4 BAB II
LANDASAN TEORI
2.1 Pengertian Magnetic Separator
Magnetic separator merupakan operasi konentrasi atau pemisahan satu mineral atau lebih dengan mineral lainnya yang memanfaatkan perbedaan sifat kemagnetan dari mineral – mineral yang terdapat dalam biji akan memberikan respon terhadap medan magnet sesuai sifat kemagnetan yang dimilikinya. Mineral – mineral yang memiliki sifat kemagnetan tinggi akan merespon atau terpengaruh oleh medan magnet. Mineral – mineral ini akan tertarik oleh medan magnet dan di kelompokan sebagai mineral magnetic.
Sedangkan mineral – mineral yang tidak memiliki sifat kemagnetan, tidak akan merespon atau terpengaruh ketika dilewatkan pada medan magnet. Mineral – mineral ini tidak akan tertarik oleh medan magnet dan di kelompokan sebagai non-magnetic. Mineral – mineral yang masuk dalam kelompok mineral magnetic misalnya : magnetite, hematite, ilmenit, siderite, monazite. Sedangkan mineral – mineral non-magnetic misalnya : kuaesa, mika, corundum, gypsum, zircon, feldspar. Kemampuan mineral dalam merespon medan magnet disebut magnetic susceptibility. (Sumber : https://www.ardra.biz.)
2.2 Pengertian Mesin Magnetic Coolant Separator
Magnetic Coolant Separator adalah alat yang digunakan untuk memisahkan material kering maupun basah dengan menggunakan prinsip gaya magnet dan gaya gravitasi. Material dalam keadaan kering, diusahakan ukurannya tidak terlalu halus agar tidak menghambat proses kerja. Jika ukuran material terlalu halus, maka biasanya pemisahan dilakukan dengan cara basah agar debu yang dihasilkan menjadi berkurang. Syarat terjadinya pemisahan adalah adanya medan magnet yang ditimbulkan oleh magnet permanen atau elektromagnet.
2.3 Prinsip Kerja Mesin Magnetic Coolant Separator
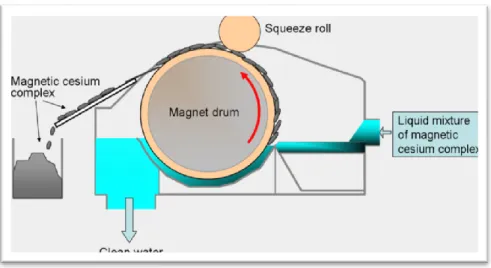
Magnetic coolant separator adalah alat yang digunakan untuk memisahkan material padat berdasarkan sifat kemagnetan suatu bahan. Alat ini terdiri dari
5 drum yang didalamnya terdapat magnet baik berupa magnet alami maupun magnet yang berada disekitar arus listrik. Alat pemisah cair pendingin dari gram ini memiliki prinsip kerja yaitu dengan melewatkan suatu cairan pendingin pada suatu bagian dari magnetic coolant separator yang diberi medan magnetik, maka padatan logam akan menempel (tertarik) pada medan magnetik oleh karena adanya garis – garis medan magnetik sehingga padatan logam akan terpisah dari cairan pendingin
Gambar 2.1 Magnetic Coolant Separator (Sumber : jnc-corp.co.jp.)
Menurut Ulman (2006), magnetik separator merupakan pemisahan secara fisik untuk partikel dengan perbedaan permeability dan susceptbility berdasarkan 3 cara, yaitu kekuatan tarikan magnet (tractive magnetic forces), gravitasi, friksi dan inertial. Feed ke magnetik separator terpecah menjadi dua atau lebih komponen . Jika separator digunakan untuk memproduksi magnet konsentrat dapat digunakan paramagnetik atau diamagnetik. Pemisahan menggunakan magnet bergantung pada besarnya daya magnet dari bahan yang akan dipisahkan. Efesiensi dari pemisahan menggunakan magnet dapat dilihat dengan adanya recovery dan tingkat magnetic concentrate.
