tidak lembap, pertemuan evaluasi kinerja, pelatihan kerja,
pertukaran operator ke bagian lain, meningkatkan pengawasan kepada operator,
jadwal perawatan mesin secara berkala, perbaikan jadwal penempatan QC,
perbaikan jadwal shift kerja operator, perbaikan jadwal pemberian pelumas
mesin, meningkatkan kesadaran menjaga kebersihan, pemberian tanda-tanda
peringatan, pemberian tanda keterangan, menyediakan keset pada tiap pintu
masuk area produksi, menyediakan tempat sampah yang memadai, dan
menambah alat pemadam kebakaran
6.2. Saran
Saran yang diberikan untuk perusahaan dalam perbaikan dan pengendalian kualitas:
1. Perusahaan dapat menerapkan metode DMAIC sebagai prosedur untuk
perbaikan dan pengendalian kualitas.
2. Menciptakan lingkungan kerja yang nyaman untuk operator.
3. Memberikan kesempatan bagi operator untuk bertanya dengan mengadakan
pertemuan, dimana operator dapat mendapatkan penjelasan dari atasan dengan
lebih baik dan tidak terburu-buru.
4. Meningkatkan pengawasan terhadap operator dalam bekerja.
Bab6 Kesimpulan dan Saran 6 - 3
5. Membuat daftar kegagalan yang berisi gambar beserta keterangannya, sehingga
memudahkan pekerjaan operator dan mengetahui tindakan apa yang perlu
dilakukan bila terjadi kegagalan tersebut.
6. Pemberian tanggung jawab terhadap setiap operator, sehingga operator
dilibatkan secara langsung untuk berperan serta di dalam perusahaan.
7. Melengkapi petunjuk kerja di bagian maintenance, bisa dengan menambahkan
gambar dan keterangannya.
8. Melakukan penelitian lebih lanjut preventive control dan monitoring control di
perusahaan.
9. Melakukan penelitian lebih lanjut mengenai perbaikan tata letak perusahaan.
10. Melakukan penelitian lebih lanjut mengenai analisis biaya produksi, kegagalan
dan biaya perbaikan sistem kerja.
11. Melakukan penelitian lebih lanjut mengenai perancangan sistem kerja yang
baik.
States of America, 1994.
2. Brue, Greg.; Six Sigma for Managers, McGraw – Hill, 2002.
3. Feigenbaum and Vallin, Armand.; Total Quality Control, Third Edition, Mc
Graw Hill Book, Inc., New York, 1986.
4. Gaspersz, Vincent.; Total Quality Management, PT. Gramedia Pustaka Utama,
Jakarta, 2001.
5. Gaspersz, Vincent.; Pedoman Implementasi Six Sigma terintegrasi dengan
ISO 9001:2000, MBNQA dan HACCP, PT. Gramedia Pustaka Utama, Jakarta,
2002.
6. Grant, Eugene L., Richard S. Leavenworth.; Pengendalian Mutu Statistik,
Penerbit Erlangga, Jakarta, 1994.
7. Ishikawa, Kaoru; Teknik Penuntun Pengendalian Mutu, terjemahan Ir. Nawolo
Widodo, PT. Mediyatama Sarana Perkasa, Jakarta, 1993.
8. Juran, J. M.; Merancang Mutu, PT. Pustaka Binaman Pressindo, Jakarta, 1995.
9. Miranda dan Widjaja Tunggal, Amin; Six Sigma : Gambaran Umum,
Penerapan Proses dan Metode-Metode Yang Digunakan Untuk Perbaikan,
Harvarindo, Jakarta, 2003.
10.Muis Rudiyanto.; Kumpulan Catatan Rekayasa Kualitas, Bandung, 2003
11.Nasution, M.N.; Manajemen Mutu Terpadu (Total Quality Management),
Ghalia Indonesia, Jakarta, 2001.
12.Pande, Peter S., Robert P. Neuman dan Roland R. Cavanagh.; The Six Sigma
Way, Andi, Yogyakarta, 2002
13.Pzydek, Thomas.; The Six Sigma Handbook, Salemba Empat, Jakarta, 2002.
14.Pzydek, Thomas.; The Six Sigma Handbook Panduan Lengkap untuk Green
Belt, Black Belt & Managers pada Semua Tingkat, Salemba Empat, Jakarta,
2002.
KOMENTAR DOSEN PENGUJI
Nama Mahasiswa : Joanna Ekasari
NRP : 0223087
Judul Tugas Akhir : Analisis dan Usulan Perbaikan dan Pengendalian Kualitas
Produk Korek Api di PT. Jamafac, Padalarang dengan
Metode Six Sigma DMAIC
Komentar – Komentar Dosen Penguji :
¾ Perbaiki abstrak
¾ Periksa dan perbaiki tabel konversi 2.1
¾ Inspeksi I-5 tidak perlu Diagram Pareto
Nama : Joanna Ekasari
Alamat di Bandung : Muara Sari 3 no.57, Bandung - 40235
No. Telp Bandung : (022) 5228818
No. Handphone : 081802055383
Alamat email : lotte_cameo@yahoo.com
Pendidikan : SD Maria Bintang Laut, Bandung
SLTP Waringin, Bandung
SMUK 3 BPK Penabur, Bandung
Jurusan Teknik Industri Universitas Kristen Maranatha,
Bandung
Nilai Tugas Akhir : A