2.3.1 Sifat Kemagnetan Suatu Bahan
Berdasarkan sifat kemagnetan bahan terhadap tarikan ataupun tolakan garis – garis medan magnetik, bahan digolongkan menjadi 3 golongan, yaitu :
6 1. Ferromagnetik
Merupakan bahan yang sangat kuat menarik garis-garis medan magnetik. Sebagai contoh, besi, nikel, kobalt, gadolinium dan baja. Sifat ferromagnetik timbul apabila bahan berupa fasa padat. Sedangkan sifat ferromagnetik akan hilang apabila bahan berupa fase cair maupun gas dan juga bahan berupa fasa padat yang memiliki suhu yang tinggi di atas suhu batasnya atau yang disebut suhu curie
.
Tabel 2.1 Suhu Curie beberapa bahan ferromagnetic
Bahan Suhu Curie (℃)
Besi 770℃ Kobalt 1131℃ Nikel 358℃ Gadolinium 16℃ (Sumber : www.scribd.com/doc) 2. Paramagnetik
Merupakan bahan yang sedikit menarik garis – garis medan magnetik. Sebagai contoh, alumunium, platina dan lain – lain.
3. Diamagnetik
Merupakan bahan yang sedikit menolak garis – garis medan magnetik. Sebagai contoh, tembaga, bismuth, emas, seng, dan lain – lain.
2.4 Pabrikasi
Pabrikasi adalah suatu rangkaian pekerjaan dari beberapa komponen material baik berupa plat, pipa ataupun baja profil dirangkai dan dibentuk setahap demi setahap berdasarkan item – item tertentu sampai menjadi suatu bentuk yang dapat dipasang menjadi sebuah rangkaian alat produksi maupun konstruksi.
Dalam proses pabrikasi banyak terpasang mesin - mesin yang berfungsi sebagai penunjang proses kelancaran pekerjaan.
7 2.5 Teknik Proses Pembuatan Rangka
Berikut adalah tahapan teknik – teknik pembuatan rangka mesin magnetic coolant separator
2.5.1 Persiapan Bahan
Kekuatan rangka harus kita perhatikan, kita harus membuat kerangka yang kuat dan tahan terhadap benturan. Bahan yang digunakan dalam pembuatan kerangka mesin magnetic coolant separator ini menggunakan baja siku 40 x 40 x 6000 medium carbon steel.
2.5.2 Proses Marking Baja Siku
Marking dalam proses pabrikasi adalah istilah yang dipakai untuk membuat sketsa (pola gambar) tiap section dari suatu produk yang akan dibuat oleh seorang fitter dalam lembaran plat atau material lainnya.
Gambar 2.2 Proses Marking Baja siku
Bisa berbentuk titik - titk atau garis-garis disesuaikan dengan bentuk produk yang akan dibuat berdasarkan drawing. Pemberian tanda biasanya dengan menggunakan penggores, penitik atau kapur.
2.5.3 Proses Cutting Baja Siku
Proses Cutting adalah proses pemotongan plat atau bahan lainnya sesuai pola yang terdapat pada plat, atau bahan lainnya sehingga di peroleh hasil potongan sesuai ukuran yang telah direncanakan.
8 Gambar 2.3 Mesin Gerinda Potong
Dalam pemotongan baja siku ini menggunakan mesin cutting well. Mesin cutting well adalah mesin potong yang menggunakan tenaga listrik untuk memutar cutting disk.
2.5.4 Proses Las Baja siku
Proses pengelasan merupakan teknik penyambungan besi dan logam yang biasa di lakukan dalam konstruksi kerangka maupun bangunan. Teknik mengelas yang baik memang perlu keahlian khusus dengan pengalaman yang baik dalam bidangnya.
Gambar 2.4 Mesin Las (Sumber : hargamesin.org/)
9 Pengelasan menggunakan las listrik maupun las karbit harus tahu teknik dasar cara membuat sambungan besi atau baja yang di sambung akan menjadi kuat dan tahan lama.
2.5.5 Proses Finishing
Ditahap ini dilakukan proses pembersihan sisa dari proses pabrikasi, seperti sisa – sisa proses cutting dan drilling yang masih tajam, kemudian di cat atau ju-ga di ju-galvanis aju-gar komponen – komponen tersebut tahan terhadap korosi atau karat.
1. Proses Grinding
Grinding (gerinda tangan) adalah proses pengurangan partikel bahan dari bentuk kasar menjadi ukuran yang lebih halus agar terlihat lebih bagus. Prinsip kerja mesin gerinda adalah batu gerinda berputar versentuhan dengan benda kerja sehingga terjadi pengikisan, pemolesan, pemotongan, serta jangan lupa gunakan alat pelundung diri yang di gunakan saat melakukan proses grinding.
2. Proses Pengamplasan
Proses penghalusan bak agar terlihat bersih dari material sisa cutting atau drilling, gunakan ampelas halus agar hasil pengamplasan lebih optimal,sehingga hasil pengamplasan akan maksimal dan memudahkan pada saat proses pengecatan. (Sumber : www.scribd.com.)
2.6 Teknik Proses pembentukan plat
2.6.1 Persiapan Bahan
Persiapkan bahan berupa plat akan digunakan sesuai yang di butuhkan dalam proses pembuatan mesin magnetic coolant separator ini.
2.6.2 Proses Marking
Marking dalam proses pabrikasi adalah istilah yang dipakai untuk membuat sketsa (pola gambar) tiap section dari suatu produk yang akan dibuat oleh seorang fitter dalam lembaran plat atau material lainnya. Bisa berbentuk titik - titk atau garis – garis disesuaikan dengan bentuk produk yang akan dibuat berdasarkan drawing. Pemberian tanda biasanya dengan menggunakan penggores, penitik atau kapur.
10 Gambar 2.5 Proses marking Plat
2.6.3 Proses Cutting
Proses Cutting adalah proses pemotongan plat atau bahan lainnya sesuai pola yang terdapat pada plat, atau bahan lainnya sehingga di peroleh hasil potongan sesuai ukuran yang telah direncanakan.
Gambar 2.6 Gerinda Tangan
Mesin yang digunakan yaitu gerinda tangan. Pada umumnya mesin gerinda tangan digunakan untuk menggerinda atau memotong logam, tetapi dengan menggunakan batu atau mata yang sesuai kita juga dapat menggunakan mesin gerinda pada benda kerja lain seperti kayu, beton, keramik, genteng, bata, batu alam, kaca, dan lain-lain. Tetapi sebelum menggunakan mesin gerinda tangan untuk benda kerja yang bukan logam, perlu juga dipastikan agar kita menggunakannya secara benar, karena penggunaan mesin gerinda tangan untuk benda kerja bukan logam umumnya memiliki resiko yang lebih besar. Untuk itu kita perlu menggunakan
11 peralatan keselamatan kerja seperti pelindung mata, pelindung hidung (masker), sarung tangan, dan juga perlu menggunakan handle tangan yang biasanya disediakan oleh mesin gerinda.
2.6.4 Proses Bending
Bending merupakan pengerjaan dengan cara memberi tekanan pada bagian tertentu sehingga terjadi deformasi plastis pada bagian yang diberi tekanan. Sedangkan proses bending merupakan proses penekukan atau pembengkokan menggunakan alat bending manual maupun menggunakan mesin bending.
(Sumber : www.eprints.polsri.ac.id)
Gambar 2.7 Mesin Bending Plat (Sumber : www.tokootomotif.com)
2.6.5 Proses Drilling
Proses drilling adalah proses permesinan untuk membuat lubang bulat pada benda kerja. Drilling biasanya dilakukan memakai pahat silindris yang memiliki dua ujung potong yang disebut drill. Pahat diputar pada porosnya dan diumpankan pada benda kerja yang diam sehingga menghasilkan lubang diameter sama dengan diameter pahat.
12 Gambar 2.8 Mesin Bor Tangan
(www.hargamesin.org/)
Mesin yang digunakan disebut drill press, tetapi mesin lain dapat juga digunakan untuk proses ini. Lubang yang dihasilkan dapat berupa lubang tembus (through holes) dan tak tembus (blind holes). (Al Huda, 2008)
2.6.6 Proses Finishing
Ditahap ini dilakukan proses pembersihan sisa dari proses pabrikasi, seperti sisa – sisa proses cutting dan drilling yang masih tajam, kemudian di cat tau juga digalvanis agar komponen – komponen tersebut tahan terhadap korosi atau karat. (Sumber : www.scribd.com.)
1. Proses Grinding
Grinding (gerinda tangan) adalah proses pengurangan partikel bahan dari bentuk kasar menjadi ukuran yang lebih halus agar terlihat lebih bagus. Prinsip kerja mesin gerinda adalah batu gerinda berputar bersentuhan dengan benda kerja sehingga terjadi pengikisan, pemolesan, pemotongan, serta jangan lupa gunakan alat pelundung diri yang di gunakan saat melakukan proses grinding.
2. Proses Pengamplasan
Proses penghalusan bak agar terlihat bersih dari material sisa cutting dan drilling, gunakan ampelas halus agar hasil pengamplasan lebih optimal,sehingga hasil pengamplasan akan maksimal dan memudahkan pada saat proses pengecatan. (Sumber : www.scribd.com)
13 2.7 Teknik Proses Pembubutan Poros
Poros merupakan salah satu bagian yang terpenting dari setiap mesin. Hampir semua mesin meneruskan tenaga bersama – sama dengan putaran, peranan utama dalam transmisi seperti itu di pegang oleh poros. Berikut adalah proses tahapan teknik – teknik pembunutann poros.
Gambar 2.9 Proses Bubut Poros
2.7.1 Bubut Poros
Ketika material yang akan di bubut sudah di marking maka material akan dibubut sesuai dengan ukurannya dengan cara :
a) Setting material pada chuck
Cekam material pada chuck dengan benar dan center. b) Setting pahat
Atur pahat dengan benar, jika ingin bubut facing maka posisi pahat miring dan jika ingin bubut rata/memperkecil diameter maka posisi pahat tegak lurus dengan benda kerja.
c) Setting mesin bubut
Setting kecepatan mesin bubut sesuai standar pemakaian mesin yaitu :
Kecepatan pemakanan
Karena materian yang digunakan adalah jenis steel (tought) maka ke-cepatan pemakanannya adalah 15 – 18 mm/min
14
n =
n = …. Rpm
ket. Cs = Kecepatan pemakanan (mm/min) D = Diameter Poros (mm)
n = Putaran spindle
d) Mulai proses pengerjaan, lakukan pemakanan material dengan kedalaman 0.2 mm secara bertahap, sampai ukuran material sesuai dengan ukuran yang telah di tentukan.
2.8 Perhitungan Torsi Motor Listrik Dan Rasio Gear Box
2.8.1 Perhitungan Torsi Motor Listrik
Secara umum torsi (torque) merupakan gaya yang digunakan untuk meng-gerakan sesuatu dengan jarak dan arah tertentu.
Torsi dalam satuan SI dapat dihitung sebagai
TNm = : Dimana : . Tnm = Torsi (N.m) Pw = Daya (watt) n = Kecepatan motor (Rpm)
9.549 = Nilai konstanta untuk daya motor satuan watt (Sumber : www.engineeringtoolbox.com)
2.8.2 Perhitungan Rasio Gear box
Rumus menghitung rasio gear box i = N1 : N2
Dimana : i : Rasio
N1 : Jumlah putaran pada motor N2 : Jumlah putaran yang di hasilkan